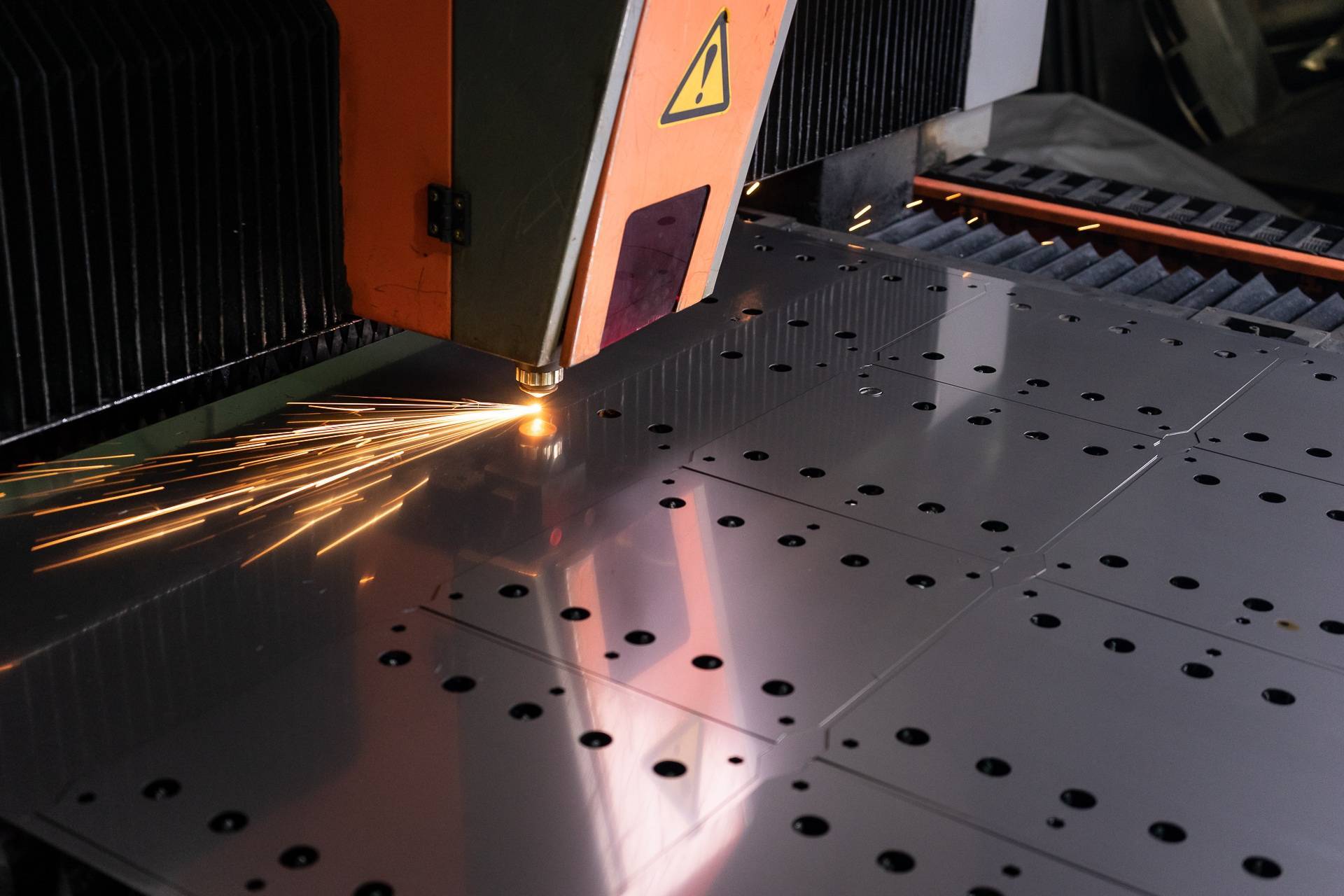
Лазерная резка — точность и чистота на тонколистовых деталях
- Лазер наводится точнее плазмы. Плазменная дуга нестабильна. Конечно, при правильной настройке она не начнет скакать по всему листу металла. Но плазма постоянно колеблется, делая углы и вырезы менее четкими. Для небольших деталей, особенно сложной формы, это критично. Лазер же режет металл четко там, куда его направили, и не двигается. Это принципиально для деталей, на которых требуется высокое качество и точное соответствие проекту.
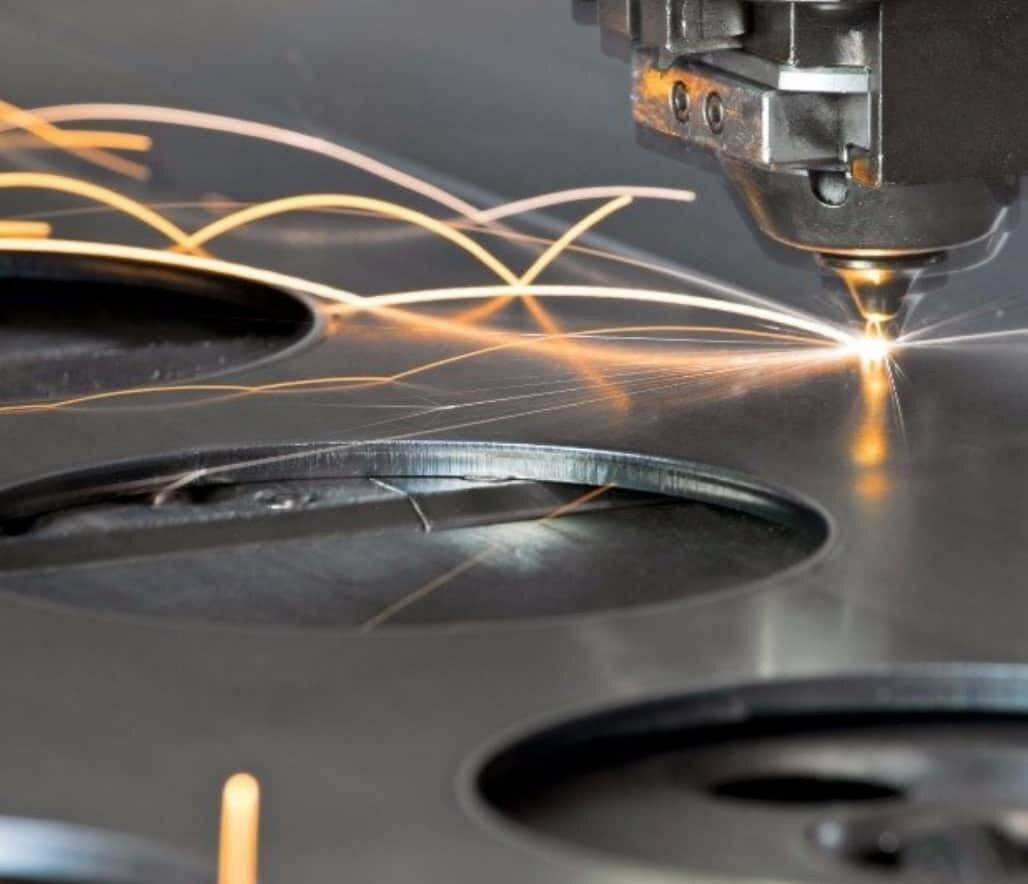
- Лазер может делать более узкие прорези, чем плазма. Четкие отверстия при плазменной резке должны иметь диаметр в полтора раза больше толщины металла — и никак не меньше 4 мм. Лазер делает отверстия с диаметром, равным толщине металла — от 1 мм. Это расширяет ваши возможности при проектировании деталей и корпусов, развертки для которых режутся лазером.
- При лазерной резке тепловые деформации минимальны. Теоретически перегреть деталь можно даже лазером — если написать специальную издевательскую программу резки. Например, лазером не вырезают совсем мелкие и частые отверстия для вентиляции — от этого может произойти перегрев металла. Для лазерного раскроя вентиляционные отверстия делают более крупными и менее частым. В остальных случаях деформации от лазера не будут заметны. Плазма этим похвастаться не может — нагреваемая зона там шире и деформации более выражены. По этому показателю лазер снова дает более качественный результат, чем плазма.
- Лазер не оставляет окалины на тонколистовом металле. Значит, после лазерной резке развертки отправляются не на зачистку, а сразу на гибку. Это экономия рабочих часов на производстве деталей — а значит, и экономия денег заказчика в итоге.
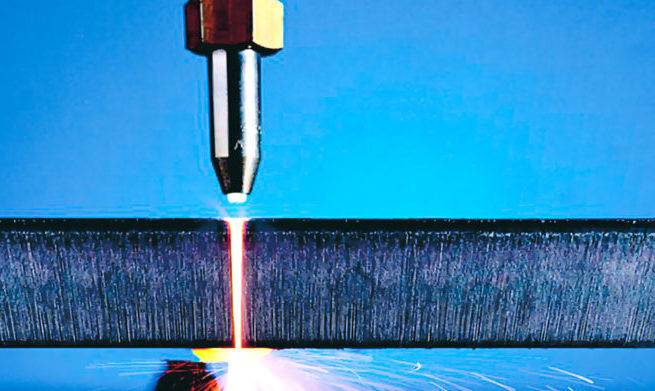
- У отверстий, вырезанных лазером, более перпендикулярные кромки. Конусность отверстий — серьезная проблема плазменных станков. У лазерных станков при толщине металла до 4 миллиметров стенки будут оставаться перпендикулярными, а при толщине выше 4 миллиметров — получат легкий скос в районе 0,5 градуса, нижние отверстия будут получаться чуть больше по диаметру, чем верхние. При этом, однако, искажения их формы не будет, и верхние, и нижние отверстия останутся строго круглыми — а отверстия от плазмы при увеличении толщины металла начинают стремиться к эллиптической форме.
- У станков лазерной резки высокая скорость работы — но она высокая и у плазменных станков. Здесь оба метода хороши. И оба теряют скорость при увеличении толщины металла.
- Лазер неэффективен для металла средней и высокой толщины. Это главный его недостаток по сравнению с плазменной технологией. На толщинах от 20 до 40 миллиметров его применяют уже намного реже, а свыше 40 миллиметров — вообще практически не используют.

Технология
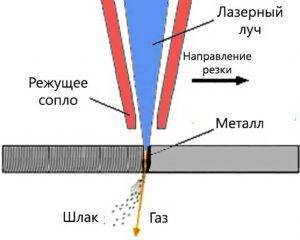
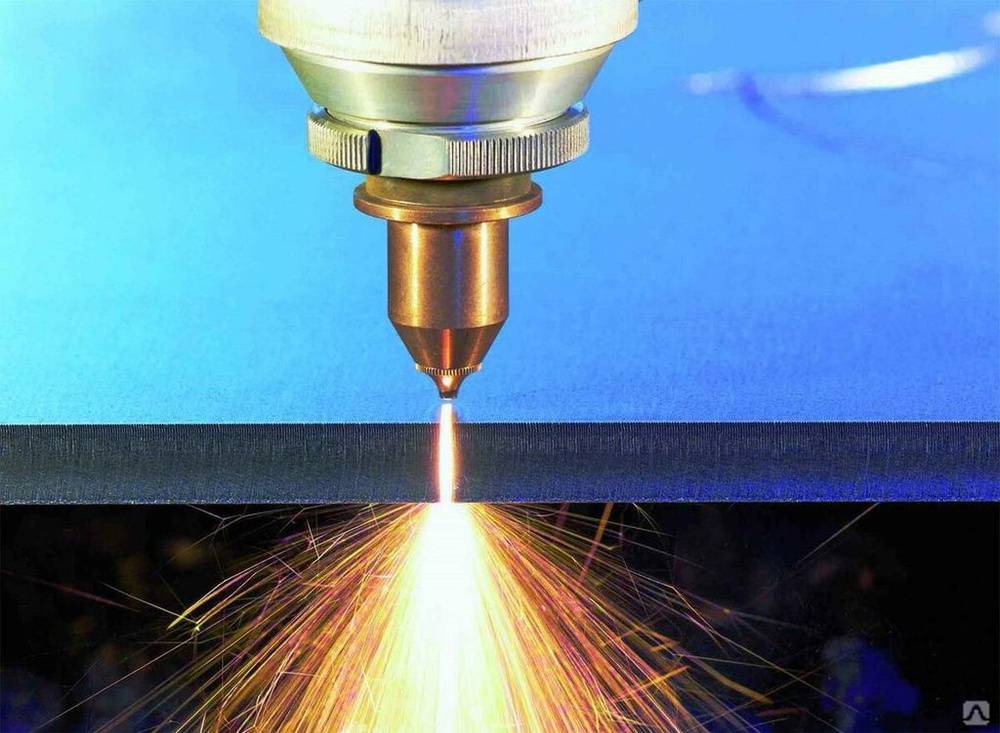
Технология лазерной резки металла подразумевает под собой процесс нагревания металла в определённом месте свыше его температуры плавления. Рабочий привод генерирует сфокусированный луч, которые проходит через систему линз, становится мощнее. Раскалённый пучок света попадает на поверхность детали, начинает расплавлять её. Передвигаясь по направляющим, рабочая головка делает рез заданного размера, формы.
Сфокусированный луч обладает некоторыми характеристиками:
- Постоянством длины. Благодаря этому его легко сфокусировать на любой поверхности используя оптические линзы.
- Низкий угол расходимости света луча. Это позволяет получить мощный направленный поток света на заданную точку.
- Суммарная мощность излучения увеличивается благодаря когерентности.
При разрезании металла, материал может плавиться или испаряться. Это зависит от мощности оборудования.
Работа с тонким металлом
Обычно на предприятиях таким способом обрабатывают именно тонколистовую сталь. Металлопрокат подвергается быстрой распиловке, а также процедура помогает экономить на затраченной энергии. Чем тоньше лист, тем лучше следующие показатели:
- максимальная точность подачи луча, отсутствие искажений в самой толще материала;
- отсутствие загрязнений (оплава) на поверхности;
- отсутствие вторичных дефектов – вмятин, прочих механических повреждений;
- молекулярное строение остается прежним, не возникает сильных внутренних напряжений, как при других способах термообработки;
- высокая скорость распила.
В чем разница между готовыми изделиями
Это объясняется единым принципом действия любого лазерного резака металла, который заключается в следующем:
 Принцип работы лазерной резки
Принцип работы лазерной резки
- В ходе процедуры резки лазер воздействует на металлическую поверхность таким образом, что на ней образуется окислитель, который повышает коэффициент поглощения энергии.
- Мощное излучение заставляет материал нагреваться.
- В месте соприкосновения луча лазера с металлом создается очень высокая температура, приводящая к расплавлению металлической поверхности.
Отличие в работе заводского и лазерного самодельного резака лежит в их мощности, а соответственно и в глубине врезания лазера в поверхность метала. Так, заводские модели оборудуются высококлассными материалами, что обеспечивает достаточный показатель углубления. Самодельные же резаки способны врезаться всего на 1-3 см.
Разновидности оборудования
Выделяют следующие виды лазерных станков по функциональным особенностям:
- Гравировальный станок. Этот аппарат излучает слабый световой пучок. Он применяется для нанесения гравировок и выжигания тонких фанерных листов. Если увеличить длину волны, то с помощью этой установки можно полностью разрезать деревянную заготовку.
- Фрезерно-лазерный станок. Данное устройство способно излучать пучок света высокой мощности, что позволяет создавать в фанере дополнительные отверстия. При помощи фрезерно-лазерного аппарата с ЧПУ можно нанести на заготовку гравировку. Для этого нужно правильно настроить параметры лазера.

По типу управления различают следующие разновидности устройств для лазерной нарезки:
- Станки с ручным управлением. Эти приборы отличаются низкой стоимостью и легкостью эксплуатации. С их помощью можно выпиливать уникальные модели и трафареты. Недостатком данных устройств является низкая точность рисунков и форм.
- Автоматические станки. Эти разновидности приборов с ЧПУ обеспечивают высокое качество изготовления изделий. Для функционирования автоматических станков требуется указать алгоритм работы. На основе указанной программы аппараты будут самостоятельно создавать необходимые узоры. В процессе работы человек может контролировать состояние станка с ЧПУ.
Существуют следующие разновидности устройств для лазерной резки по мощности и размеру:
- Настольные гравировальные станки. Мощность этих приспособлений составляет 80 Вт. Они отличаются своей компактностью. Настольные аппараты можно поместить в небольших помещениях. Они используются при изготовлении сувениров и нарезки тонких фанерных листов.
- Профессиональные лазерные станки. Их мощность составляет не более 195 Вт. Эти аппараты имеют большие габариты и устанавливаются на крупных деревообрабатывающих предприятиях. Они также применяются на мебельных фабриках для изготовления серийной продукции и вырезания точных узоров.
- Промышленные станки. Мощность этих приспособлений составляет 380 Вт. Они устанавливаются на крупных заводах, специализирующихся на деревообделке.
Выбор устройства для резки лазером зависит от масштабов производства, физических свойств обрабатываемых поверхностей и функции аппарата. На современных предприятиях применяют универсальные лазерные устройства с ЧПУ. Они многофункциональны способны обрабатывать как фанеру, так и конструкции из цветных металлов и поливинилхлорида (ПВХ).
3 Что представляет собой станок (установка, оборудование) для лазерной резки металла?
В настоящее время видов лазерных установок, обладающих достаточными показателями мощности для работы с металлическими листами и изделиями, имеется немало. Их принято делить на три типа:
- Газовые. Могут быть с поперечной либо с продольной прокачкой смеси газов (чистых газов – гелий, азот, углекислый газ), применяемых в качестве рабочего тела. Принцип работы данных лазеров такой: газовая композиция через специальную трубку прокачивается под действием насоса, а электроразряд для ее накачки обеспечивают атомы газа, находящиеся в энергетически активном состоянии. Достаточно мощными и при этом компактными лазерами являются углекислотные щелевидные установки. Они признаются самыми простыми и эффективными в работе.
- Твердотельные. В их конструкции обязательно имеется лампа накачки, без которой на рабочее тело невозможно будет передать требуемое излучение. Рабочим телом при этом выступает стержень (в промышленном оборудовании его обычно делают из высокочистого искусственного рубина, легированного неодимом иттриевого граната или из специального неодимового стекла). Как правило, твердотельные станки функционируют в импульсном режиме, но при необходимости их можно настроить и на непрерывную работу.
- Газодинамические. Похожи на газовые установки (по сути, являются их разновидностью), но в них газ требуется нагревать до 2–3 тысяч градусов, после чего пропускать через специальное сопло на сверхзвуковой скорости, а затем охлаждать. Весь процесс из-за множества операций получается дорогостоящим и сложным, поэтому газодинамическое оборудование используется крайне редко.
В конструкции любого станка для резки лазером предусмотрено наличие:
- комплекса образования и передачи газа и излучения (в его составе – сопло, механизм подачи газа, поворотные зеркала, юстировочный лазер, система фокусировки, оптический затвор, механизм стабилизации зазора и фокальной поверхности и другие элементы);
- излучателя с зеркалами резонатора, активной средой, элементами комплекса накачки и устройством модуляции, если таковое необходимо для работы установки;
- автоматической системы управления с рядом подсистем, которые управляют и контролируют все параметры станка;
- координатного устройства, необходимого для перемещения в пространстве детали и луча лазера.
Виды лазерной резки
В зависимости от мощности луча, лазерные станки позволяют выполнять такие виды обработок:
- плавление;
- испарение.
Резать детали путём расплавления выгодно по следующим причинам:
- ресурс лазера выше, чем при испарении;
- меньшее потребление электроэнергии;
- допускается резка заготовок различной толщины;
- точная регулировка луча системой управления — фокусировка, угол наклона;
- высокое качество торцов деталей после обработки;
- при добавлении газов снижается вероятность образования окислов.
Метод испарения применим для небольшой толщины. Требует значительных энергозатрат, поэтому на практике его используют достаточно редко. Изготовление деталей становится экономически не выгодным.
Производственное использование лазера
Лазер называют самым красочным и одним из важнейших изобретений XX века. Многие годы никто не понимал его практического применения, прибор называли устройством, которое само ищет задачи для решения. Теперь лазерные аппараты лечат людей, исследуют звезды и применятся для развлекательных мероприятий.
Машиностроительные производства давно начали использовать резку металла лазером. Пионерами выступили судостроительные верфи, авиационные заводы и автомобильные гиганты, искавшие передовые методы работы для увеличения производительности труда. Возрастающая конкуренция стимулировала появление инновационных обрабатывающих центров с принципиально новыми системами влияния на рабочий процесс.
К настоящему времени на промышленных предприятиях лазерная резка металла представлена следующими видами установок:
- твердотельные — основанные на кристаллических драгоценных камнях или соединениях редкоземельных элементов, для накачки фотонов используется импульсные лампы или лазерные диоды;
- газовые — в качестве активаторов применяются смеси инертных газов с источником возбуждения в виде электрических разрядов или направленной химической реакции;
- волоконные — активная среда и резонатор сделаны целиком из оптического волокна или скомбинированы с другими конструктивными элементами.
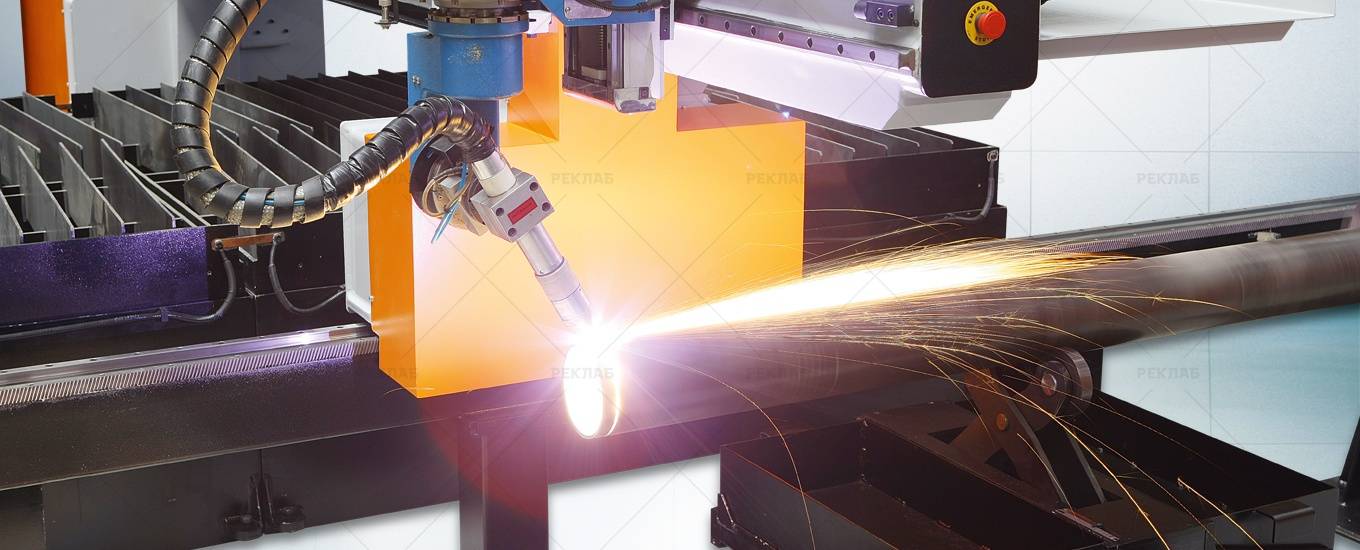
Следующее видео представляет волоконный лазерный станок.
https://youtube.com/watch?v=U0U9EOegTfg
Для работы с цветными металлами и антикоррозионными сталями, имеющими высокую отражающую способность, прикладными исследовательскими институтами разработаны специальные модели традиционных лазеров с резонатором из оптико-волоконной трубки. Световой луч в таких установках более сфокусированный и концентрированный и не рассеивается о зеркальную поверхность алюминиевых, титановых или нержавеющих заготовок.
Широко распространенные газовые СО₂-лазеры работают на рабочей смеси углекислого газа, азота и гелия, зеркала резонатора покрыты серебряным или золотым напылением для увеличения отражающей способности.
Эксплуатация
Особенности эксплуатации станков для лазерной резки по металлу:
необходимо выполнить заземление оборудования;
при работе включить водяное охлаждение;
для повышения точности обработки металлических поверхностей, необходимо выполнять юстировку оптики;
запрещено резать детали, не соответствующие заявленным производителем требованиям по эксплуатации;
для стабильной работы электроники нужно обеспечить качественное электропитание;
важно регулярно проводить техосмотры, заменять изношенные детали, расходные материалы;
направляющие нуждаются в качественной периодической смазке;
поддерживать оборудование в чистоте.
Станок позволяет обрабатывать металлические поверхности лазерным лучом, обладающим высокой энергией, когерентностью, постоянной длиной волны. При попадании на поверхность заготовки происходит её нагрев до температуры плавления. В результате такого воздействия одна часть металла испаряется, а другая — переходит в расплавленную металлическую фазу.





Как сделать лазерный резак в гараже
Лазерная резка стали проводится на покупных и самодельных устройствах. Если нет возможности купить станок, можно изготовить его самостоятельно. Для этого нужно подготовить материалы, инструменты:
- мощный фонарик на батарейках;
- лазерную указку;
- привод из DVD-ROM;
- паяльник, отвертки.
Пошаговая инструкция сборки лазерного резака:
- Изначально необходимо разобрать дисковод, чтобы вытащить рабочую головку. Делать это нужно аккуратно, чтобы не повредить линзу.
- Вытащить диод из указки. На его место припаять рабочую часть из дисковода.
- Внутренности указки нужно вытащить, чтобы собрать для них новый корпус. Закрепить все элементы в корпус фонарика. Убрать защитное стекло, запитать устройство батарейками.
Дополнительно можно укрепить корпус скотчем, клеем.
Усиление самодельной установки
Мастера экспериментируют с набором линз, чтобы усилить мощность луча. Дополнительно можно запитать его от подзарядки для аккумуляторных батареек. Чтобы удобнее было проводить технологические процессы, собирается конструкция, удерживающая самодельную установку. Она устанавливается над рабочим столом на направляющих.
Лазерная резка представляет собой современный технологический процесс, который позволяет разделять металлические листы разной толщины. Зависимо от размеров обрабатываемых заготовок нужно выбирать мощность привода.
Преимущества и недостатки лазерной резки
Лазерная резка обладает неоспоримыми преимуществами.
Лазер позволяет работать с металлами различной толщины (медными – толщиной от 0,2 до 15 мм, алюминиевыми – от 0,2 до 20 мм, стальными – от 0,2 до 20 мм, из нержавейки – до 50 мм).
Поскольку режущий инструмент не контактирует с заготовкой, то можно обрабатывать хрупкие и легко деформирующиеся детали.
Принцип лазерной резки позволяет создавать детали различной конфигурации (особенно при использовании установок с компьютерным обеспечением). Достаточно загрузить в программу чертеж детали, и оборудование выполнит резку самостоятельно, при этом точность будет весьма высокой.
Лазерная резка позволяет работать с высокой скоростью. При необходимости изготовления малой партии деталей она позволит обойтись без таких процессов, как штамповка и литье.
Благодаря лазерной резке снижается себестоимость готовых деталей, а значит, и их конечная цена. Это обусловлено минимумом отходов и чистотой среза.
Процесс резки лазером является наиболее универсальным, позволяющим справляться со сложными задачами.
При этом лазерная резка обладает малым количеством недостатков, среди которых высокое потребление энергии. Именно поэтому такой способ обработки является самым дорогим. Впрочем, если сравнить обработку лазером со штамповкой, для которой требуется дополнительно изготовить оснастку, то использование первого будет более экономичным. Еще одним минусом является небольшая толщина разрезаемых деталей (максимум 20 мм).
Качество резки неметаллических материалов
Общие закономерности показателей качества те же, что и при резке металлов, однако они в меньшей степени зависят от параметров излучения. Так, качественная резка разлагающихся материалов осуществляется при меньших плотностях мощности излучения. Ширина реза, как правило, в полтора—два раза больше, чем у сталей одинаковой толщины (см. табл. 28.1), а шероховатость ниже и не превышает 30—40 мкм. На кромках резов некоторых разлагающихся материалов (резиностеклопластик, стеклотекстолит, винипласт, дерево, кожа) образуется обугленный 0,5—1,0-мм слой, который следует удалить, если деталь служит электроизолятором.
Критерии подбора
Специальные агрегаты с ЧПУ универсальны и могут работать не только с древесиной, но и:
- оргстеклом;
- резиной;
- кожей;
- полистиролом;
- пластиком;
- керамикой.
Универсальному станку для лазерной резки фанеры под силу справиться с практически любым сырьем, за исключением металла. А благодаря ЧПУ, устройство может аккуратно и быстро прорезать даже усложненный узор.
В первую очередь определитесь с объемом будущих работ, какие по площади фанерные листы необходимы для раскроя. Для больших размеров подбирайте устройства с увеличенным рабочем полем, а с мелкой работой справятся настольные малогабаритные модификации.
Стоимость станка для лазерной резки фанеры будет зависеть от размера инструмента.
Но, если есть возможность предварительно разрезать большие фанерные листы на небольшие полотна (с помощью циркулярки или фрезера), то рассмотрите покупку средне- либо малоформатных устройств. Такие модели идеально подходят для работы в домашних условиях.
Учитывайте и размер (толщину) фанеры, используемой для работы. Станки с ЧПУ при раскрое толстых листов будут оставлять обугленные края реза. Если это портит общий рисунок, то для работы с массивными слоями древесины лучше присмотреть фрезерные инструменты. А лазерные использовать для гравировки.
Толщина фанерных листов влияет на выбор мощности излучателя-трубки СО2. Для удобства выбора ориентируйтесь на следующие показатели фанерного слоя:
- до 5-6 мм: 50-60 Вт;
- до 7-8 мм: 60-70 Вт;
- до 9-10 мм: 80-90 Вт.
Для обычного нанесения рисунка на фанеру (гравировка) можно брать устройства с трубкой в 50 Вт. Но если в планах стоит большой объем работы и открытие своего дела, то приобретайте станок с излучателем большей силы.
Рабочее поле
Станки для лазерной резки фанеры подразделяются и по видам рабочей поверхности:
- Настольные (рабочая зона до 60х40 см). Идеальны для обустройства домашней мастерской. Они не занимают много места, а хорошая производительность позволяет быстро выпускать большие партии изделий.
- Среднеформатные (зона работы до 1,6х1 м). Такие модификации самые распространенные и подходят, как для домашних мастерских, так и для крупных производств.
- Широкоформатные (рабочая зона до 2х3 м). Чаще применяются для мощных цехов, больших производств с поточным изготовлением изделий.
Мнение эксперта Торсунов Павел Максимович
Для обустройства домашней мастерский ориентируйтесь на параметры места, которое будет выделено под установку лазерного станка.
Для работы со среднестатистической фанерой с толщиной слоя до 3-4 мм не имеет смысл тратиться на крупноформатные столы. Для таких целей достаточно приобрести настольные или среднеформатные варианты.
Рабочий стол
При выборе модели лазерного станка учитывайте и глубину опускания рабочего стола. Есть модификации с возможность опускания-подъема рабочей поверхности, а есть модели с фиксированной установкой стола.










От глубины опускания рабочего стола будет зависеть допустимая толщина обрабатываемого материала.
Если устройство предназначено для гравировки или работы со стандартной тонкой фанерой (для изготовления магнитов или несложных сувениров), нет смысла тратиться на усовершенствованную модель. Но, если гравировка будет осуществляться на крупногабаритных изделиях или планируются работы с толстыми материалами, то возможность поднятия стола становится ключевым моментом при выборе.
Стол с возможностью регулировки бывает двух видов:
- Автоматизированный. Такую модель лучше брать для работы с материалами различной толщины. Автоматическое поднятие-опускание осуществляется с помощью ремней. Недостаток такого варианта заключается в необходимости постоянно регулировать ремни, так как они при эксплуатации растягиваются.
- Ручной (цепной привод). Лучше выбирать такой вариант (без наличия ремней) для средне- или широкоформатного устройства. Модель с цепным приводом опускания минимизирует перекос стола, что обеспечивает итоговую работу лучшего качества.
Какой вид регулировки рабочего стола у Вашего станка для лазерной резки фанеры?
АвтоматизированныйРучной
При выборе станка для лазерной резки фанеры обращайте внимание и на материал, из которого изготовлен рабочий стол:
| Вид стола | Достоинства | Пояснения |
| Ламелевый | удобно чистить и вытаскивать | не подходят для работы с тонкими и специфическими материалами (картон, ткань, бумага) |
| Сотовый | идеален для обработки тонких материалов, сотовая основа не дает им провисать | очень плотное покрытие, что обеспечивает хорошую укладку материала для работы |
| Конвейерный | используются для работы с рулонными материалами (в том числе ткани, кожа, кожзам) | обеспечивает непрерывную и стабильную подачу материала и облегчает работу |
Этапы процесса лазерной резки металла
В схему технологического процесса входит несколько основных этапов:
- Сначала луч лазера сосредотачивается в заданной точке обрабатываемого металла.
- Затем металл нагревается до необходимой температуры, начинается его плавление, с образованием на границе плавления углубления.
- Следующий этап – кипение, испарение металла под действием энергии лазерного излучения.
Как правило, для управления лучом лазера используют специальный компьютерный продукт, что позволяет сделать процесс полностью автоматическим.
На практике лазерную резку металла выполняют 2-мя методами:
- плавлением металла по линии реза;
- испарением металла по линии реза.
Детали, которые можно получить методом испарения, имеет ограничения по толщине. Эта технология используется в основном для тонких деталей. Кроме того, резка металла путем испарения требует применения мощного оборудования и, следовательно, больших затрат энергии. Поэтому, данный метод не всегда экономически оправдан.
Технологическая схема разрезания металлов методом плавления лазером более востребована. В настоящее время этот процесс выполняется в комплексе с использованием различных газов (азота, аргона, кислорода, воздуха, других), вдуваемых в зону реза. Такая газово-лазерная технология позволяет:
- использование оборудование меньшей мощности;
- резать как тонкие, так и толстые материалы;
- уменьшать энергопотребление;
- увеличивать скорость процесса, количество готовой продукции.
Усиление самодельной установки
Для усиления мощности и плотности луча, который и является главным режущим элементом, следует приготовить:
- 2 «кондера» на 100 пФ и мФ;
- Сопротивление на 2-5 Ом;
- 3 аккумуляторные батарейки;
- Коллиматор.

Ту установку, которую вы уже собрали можно усилить, чтобы в быту получить достаточно мощности для любых работ с металлом. При работе над усилением помните, что включить напрямую в розетку ваш резак будет для него самоубийством, поэтому следует позаботиться о том, чтобы ток сперва попадал на конденсаторы, после чего отдавался батарейкам.
При помощи добавления резисторов вы можете повысить мощность вашей установки. Чтобы еще больше увеличить КПД вашего устройства, используйте коллиматор, который монтируется для скапливания луча. Продается такая модель в любом магазине для электрика, а стоимость колеблется от 200 до 600 рублей, поэтому купить ее не сложно.
Дальше схема сборки выполняется так же, как было рассмотрено выше, только следует вокруг диода накрутить алюминиевую проволоку, чтобы убрать статичность. После этого вам предстоит измерить силу тока, для чего берется мультиметр. Оба конца прибора подключаются на оставшийся диод и измеряются. В зависимости от нужд вы можете урегулировать показатели от 300 мА до 500 мА.
После того, как калибровка тока выполнена, можно переходить к эстетическому декорированию вашего резака. Для корпуса вполне сойдет старый стальной фонарик на светодиодах. Он компактный и умещается в кармане. Чтобы линза не пачкалась, обязательно обзаведитесь чехлом.
https://youtube.com/watch?v=xtsAjnH-Bog
В чем заключается изюминка технологии?
Исходя из названия метода обработки, основное действие выполняется специальным лазером. Дорогостоящее оборудование фокусирует луч на маленькой площади, в результате чего образуется неимоверное количество энергии.
 Лазерная резка металла
Лазерная резка металла
Под воздействием высокоплотного излучения происходит разрушение любого металла – он плавится, сгорает, иногда моментально испаряться.
Рассматривая характеристики лазерного воздействия, выделяют следующие аспекты процесса:
- отличительной чертой луча в сравнении с обычными световыми волнами является постоянная длина и частота продуцируемой волны. Это свойство обеспечивает отличную фокусировку с помощью системы линз на любой имеющейся поверхности;
- направленность луча всегда поддерживается в высокой концентрации, усиливает эффективность маленький угол рассеивания энергии;
- когерентность – способность сосредоточить в одной области множество однотипных процессов, ведущих к преобразованию материала. Суммарная мощность установки увеличивается за счет полного резонанса, всех происходящих внутри лазера процессов.
Подобные особенности обуславливают энергетическое постоянство, благодаря чему лазерная резка металла считается уникальным высокоэффективным методом получения необходимых деталей.
Точность резки
Это комплексный параметр качества, который определяется на 50—80 % точностью режущей машины, но зависит также от погрешностей технологического процесса. Требования к точности диктуются назначением и толщиной деталей. Как правило, погрешности деталей толщиной мм должны укладываться в допуск 0,1—0,5 мм. Из параметров качества на технологическую точность резки влияют ширина реза, шероховатость поверхности и неперпендикулярность кромок. Точность портальных машин с ЧПУ на микроЭВМ для термической, в том числе для газолазерной резки регламентируется ГОСТ 5614—74 и ГОСТ 26940—86. Предельные отклонения от номинальных размеров квадратов со стороной 0,5 м и окружностей диаметром 0,5 м, воспроизводимых машиной, не должны превышать ± (0,1÷0,25) мм. Предельные отклонения размеров контуров деталей на углах удваиваются.
Режимы
Резка лазером металлических заготовок зависит от следующих факторов:
- диаметра луча;
- мощности привода;
- обработки материалов защитными составами;
- количества линз, их расположения;
- вида металла или сплава, который подвержен обработке;
- толщины заготовки;
- предварительной очистки металла от ржавчины, грязи.
Также на скорость разделения деталей влияет используемый инертный газ. Например, если заменять кислород обычным воздухом, производительность аппарата снизится вдвое.






От выбранного режима создания реза зависит его качество. Главные факторы, которые влияют на состояние готового реза — скорость движения рабочей головки, толщина детали. Раскрой по металлу желательно совершать не спеша, чтобы не испортить рез.
Преимущества лазерной резки
Востребованность данного метода обработки материалов обуславливается несколькими факторами.
Качество раскроя
Первый и один из наиболее значимых показателей – это высокое качество раскроенных при помощи лазера изделий. Такие детали имеют гладкий, ровный срез и характеризуются отсутствием каких-либо изъянов на обработанной поверхности.
 Лазерная резка металла
Лазерная резка металла
Универсальность метода
Вторым немаловажным преимуществом резки лазером является то, что при помощи данной процедуры стало возможным обработать практически все виды изделий, независимо от твердости сплава, из которого они изготовлены, их толщины или формы. К тому же, лазерный метод раскроя деталей не ограничивается резкой в плоскости, то есть можно производить разрез и объемных предметов.
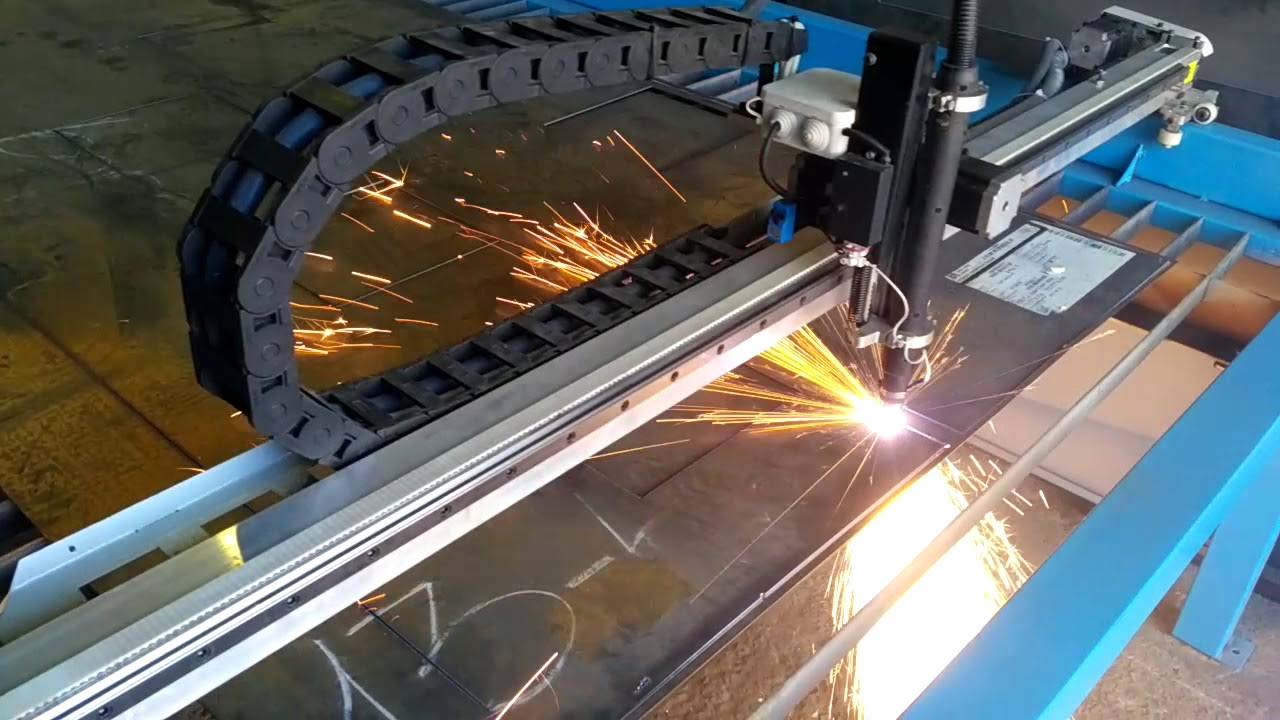
 Лазерная резка толстого металла
Лазерная резка толстого металла
Возможность автоматизации процесса
Третье достоинство – это возможность автоматизации процесса резки металла лазером при помощи компьютерного оборудования. Данное свойство позволяет экономить не только время, но и денежные средства на изготовлении специальных литейных форм, необходимых для производства изделий. Это повышает производительность установки.
 Автоматизация лазерной резки металла
Автоматизация лазерной резки металла
В ходе контролируемой компьютером резки металла получаются более качественные детали, которые не требуют дополнительного обтачивания и шлифовки.
Отметим, что все вышеперечисленные качества присущи, в той или иной степени, всем лазерным резакам металла, как промышленным, так и самодельным. Единственное различие между ними лежит в мощности данных приборов. Так, изготовленные вручную лазеры для резки металла имеют меньшую мощность по сравнению с профессиональными лазерными станками. Они отлично подходят для резки фанеры и тонких листов металла, но не способны справиться со сверхтвердыми и толстыми металлическими изделиями, в отличие от специального оборудования.
Но, несмотря на это, самодельные резаки пользуются большей популярностью среди народных умельцев. А все потому, что промышленные установки стоят достаточно дорого, и не каждый может позволить купить себе такой лазер домой. К тому же, в домашнем хозяйстве нет необходимости использовать сверхмощный резак металла, достаточно и самого простого, сделанного своими руками.
Положительные моменты применения технологии лазерной резки металла.
Преимуществами нарезки изделий при помощи точно направленного лазера на специальном станке являются:
- Точно направленный луч разделяет лист на части без механического воздействия на его поверхность – отсутствие какой-либо силы и нажима на металл мягких сплавов полностью исключает возможность его деформации, загибов или возникновения других дефектов по такой причине.
- Универсальность применения – обрабатывать таким способом можно практически все виды сплавов на станках разных типов и мощности лазера.
- Элементы, которые обрабатываются таким методом, не нагреваются, и их можно сразу отправлять на следующие этапы производства.
- Автоматизация процессов работы станка и раскрой листа с использованием специального программного обеспечения позволяет экономить ресурс предприятия на оплату труда сотрудников и обеспечивает снижение объемов обрезков. Такой подход позволяет снизить стоимость готовых элементов благодаря оптимальным затратам на их изготовление.
- Лазер точно по запрограммированному трафарету, быстро, без лишних манипуляций создает разрезы установленных параметров толщины, глубины, что позволяет выпускать серийную продукцию в оптимально короткие сроки.
- Функциональность станков для лазерной резки позволяет наладить проведение большого количества работ – высверливание отверстий разного диаметра, глубины и сложности, гравировка поверхности разных товаров для надежного нанесения необходимых данных, фрезеровка и другие.
- Во время обработки исключен риск облома, царапин или порчи заготовки благодаря минимальному контакту оператора установки с ней и отсутствию применения силы.
- Простота использования станков – наличие программного обеспечения устройства позволяет автоматизировать процесс и наладить работу под контролем электронной системы, которая не допускает ошибок или неточностей в своей работе в отличие от работы человека.
- Для производства серийных деталей можно загрузить готовый трафарет, по которому будут вырезаться элементы для гарантии точного соблюдения размеров и параметров продукции.
- Разнообразие станков по мощности и габаритам позволяет устанавливать их в мастерских и цехах для достижения конкретных целей и создания необходимых деталей.