Кромкогиб ручной – зачем он нужен, и какой подойдет для ваших целей? + Видео
1 Кто вооружен таким инструментом?
Это устройство предназначено для холодной гибки металла. Инструмент нашел свое широкое применение во многих областях. Например, пользуется спросом ручной тип кромкогиба для проведения авторемонта, также с помощью этого приспособления изготавливают фасонные детали прямоугольных воздуховодов. А сформировав кромку на одном из листов, можно сделать сварной шов внахлест.

Устройство для холодной гибки металла
Рекомендуем ознакомиться
Еще этот инструмент используют для профилирования металла, он незаменим в строительстве, при производстве различных элементов и создании фальцевых соединений. Принцип работы довольно прост. Необходимо установить шкалу, определяющую ширину гиба. Затем расположить край листа между рабочими деталями (роликами) и загнуть кромку, передвигая устройство.
2 Роликовый, пневматический и другие – зачем столько?
Роликовый тип кромкогиба с ручным приводом имеет простую конструкцию. С одной стороны расположена ручка, а с другой – рабочие ролики, которые и деформируют металл. С помощью специального ограничителя на направляющих устанавливается ширина гиба. Весит роликовый инструмент около 2 кг, что делает его весьма мобильным. При надобности можно работать даже на высотных объектах. С его помощью получится согнуть на 90° лист металла толщиной 0,8 мм. Ширина гиба колеблется в пределах от 0,5 до 20 см, а вот его длина не ограничена. Однако такой прибор актуален только при незначительных объемах задачи.
Гидравлический тип кромкогиба упрощает работу. Вам придется прикладывать значительно меньше усилий, чтобы сформировать гиб. При этом толщина обрабатываемого металла может достигать 3 мм. Гидравлический станок работает за счет гидроцилиндров и бывает стационарным и передвижным.

Гидравлический кромкогиб
Еще пользуются популярностью кромкогиб, который имеет пневматический привод. В их основе лежит принцип «поворотной балки», а за счет пневмоцилиндров устройство выдает давление до 6,2 бар. Такой инструмент легко справится с листом металла толщиной даже 1,2 мм. Ширина кромки возможна не более 12 мм. Пневматический станок потребляет 113 л воздуха в минуту.
3 Можно ли сделать его самостоятельно?
Конструкция ручных кромкогибов настолько проста, что многие задумываются, как их сделать своими руками, и мы постараемся ответить на этот вопрос. Вам понадобится пара отрезков швеллеров и уголки с прямолинейными кромками. Еще подготовьте сварочный аппарат. Если не справитесь с ним своими руками, договоритесь со сварщиком. Станок состоит из основания, прижима, пуансона и ручки. Основание и прижимы делаются из швеллеров №6,5 и №5 соответственно, а обжимной пуансон из толстостенного уголка №5. Еще понадобится лист пятимиллиметровой стали для щеток. В качестве ручки подойдет металлическая скоба диаметром от 1,5 см.

Конструкция ручного кромкогиба
Подготовив все комплектующие, необходимо снять фаски 7х45° и длиной 30 см по ребру заготовок пунсона и основания. Далее привариваем к пуансону оси (стальные прутки сечением 10 мм). Проследите, чтобы ось самого прутка совпала с ребром уголка. Теперь делаем выборки и на концах рабочей части прижима. После подготовительных работ нужно предварительно собрать самодельный кромкогиб. Для этого понадобятся тиски. Устанавливаем в зажимном инструменте основание с пуансоном.
Выкрутив болты, необходимо вставить их в рассверленные отверстия прижима. В этом случае на них опять накручиваются гайки-ограничители. Ручка приваривается к уголку. Станок готов к использованию, осталось только установить его в слесарных тисках. Кромкогибы для кузовного ремонта имеют менее сложную конструкцию и небольшие размеры, да и их стоимость невелика, поэтому экономнее их купить в готовом виде, чем делать своими руками.
Основные разновидности
Наиболее простыми по конструкции из представленных на рынке кромкогибочных устройств являются ручные приспособления роликового типа. Все манипуляции с такими кромкогибами осуществляются при помощи рукоятки, которой они оснащены, а основную работу по деформированию края металлической заготовки выполняют ролики. Ширина гиба, выполняемого при помощи такого приспособления, регулируется посредством специального ограничителя, установленного на направляющих устройства.

Компактными ручными кромкогибами можно работать непосредственно на месте монтажа
Высокую мобильность кромкогиба, работать с которым можно даже на высотных объектах, обеспечивают не только его компактные размеры, но и небольшой вес, составляющий порядка 2 кг. Используя ручной кромкозагибочный инструмент, можно загнуть край металлической заготовки на угол до 90°, при этом толщина металла, из которого она изготовлена, не может превышать 0,8 мм.
При помощи кромкогиба можно выполнять гибы любой длины, а их ширина может находиться в интервале 0,5–20 см. Как видно из технических характеристик такого устройства, его возможности достаточно ограничены, поэтому использовать его целесообразно лишь для решения несложных технологических задач. Более производительным и функциональным является кромкогибочный станок, оснащенный гидравлическим приводом. Оператору, работающему на таком оборудовании, не надо прикладывать значительные физические усилия для того, чтобы согнуть кромку металлической заготовки. За счет высокой мощности, которой отличается такое устройство, его можно использовать для обработки заготовок из листового металла даже значительной толщины.

Кромкогибочный станок ZSH-4,0 с гидравлическим прижимом роликов
Гидравлический кромкогибочный станок в зависимости от габаритов может быть стационарным или передвижным. Именно гидравлическим приводом чаще всего оснащается такое оборудование, которое имеет и другое название – «кромкогибочный пресс».
Кромкогибочный станок может быть оснащен и электромеханическим приводом. При помощи данного оборудования можно изготавливать фальцы различного типа и даже выполнять осадку фальцевого шва, если оснащение станка позволяет это делать.




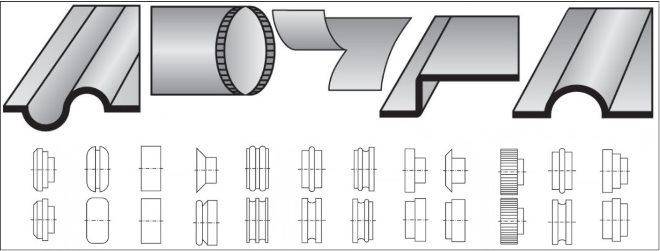
Выполнение кромки или её обрезка на роликовом станке происходит с помощью сменных роликов, от которых и зависит форма отгиба
Большой популярностью пользуются кромкогибы, оснащенные пневматическим приводом. Рабочие органы такого станка, работающего по принципу «поворотной балки», за счет использования пневмопривода позволяют оказывать значительное давление на обрабатываемую заготовку, величина которого может доходить до 6,2 бар. Между тем применять такой кромкогибочный станок можно для обработки заготовок из листового металла, толщина которого не превышает 1,2 мм, при этом ширина обрабатываемой кромки не может быть больше 12 мм. Решив использовать серийное оборудование данной категории или изготовить пневматический станок своими руками, вы должны иметь в виду, что для полноценной работы такого устройства необходимо обеспечить расход воздуха, равный 113 л/мин.
Классификация схем гибки листового металла
В зависимости от поставленных задач различают:
- свободную гибку, при которой деформирование металла производится в результате приложения изгибающего момента к определенному участку поверхности заготовки. в большинстве случаев свободная гибка выполняется непрофилированным инструментом, его главной особенностью является точное соблюдение радиуса гибки;
- гибку с калибрующим ударом, при которой заготовка обжимается по специальной матрице. для повышения уровня универсальности гибочного инструмента для калибрующей гибки, его часто выполняют сегментированным. деформирование производится приложением к заготовке усилия, а не момента;
- гибку с растяжением. процесс применяется для деформирования малопластичных металлов и сплавов (в частности, высокоуглеродистых сталей, сплавов алюминия с марганцем). при этом к краям заготовки во время деформирования прилагаются растягивающие напряжения;
- гибку роликовым инструментом, которую часто совмещают с профилированием непрерывного листового материала и отрезкой ножами. такая гибка носит локальный характер. усилие при этом незначительно, что позволяет вести процесс на автоматизированном оборудовании повышенной производительности.
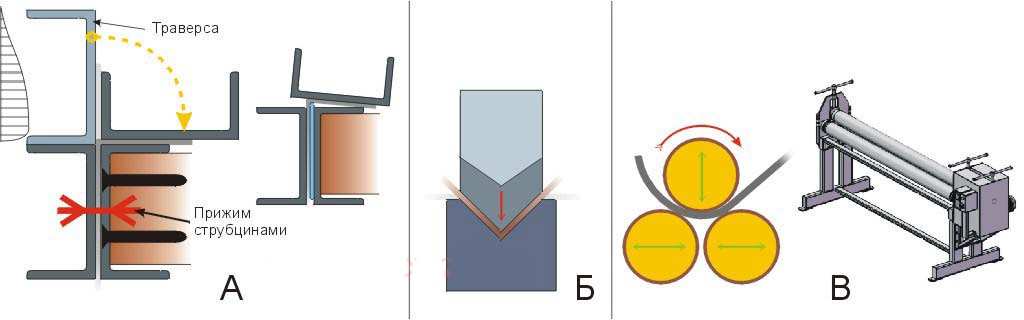
Схемы гибки на листогибочных станках
Выбор оптимального способа гибки устанавливается следующими факторами:
- характером изменения оси заготовки после гибки;
- физико-механическими характеристиками деформируемого материала;
- производительностью гибки и последующей отрезки ножами;
- возможностью оперативной переналадки оборудования на выпуск продукции с другой конфигурацией готовой поверхности;
- уровнем суммарных энергетических затрат на гибку.
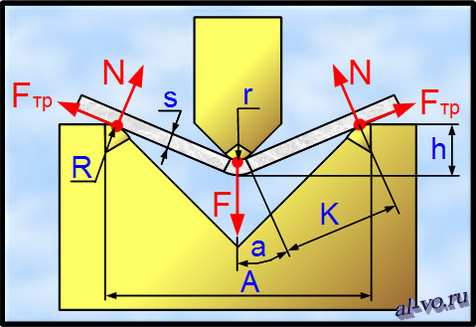
Силы, действующие при гибке на листогибе
Предварительный монтаж
щечки пуансона
Перед тем, как проварить конструкцию окончательно, необходимо выставить все детали в правильном направлении и проверить работоспособность конструкции. Поэтому сначала выполняются легкие временные крепежи. Станину вместе с пуансоном фиксируют в тисках. Подвижная часть и станина должны составлять общую горизонталь. Щечки устанавливают на оси и точечно крепят на станину. Удобно вместо сварки использовать струбцины. Как только временные крепежи готовы, струбцины снимают и проверяют подвижность. Если амплитуда пуансона достаточна, струбцины затягивают и окончательно проваривают.
Как пользоваться?
Работа ручного кромкогиба заключается в нескольких этапах.
- Обездвиживание обрабатываемой детали. Лист, который обрабатывает мастер, не должен совершать лишних движений.
- Настройка ширины обработки. С помощью регулировочного элемента выставляется ширина кромки.
- Установка обрабатываемого листа металла между движущимися створками (или роликами) рабочей части инструмента.
- Собственно, прилагаемое усилие. С его помощью формируется кромка на краю листа.
Длинные ручки (до полуметра) позволяют приложить приличное усилие, чтобы лист металла поддался. Ведите инструмент по краю листа как можно ровнее, чтобы обжимаемый участок выглядел чётко и аккуратно.

Видеообзор роликового листогиба WUKO Combo Bender 5000 вы можете посмотреть ниже.
Самая популярная конструкция листогиба и ее улучшение
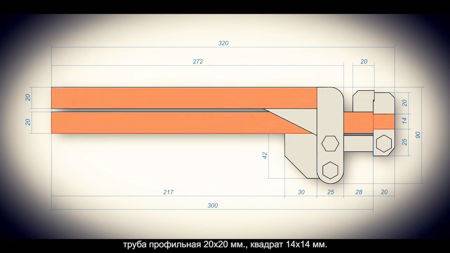
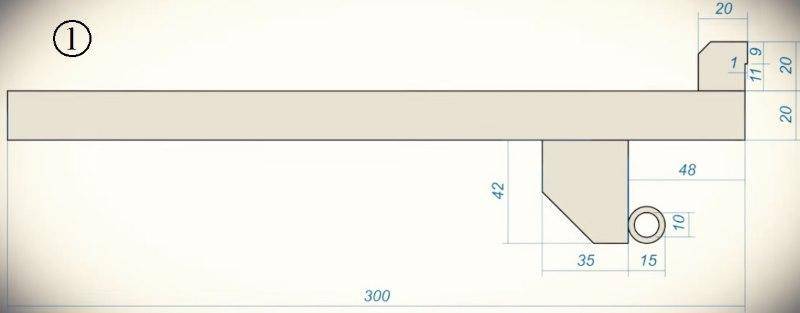
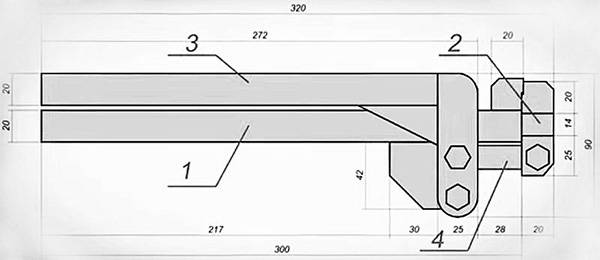
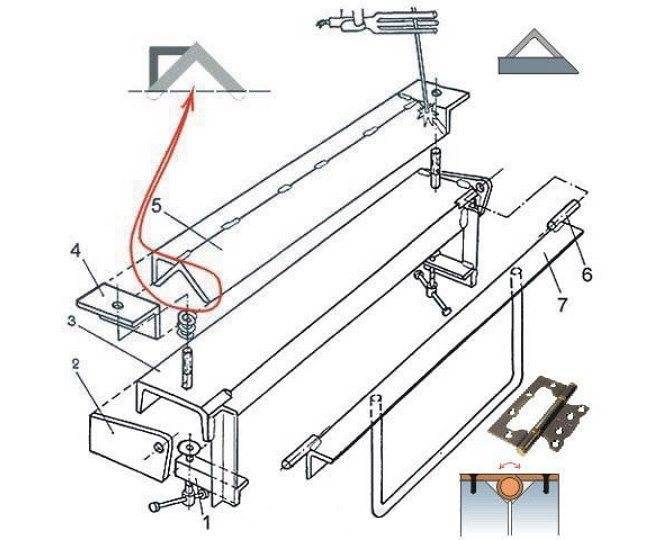
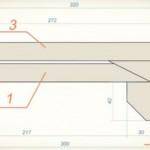
Конструкцию ручного листогибочного станка, показанную на чертеже №1, можно без труда усовершенствовать. По приведенному чертежу видно, что приспособление для гибки листового металла состоит из таких элементов, как:
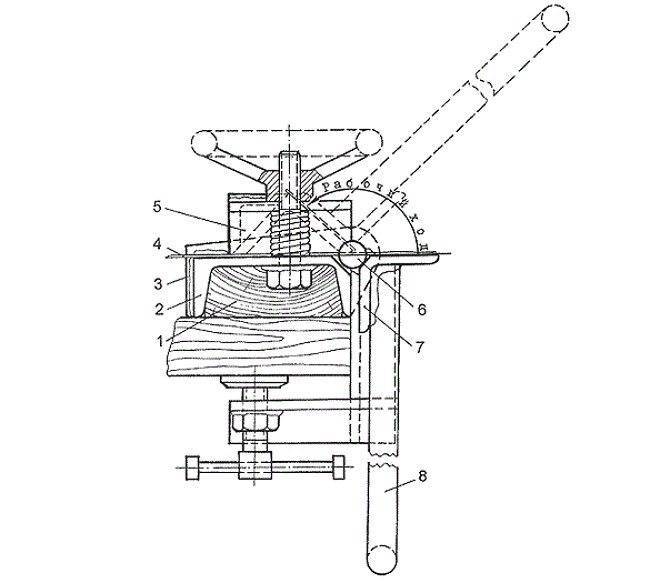 Чертеж №1: Для постройки нашего листогибочного станка мы применим данную схему
Чертеж №1: Для постройки нашего листогибочного станка мы применим данную схему
- подушка, изготовленная из дерева;
- опорная балка из швеллера 100–120 мм;
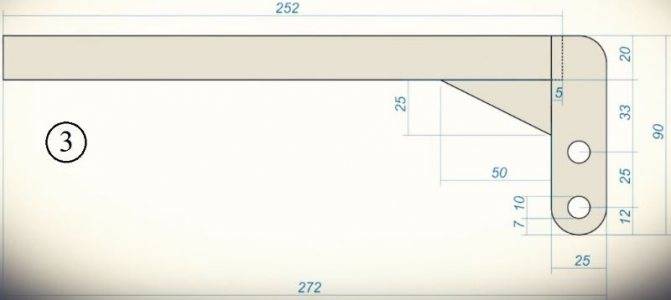
- щечка, для изготовления которой используется лист толщиной 6–8 мм;
- подвергаемый обработке лист материала;
- прижимная балка, сделанная из уголков 60–80 мм, соединяемых при помощи сварки;
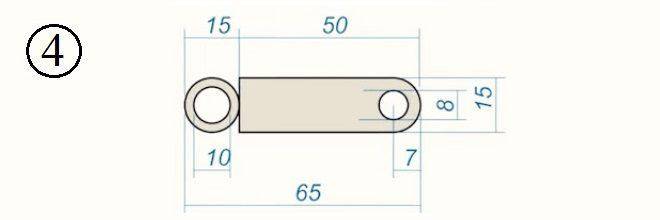
- ось для вращения траверсы (изготавливается из металлического прутка диаметром 10 мм);
- сама траверса – это уголок с размерами 80–100 мм;
- рукоятка приспособления, изготавливаемая из прутка диаметром 10 мм.
У траверсы листогиба (пункт 7), которую согласно изначальному чертежу предполагается делать из уголка, условно показан вариант исполнения из швеллера. Такая модернизация в разы увеличит выносливость траверсы, которая при использовании уголка в определенный момент неизбежно прогнется посередине и перестанет в этом месте создавать качественный сгиб лист. Замена на швеллер позволит делать не 200 сгибаний без рихтовки или замены данного элемента (что при более-менее активной работе весьма немного), а более 1300.
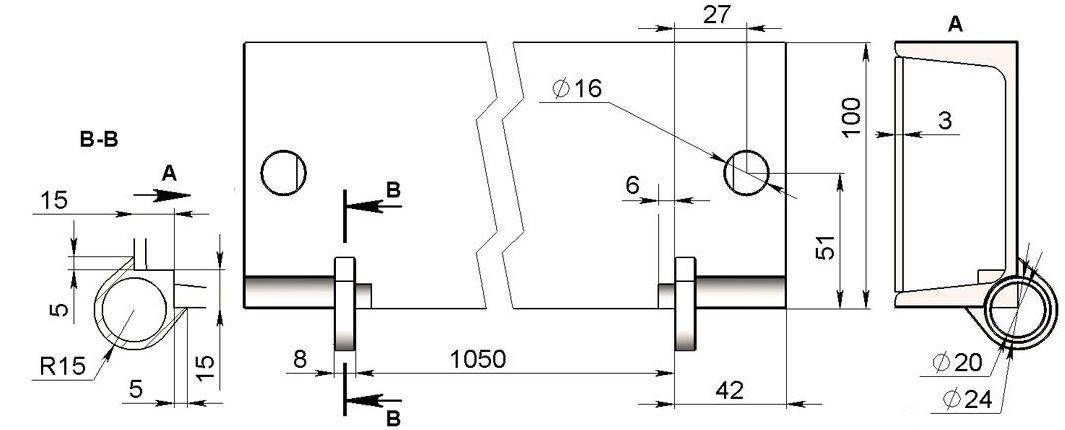
 Чертеж №2: Основные элементы листогиба
Чертеж №2: Основные элементы листогиба
Чертеж №2 позволяет более детально разобраться в конструкции самодельного листогиба:
- самодельная струбцина, сделанная из подходящего уголка (40-60 миллиметров) и винта с пяткой и воротком;
- щечка;
- швеллер, выступающий в роли опорной балки станка;
- кронштейн прижимной балки, выполненный из уголка 110 миллиметров;
- сама прижимная балка листогиба;
- ось вращения траверсы;
- сама траверса.
Усиливаем прижимную балку
Ниже мы рассмотрим схему усиления прижимной планки. Однако, если в качестве прижима у вас изначально будет достаточно массивный уголок, а гнуть чрезмерно толстые листы на своем листогибе вы не планируете, то вполне можно обойтись без усиления прижимной планки описанным способом.
 Стоит ли связываться с усилением прижима, зависит от условий работы станка
Стоит ли связываться с усилением прижима, зависит от условий работы станка
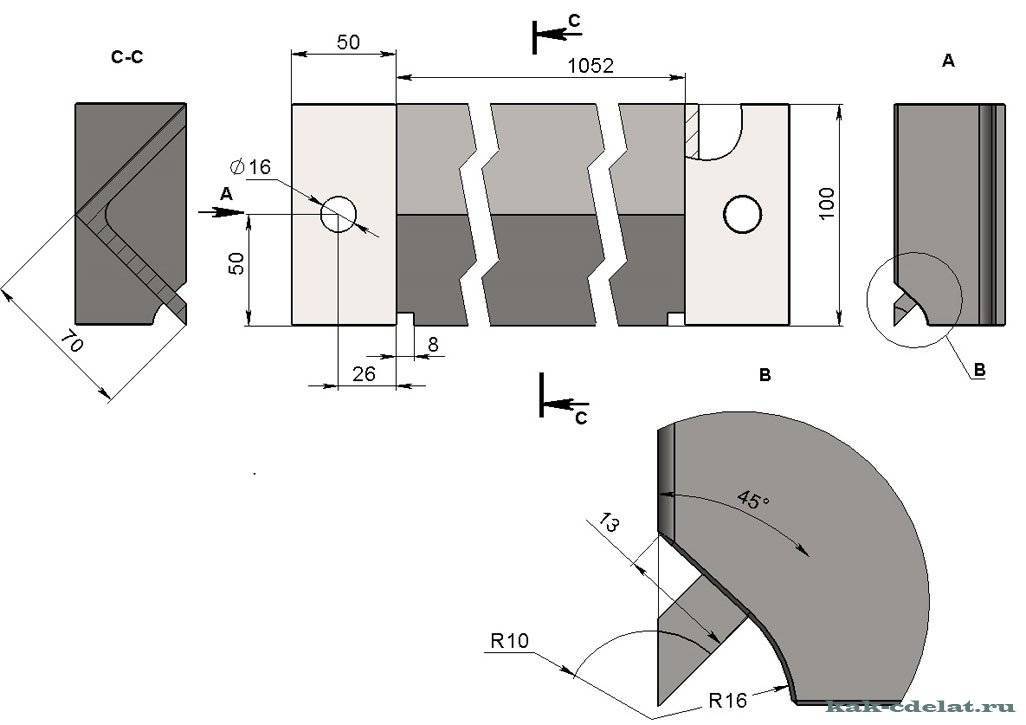
Чтобы продлить срок службы прижимной балки и сделать его сопоставимым со сроком службы траверсы, следует дополнить данный элемент конструкции, который изначально по чертежу выполнен из уголка, основой из металлической полосы с размерами 16х80 мм. Переднему краю данной основы нужно придать угол 45 градусов, чтобы выровнять ее плоскость с плоскостью самого прижимного уголка, а непосредственно рабочей кромке данного элемента следует сделать фаску около 2 миллиметров.
На чертеже №2 полученная деталь в разрезе указана на дополнительном рисунке вверху справа. Эти меры позволят металлу прижима работать не на изгиб (что крайне нежелательно), а на сжатие, тем самым многократно увеличивая срок службы без ремонта.
Также следует позаботиться о фрезеровке нижней плоскости прижимной балки, которая и формирует сгиб. Неровность данной плоскости, согласно общепринятым правилам, не должна превышать половины толщины сгибаемой заготовки. В противном случае согнуть заготовку ровно, без вздувшейся линии сгиба, не получится. Следует иметь в виду, что отдавать балку на фрезеровку следует только тогда, когда на ней уже есть все сварные швы, поскольку их выполнение приводит к изменению геометрических параметров конструкции.
Повышаем надежность креплений станка
В листогибочном станке есть еще один большой недостаток – схема его крепления к рабочему столу. Струбцины, которые предусмотрены в данном приспособлении, являются очень ненадежным вариантом крепления, особенно если учитывать быструю утомляемость сварных швов. От таких крепежных элементов можно вообще отказаться, что также позволит избежать необходимости использования сварных соединений и щек. Решить эту задачу позволяют следующие действия:







- изготовление опорной балки, которая будет выступать за пределы рабочего стола;
- проделывание U-образных проушин на концах опорной балки;
- крепление опорной балки к рабочему столу при помощи болтов (М10) и фасонных гаек с лапами.
Если щек в усовершенствованном листогибочном станке уже не будет, то как к нему прикрепить траверсу? Решить такой вопрос можно достаточно просто: использовать для этого дверные петли-бабочки, которые обычно применяются для навешивания тяжелых металлических дверей. Крепить такие петли, обеспечивающие достаточно высокую точность, можно при помощи винтов с потайной головкой. На чертеже №2 это дополнительно проиллюстрировано внизу справа.
Согнуть на листогибочном станке с траверсой, закрепленной на петли-бабочки, можно множество заготовок, так как эти петли отличаются очень высокой надежностью.
Кромкогиб ручной для авторемонта своими руками — Металлы, оборудование, инструкции
Такой несложный инструмент, как кромкогиб, может оказаться полезным во многих ситуациях, связанных с необходимостью обработки изделий из листового металла. На современном рынке представлено множество моделей такого устройства, но при желании его можно изготовить своими руками.
Кромкогибы можно использовать для формирования довольно сложных профильных элементов
Сферы применения
Кромкогибочный станок или простейший ручной инструмент, предназначенный для гибки кромок, находит широкое применение во многих сферах.
Кромкогиб позволяет, в частности, изготавливать из тонколистового металла элементы воздуховодов, подготавливать кромки заготовок для их соединения посредством сварки.
Авторемонт (кузовные работы) – еще одна область применения такого инструмента и оборудования.
Отгиб торца водосточной трубы на электромеханическом кромкогибочном станке
Если говорить о принципе, по которому действует кромкогиб, то он достаточно прост. Чтобы загнуть кромку тонколистового изделия, шкалу кромкогиба устанавливают на требуемую ширину обработки, затем край обрабатываемой детали помещают между рабочими роликами приспособления и, передвигая устройство, выполняют гиб.
Основные разновидности
Наиболее простыми по конструкции из представленных на рынке кромкогибочных устройств являются ручные приспособления роликового типа.
Все манипуляции с такими кромкогибами осуществляются при помощи рукоятки, которой они оснащены, а основную работу по деформированию края металлической заготовки выполняют ролики.
Ширина гиба, выполняемого при помощи такого приспособления, регулируется посредством специального ограничителя, установленного на направляющих устройства.
Компактными ручными кромкогибами можно работать непосредственно на месте монтажа
Высокую мобильность кромкогиба, работать с которым можно даже на высотных объектах, обеспечивают не только его компактные размеры, но и небольшой вес, составляющий порядка 2 кг.
Используя ручной кромкозагибочный инструмент, можно загнуть край металлической заготовки на угол до 90°, при этом толщина металла, из которого она изготовлена, не может превышать 0,8 мм.
При помощи кромкогиба можно выполнять гибы любой длины, а их ширина может находиться в интервале 0,5–20 см. Как видно из технических характеристик такого устройства, его возможности достаточно ограничены, поэтому использовать его целесообразно лишь для решения несложных технологических задач.
Более производительным и функциональным является кромкогибочный станок, оснащенный гидравлическим приводом. Оператору, работающему на таком оборудовании, не надо прикладывать значительные физические усилия для того, чтобы согнуть кромку металлической заготовки.
За счет высокой мощности, которой отличается такое устройство, его можно использовать для обработки заготовок из листового металла даже значительной толщины.
Кромкогибочный станок ZSH-4,0 с гидравлическим прижимом роликов
Гидравлический кромкогибочный станок в зависимости от габаритов может быть стационарным или передвижным. Именно гидравлическим приводом чаще всего оснащается такое оборудование, которое имеет и другое название – «кромкогибочный пресс».
Кромкогибочный станок может быть оснащен и электромеханическим приводом. При помощи данного оборудования можно изготавливать фальцы различного типа и даже выполнять осадку фальцевого шва, если оснащение станка позволяет это делать.
Выполнение кромки или её обрезка на роликовом станке происходит с помощью сменных роликов, от которых и зависит форма отгиба
Большой популярностью пользуются кромкогибы, оснащенные пневматическим приводом. Рабочие органы такого станка, работающего по принципу «поворотной балки», за счет использования пневмопривода позволяют оказывать значительное давление на обрабатываемую заготовку, величина которого может доходить до 6,2 бар.
Решив использовать серийное оборудование данной категории или изготовить пневматический станок своими руками, вы должны иметь в виду, что для полноценной работы такого устройства необходимо обеспечить расход воздуха, равный 113 л/мин.
Вариант первый. Станок для сгиба длинных прямых кромок
Для того чтобы изготовить такое устройство, вам потребуются его чертежи, которые несложно найти в интернете, а также следующее оборудование и расходные материалы:
- металлические швеллеры, из которых изготавливают основание и прижимы кромкогиба;
- толстостенный уголок для изготовления обжимного пуансона;
- металлический лист, из которого будут изготовлены щетки кромкогиба;
- металлическая скоба, используемая в качестве ручки устройства.
Прессы для гибки листового металла
Листогиб для толстого листа своими руками можно сделать, использовав автомобильный домкрат или винт большого диаметра. Для основания (матрицы) и пуансона (прижимной балки) понадобятся два отрезка уголка 5х5 или 7х7 см длиной до 1 м, швеллер для основания и боковых вертикальных направляющих, несколько регулировочных винтов и возвратные пружины.






Как работает гидравлический листогиб можно увидеть во всех подробностях в небольшом ролике и убедиться, что самодеятельному техническому творчеству нет предела.
Все описанные конструкции листогибов приведены не в качестве образца, а как стимул для самостоятельной разработки собственных вариантов листогибочного оборудования.
Возможно, Вам удастся создать свою оригинальную конструкцию или усовершенствовать уже существующие. Пишите нам на сайт — мы всегда рады популяризировать достижения наших читателей.
Виды
Роликовый кромкогиб с ручным приводом устроен следующим образом. С одной стороны предусмотрена рукоятка, с противоположной – гнущие листы металла ролики. Посредством особого ограничителя на направляющих выставляется ширина загибания края листа. Вес роликового кромкогиба – не более 2 кг, несмотря на визуальную массивность. Его можно носить с собой в небольшой сумке, работать им на высоте.
Он легко согнёт лист металла толщиной 0,8 мм под прямым углом. Возможно задать ширину кромки от 5 мм до 20 см. Ограничение по длине загибаемого листа отсутствует. Однако производительность его невысока – с ним вы не продвинетесь за час даже на 10 м загибаемой кромки.

У гидравлического загибателя листовой стали производительность выше за счёт того, что гидравлический привод не даст вашим рукам быстро устать. Толщина загибаемого листа – до 3 мм. Мобильный и стационарный кромкогибы работают от гидроцилиндрового механизма.
Электромеханический кромкогиб обрабатывает разные виды фальцевых соединений. Есть возможность обработать и фальц-шов.
Пневматический сгибатель работает на вращающейся балке. С помощью пневмоцилиндров вы обеспечите силу давления до 6 кг на квадратный сантиметр обрабатываемой поверхности, что само по себе весьма неплохо. Работает с листами стали толщиной до 1,2 мм. Устройство выдаёт 12-миллиметровую согнутую кромку, пропуская через себя до 113 дм3 воздуха в минуту.

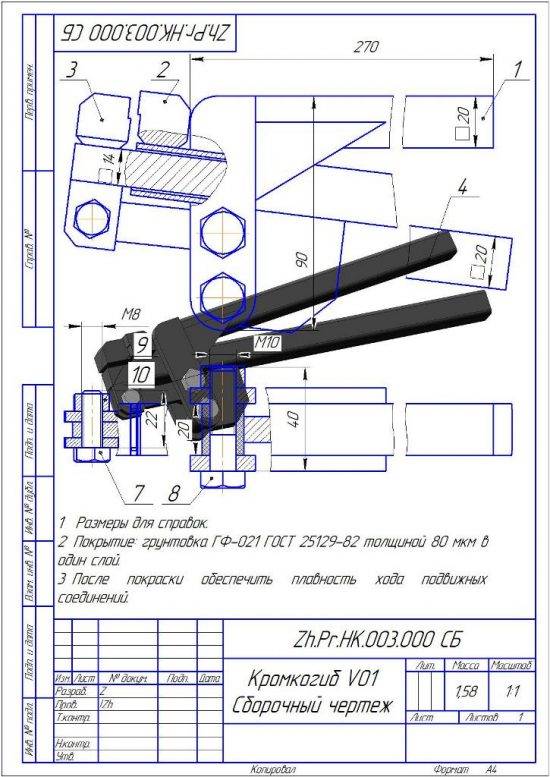
Кромкогиб больше всего напоминает пассатижи. Выгнуть кромку, если ваши движения точны, а лист металла невелик по длине и ширине, можно обычными плоскогубцами. Мощные пассатижи, которые только у вас есть, можно переделать под кромкогиб, если из них убрать внутренние режущие кромки. Для переделки под кромкогиб следует выбирать пассатижи с небольшой длиной и максимальной площадью соприкосновения захватывающих «челюстей». Чем они длиннее, тем больше усилий потратит рабочий на формирование согнутой кромки. Кромкогиб из плоскогубцев – отличная возможность сделать любую окантовку, включая сгибание угла на произвольный угол.
Кромковый автомобильный листогиб для кузовного ремонта обладает более упрощённой, чем роликовый и электромеханический, конструкцией, небольшими габаритами, что делает его переносным. С ним можно подступиться к любому труднодоступному участку кузова, которому требуется срочный авторемонт.
Станок (станочный кромкогиб) – самый массивный из всех. Для полноценной работы ему необходим стол со столешницей 1*1,5 м. Размеры стола подобраны для работы с малыми и большими отрезами листового металла (до 2 м). Самодельный станочный кромкогиб устанавливается на этот стол: к стальной столешнице он приваривается, а к деревянной – фиксируется на достаточно мощных болтах. Подойдёт обычный высокопрочный деревянный верстак, на котором могут быть установлены и тиски. Профессиональные станки обеспечивают высокоточную обработку кромок – по сути, это создание угла в 30 градусов (разброс угла – 15-45 градусов).
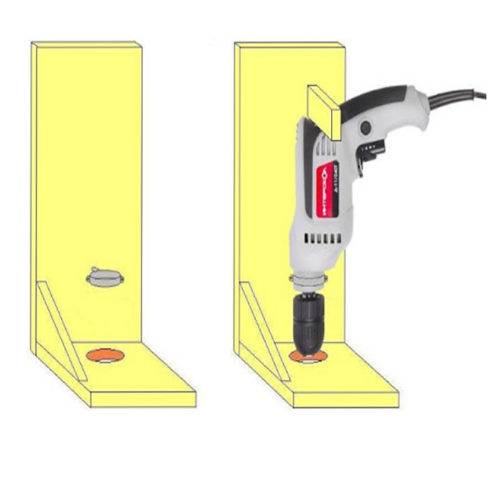
Кромкогиб с дыроколом отличается от обычного ручного кромкового листогиба. Дырокол в нём способен вырубать отверстия диаметром в несколько миллиметров. Дырокол изготовлен из быстрорежущей стали. Поскольку усилие от автомастера требуется немалое, ручки кромкогиба обрезинены, а сам дырокольный механизм подпружинен. Этот пробойник для металла способен проделать тысячи отверстий, прежде чем пробивная кромка дырокола подтупится.
Дырокол с пневматическим приводом (пневмодырокол) позволяет проделывать отверстия в кузове ещё легче и быстрее, чем при нажатии на обычном дыроколе вручную. Дырокольные кромкогибы избавляют мастеров СТО от необходимости высверливать отверстия с помощью электродрели: здесь важна идеально круглая форма, что не всегда обеспечивается дополнительным их высверливанием.