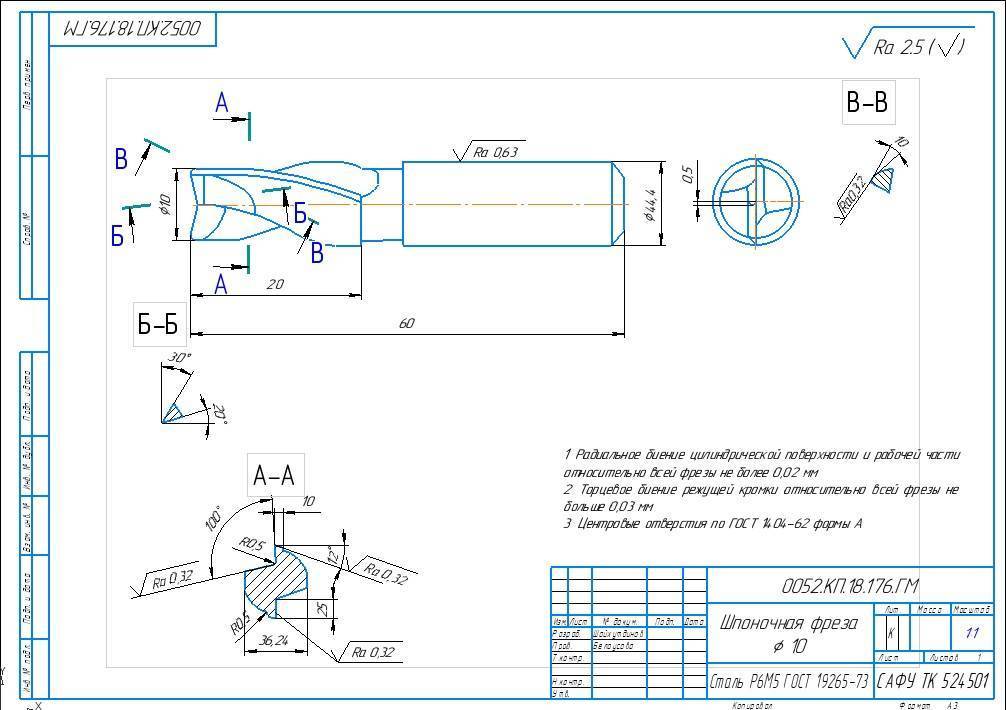
Фреза шпоночная – виды и применение, особенности, ГОСТ
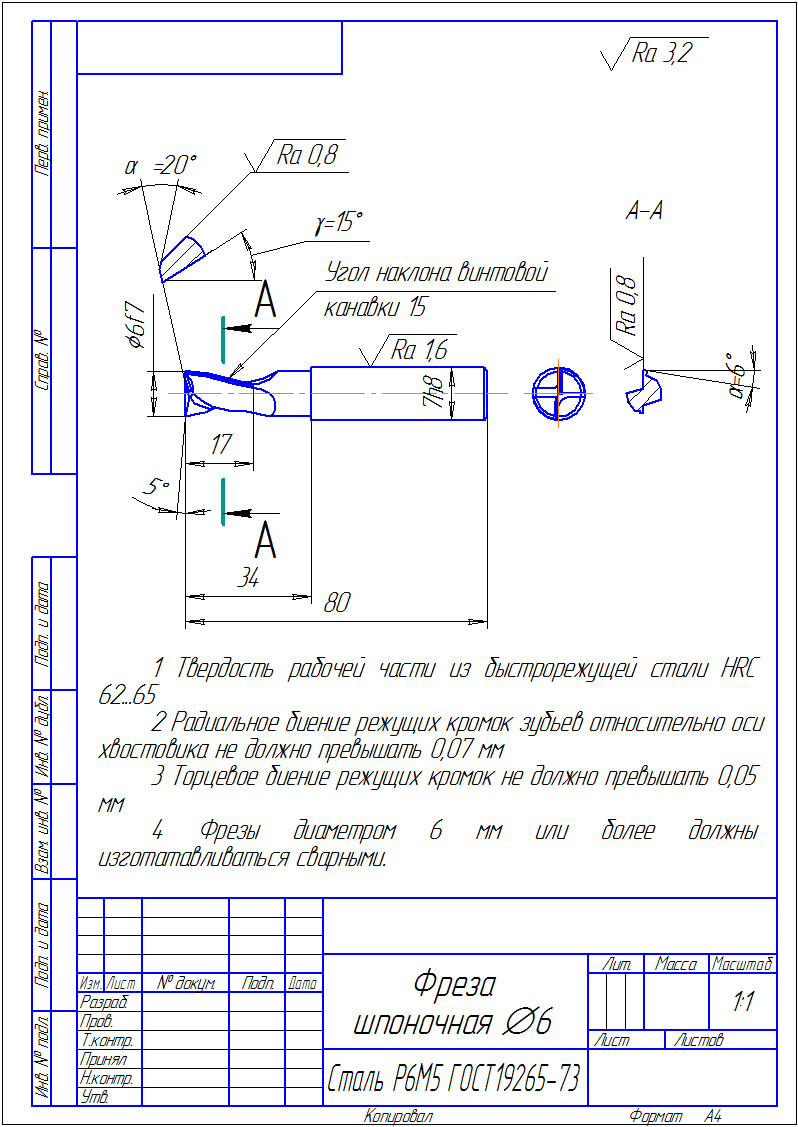
Шпоночная фреза – это металлорежущий инструмент с двумя режущими кромками используемый для черной и получистовой обработки. Заточка фрезы позволяет углубляться в материал при осевом движении подачи и двигаться параллельно оси детали, вырезая шпоночный паз посредством торцевых кромок. Для обеспечения возможности сверления одна из кромок доходит до оси фрезы.
Виды и применение
Шпоночные фрезы широко применяются в машиностроении, обработке металлов, деревообработке, станкостроении, ремонте техники и других видах деятельности. Основное назначение инструмента – фрезерование шпоночных канавок при изготовлении валов. Также они применяются для подготовки мерных выемок и продольных канавок в производстве различных изделий из стали и чугуна.
По направлению вращения фрезы подразделяются на лево- и праворежущие. Основным отличием является тип хвостовика – цилиндрический или конусный. Для цилиндрических хвостовиков необходим цанговый патрон соответствующего диаметру типоразмера. Также инструмент с данным хвостовиком можно использовать и в обычной дрели. Конусные хвостовики применяются исключительно на металлорежущих станках и вставляются непосредственно в патрон с требуемой конусностью.
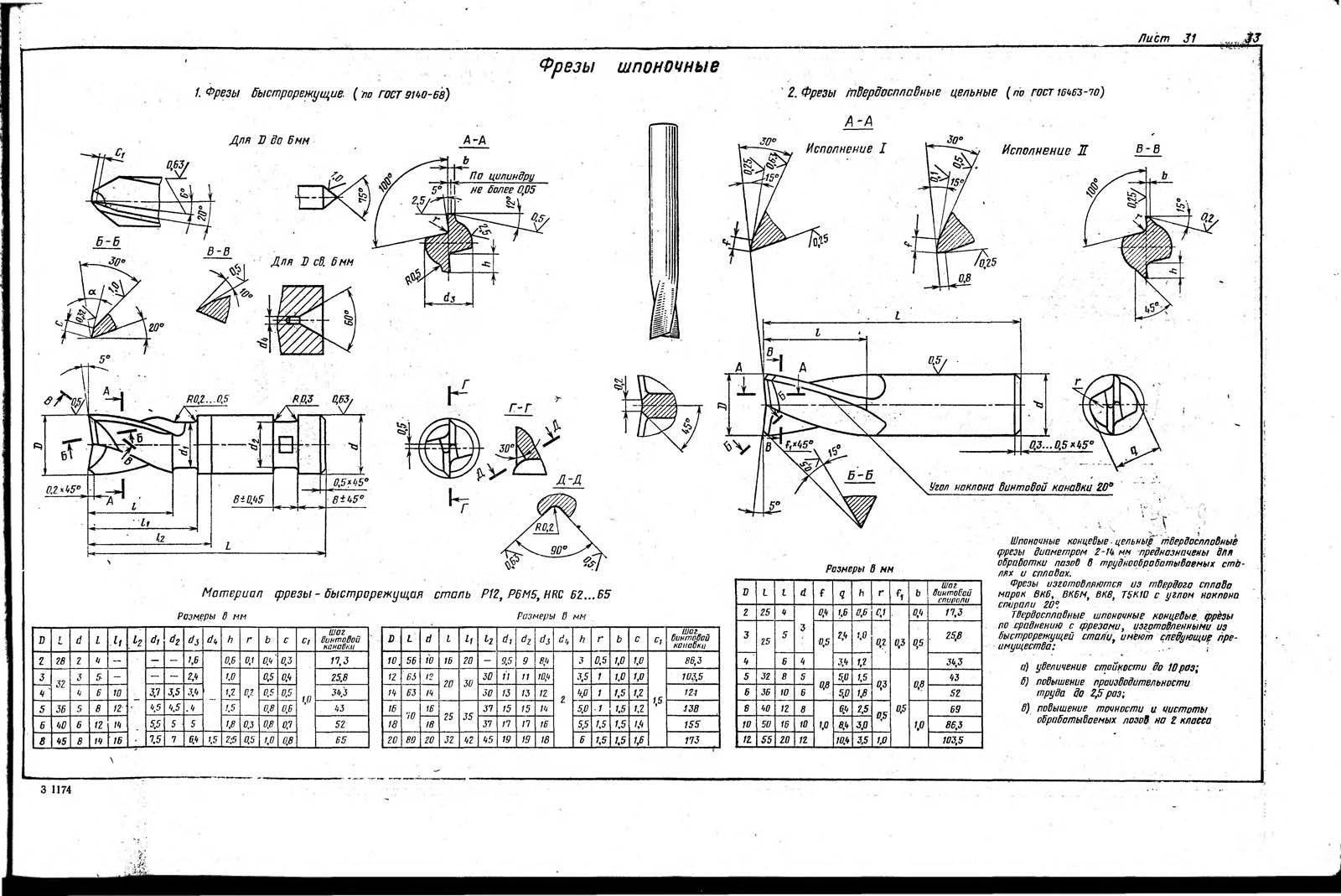
Шпоночные фрезы различаются по материалу изготовления. Чаще всего это быстрорежущая сталь Р6М5. Реже можно встретить инструмент из стали Р18, из него изготавливали оснастку во времена СССР и до сих пор эти фрезы являются очень востребованными. Фрезы из Р18 отлично работают даже с закаленной сталью. Твердость инструмента составляет порядка 65 HRC.
Для обработки изделий изготовленных из твердых и закаленных марок сталей применяются фрезы с напайками из ВК8 и других твердосплавных металлов (Т15К6, Т5К10). По стойкости они значительно превосходят обычную инструментальную сталь. Выпускается и инструмент со специальным антикоррозионным покрытием из карбида титана, их можно отличить по характерному желтому наконечнику. Такое решение позволяет дольше сохранить инструмент, особенно при эксплуатации в условиях повышенной влажности.
Особенности инструмента
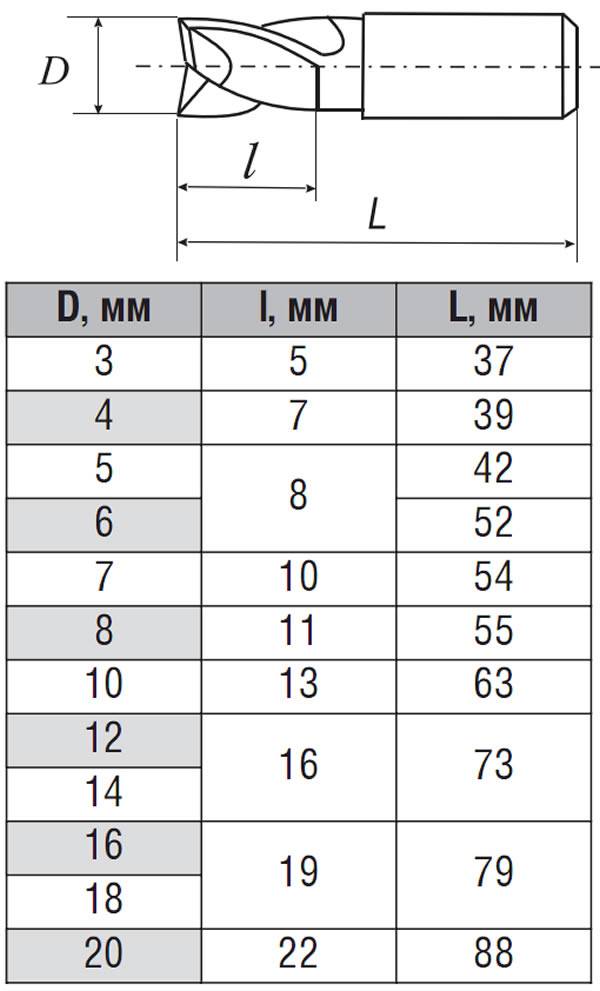
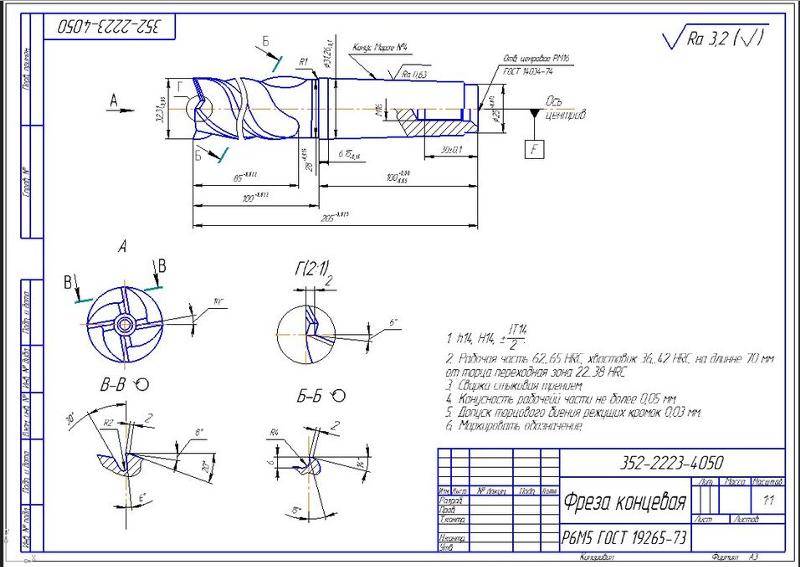
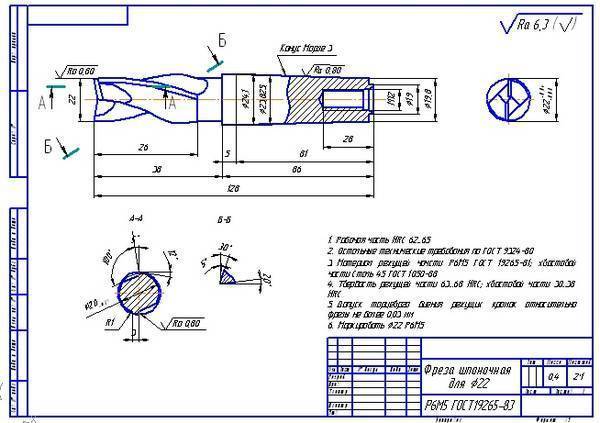
Основные требования к шпоночным фрезам – это необходимость затыловки боковой рабочей кромки и качественная заточка. Инструмент выпускается диаметром от 3 мм со стандартным углом наклона канавок и полями допуска. У оснастки диаметром более 14 мм хвостовик и режущая часть соединены сваркой.
Наиболее важными характеристиками, которые необходимо учесть при подборе инструмента – это глубина фрезерования и диаметр. Данный вид металлообработки является наиболее распространенным среди всех методов нарезки шпоночных пазов. Его преимуществами являются простота, экономичность и высокая скорость работ при достаточной точности обработки. Фреза обеспечивает от 5 до 8 класса точности, что достаточно для точной установки шпонки без подгонки.
ГОСТ
В настоящее время действует ГОСТ 9140-2015 определяющий технические условия шпоночных фрез с цилиндрическими и коническими хвостовиками. Часто в Сети можно встретить ГОСТ Р 53003 регулирующий те же параметры и принятый в 2008 году, но впоследствии отменённый.
Классификация
Основной характеристикой является форма режущей части инструмента, которая определяет и назначение фрезы. В зависимости от данного параметра они подразделяются на:
- цилиндрические применяемые для нарезания шпоночных пазов и других работ;
- сферические, используются для подготовки круглых выемок;
- радиусные для нарезания пазов сложной конфигурации.
Инструмент имеет неравномерный шаг зубьев, который зависит от количества режущих кромок. Это т. н. окружной шаг и его размер определен требованиями ГОСТ.
В зависимости от направления реза пальчиковые фрезы делятся на право- и леворежущие. Также они подразделяются по типу хвостовика на конические и цилиндрические. По исполнению данный инструмент может быть цельным, со съёмными твердосплавными пластинками или коронками. Цельными являются фрезы малого диаметра, применение инструмента большого диаметра целесообразно с заменой режущих частей по мере износа.
Пальчиковые фрезы имеют маркировку на хвостовой части, в которой указан материал, диаметр и логотип производителя. Исключением является инструмент диаметром до 5 мм. когда указывается только данный размер. Фрезы повышенной точности маркируются литерой «Т» перед маркой сплава.
ПРИЛОЖЕНИЕ 3. ОСНОВНЫЕ РАЗМЕРЫ ШПОНОЧНЫХ ФРЕЗ ПО ИСО 1641-1-78 и ИСО 1641-2-78
ПРИЛОЖЕНИЕ 3
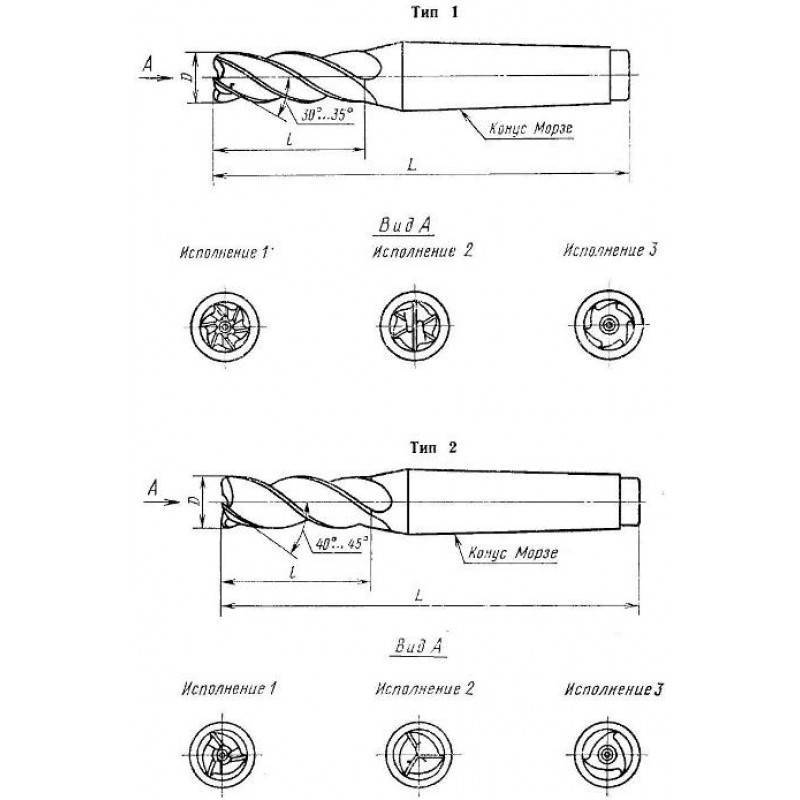
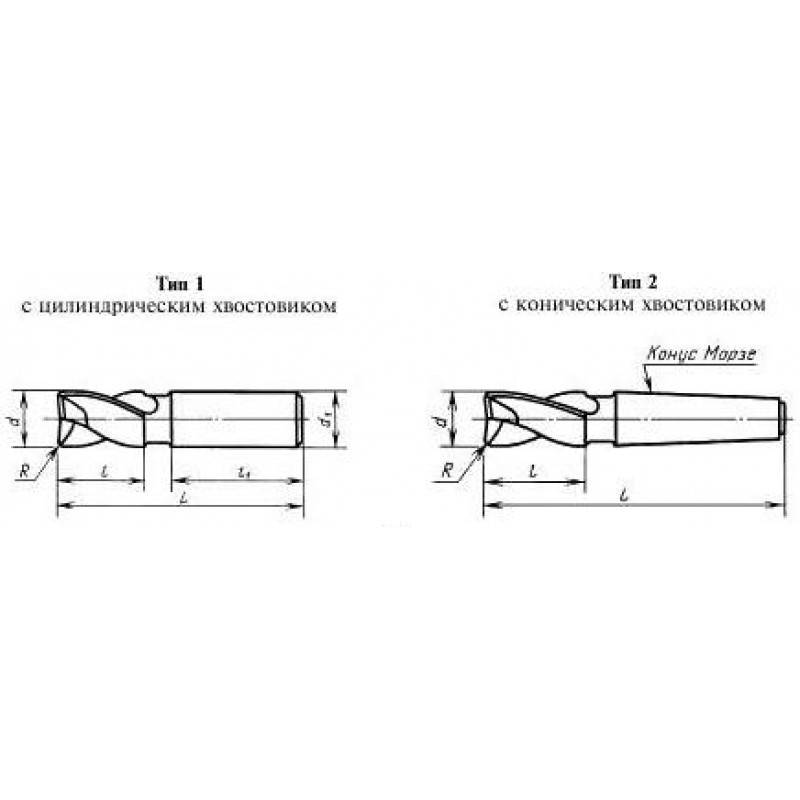
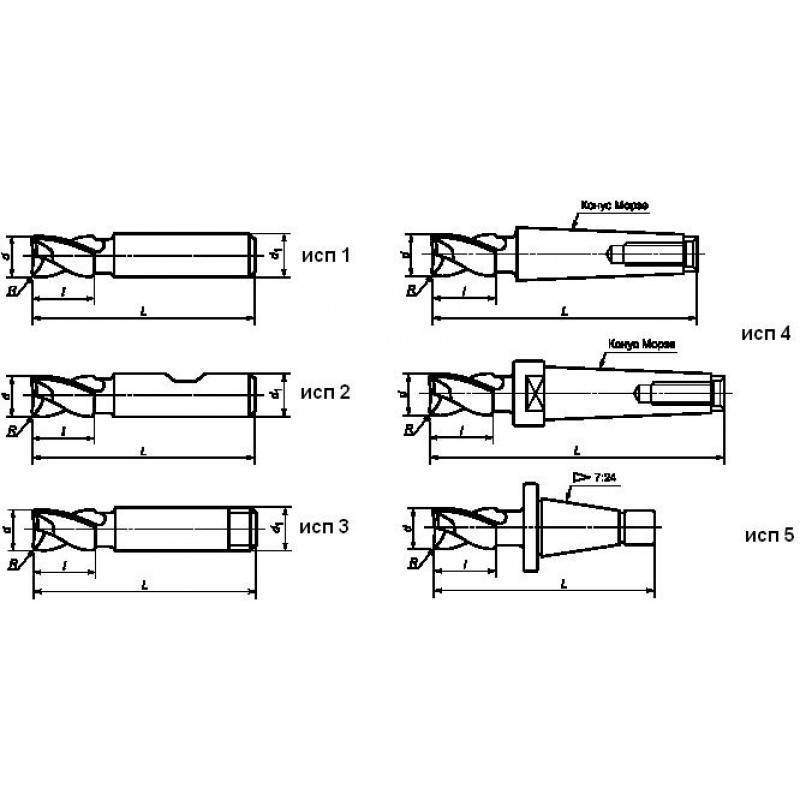
1. Шпоночные фрезы должны изготовляться типов:
1 – с цилиндрическим хвостовиком и с хвостовиком с лыской;
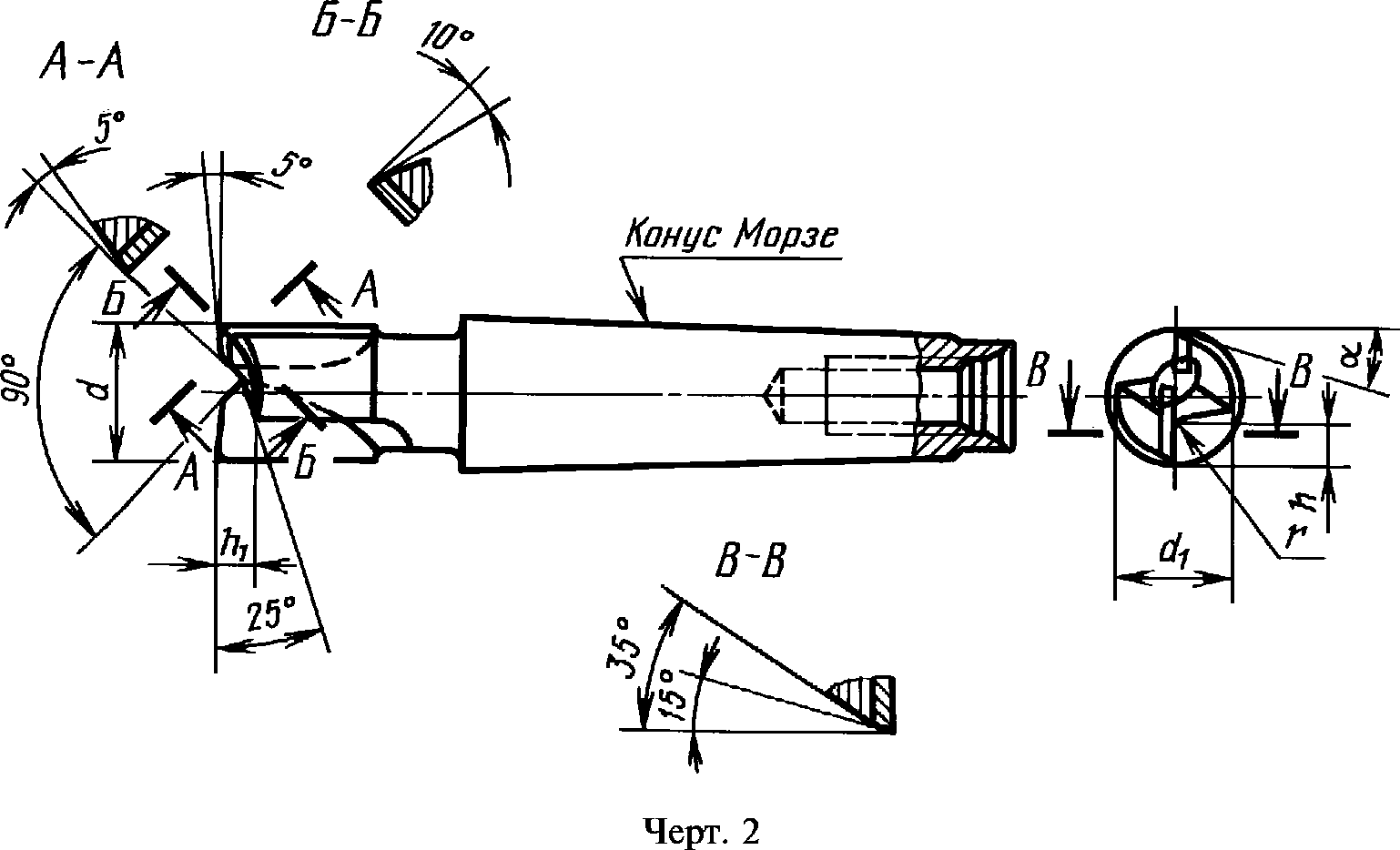
2 – с коническим хвостовиком конус Морзе и с усиленным коническим хвостовиком.
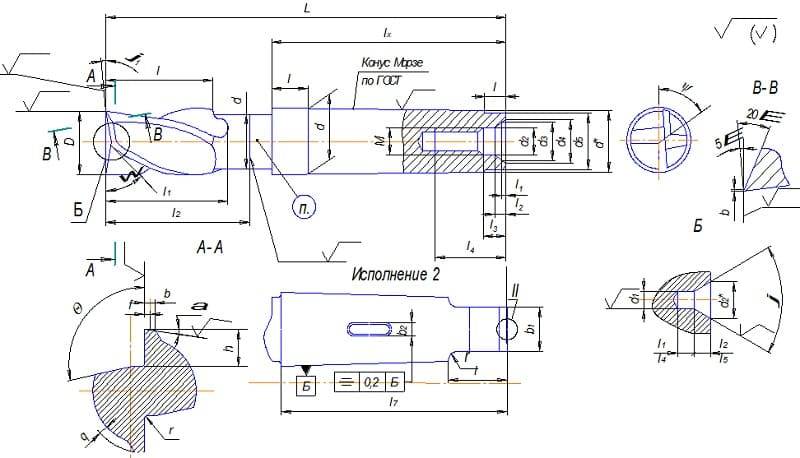
2. Основные размеры фрез типа 1 должны соответствовать указанным на черт.1 и в табл.1 и 2, типа 2 – на черт.2 и в табл.3.
Черт.1. Тип 1
Тип 1
Черт.1
Таблица 1
Размеры, мм
Диапазон диаметров | Короткая серия | Нормальная серия | ||||||||
Ряд | ||||||||||
Св. | До | Ряд | Ряд | |||||||
I | II | I | II | I | II | |||||
1,9 | 2,36 | 2 | 4* | 6 | 4 | 36 | 48 | 7 | 39 | 51 |
2,36 | 3 | 2,5 | 5 | 37 | 49 | 8 | 40 | 52 | ||
3 | ||||||||||
3 | 3,75 | 3,5 | 6 | 38 | 50 | 10 | 42 | 54 | ||
3,75 | 4 | 4 | 7 | 39 | 51 | 11 | 43 | 55 | ||
4 | 4,75 | – | 5* | 6 | 41 | 51 | 45 | 55 | ||
4,75 | 5 | 5 | 8 | 42 | 52 | 13 | 45 | 57 | ||
5 | 6 | 6 | 6 | 52 | 57 | |||||
6 | 7,5 | 7 | 8 | 10 | 10 | 54 | 60 | 16 | 60 | 66 |
7,5 | 8 | 8 | 11 | 55 | 61 | 19 | 63 | 69 | ||
8 | 9,5 | 9 | 10 | 61 | 69 | |||||
9,5 | 10 | 10 | 13 | 63 | 22 | 72 | ||||
10 | 11,8 | 11 | 12 | 70 | 79 | |||||
11,8 | 15 | 12; 14 | 16 | 73 | 26 | 83 | ||||
15 | 19 | 16; 18 | 16 | 19 | 79 | 32 | 92 | |||
19 | 23,6 | 20; 22 | 20 | 22 | 88 | 38 | 104 | |||
23,6 | 30 | 25; 28 | 25 | 26 | 102 | 45 | 121 | |||
30 | 37,5 | 32; 36 | 32 | 32 | 112 | 53 | 133 | |||
37,5 | 47,5 | 40; 45 | 40 | 38 | 130 | 63 | 155 | |||
47,5 | 60 | 50; 56 | 50 | 45 | 147 | 75 | 177 | |||
60 | 67 | 63 | 50 | 63 | 53 | 155 | 165 | 90 | 192 | 202 |
67 | 75 | 75 | 63 | 165 | 202 |
________________* Только для хвостовиков без лыски.Примечание. Два ряда общей длины фрез соответствуют двум рядам диаметров хвостовиков.
3. Допуски на диаметр хвостовика должны быть: – для хвостовиков без лыски, – для хвостовиков с лыской.
4. Длины и выбираются так, чтобы разность была постоянной независимо от серии фрез и равнялась приведенной в табл.2.
Таблица 2
Размеры, мм
Диапазон диаметров | св. | 1,9 | 4 | 5 | 6 | 8 | 10 | 15 | 19 | 23,6 | 30 | 37,5 | 47,5 | 60 | 67 |
до | 4,0 | 5 | 6 | 8 | 10 | 15 | 19 | 23,6 | 30 | 37,5 | 47,5 | 60 | 67 | 75 | |
Для рядов | I | 32 | 34 | 44 | 44 | 50 | 57 | 60 | 66 | 76 | 80 | 92 | 102 | 102 | 112 |
II | 44 | 44 | 50 | 112 |
Черт.2. Тип 2
Тип 2
Черт.2
Таблица 3
Размеры, мм
Диапазон диаметров | Длина для серий | Длина для серий | Конус Морзе | ||||||
короткой | нормальной | ||||||||
св. | до | короткой | нор-мальной | Ряд | Ряд | ||||
I | II | I | II | ||||||
5 | 6 | 6 | 8 | 13 | 78 | 83 | 1 | ||
6 | 7,5 | 7 | 10 | 16 | 80 | 86 | |||
7,5 | 9,5 | 8; 9 | 11 | 19 | 81 | 89 | |||
9,5 | 11,8 | 10; 11 | 13 | 22 | 83 | 92 | |||
11,8 | 15 | 12; 14 | 16 | 26 | 86 | 96 | |||
101 | 111 | 2 | |||||||
15 | 19 | 16; 18 | 19 | 32 | 104 | 117 | |||
19 | 23,6 | 20; 22 | 22 | 38 | 107 | 123 | |||
124 | 140 | 3 | |||||||
23,6 | 30 | 25; 28 | 26 | 45 | 128 | 147 | |||
30 | 37,5 | 32; 36 | 32 | 53 | 134 | 155 | |||
157 | 180 | 178 | 201 | 4 | |||||
37,5 | 47,5 | 40; 45 | 38 | 63 | 163 | 186 | 188 | 211 | |
196 | 224 | 221 | 249 | 5 | |||||
47,5 | 60 | 50; 56 | 45 | 75 | 170 | 193 | 200 | 223 | 4 |
203 | 231 | 233 | 261 | 5 | |||||
60 | 75 | 63 | 53 | 90 | 211 | 239 | 248 | 276 |
ПРИЛОЖЕНИЕ 3. (Введено дополнительно, Изм. N 7).Библиотека ГОСТов и нормативных документов




Конструкция и принцип работы
Основные требования к приборам этого класса — строгое соответствие параметрам, указанным в технических условиях или ТУ. Для этого потребуется высокоточная обработка элементов фрезы, сделать которую можно только с помощью фронтального инструмента с большим зубцом. Высокая чистота образца (до микрон) обеспечивается специальными регулируемыми режущими пластинами.
К особенностям их конструкции можно отнести наличие рабочих кромок, представляющих собой отдельную твердосплавную фрезу.
Важно! В производстве вставок используются сверхпрочные материалы, такие как алмазы, керамика, а также специальная кардная пряжа и т.п. Большой ассортимент фрезерного инструмента, различающегося конструктивными деталями, позволяет подобрать образец, подходящий для определенных условий обработки
Добавим, что по дизайну принято делить его на единое разборное изделие
Большой ассортимент фрезерного инструмента, различающегося конструктивными деталями, позволяет подобрать образец, подходящий для определенных условий обработки. Добавим, что по дизайну принято делить его на единое разборное изделие.
Принцип работы заключается в точном отборе металла на самых сложных участках заготовки, что позволяет придать ей нужную форму. Впоследствии исходная заготовка трансформируется в изделие или деталь, пригодную для дальнейшей обработки.
Related Posts via Categories
Концевые фрезы с коническим хвостовиком – быстрое и удобное фрезерование
Червячная фреза как надежный инструмент для шлицевых валов
Отрезная дисковая фреза – очень прочный и устойчивый к износу инструмент
Пальчиковая фреза – причудливое название для важного предмета
Фреза коническая круглая – непростая жизнь одного инструмента
Режимы резания при фрезеровании – как выполнить аналитический расчет?
Фреза с цилиндрическим хвостовиком – требования ГОСТа к инструменту
Фрезы для торцевого фрезерования – особенности многолезвийного инструмента
Токарно-фрезерные обрабатывающие центры – высокоэффективные универсальные станки
ФСШ-1А – станок для качественного фрезерования деревянных заготовок
Как изготовить приспособление для выборки шипа
При формировании шипов на деревянных заготовках ручным фрезером он никак не фиксируется в пространстве и подводится к обрабатываемой детали вручную
Именно поэтому очень важно, чтобы при использовании электроинструмента обрабатываемая деталь находилась в приспособлении, которое сможет обеспечить не только ее надежную фиксацию, но и точность формируемых на ее поверхности шипов
Конструкцию простейшего устройства, которое в состоянии справиться с такими задачами, составляют:
- несколько неподвижных направляющих (нижние, верхние, боковые);
- подвижная планка, за счет которой можно регулировать длину выборки.
Читать также: Сборка редуктора шуруповерта бош
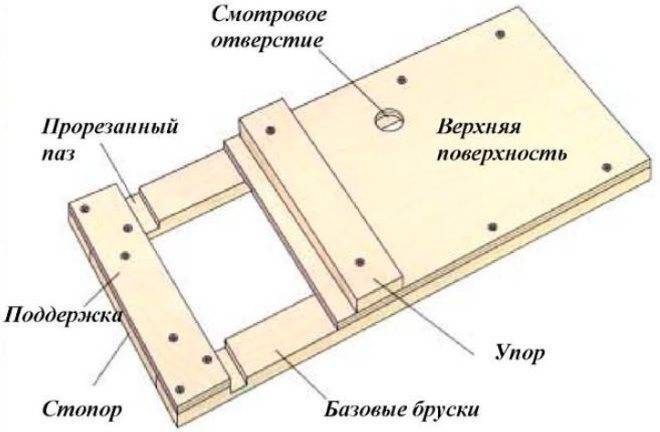
Приспособление № 1 – для выборки шипа
Изготавливается такое устройство, размеры составляющих которого подбираются индивидуально, в следующей последовательности:
- По краям листа фанеры фиксируются одинаковые по высоте боковые вертикальные элементы, в центральной части которых сделаны вырезы.
- На боковых элементах устанавливаются направляющие, по которым будет перемещаться подошва ручного фрезера.
- Чтобы ограничить ход ручного фрезера по верхним направляющим, на них следует зафиксировать боковые планки.
- На листе фанеры, играющем роль основания устройства, необходимо установить подвижный элемент, при помощи которого будет регулироваться величина вылета края обрабатываемой заготовки. Для фиксации можно использовать обычный винт с барашком или любой другой подходящий крепеж.
При изготовлении приспособления предложенной конструкции надо учитывать следующие моменты:
- Высота верхних направляющих должна соответствовать сумме толщины обрабатываемой детали и величины небольшого зазора, который необходим для установки фиксирующего клина.
- Вырезы в боковых вертикальных элементах выполняются такой ширины, чтобы она учитывала длину формируемого шипа.
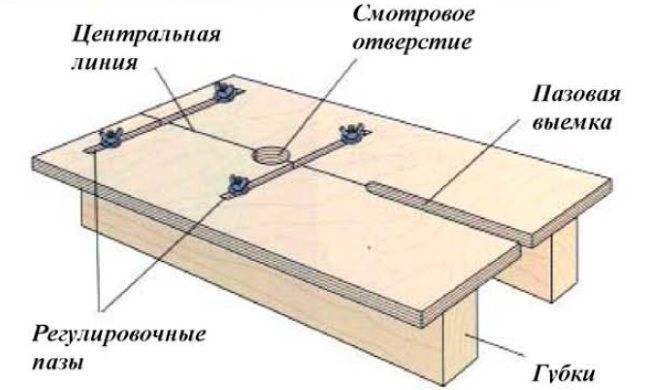
Приспособление № 2 – для выборки паза
Работать с использованием приспособления предложенной конструкции можно ручным фрезером практически любой современной модели, в опциях которого предусмотрена возможность регулировки скорости резания, величины подачи и вылета рабочей части применяемого инструмента.
Для создания на боковой поверхности бруса или доски шипа «ласточкин хвост» используется устройство, изготавливаемое следующим образом.
- В листе многослойной фанеры выполняется отверстие, из которого будет выступать режущая часть фрезы «ласточкин хвост».
- С нижней части подготовленного фанерного листа фиксируется ручной фрезер. Для этого можно применять хомуты, саморезы или любые другие крепежи.
- На поверхности фанерного листа, по которому будет перемещаться обрабатываемая заготовка, закрепляется доска толщиной 2,5 см. Она будет выполнять роль направляющего элемента. Такая доска является расходным материалом и используется один раз с фрезой определенного диаметра.
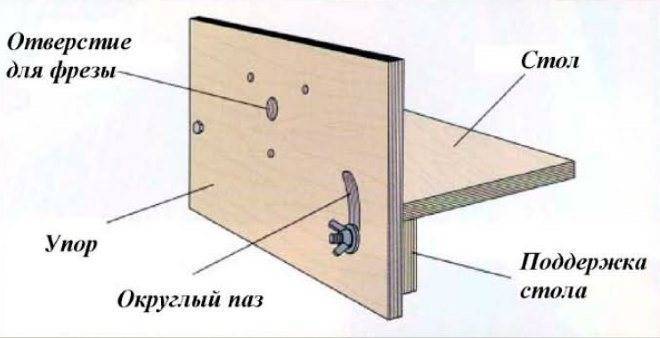
Приспособление № 3 – для фрезеровки ласточкиного хвоста
Такое устройство можно установить между двумя стульями или использовать для его размещения более удобную и надежную конструкцию.
Фрезерование шпоночных пазов
Шпоночные пазы фрезеруют после окончательной обработки цилиндрической поверхности. Сквозные и открытые пазы с выходом канавки по окружности, радиус которой равен радиусу фрезы, обрабатывают дисковыми фрезами. Превышение размера ширины паза по сравнению с шириной фрезы составляет 0,1 мм и более.
После заточки дисковых пазовых фрез ширина фрезы несколько уменьшается, и поэтому использование фрез возможно лишь до определенных пределов, после чего их применяют для других работ, когда не столь важен размер по ширине. При установке фрезы на оправку для фрезерования шпоночного паза необходимо добиться, чтобы фреза имела минимальиое биение по торцу. Заготовку закрепляют в машинных тисках с медными или латунными накладками на губках.
Если тиски установлены правильно, то точность установки закрепленного в них вала можно и не проверять. Установить фрезу следует так, чтобы она была расположена симметрично относительно диаметральной плоскости, проходящей через ось вала. Для выполнения этого условия пользуются следующим приемом. После закрепления фрезы и проверки ее биения индикатором фрезу устанавливают предварительно в диаметральной плоскости вала. Точная установка осуществляется угольником и штангенциркулем.
На рис. 59 видно, что размер S = Т+d/2+B/2, где Т—ширина полки угольника, мм; d — диаметр вала, мм; В — ширина фрезы, мм.
Для установки фрезы необходимо поставить ее в поперечном направлении на размер S со стороны одного из выступающих над тисками концов вала. Проверить этот размер штангенциркулем. Затем поставить угольник с другой стороны вала, как это показано на рис. 59 пунктиром, и еще раз проверить размер S. Если оба отсчета по штангенциркулю совпадут, то это означает, что фреза относительно вала установлена правильно.
Для точной и быстрой установки дисковой фрезы в диаметральной плоскости применяют приспособление, показанное на рис. 60. Дисковую фрезу 1 устанавливают по вырезу двусторонней призмы 2, которая в свою очередь установлена по цилиндрической поверхности валика 3. Точность расположения шпоночного паза в диаметральной плоскости обеспечивает соосность V-образных пазов призмы 2. Правильность изготовленного паза проверяют по шаблону.
При установке на глубину фрезерования начальный момент касания фрезы с цилиндрической поверхностью заготовки происходит по линии, если после установки фрезы над валом производить одновременно медленный подъем стола до касания с фрезой и перемещение в продольном направлении. Установив момент касания фрезы с валом, отвести стол из-под фрезы. Выключить станок и вращением рукоятки вертикальной подачи поднять стол на глубину шпоночной канавки.
5 Тонкости обработки открытых и сквозных пазов и уступов
Такие элементы фрезеруют только после того, как все работы по их цилиндрической поверхности полностью завершены. Дисковый инструмент применяют в ситуациях, когда радиусы фрезы и канавки одинаковые.
Обратите внимание – эксплуатация фрез допускается до некоторого момента. При каждой новой заточке инструмента его ширина становится меньше на определенную величину
После нескольких таких операций фрезы становятся негодными для работы с пазами, их можно использовать для выполнения других операций, которые не выдвигают высоких требований к геометрическим параметрам по ширине.

Рассмотренное ранее приспособление подходит для обработки уступов и пазов сквозного и открытого типа
Здесь важно обеспечить правильную установку режущего инструмента на оправку. Монтаж нужно производить так, чтобы биение фрезы по торцу было как можно меньшим
Заготовка фиксируется в тисках с накладками (латунь, медь) на губках.
Точность монтажа фрезы проверяют штангенциркулем и угольником. Процесс выглядит следующим образом:
- инструмент ставят поперечно со стороны конца вала, который выступает из тисков, на заданную заранее дистанцию;
- при помощи штангенциркуля проверяют правильность выставленной дистанции;
- с другого конца вала устанавливают угольник и опять выполняют проверку.

Совпадение результатов замеров говорит о том, что фреза смонтирована правильно.
Добавим, что сегментные шпонки обрабатываются специальными фрезами (насадными либо хвостовыми). Двойной радиус канавок таких шпонок определяет диаметр инструмента, который можно использовать для фрезерования. При выполнении таких работ подача выполняется вертикально (по отношению к оси вала – в перпендикулярном направлении).
Шпоночная фреза – Большая Энциклопедия Нефти и Газа, статья, страница 1
Шпоночная фреза
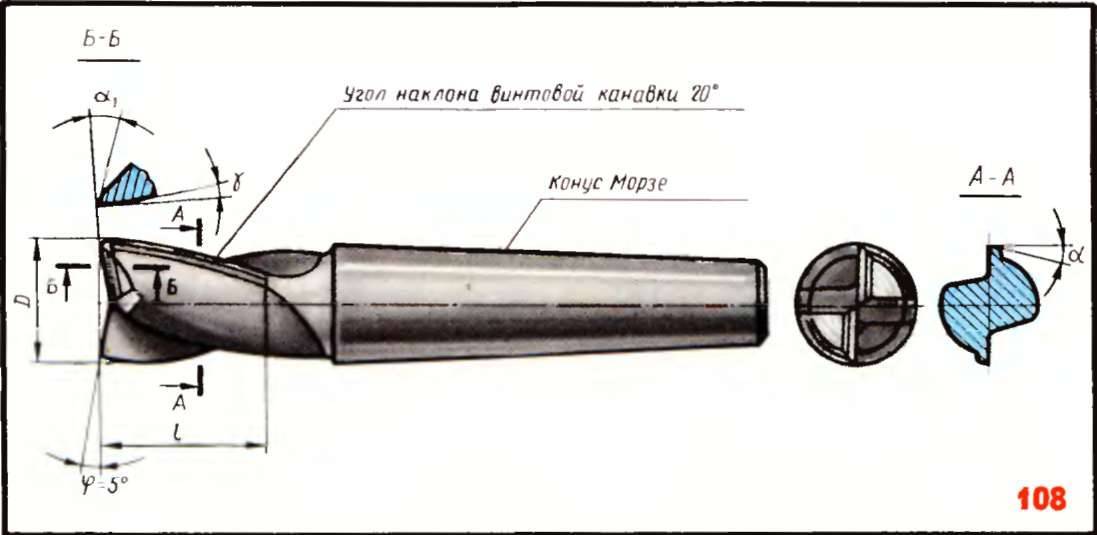
Шпоночные фрезы имеют два режущих зуба с торцовыми режущими кромками, выполняющими основную работу резания. Режущие кромки фрезы направлены не наружу, как у сверла, а в тело инструмента.
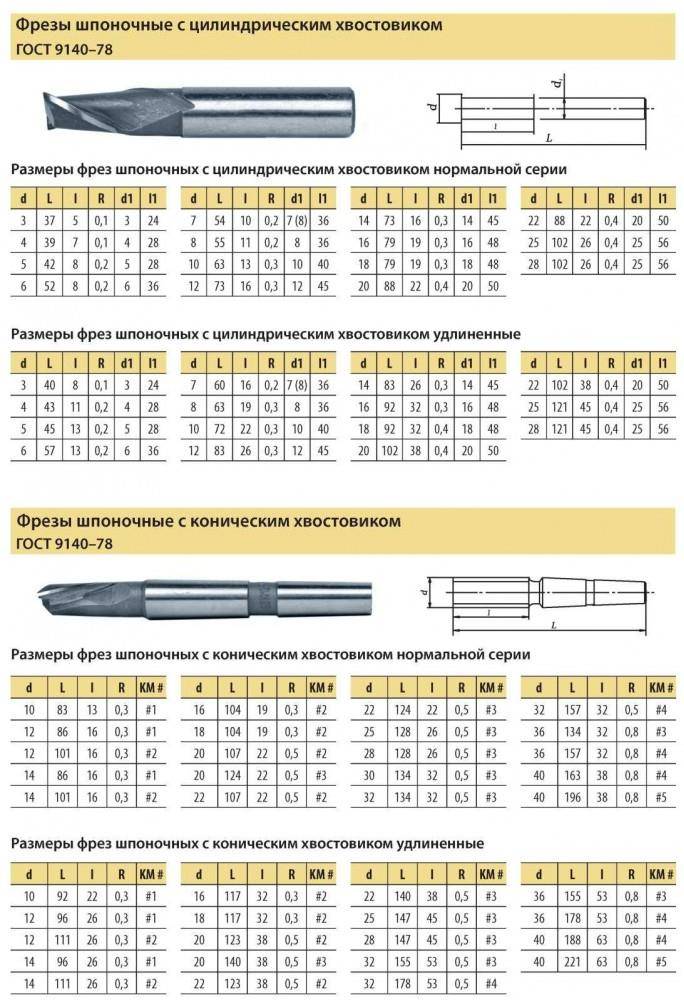
Шпоночные фрезы по ГОСТ 9140 – – 68 применяются для фрезерования шпоночных пазов и изготовляются с цилиндрическим и коническим хвостовиком.
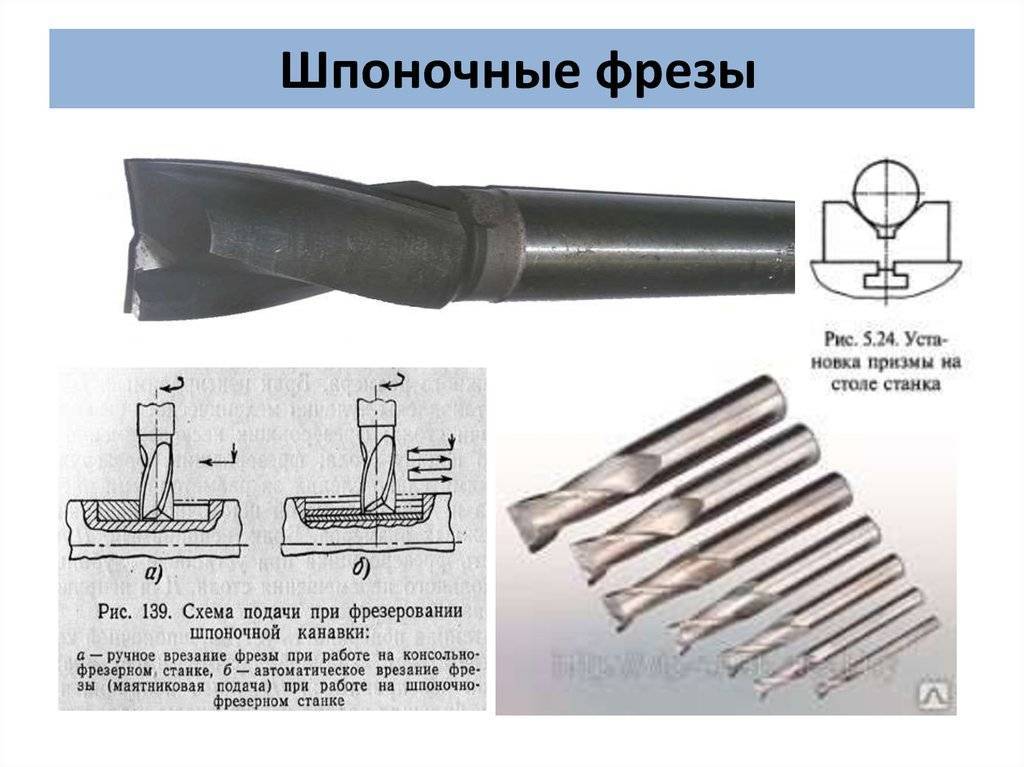
Шпоночные фрезы, оснащенные твердым сплавом ( ГОСТ 6396 – 59), применяются для фрезерования шпоночных пазов на шпоночно-фре-зерных станках с маятниковой подачей.
Шпоночная фреза, оснащенная твердым сплавом.
Шпоночные фрезы из быстрорежущей стали по ГОСТу § 140 – 59 диаметром 2 – 20 мм изготовляют с цилиндрическим хвостовиком, диаметром 16 – 40 мм – с коническим. Они имеют два режущих зуба с торцовой режущей кромкой.
Шпоночные фрезы, оснащенные твердым сплавом, диаметром 8 – 16 мм изготовляют по ГОСТу 6396 – 59 с четырьмя режущими зубьями. Эти фрезы применяют для работы на шпоночно-фрезерных станках с маятниковой подачей.
Шпоночные фрезы, оснащенные твердым сплавом, диаметром 8 – 16 мм изготовляют по ГОСТу 6396 – 59 с четырьмя режущими зубьями. Эти фрезы применяют для работы на шпоночно-фрезер-ных станках с маятниковой подачей.
Шпоночные фрезы имеют цилиндрический хвостовик, которым они крепятся в специальный патрон. Диаметр концевой и шпоночной фрезы с, каждой переточкой несколько уменьшается, поэтому перед установкой фрезы в гнездо шпинделя следует проверить ее размер, чтобы ширина шпоночной канавки не получилась меньше заданной
При работе концевыми и шпоночными фрезами надо принимать во внимание осевое биение фрезы, обычно не превышающее 0 05 мм, что вызывает соответствующее увеличение ширины шпоночной канавки против размера фрезы.
Шпоночные фрезы изготовляют по ГОСТ 9140 – 59; они обычно имеют два зуба. Фрезы диаметром от 2 до 20 мм выполняют с цилиндрическим хвостовиком, а диаметром от 16 до 40 мм – с коническим.
Шпоночные фрезы ( ГОСТ 9140 – 78) применяют для фрезерования шпоночных пазов и изготовляют с цилиндрическим и коническим хвостовиком.
Шпоночные фрезы, оснащенные твердым сплавом ( ГОСТ 6396 – 59), применяются для фрезерования шпоночных пазов на шпоночно-фре-зерных станках с маятниковой подачей.
Шпоночные фрезы с коническим хвостовиком ( рис. 2, з) имеют назначение фрезеровать шпоночные канавки на валах.
Шпоночные фрезы, оснащенные твердым сплавом, изготовляют с двумя режущими зубьями; их применяют для работы на шпоночно-фрезерных станках с маятниковой подачей.
Шпоночная фреза имеет два винтовых режущих зуба на цилиндрической части ( со 12) и два торцовых зуба. В момент врезания фрезы на глубину шпоночной канавки ( подача вдоль оси фрезы) главными режущими зубьями являются торцовые, а при осуществлении подачн вдоль оси заготовки – цилиндрические зубья.
Страницы:
1
2
3
4
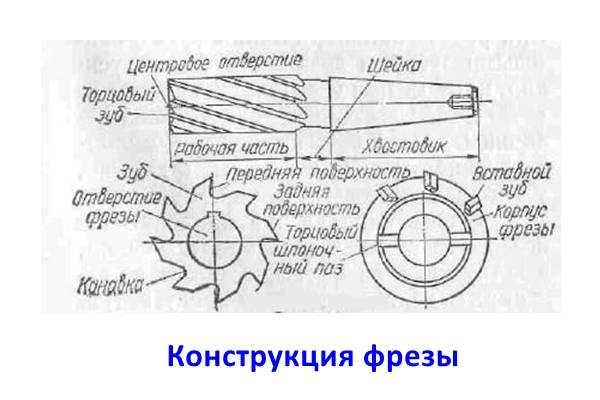
Конструкция шпоночных фрез
Рассматриваемая фреза шпоночная ц/х характеризуется довольно большим количеством конструктивных особенностей. Зачастую изделие напоминает стальной стержень со следующими элементами:
- Рабочий часть представлена витковыми кромками с небольшим углом. Стоит учитывать, что поверхность имеет относительно неглубокие выемки, которые требуются для формирования режущей кромки и отвода стружки при работе.
- Современные цилиндрические варианты исполнения имеют основную часть, за счет которой обеспечивается углубление инструмента в материал. Эта часть может иметь самую различную длину.
- Для крепления инструмента могут создаваться различные поверхности. Современные фрезы с цилиндрическим хвостовиком подходят для установки в ручных фрезеровальных устройствах, также можно приобрести вариант исполнения с коническим хвостовиком.
Конусный вариант исполнения подходит для большинства станков, цилиндрический устанавливается в фрезерном станке или ручной дрели. Сегодня перьевые фрезы могут продаваться в различных специализированных магазинах.
ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Фрезы должны изготовляться двух типов:
1 – с цилиндрическим хвостовиком;
2 – с коническим хвостовиком.
1.2. Основные размеры фрез типа 1 должны соответствовать указанным на черт.1 и в табл.1.
Черт.1. Тип 1
Тип 1
Черт.1
Таблица 1
Размеры, мм
Праворежущие | Леворежущие | , не более | |||||||
Обозначение | Приме-няемость | Обозначение | Приме-няемость | ||||||
2234-0341 | 2234-0342 | 2 | 2 | 36 | 4 | 24 | 0,1 | ||
2334-0343 | 2234-0344 | 4 | 28 | ||||||
2234-0345 | 2234-0346 | 3 | 3 | 37 | 5 | 24 | |||
2234-0347 | 2234-0348 | 4 | 28 | ||||||
2234-0351 | 2234-0352 | 4 | 39 | 7 | |||||
2234-0353 | 2234-0354 | 5 | 5 | 42 | 8 | 0,2 | |||
2234-0355 | 2234-0356 | 6 | 6 | 52 | 36 | ||||
2234-0357 | 2234-0358 | 7 | 7 | 54 | 10 | ||||
2234-0361 | 2234-0362 | 8 | |||||||
2234-0363 | 2234-0364 | 8 | 55 | 11 | |||||
2234-0365 | 2234-0366 | 10 | 10 | 63 | 13 | 40 | 0,3 | ||
2234-0367 | 2234-0368 | 12 | 12 | 73 | 16 | 45 | |||
2234-0371 | 2234-0372 | 14 | 14 | ||||||
2234-0373 | 2234-0374 | 12 | |||||||
2234-0375 | 2234-0376 | 16 | 16 | 79 | 19 | 48 | |||
2234-0377 | 2234-0378 | 18 | 18 | ||||||
2234-0381 | 2234-0382 | 16 | |||||||
2234-0383 | 2234-0384 | 20 | 20 | 88 | 22 | 50 | 0,4 | ||
2234-0385 | 2234-0386 | 22 | |||||||
2234-0387 | 2234-0388 | 25 | 25 | 102 | 26 | 56 |
Примечания:
1. Допускается заменять радиус фаской при .
2. Размеры , и соответствуют размерам фрез 1-го ряда короткой серии по ИСО 1641-1-78.Пример условного обозначения праворежущей фрезы типа 1 диаметром =3 мм, с хвостовиком диаметром =3 мм для обработки шпоночного паза с полем допуска N 9:
Фреза 2234-0345 N 9 ГОСТ9140-78
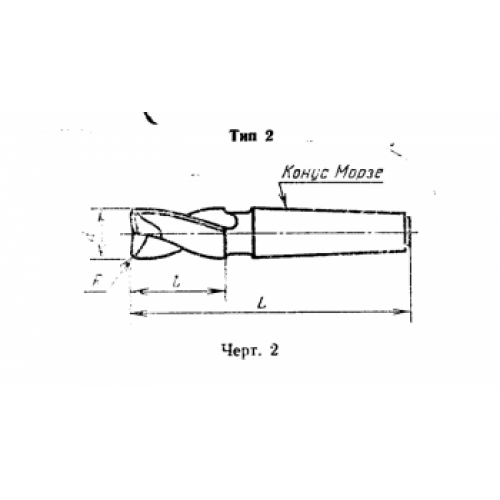
1.3. Основные размеры фрез типа 2 должны соответствовать указанным на черт.2 и в табл.2.
Черт.2. Тип 2
Тип 2
Черт.2
Таблица 2
Размеры, мм
Праворежущие | Леворежущие | Конус Морзе | , не более | |||||
Обозначение | Приме-няемость | Обозначение | Приме-няемость | |||||
2235-0037 | 2235-0038 | 10 | 83 | 13 | 1 | 0,3 | ||
2235-0041 | 2235-0042 | 12 | 86 | 16 | ||||
2235-0043 | 2235-0044 | 101 | 2 | |||||
2235-0045 | 2235-0046 | 14 | 86 | 1 | ||||
2235-0047 | 2235-0048 | 101 | 2 | |||||
2235-0051 | 2235-0052 | 16 | 104 | 19 | ||||
2235-0053 | 2235-0054 | 18 | ||||||
2235-0055 | 2235-0056 | 20 | 107 | 22 | 0,5 | |||
2235-0057 | 2235-0058 | 124 | 3 | |||||
2235-0061 | 2235-0062 | 22 | 107 | 2 | ||||
2235-0063 | 2235-0064 | 124 | 3 | |||||
2235-0065 | 2235-0066 | 25 | 128 | 26 | ||||
2235-0067 | 2235-0068 | 28 | ||||||
2235-0073 | 2235-0074 | 32 | 134 | 32 | ||||
2235-0075 | 2235-0076 | 157 | 4 | |||||
2235-0077 | 2235-0078 | 36 | 134 | 3 | 0,8 | |||
2235-0081 | 2235-0082 | 157 | 4 | |||||
2235-0083 | 2235-0084 | 40 | 163 | 38 |
Примечания:
1. Допускается заменять радиус фаской при .



2. Размеры , и соответствуют размерам фрез 1-го ряда короткой серии по ИСО 1641-2-78.Пример условного обозначения праворежущей фрезы типа 2 диаметром =14 мм, длиной =86 мм для обработки шпоночного паза с полем допуска N 9:
Фреза 2235-0045 N 9 ГОСТ 9140-78
1.2, 1.3. (Измененная редакция, Изм. N 1, 5, 7).
1.4. Размеры конусов Морзе – по ГОСТ 25557*.
_______________* На территории Российской Федерации действует ГОСТ 25557-2006. – Примечание изготовителя базы данных.
1.5. Центровые отверстия – по ГОСТ 14034, форма А.
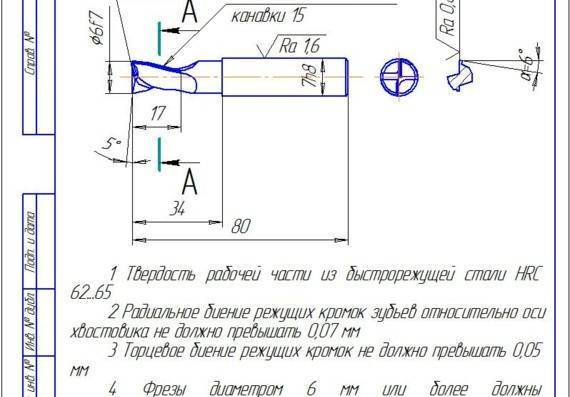
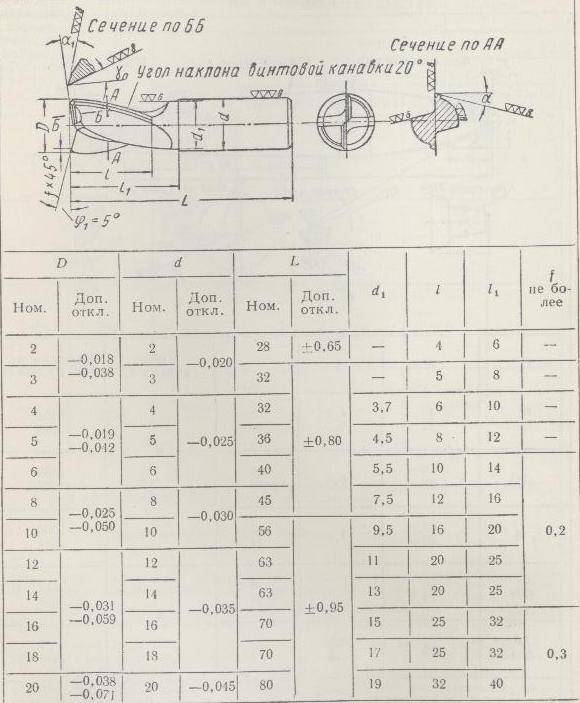
1.6. Фрезы должны изготовляться с углом наклона винтовых канавок 20°.(Измененная редакция, Изм. N 7).
1.6а. Допускается изготовлять фрезы с углом наклона винтовых канавок 25°.(Введен дополнительно, Изм. N 7).
1.7. Конструктивные размеры и геометрические параметры фрез приведены в приложении 1.(Измененная редакция, Изм. N 3).
1.8. Размеры фрез по ИСО 1641-1-78 и ИСО 1641-2-78 приведены в приложении 3.(Введен дополнительно, Изм. N 7).
Приложение ДВ (справочное). Информация о причинах включения в стандарт дополнительных положений по сравнению с примененными международными стандартами
Приложение ДВ(справочное)
Таблица ДВ.1
Разделы, подразделы, пункты настоящего стандарта, включающие дополнительные положения | Объяснение причин включения дополнительных положений | ||
Раздел | Подраздел | Пункт | |
3 | 3.1 | 3.1.10 | Необходимые геометрические параметры для производства и заточки фрез |
3.1.9 | Праворежущие фрезы для централизованного изготовления и основного применения | ||
3.2 | 3.2.1-3.2.12 | Требования, необходимые для изготовления фрез | |
3.2.13;3.2.14 | Требования, выполнение которых необходимы для обеспечения надежности фрез | ||
3.2.15-3.2.16 | Обеспечение достоверности фрез настоящему стандарту и сохранности при транспортировании и хранении | ||
4 | — | 4.1-4.3 | Необходимые требования для обеспечения приемки фрез в соответствии с ГОСТ 23726, а также контроля изготовления фрез и их испытаний на соответствие заданными значениями стойкости |
5 | 5.1-5.13 | ||
6 | — | — | Требование по соответствию транспортирования и хранения ГОСТ 18088 направлено на обеспечение сохранности фрез |
УДК 621.914.2:006.354 | МКС 25.100.20 | Г23 | ОКП 39 1826 |
39 1827 | |||
39 1891 | |||
Ключевые слова: фрезы шпоночные, хвостовики цилиндрические, с конусом Морзе, с конусом 7:24, технические условия |
Электронный текст документа и сверен по:официальное изданиеМ.: Стандартинформ, 2016
Концевая фреза — для чего предназначена
Концевые фрезы от угловых отличаются конструктивно, и по предназначению. Концевые насадки нашли свое применение не только на станочном стационарном оборудовании, но и на ручном электроинструменте. Как уже упоминалось, концевая фреза имеет прямое сходство с обычным сверлом по металлу на дрель. Однако есть отличие, которое обусловлено наличием прямых режущих кромок на торце цилиндрического основания.
Концевая фреза предназначена не для сквозного сверления металла, а для изготовления пазов в заготовках. Изготавливается оснастка преимущественно из быстрорежущей и легированной стали. Конструкция концевой фрезы представлена на фото.

Основная фрезеровка находится на торцевой части насадки, а сбоку располагаются дополнительные лезвия. Эти лезвия могут иметь винтовую и наклонную форму, и предназначены они для отвода стружки из области реза. Другое название концевых фрез — пальчиковые, которые делятся на следующие виды по соответствующим признакам:
- Монолитные или соединенные с хвостовиком посредством сварочного соединения
- С цилиндрическим и коническим хвостовиком. Оснастку с цилиндрическим хвостовиком можно использовать на дрели
- С мелкими и крупными зубьями. Мелкозубые концевые фрезы позволяют осуществлять чистовую обработку, а крупнозубые служат для грубой обработки металла

На основании концевых фрез по металлу появились насадки сферической формы, посредством которых осуществляется обработка выемок, имеющих сферическую конструкцию. Такие фрезы еще называют шаровыми, так как имеют они форму шара. Есть еще радиусные шарошки, которые служат для выборки пазов, и грибковые, нашедшие свое применение для обработки Т-образных пазов на заготовках из чугуна, стали и цветных металлов.

Оснастка с цилиндрическим хвостовиком выпускается согласно стандарту ГОСТ 17025-81.
https://youtube.com/watch?v=gVJI7YAaQK8%3F
Отличия концевой фрезы от торцевой
Концевые, торцевые, цилиндрические, дисковые, фасонные… В обилии фрезерного инструмента легко запутаться. Однако после прочтения нашей статьи, вы без труда сможете отличить торцевую фрезу от концевой.
Начнём с того, что торцевые и концевые фрезы имеют разное предназначение
. Первые необходимы для обработки плоских поверхностей, вторыми обычно высекают узкие плоскости, пазы и уступы с взаимно перпендикулярными поверхностями, а также производят контурную обработку заготовок. Впрочем, в обоих случаях при обработке обычно используются вертикально-фрезерные станки.
Перейдём к режущим кромкам
. У торцевых фрез главную нагрузку по резанию заготовки взяли на себя боковые зубья, размещенные на внешней поверхности инструмента. А вот торцевые режущие кромки несут лишь вспомогательную функцию.
Торцевой инструмент работает максимально плавно даже при незначительном съёме материала. Дело в том, что угол контакта с заготовкой у этого вида фрез зависит не от величины припуска, а от ширины фрезерования и диаметра самого режущего инструмента.
Обычно торцовые фрезы делают насадными, а когда они стачиваются и диаметр становится существенно меньше длины, то инструмент переходят в категорию концевых фрез.
У концевых фрез основную обработку осуществляют остроконечные лезвия, размещенные на цилиндрической части инструмента – ими осуществляется основная фрезеровка. А вспомогательные торцовые режущие кромки лишь зачищают дно канавки. Зубья концевых фрез, как правило, имеют винтовую или наклонную форму.
Выводы
следующие. Торцевые фрезы нужны для того, чтобы задать поверхность детали. Концевым инструментом делают рельеф и выбирают глубокие пазы, а вот торцом концевой фрезы лишь подчищают поверхность в этих пазах.
ПРИЛОЖЕНИЕ 1 (рекомендуемое). КОНСТРУКТИВНЫЕ РАЗМЕРЫ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ
ПРИЛОЖЕНИЕ 1Рекомендуемое
Конструктивные размеры и геометрические параметры фрез типа 1 приведены на черт.1 и в табл.1, типа 2 – на черт.2 и в табл.2.
Черт.1. Тип 1
Тип 1
Черт.1
Таблица 1
Размеры, мм
Шаг винтовой канавки при угле 20° | ||||||||
2 | 1,6 | 0,6 | 0,1 | 0,4 | 0,3 | 1,0 | 20° | 17,3 |
3 | 2,4 | 1,0 | 0,2 | 0,5 | 0,4 | 25,8 | ||
4 | 3,4 | 1,2 | 0,5 | 34,3 | ||||
5 | 4,0 | 1,5 | 0,8 | 0,6 | 43,0 | |||
6 | 5,0 | 1,8 | 0,3 | 0,7 | 52,0 | |||
7 | 6,0 | 2,1 | 0,4 | 60,0 | ||||
8 | 6,4 | 2,5 | 0,5 | 1,0 | 0,8 | 69,0 | ||
10 | 8,4 | 3,0 | 1,0 | 1,5 | 86,3 | |||
12 | 10,4 | 3,5 | 1,0 | 103,5 | ||||
14 | 12,0 | 4,0 | 1,5 | 1,2 | 121,0 | |||
16 | 14,0 | 5,0 | 138,0 | |||||
18 | 16,0 | 5,5 | 1,5 | 1,4 | 16° | 155,0 | ||
20 | 18,0 | 6,0 | 1,6 | 173,0 | ||||
22 | 20,0 | 6,5 | 1,8 | 190,0 | ||||
25 | 22,0 | 8,0 | 2,0 | 2,0 | 2,0 | 216,0 |
Черт.2. Тип 2
Тип 2
Черт.2
Таблица 2
Размеры, мм
Шаг винтовой канавки при угле 20° | |||||||
10 | 8,4 | 3,0 | 0,5 | 1,0 | 12° | 20° | 86,3 |
12 | 10,4 | 3,5 | 1,0 | 103,5 | |||
14 | 12,0 | 4,0 | 1,5 | 121,0 | |||
16 | 14,0 | 5,0 | 138,0 | ||||
18 | 16,0 | 5,5 | 1,5 | 16° | 155,0 | ||
20 | 18,0 | 6,0 | 173,0 | ||||
22 | 20,0 | 6,5 | 14° | 190,0 | |||
25 | 22,0 | 8,0 | 2,0 | 2,0 | 216,0 | ||
28 | 25,0 | 9,0 | 241,5 | ||||
32 | 29,0 | 10,5 | 276,0 | ||||
36 | 32,0 | 11,5 | 2,5 | 310,0 | |||
40 | 36,0 | 13,0 | 346,0 |
(Измененная редакция, Изм. N 6).
Цилиндрические фрезы
На горизонтально-фрезерном оборудовании используются цилиндрические резцы с прямыми и винтовыми зубьями. Соответственно, тот же вид будет у твердосплавных пластин режущей кромки. Прямозубые фрезы используются в обработке узких поверхностей. Винтозубые имеют плавный ход, что даёт более точные параметры обработки.
При необходимости обработки детали с углом наклона инструмента создающего максимальное давление на ось, чтобы не повредить деталь используют сдвоенные фрезы со встречно направленными зубьями. Это позволяет равномерно распределить нагрузку на ось. В процессе резки сдвоенной фрезой режущая кромка одного элемента перекрывается кромкой встречного. Благодаря этому на готовой детали нет никакого намёка, что обрабатывалась она не целиковым, а составным инструментом.
Концевые применяются для обработки детали, которой необходимо придать сложный рельеф с выпуклостями, плавными обтекаемыми переходами от одного элемента к другому и вогнутыми линиями поверхности. Производятся концевые фрезы с цилиндрическими и коническими хвостовиками.
Используется концевая фреза для формирования глубоких пазов, уступов и контурных выемок на корпусе деталей. Основными режущими этой группы инструментов являются кромки зубьев расположенных на цилиндре. Вспомогательные торцевые при этом виде работ служат защитой дна канавки. Выбор диаметра фрезы выбирается на 1/10 мм меньше от необходимой ширины паза.
Используется режущий инструмент для фрезерных станков на ручном и полуавтоматическом режиме управления, оснащённых системой ЧПУ и фрезерно-копировальном оборудовании. Конический хвостовик даёт большую жёсткость крепления в шпинделе. Создание сложного абриса предмета благодаря этому выполняется с соблюдением погрешности заложенной в конструкции станков, на которых применяется этот режущий инструмент.
Видео по производству концевых фрез
Внешне концевые напоминают сверло большого диаметра. Но лишь малая часть концевых фрез имеет режущий элемент нижней части головки. Основные обрабатывающие кромки расположены на гранях спирально закрученного вокруг оси инструмента.
Применение
- обработка торцевой или боковой наружной плоскости;
- создание фигурного контура детали из прямоугольной или плоской заготовки;
- растачивание до необходимого размера отверстий, созданных другим инструментом по металлу.
Угловая необходима для создания углового паза и края наклонной и ли скошенной плоскости. На 1-угловых фрезах режущие пластинки расположены вертикально, вдоль конического корпуса и на его торце. 2-угловые отличаются расположением 2 режущих кромок на взаимодействующих смежных корпусах. Чаще всего эти фрезы применяются в производстве фрезерного инструмента.
Угловая малого размера относится к группе концевых, она оснащена хвостовиком. Толщина её среза неравномерная – минимальное значение у оси вращения, максимальное по диаметру создаваемой окружности, у режущей вершины зуба. Перепады угла резки отражаются на неравномерном нагреве инструмента, что быстро выводит его из строя. Прореживание зубьев через один несколько уменьшит нагрев. Для продления срока службы целесообразно скруглить вершину зубьев.
В отличие от концевых, отрезная применяется в обработке только по прямой. Дисковые отрезные фрезы используются для отделения выполненной детали от общего куска материала. При необходимости дисковые режущие можно использовать для нарезания канавок и пазов, также ими можно произвести сквозной надрез на фрезерном универсальном станке или оснащённом ЧПУ. Дисковые созданы для проведения обработки чугуна и средне жёсткой стали.