

Средства, расширяющие возможности металлообрабатывающего оборудования
Расширить возможности фрезерного оборудования можно применяя дополнительные приспособления.
- Синусный фрезерный стол. Это приспособление требуется для точной настройки на заданный угол при обработке деталей под различным наклоном. Его основное отличие от поворотного стола в том, что деталь устанавливается на необходимый угол. Стол может представлять собой полусферу, посаженную в основание, или плиту, шарнирно соединенную с основанием. В зависимости от конструкции, чтобы настроить синусный стол для фрезерного стола на требуемый угол используются наборы концевых мер, градуированные боковые планки или поворотный механизм.
- Стол для сверлильного станка. Он представляет собой координатный стол, который можно установить на фрезерный станок или станок для сверления. Он дает возможность сделать процесс сверления более точным, ускорить и упростить его. Такой стол можно сделать самостоятельно или приобрести заводскую модель.
- Поворотный круглый магнитный стол для шлифовального или фрезерного станка. Благодаря электромагниту обрабатываемая деталь надежно закрепляется, при этом исключается механическое повреждение поверхности. Его принцип действия основан на том, что деталь фиксируется под воздействием магнитного поля, создаваемого электрокатушками, после того, как через них пропускается электрический ток.
- Обрабатывающий центр. При необходимости выполнения комплексных работ, например, на предприятиях по производству мебели, оконных блоков, сложных изделий, корпусных деталей целесообразно и экономически обоснованно приобретение обрабатывающих центров. Этот многофункциональный станок позволяет выполнять сверлильные, фрезеровочные операции, расточку, зенкерование, нарезание резьб. Его стоимость компенсируется высокой производительностью и функциональными возможностями.

Пошаговый алгоритм изготовления бытового стола с механическим приводом
Чтобы изготовить координатный стол с самым простым, механическим приводом, необходимо следовать инструкции:
- Нужно изготовить центральный узел стола в виде крестовины из металлических профилей 20 х 20 см (толщиной 2 мм). Он должен обеспечивать устойчивость всей конструкции, поэтому все детали свариваются.
- На поверхности готовой крестовины собрать каретки с ходом 94 мм.
- Профили обработать напильником, после чего в него вставить гайки М10.
- На шпильках М10 произвести сборку рукояток с подшипниковым узлом.
- Далее следует сварить два П-образных основания из уголка, а затем собрать всю конструкцию на болтах, которые были вкручены в запрессованные ранее гайки.
- Все узлы, а также подвижные части протереть смазочным материалом.
- Собранный столик нужно прикрепить к станине сверлильного станка.
Чтобы смазанные элементы конструкции были защищены от попадания стружки или других отходов при обработке заготовки, между координатным столом и станком желательно проложить фанеру. Габариты готового манипулятора составят 35 х 35 см, а толщина изделия – 6,5 см. Желательно, чтобы полная длина направляющих была около 30 см.
Индексируемые html ссылки, сквозное размещение, заметные места в топе.
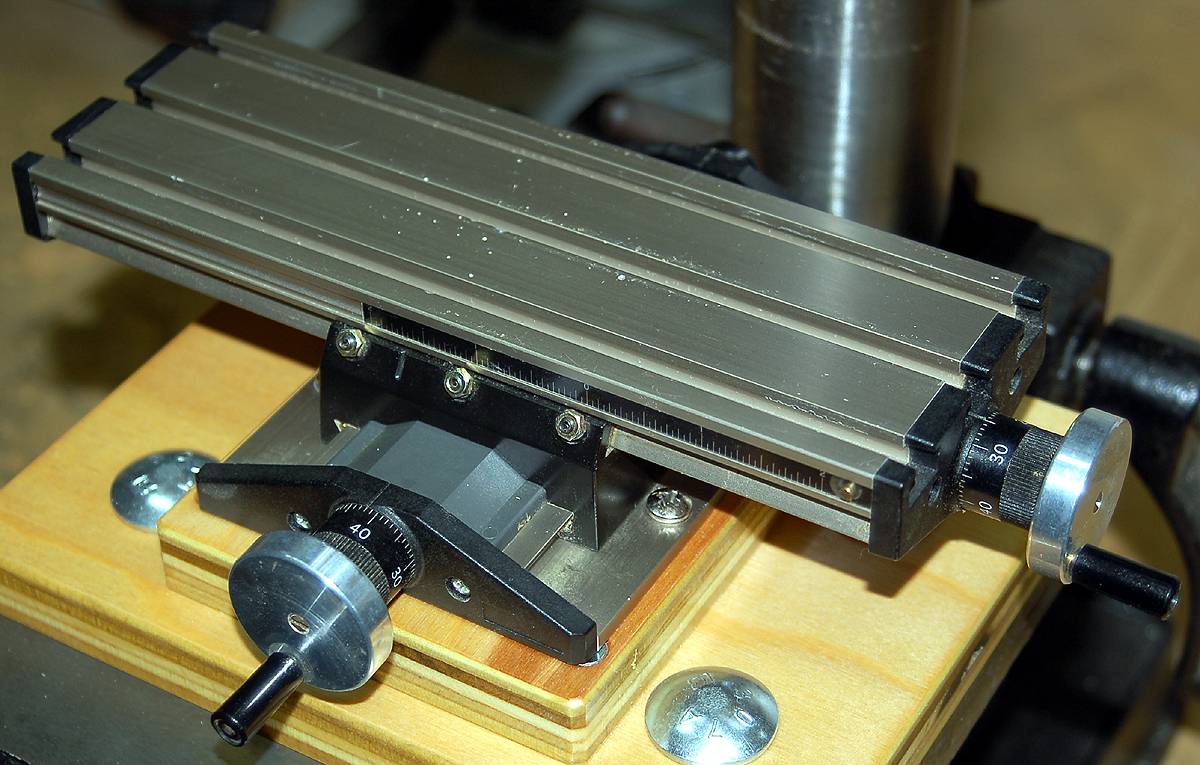
Девайс от Виктора Travelller — координатный столик для сверлильного станка. Как я понял из описания, он может выполнять две функции. Во-первых, с ним не надо больше переставлять тиски откручивая и закручивая гайки, что несколько напрягает. А во-вторых, заменив сверло на твердосплавную фрезу и постепенно подавая заготовку под инструмент, можно фрезеровать в металле пазы различной формы. Но об этом попозже, сначала об устройстве.
Параметры столика:
- Длина 350 мм
- ширина 350 мм
- толщина — 65 мм.
- Полная длина направляющих 300мм.
- Точность около 0,1 мм
- Ход каждой каретки 94мм. (С этими геометрическими параметрами можно было и 105мм,но лень было отпиливать шайбы).
- Грузоподъемность до 15 кг (хотя, этот параметр больше лимитируется самим столиком сверлилки).
Для изготовления стоика потребовались конструкционные износостойкие инструментальных профилей марок Ст1-Ст-3 (можно и хуже), Использовался профиль 20х20 толщиной 2 мм. аналогичный крепеж, и подшипники.
Центральный узел всего стола — это крестовина. Всё Остальные детали можно сделать почти тяп-ляп, но с ней надо постараться, ибо если ее перекосит, тогда весь стол накроется. Желательно пользоваться сваркой (например, точечной).
Пользуясь уже сваренной крестовиной в качестве шаблона, собираем каретки, которые представляют собой П-образные детали.
В профиль, после небольшой доработки напильником, вставляются гайки М10. На шпильках М10 собираем рукоятки с подшипниковым узлом.
Из уголка свариваем П-образные основания. Собираем всю схему на болтах, вкрученных в запрессованные ранее гайки.
Шпильки натягиваются между подшипниками с помощью гаек, что позволяет убрать зазоры в подшипниках, а заодно и зазоры в парах винт-гайка. При этом когда вся схема стягивается к центру удаляются люфты вертикальные.
Последовательность крепления узлов с подшипниками схематически представлена следующим образом.
В сборе столик выглядит вот так. Все узлы и подвижные части следует хорошенько смазать.
Собранный столик крепим к станине сверлильного станка, а на него (через фанерную прокладку — можно обойтись и без нее) тиски. Фанерка, кстати, будет защищать смазанные элементы от попадания в них стружки.
Теперь поговорим о возможностях данного устройства. Во-первых, при сверлении деталей не надо перекручивать тиски с места на место, достаточно покрутить ручки.
Во-вторых, вращая ручки под нагрузкой можно производить фрезерование металлических деталей, в том числе и по достаточно сложной траектории. Вот еще один пример фрезерования. За один проход можно снимать до миллиметра материала.
В третьих, такой модернизированный станок может испольщоваться для токарных работ. Резец фиксируется в тисках, а заготовка вращается в патроне.
В общем, затратив сравнительно немного времени и денет, мы можем получить на выходе отличный, многофункциональный девайс, значительно расширяющий возможности сверлильного станка.
“>
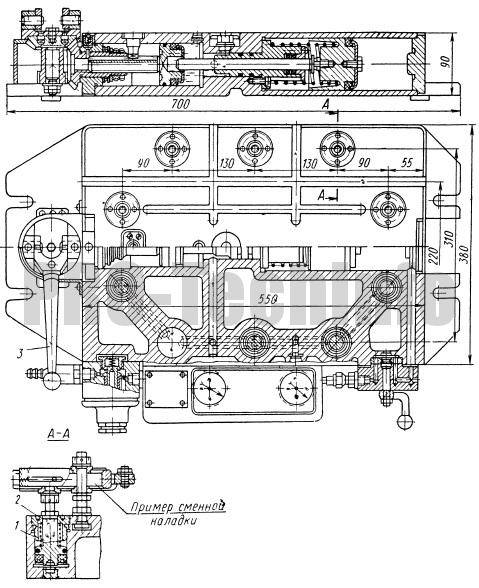
Стол переналаживаемый универсальный
Стол переналаживаемый универсальный предназначен для установки и крепления различных по форме и размерам заготовок, обрабатываемых на фрезерных станках. Для установки и крепления сменных наладок на поверхности стола имеются пазы. Силовыми приводами для элементов зажима служат 10 гидравлических плунжеров 1, расположенных на столе и действующих от пневмогидравлического привода. При работе одного плунжера его ход составляет 8 мм, при трех одновременно работающих плунжерах ход каждого составляет 3 мм, для большого количества плунжеров — соответственно меньше. Неработающие плунжеры выключают гайкой 2. Подвод зажимающих элементов и предварительное крепление заготовок производят с помощью рукоятки 3. При давлении воздуха в сети pиз=4 кгс/см2 усилие на штоке может быть отрегулировано в пределах 300-1200 кгс.
Вверх
Основание координатного стола своими руками
Основание делают из разных материалов. Можно заготовить чугун, стальной лист, легкие сплавы, в состав которых входит алюминий, дерево, пластик. Преимуществами изделий, рама которых состоит из алюминия, называют:
- небольшой вес;
- простой монтаж;
- маленькую стоимость.
В качестве базовой заготовки может участвовать стальная сварная рама. Но такой
Собирают координатный стол своими руками, следуя одной из двух схем:
- крестовой чертеж – предполагает изготовление универсального приспособления, где удается обрабатывать изделия сложной конструкции (плюс такого устройства – доступ к заготовке с трех сторон);
- портальная – используют для оборудования, которым высверливает отверстия в листовых деталях.
Разновидность
В заводском исполнении координатная деталь, установленная на фрезерный или сверлильный станок, включает в себя:
- несущую опору;
- приводы управления;
- систему фиксации детали;
- автоматизированную систему управления.
Фиксации детали разделяется на три вида:
- вакуумная;
- с помощью массы самой детали;
- механическая.
 Координатный стол с механической фиксацией
Координатный стол с механической фиксацией
Координатные сооружения имеют несколько различных схем исполнения, но есть две основные это:
- портальная;
- крестовая.
Крестовая схема используется для обработки объёмных деталей, что решается путём использования дополнительных конструкций с тремя степенями свободы. Это означает, что обрабатываемая заготовка имеет возможность перемещаться по X, Y, и Z координатам. В подобном исполнении координатное сооружение устанавливается на фрезерный станок.
Портальная схема – это поворотный стол, который используется для работы с плоскими деталями, в частности, для сверления, с жестко закрепленным рабочим органом, когда необходимо перемещение по вертикальной оси.
На предприятиях по изготовлению крупногабаритных изделий устанавливаются длинные координатные алюминиевые сооружения. Благодаря этому увеличивается функциональность используемых станков, потому как на рабочем верстаке есть возможность закрепить оборудование, такое как:
- специальный разъём для инструментов;
- привод охлаждения;
- привод смазки;
- нейтрализацию вредных газов и испарений;
- привод удаления пыли и стружки.
Как купить Координатные столы для фрезерных станков
Компания «МОССклад» поставляет Координатные столы для фрезерных станков во все города России, в том числе в г. Москва, Санкт-Петербург, Челябинск, Пермь, Симферополь, Ульяновск, Казань, Калуга, Новосибирск, Екатеринбург, Нижний Новгород, Калининград, Самара, Омск, Уфа, Саратов, Красноярск, Владивосток, Ростов-на-Дону, Воронеж, Волгоград, Махачкала, Грозный и другие, а также в Белоруссию, Казахстан, Армению и Киргизию.
У нас вы можете купить Координатные столы следующих производителей: OPTIMUM, PROMA, и другие.
Приобрести Координатные столы для фрезерных станков у нас очень легко:
- Выберите интересующее оборудование в таблице выше
- Узнайте характеристики, посмотрите фото и видео, нажав на название модели
- из любого города РФ 8-800-333-51-02 или отправьте запрос на meh@mossklad.ru
Координатные столы
| PSP-420 | Размер стола 420х204 мм | Продольное перемещение рабочего стола 195 мм | Под заказ | 63 648 q 1 781 BYN | ||
| KRS-475 | Размер стола 475х155 мм | Продольное перемещение рабочего стола 330 мм | Под заказ | 14 688 q 411 BYN | ||
| KRS-425R | Размер стола 425×240 мм | Продольное перемещение рабочего стола 225 мм | Под заказ | 46 008 q 1 287 BYN | ||
| BF-16 | Размер стола 400х120 мм | Продольное перемещение рабочего стола 220 мм | Под заказ | 28 224 q 789 BYN | ||
| BF-20 | Размер стола 500х180 мм | Продольное перемещение рабочего стола 280 мм | Под заказ | Цена по запросу | ||
| BF-30 | Размер стола 700х180 мм | Продольное перемещение рабочего стола 280 мм | Под заказ | 54 881 q 1 535 BYN | ||
| AKP-2 (204) | Размер стола 425х240 мм | Продольное перемещение рабочего стола 225 мм | Под заказ | 52 999 q 1 483 BYN | ||
| AKP-2 (205) | Размер стола 600х240 мм | Продольное перемещение рабочего стола 400 мм | Под заказ | Цена по запросу | ||
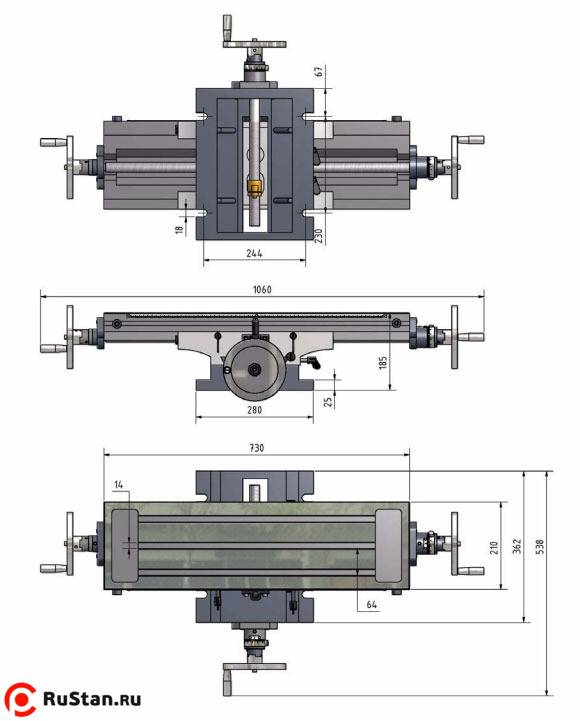
| AKP-2 (206) | Размер стола 730х210 мм | Продольное перемещение рабочего стола 500 мм | Под заказ | Цена по запросу | ||
| КТ120 | Размер стола 400х120 мм | Продольное перемещение рабочего стола 220 мм | Под заказ | 45 430 q 1 271 BYN | ||
| КТ179 | Размер стола 500х180 мм | Продольное перемещение рабочего стола 287 мм | Под заказ | 64 080 q 1 793 BYN | ||
| КТ180 | Размер стола 700х180 мм | Продольное перемещение рабочего стола 480 мм | Под заказ | 74 635 q 2 088 BYN | ||
| КТ210 | Размер стола 730х210 мм | Продольное перемещение рабочего стола 480 мм | Под заказ | 78 942 q 2 209 BYN | ||
| WT-7 | Размер стола 180х130 мм | Продольное перемещение рабочего стола | Под заказ | 18 060 q 505 BYN | ||
| WT-10 | Размер стола 225х180 мм | Продольное перемещение рабочего стола | Под заказ | 35 194 q 984 BYN | ||
| WT-12 | Размер стола 302х241 мм | Продольное перемещение рабочего стола | Под заказ | 64 786 q 1 813 BYN | ||
| WT-15 | Размер стола 381х255 мм | Продольное перемещение рабочего стола | Под заказ | 71 265 q 1 994 BYN | ||
| WTS-7 | Размер стола 180х130 мм | Продольное перемещение рабочего стола | Под заказ | 26 161 q 732 BYN | ||
| WTS-10 | Размер стола 255х180 мм | Продольное перемещение рабочего стола | Под заказ | 48 719 q 1 363 BYN | ||
| WTS-12 | Размер стола 302х241 мм | Продольное перемещение рабочего стола | Под заказ | 70 376 q 1 969 BYN |
Столы с одновременным фиксированием и креплением поворотной части
Тип I
Стол с одновременным фиксированием и креплением поворотной части 1-го типа предназначен для легких работ.
Управление зажимом осуществляют через рычаг 5, шарнирно закрепленный в точке А. Для фиксирования и крепления поворотной части стола следует повернуть рукоятку 7 с насаженным на нее эксцентриком 3. При повороте эксцентрика кулачок 4 заходит в паз делительного диска 1, фиксируя заданный угол поворота. Одновременно эксцентрик отжимает вниз рычаг 5, который через палец 6 осуществляет закрепление. Палец 2 служит для предварительной установки стола на заданный угол.










Тип II
Стол с одновременным фиксированием и креплением поворотной части 2-го типа предназначен для легких и средних работ.
В столе имеются делительные отверстия, расположенные по окружности через 45°. Поворотом рукоятки 5 стол фиксируют и закрепляют в заданном положении. При этом фиксирующий палец 4 при помощи пружины вводится во втулку 3, а клиновой наконечник 6 разводит сегменты 7, помещенные между закрепленной в корпусе втулкой 1 и шайбой 2, последняя отжимается сегментами вниз, обеспечивая надежное крепление стола. Поворот стола осуществляют с помощью ручек. При усилии на рукоятке, равном 15 кгс, крутящий момент составляет 225 кгс·см.

Тип III
Стол с одновременным фиксированием и креплением поворотной части 2-го типа предназначен для установки и закрепления тяжелых заготовок с помощью приспособлений.
Для разгрузки опорной поверхности стола при его повороте служат подшипники качения 4, не препятствующие подъему поворотной части. В заданном положении стол фиксируют эксцентриком 5, управляемым рукояткой 6. Эксцентрик имеет две рабочие поверхности, боковую и торцовую (верхнюю). При повороте рукоятки 6 шарики 3 через плунжеры 2 действуют на сухари 1, которые закрепляют стол в рабочем положении.

Вверх
Материалы и механизмы конструктивных элементов
От материала изделия зависит долговечность конструкции и себестоимость. Следует сразу решить, каким будет стол – стальным, алюминиевым или чугунным. Второй важный шаг – определиться с механизмом управления. Следует также решить, каким должен быть привод – механическим или электрическим. Третий шаг – выбрать направляющие. Это повлияет на точность обработки заготовок.
Основание
Для основы берутся следующие материалы:
- Чугун. Дорогой, тяжелый материал в эксплуатации оказывается очень хрупким, поэтому при производстве сверлильного станка используется крайне редко.
- Сталь. Материал самый высокопрочный и долговечный. Главный его недостаток – это стоимость. Не каждый мастер сможет приобрести его.
- Алюминий. С легким и мягким материалом проще работать. Он не такой дорогой, как сталь. Но для изготовления крупногабаритного стола не подойдет, так как не выдержит тяжелый вес больших заготовок. Для создания мини-оборудования это – идеальный вариант.
Привод
Привод – это механизм управления, с помощью которого координатный стол будет менять свое положение. Он бывает:
- Механическим. Его проще всего изготовить своими руками. Он позволяет существенно снизить себестоимость стола. За основу берется обычная винтовая или ременная передача – этого достаточно для налаживания мелкосерийного производства. Механика не способна обеспечить 100 % точность, и это ее однозначный недостаток.
- Электрическим. Гарантирует нулевую погрешность при выполнении рабочих операций, однако сделать его своими руками очень сложно. Часто встречается в заводских моделях столов. Если вблизи с рабочим местом нет собственного источника питания, этот вариант не подойдет.
В отдельную категорию координатных столов стоит отнести модели с ЧПУ (числовым программным управлением). Это высокотехнологичное оборудование, которое применяется крупными предприятиями для производства в огромных объемах. Их главные достоинства: хорошая производительность, а также полная или частичная автоматизация процесса. Недостатки: высокая стоимость, для некоторых деталей такой привод не подойдет.
Направляющие
Точность обработки заготовки зависит от этих элементов, поэтому их нужно подобрать правильно. Из числа тех, которые можно сделать своими руками, выделяют следующие:
- Рельсовые. Направляющие прямоугольной формы считаются конструктивно более совершенными. При их использовании наблюдаются меньшие потери на трение и недопущение серьезных погрешностей. Есть возможность подключения системы подачи смазочных материалов.
- Цилиндрические. Применение направляющих округлой формы чревато большим нагревом из-за трения. Для станков так называемой малой категории они подходят, но придется смазывать все механизмы вручную.
Направляющие изготавливают с кареткой и подшипниковыми узлами. Использование подшипников скольжения обеспечит высокую точность обработки детали. Применение опоры вала качения уменьшит трение и продлит срок службы манипулятора.
Каретка – это блок направляющих (узел механизма), который непосредственно по ним перемещается. Она может предусматривать увеличенные размеры фланца, что позволяет крепить ее с нижней стороны стола. Если же его нет вообще, то каретку располагают сверху (резьбовым методом).
Устройство перемещения
Выбирая устройство перемещения, следует ответить на ряд вопросов:
- Какой должна быть скорость обработки.
- Какая точность позиционирования допустима при выполнении рабочих операций.
- Насколько производительное оборудование будет использоваться.
Ременное устройство перемещения применяется при изготовлении самодельных координатных столов чаще всего. По стоимости оно обходится выгодно, однако имеет ряд недостатков. Ремень достаточно быстро изнашивается, а также может растянуться в ходе эксплуатации. Кроме того, из-за его проскальзывания снижается точность работы подвижного элемента.
Шарико-винтовая передача – более долговечный и надежный вариант. Несмотря на малые габариты устройства, у него хорошая нагрузочная способность, а перемещение осуществляется равномерно и с большой точностью. Плавный и практически бесшумный ход, а также высокое качество обработки поверхностей – далеко не все преимущества ШВП. Однако у нее есть и некоторые минусы: высокая стоимость и ограничения в скорости вращения винта, если его длина составляет более 150 см.
Зубчато-реечные устройства обеспечивают высокую скорость и точность проводимых работ, выдерживают большие нагрузки, легко поддаются монтажу и надежны в эксплуатации. Погрешность при передаче зубчатой рейки предельно низкая. Если их размер не подошел, то они проходят операцию подгонки.
Направляющие
Особе значение в конструкции разрабатываемого устройства играют так называемые направляющие – компоненты, по которым происходит перемещение стола в необходимых направлениях.
Чем качественнее они сделаны, тем более точно специалист будет работать на станке, выставлять положение обрабатываемой заготовки и легче ее перемещать в нужное место, применять присадочные материалы и выполнять прочие необходимые действия.
Используются направляющие двух типов: цилиндрического типа и рельсового. Какой из них более работоспособный сказать сложно – при качественной реализации оба варианты показывают себя в работе достойно.
Чтобы скольжение направляющих было максимально плавным и точным, приходится применять специальные каретки и подшипники. Если требования к точности оборудования не слишком высоки, то вполне подойдут подшипники качения, в противном же случае нужно использовать подшипники скольжения.
Подшипники качения будут создавать небольшой люфт хода, но при выполнении типичных задач это не является большой помехой.
Делая изделие своими руками, нужно выбирать тот вариант, который больше всего подойдет под выполнение будущих задач.
Это интересно: Примеры декоров стола, выполненных своими руками, обзор лучших техник
Преимущества самостоятельного изготовления
Инверсионный стол – это устройство, которое применяется в терапевтических и профилактических целях при нарушении функций опорно-двигательного аппарата. На подобном приспособлении можно выполнять несложные упражнения для позвоночника, обеспечивающие расправление позвонков, приток крови, лимфатической жидкости к труднодоступным местам. Регулярные занятия на тренажере позволяют улучшить общее состояние здоровья и приводят к следующему положительному эффекту:
- улучшают осанку;
- укрепляют связочный аппарат;
- предотвращают развитие грыж, протрузий, инфекционных, воспалительных заболеваний позвоночника;
- улучшают кровообращение, лимфоотток.
Ощутимый недостаток инверсионного стола – его стоимость. По этой причине все чаще люди, которые страдают от болезненных ощущений в области спины и не могут себе позволить дорогостоящий тренажер или массаж, стараются сделать своими руками оздоровительную установку. Даже с учетом стоимости необходимых материалов самостоятельно изготовленное изделие обходится в разы дешевле. При соблюдении всех чертежей и использовании качественных материалов можно получить безопасное устройство для лечения.
 Улучшают осанку Укрепляют связочный аппарат
Улучшают осанку Укрепляют связочный аппарат
Предотвращают заболевания позвоночника
 Улучшают кровообращение, лимфоотток
Улучшают кровообращение, лимфоотток
Экономия при самостоятельном изготовлении
Небольшой фрезерный стол (чертежи, комплектующие)
Довольно часто устанавливают на опору малогабаритное подстолье, в котором размещают ручной фрезер. Его при необходимости можно снять, и убрать в сторону, освобождая пространство внутри мастерской.
Малогабаритный стол для ручного фрезера
Подобное приспособление изготавливается из массива лиственной древесины (клена) и березовой фанеры. Чертежи сборочных узлов и отдельных деталей приведены ниже.
| Боковины будут смонтированы согласно прилагаемой схеме. Вот так выглядит стол в разрезе. | |
| Вид на стол сверху. Здесь показаны основные размеры. Крышка стола изготавливается из двух слоев. | |
| Последовательность изготовления. Выполнение разметки перед началом выпиливания окна. Работы выполняются в нижнем слое. | |
| Последовательность изготовления верхнего слоя. | |
| Оба слоя склеиваются. Установка направляющих планок. Они нужны, чтобы фрезером выполнить выпиливание окна. | |
| Фрезерование относительно направляющих планок. | |
| Конструкция параллельного упора, размещаемого на столе. | |
| Косынка торцевая. Их устанавливают по концам упора. | |
| В средней части для дополнительного усиления устанавливаются еще две дополнительные косынки. Монтируется парубок для отсоса пыли. К нему будет соединяться шланг от пылесоса. | |
| Держатель для щитка. Сам щиток изготавливается из оргстекла. |
| В процессе фрезерование нужно осуществлять жесткое прижатие деталей к столу и упору. Для этой цели используют гребенки. Попутно показано устройство и стопорного блока. |
Чтобы изготовить подобное приспособление, необходимы детали. Их размеры, количество и материалы показаны в таблице 1.
Таблица 1: Комплектующие детали для изготовления стола под ручной фрезер
| Наименование детали | Обозначения на чертежах | Размеры в чистовом исполнении, окончательные | Характеристики полуфабрикатов | |||
| Толщина, мм | Ширина, мм | Длина, мм | Вид материала для изготовления | Количество деталей | ||
| Детали стола | ||||||
| Панель А | А | 19 | 522 | 622 | Фанера березовая | 1 |
| Панель Б (облицовка) | B | 3 | 522 | 622 | Твердый ДВП | 1 |
| Накладки продольные кромочные | C | 19 | 40 | 660 | Массив клена | 2 |
| Накладки боковые кромочные | D | 19 | 40 | 560 | Массив клена | 2 |
| Ножки | E | 19 | 292 | 521 | Фанера березовая | 2 |
| Стяжки | F | 19 | 76 | 521 | Массив клена | 4 |
| Планка сетевого шнура | G | 19 | 51 | 420 | Массив клена | 1 |
| Упор для стола | ||||||
| Стенка упора вертикальная | H | 19 | 152 | 661 | Массив клена | 1 |
| Основание горизонтальное | I | 19 | 76 | 661 | Массив клена | 1 |
| Косынки для патрубка пылеудалителя | J | 19 | 64 | 79 | Массив клена | 2 |
| Пластины торцевые | K | 19 | 121 | 191 | Массив клена | 2 |
| Дополнительные приспособления | ||||||
| Держатель | L | 19 | 127 | 127 | Массив клена | 1 |
| Щиток | M | 6 | 70 | 127 | Оргстекло | 1 |
| Прижим-гребенка | N | 19 | 45 | 203 | Массив клена | 2 |
| Стопорный блок | O | 19 | 45 | 76 | Массив клена | 2 |
Инструкция по изготовлению
После того как вид материала, тип конструкции выбраны, переходят непосредственно к работе. На первом этапе необходимо составить точный чертеж с указанием размеров всех деталей. Если готовой схемы нет, ее следует разработать самостоятельно. Конечный результат во многом определяется точностью расположения деталей относительно друг друга. Процесс сборки координатного столика с механическим приводом складывается из следующих шагов:
- из металлического профиля толщиной 2 мм сваривают главный узел;
- проверяют геометрию крестовины и зачищают швы болгаркой;
- на сваренном центральном узле собирают блок направляющих (ход равен 94 мм);
- внутрь профиля устанавливают гайки размером М10;
- на резьбовом стержне (М10) собирают ручку с подшипником;
- приваривают основание из уголка, имеющего П-образную конфигурацию;
- прикручивают все детали на встроенные гайки;
- промазывают техническим маслом подвижные элементы;
- устанавливают прибор на станину фрезеровочного станка.
Собирать конструкцию манипулятора следует на абсолютно ровной поверхности.
Координатный стол своими руками, материалы, пошаговая инструкция
Для удобства работы металлообрабатывающие станки оборудуют дополнительными элементами. Их нередко делают самостоятельно.
Так, обладая определенными навыками, можно изготовить координатный стол своими руками — конструкцию, которая облегчает сверление и фрезеровку деталей. Существуют разные модели изделий со своими плюсами и минусами.
Перед работой необходимо определиться с разновидностью, а при сборке придерживаться пошаговой инструкции.
Особенности конструкции
Координатный стол — это специальное дополнительное устройство на фрезеровочный или сверлильный станок, которое позволяет передвигать закрепленную деталь по нужной траектории.
Благодаря удобной конструкции снижается трудоемкость процесса и экономится время. Мини-стол бывает промышленного и ручного изготовления.
При умении работать со сварочным аппаратом устройство можно сделать самостоятельно в частной мастерской. В число достоинств таких приспособлений входит:
- простота конструкции и удобство пользования во время работы;
- компактность, благодаря чему станок не загромождается оборудованием;
- экономия денежных средств при кустарном производстве.
Но самодельный координатный стол позволяет изготавливать лишь небольшие простые детали. Для более профессиональной работы понадобится фабричная модель. Еще один минус — это относительно быстрое изнашивание устройства. Кроме того, для ручного изготовления необходим детально проработанный чертеж, именно от него зависят точность сборки и последующая эффективность эксплуатации.
Выбор модели
Координатные столики могут иметь разный вид и строение. Классификации основаны на способе крепления обрабатываемого изделия, количестве степеней свободы и размерах. По последнему признаку устройства делят на большие и маленькие. На габаритные столы можно устанавливать оборудование. Малые – монтируют непосредственно на станок. Тип крепления может быть трех видов:
- Вакуумный. Считается наиболее эффективным, но более редким типом закрепления детали. Это объясняется сложностью конструкции. Принцип работы заключается в подаче воздуха между столешницей и деталью. Изменение давления позволяет более качественно обрабатывать заготовку.
- Механический. Простой способ крепления, который легко реализовать на практике и использовать. Однако при механической фиксации допускается погрешность и возможны дефекты при обработке элемента.
- Под собственным весом детали. Такой способ подходит при работе лишь с тяжелыми габаритными изделиями. Благодаря большой массе они остаются на месте даже при значительном воздействии на них.
Количество степеней свободы влияет на функциональность устройства. По этому критерию координатные столы делят на три вида. Первый позволяет двигать деталь только в одном направлении.








Эта упрощенная модель подходит для обработки плоских элементов. Прибор второго вида имеет две степени свободы, то есть деталь можно передвигать в двух направлениях в пределах одной плоскости.
Для самостоятельного изготовления и эксплуатации в домашней мастерской подходит устройство с двумя степенями свободы и механическим креплением.

Механический

Вакуумный

Под весом детали
Используемые материалы и инструменты
Для работы понадобится сварочный аппарат, сверлильный станок, болгарка с дисками, молоток, щетки, уголок.
На подготовительном этапе необходимо выбрать материал для основания устройства, механизм управления и направляющие.
От грамотного выбора этих составляющих зависит точность будущей работы приспособления, срок эксплуатации, надежность прибора, финансовые затраты на изготовление. Для создания основания подходит один из трех металлов:
Первый материал в работе используют редко. Причина кроется в его хрупкости, большом весе, недолговечности. Сталь по этим критериям выигрывает, поэтому ее часто применяют в производстве.
Единственный ее недостаток – высокая стоимость. Алюминий гораздо доступнее. Его преимуществами являются легкость, мягкость.
Но он подходит только для малогабаритных столиков, так как крупные тяжелые детали податливый металл не выдерживает.
Виды передач для движения стола
При маленьком настольном станке перемещение стола осуществляется механическим способом. Но чем большие скорость, точность и производительность необходимы, тем тщательнее выбирается вид привода. В основном применяются электрические двигатели.
Суть работы узла в преобразовании вращательной работы двигателя в поступательное движение плоскости стола. Выделяют три вида передач:
- зубчато-реечные;
- ременные;
- шарико-винтовые.
Выбор типа узла делается исходя из:
- скорости перемещения заготовки;
- мощности двигателя станка;
- необходимой точности обработки.
Точность обработки при различных передаточных узлах
Преимущества шарико-винтовой передачи:
- возможность высокоточной обработки;
- малый люфт;
- плавное движение стола;
- бесшумность работы;
- возможность воспринимать большие нагрузки.

Значительным минусом выступает ограниченность скорости подачи. Особенно проявляется снижение скорости при длине винта более 1500 мм. Примерный расчет скорости: для привода мощностью 1 кВт скорость вращения равна 3000 об/мин. При шаге винта 10 мм скорость передачи 0,5 м/сек. В таком случае 3 м будут пройдены за 6 сек.
Еще одним минусом является высокая стоимость. Удешевить проект можно применением соединения с винтом и гайкой. В таком случае необходимо обеспечить постоянную смазку узла.
При шестерно-реечной передаче обеспечивается высокая скорость и достаточная точность. Недостатком является высокая степень люфта при передаче усилий с привода.
Установка ремня самый бюджетный и распространенный способ при создании стола своими руками. Невысокая стоимость ременной передачи и скорость подачи до 1 м/с, компенсируется следующими недостатками:
- быстрый износ;
- потеря натяжения за счет растяжения;
- возможность обрыва при ускорении;
- малая точность работ.
При покупке координатного стола для сверловки или монтаже своими руками необходимо учесть условия работы. Соотношение всех механизмов по параметрам: загруженности, срока службы, нагревания и остывания, дадут хороший результат при работе
Особенно это важно при самостоятельном изготовлении из подручных материалов
Координатный стол для помогает сделать работу агрегата точной, плавно перемещать обрабатываемую деталь в нужное положение, избегать скачков, перекручивания детали. Эффективность работы на станке любого типа значительно увеличивается при использовании координатного столика, особенно сделанного своими руками.
Координатный стол делает сверление быстрее, проще и более точным.Если у человека есть под рукой набор инструментов и материалов, подобное оборудование легко выполнить самостоятельно.














