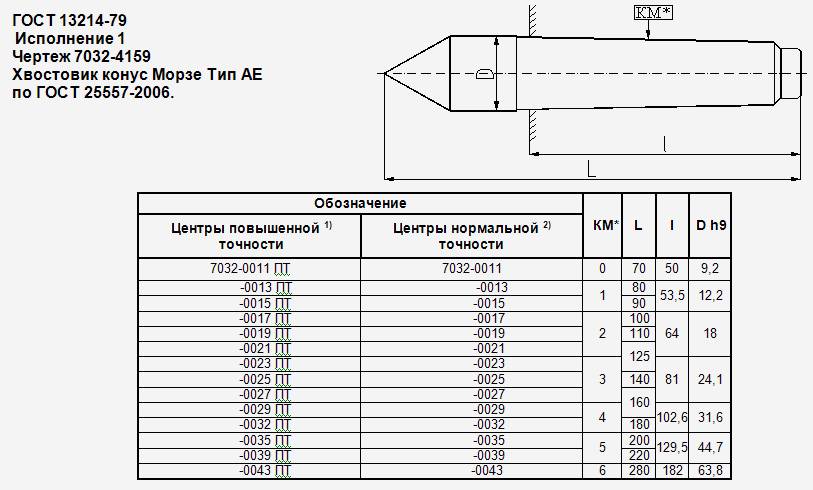
Основные сведения о хвостовиках и их обозначение
Существует несколько видов исполнения инструментального конуса. Он может содержать резьбу, лапку или обходиться без них.
В его торце может быть нарезана резьба, которую делают для закрепления инструмента на шпинделе с использованием штревеля. Это специальный шток, предотвращающий выпадение инструмента. Также с его помощью изделие можно извлечь, если его случайным образом заклинит в шпинделе.
Если хвостовик изготовлен с лапкой, то она удерживает инструмент в шпинделе за счет того, что закреплена в специальном пазу. Лапка имеет два предназначения, с ее помощью легче достать изделие из шпинделя, а также создается жесткая фиксация и не будет проворачивания.
Также можно встретить исполнение с несколькими канавками и отверстиями. Они имеют разную глубину и размеры. Их задача – подводить к режущему инструменту смазочно-охлаждающую жидкость.
Хвостовики инструмента бывают различной конструкции и обозначаются буквенным кодом. Ниже приведена их расшифровка:
- BI – внутренний, имеется паз;
- ВЕ – наружный, имеется лапка;
- AI – внутренний, имеется отверстие по оси;
- АЕ – наружный, имеется отверстие по оси с резьбой;
- BIK – внутренний, имеются паз и отверстие для подачи смазочно-охлаждающей жидкости (СОЖ);
- ВЕК – наружный, имеется лапка и отверстие для подачи СОЖ;
- AIK – внутренний, содержит отверстия по оси и для подачи СОЖ;
- АЕК – наружный, содержит отверстие по оси с резьбой и отверстие для подачи СОЖ.
Наружный и внутренний соответствуют своим названиям. В зависимости от используемого инструмента, следует выбирать исполнение наружное или внутреннее.
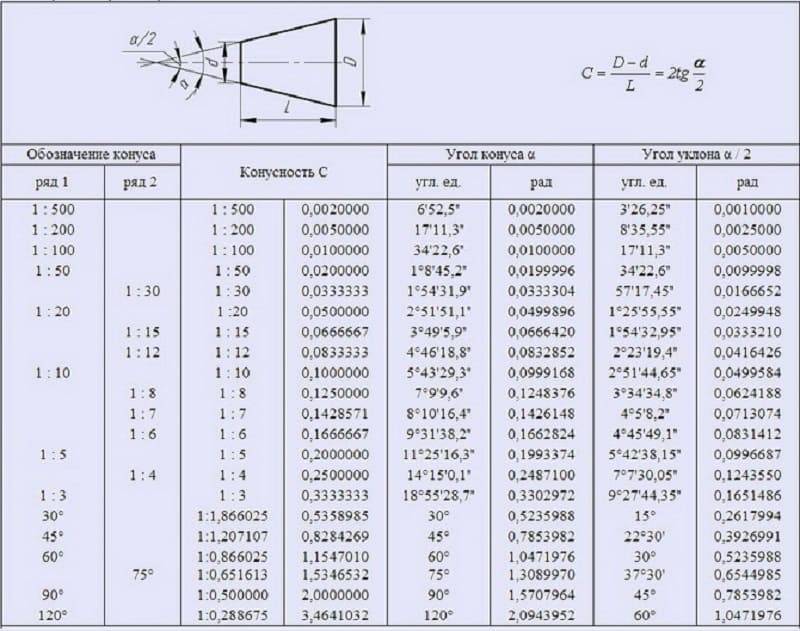
Угол конуса
Важным показателем при построении различных чертежей считается угол конуса. Он определяется соотношение большого диаметра к меньшему. Высчитывается этот показатель по следующим причинам:
- На момент обработки мастер должен учитывать этот показатель, так как он позволяет получить требуемое изделие с высокой точностью размеров. В большинстве случаев обработка проводится именно при учете угла, а не показателей большого и малого диаметра.
- Угол конуса рассчитывается на момент разработки проекта. Этот показатель наносится на чертеж или отображается в специальной таблице, которая содержит всю необходимую информацию. Оператор станка или мастер не проводит расчеты на месте производства, вся информация должна быть указана в разработанной технологической карте.
- Проверка качества изделия зачастую проводится по малому и большему основанию, но также могут применяться инструменты, по которым определяется показатель конусности.
Как ранее было отмечено, в машиностроительной области показатель стандартизирован. В другой области значение может существенно отличаться от установленных стандартов. Некоторые изделия характеризуются ступенчатым расположение поверхностей. В этом случае провести расчеты достаточно сложно, так как есть промежуточный диаметр.
Формула для определения конусности
Провести самостоятельно расчет конусности можно при применении различных формул. Стоит учитывать, что в большинстве случаев показатель указывается в градусах, но может и в процентах – все зависит от конкретного случая. Алгоритм проведения расчетов выглядит следующим образом:
- K=D-d/l=2tgf=2i. Данная формула характеризуется тем, что конусность характеризуется двойным уклоном. Она основана на получении значения большого и меньшего диаметра, а также расстояния между ними. Кроме этого определяется угол.
- Tgf=D/2L. В данном случае требуется протяженность отрезка, который связывает большой и малый диаметр, а также показатель большого диаметра.
- F=arctgf. Эта формула применяется для перевода показателя в градусы. Сегодня в большинстве случаев применяются именно градусы, так как их проще выдерживать при непосредственном проведении построений. Что касается процентов, то они зачастую указываются для возможности расчета одного из диаметров. К примеру, если соотношение составляет 20% и дан меньший диаметр, то можно быстро провести расчет большого.
Как ранее было отмечено, конусность 1:5 и другие показатели стандартизированы. Для этого применяется ГОСТ 8593-81.
На чертеже вычисления не отображаются. Как правило, для этого создается дополнительная пояснительная записка. Вычислить основные параметры довольно просто, в некоторых случаях проводится построение чертежа, после чего измеряется значение угла и другие показатели.
Особенности конструкции и основные типы конусов Морзе
Есть версия, что коническая конструкция появилась в результате постепенной эволюции токарного, фрезерного и сверлильного инструмента в результате изучения влияния износа инструмента на его характеристики и качество выпускаемых деталей. Было замечено, что в процессе работы инструмент с цилиндрическим хвостовиком изнашивался и начинал проворачиваться в кулачках, возникали биения и отклонения инструмента.
Наиболее оптимальной формой, позволяющей с максимальной точностью закрепить инструмент в станке, обеспечить быструю смену инструмента без отклонений, а так же обеспечить подачу СОЖ (смазочно-охлаждающей жидкости) к рабочей части инструмента является конус.
В процессе развития технологий машиностроения появился так называемый метрический конус, который отличается от своих предшественников постоянной конусностью и угловыми размерами. Его конусность составляет 1:20, уклон – 1°51’56”, а угол – 1°51’51”, тогда как до этого конусность была переменной и варьировалась от 1:19,002 до 1:20,047.
Согласно классификации, принятой в ГОСТах СССР конусы Морзе принято разделять на малые, большие и общего применения.
Исходя из особенностей конструкции, на сегодняшний день различают три типа конусов Морзе:
Выпадение инструмента из шпинделя предотвращается самой конической формой хвостовика и отверстия в шпинделе или оправке. Дополнительно крепление хвостовика с лапкой в шпинделе происходит за счет вхождения лапки в специальный паз, резьбового – за счет резьбы в торце хвостовика.
Так же изготавливают инструмент с дополнительными пазами и отверстиями для подведения СОЖ. Это наиболее актуально для современных станков с ЧПУ.
Виды крепления
Хвостик рассматриваемого конуса может изготавливаться в нескольких вариациях. Он может быть гладкий, с резьбой или с лапками. Под лапки в рукаве шпинделя предусмотрен специальный паз. Когда они в нем заклинивают, это гарантия того, что конус внутри шпинделя не провернется. А в последующем они помогают выбить его оттуда. Если на креплении выполнена внутренняя резьба, то в шпинделе он фиксируется штоком, который вворачивается в торец конуса. Это также обеспечивает надежное удержание инструмента. А в случае, если он заклинит, его легко вывернуть из гнезда. В отдельных видах конусов предусмотрена целая система канавок и отверстий, через которые во время работы подается смазочная и охлаждающая жидкость.
История создания
Появления такой конструкции, а так же происхождение самого названия до сих пор покрыто множеством тайн. Достоверно известно, что в 1863 году американский инженер Стивен Морзе зарегистрировал патент на изобретение спирального сверла, такого, которое известно нам и по сей день. До этого для изготовления сверла, скручивали заостренный плоский профиль.
В описании, запатентованного Стивеном Морзе спирально м сверле, нет никаких упоминаний об особой форме хвостовика, но по какой-то причине Бюро стандартов США внесло коническую форму в национальные стандарты. Считается, что изобретатель, запатентовав новую конструкцию сверла, направил опытные образцы в Бюро патентов, где была замечена и по достоинству оценена эта особенность.
Впоследствии была создана компания по производству, получившая его имя и занимавшаяся изготовлением инструмента для машиностроения. К концу 19 века компания серьезно расширилась и стала одним из ведущих производителей инструмента того времени. Произведенный ей продукт поставлялся во многие страны мира, в том числе и в Россию. За время ее существования было запатентовано еще несколько изобретений, но, ни одно из них не было связано с коническим исполнением хвостовиков инструмента. Так же есть сведения, что через какое-то время после основания сам изобретатель по неизвестным причинам покинул компанию, при этом его имя в названии сохранилось.
Так же известно еще несколько изобретателей с фамилией Морзе, живших в США в то время. И, возможно, автором этого изобретения является кто-то из них, но никакой информации, подтверждающей эту версию, нет. Поэтому официальным изобретателем конической формы хвостовика инструмента считается именно Стивен Эмброуз Морзе.
Разновидности конусов
Морзе может изготовляться по разным технологиям, поэтому не всегда один инструмент можно без проблем заменить на другой.
Прежде чем подбирать подходящий обтекатель, нужно определиться, какие у конуса Морзе размеры, соответствующие ГОСТу.
При выборе обтекателя нужно обращать внимание на буквенные обозначения и на цифры:
- число напротив буквы «Д» означает базовый размер конусного гнезда;
- числовой показатель возле «Л» — это глубина проникновения.
Размеры эти общие для всех стран, где активно применяется метрическая система счисления. Создаваемые сегодня обтекатели Морзе, как правило, имеют переходники, которые можно менять. Это упрощает работу, так как оборудование может быть совмещено с разными стандартами.
Заглавные буквы латинского алфавита обозначают особенности фланцевого сечения. Сам пролювий может иметь длину от 2,5 см до 16 см.
Те, кто работает на станке, прекрасно знают, что они обладают хорошей устойчивостью к резким и значительным изменениям температуры. Конусы этих марок достаточно прочны и удобны в использовании. Они отвечают всем необходимым требованиям. Морзе, которые имеют маркировку «Капто», выпускаются на свет и распространяются по всему миру фирмой «Сандвик Коромант».
https://youtube.com/watch?v=evWPoMxRr-Q
Сегодня такие инструменты продвигаются как аналоги HSK высшего класса. Сам обтекатель при проекции на плоскость будет иметь форму треугольника. На его круглых краях есть углубления. Но следует заметить, что такой инструмент имеет довольно высокую цену, так как процесс его изготовления весьма сложный. В свою очередь, Капто подразделяются на несколько типов, наиболее популярными среди которых являются те, что обозначены как «С3» и «С10».
Первоначально такой инструмент создавался для того, чтобы его можно было использовать при зажиме цанговым методом.
Существует разделение на 8 размеров: самый маленький из них обозначается как «КМ0», а самый большой — как «КМ7». Все остальные типы конусов также обозначаются буквами «К», «М» и цифрой от 1 до 6
Обтекатели, которые созданы по дюймовым и метрическим стандартам, могут заменять друг друга. Они похожи во всем и различаются только резьбой хвостовика.






Конус 1:20
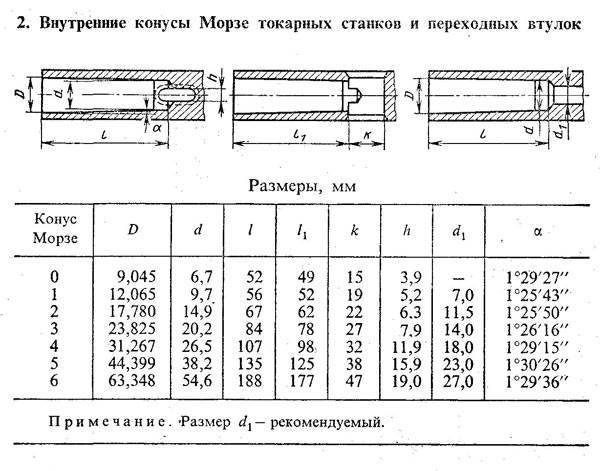
Метрические конусы инструментов. Отверстия в шпинделях станков.
«Конус Морзе» был изобретен в 1864 году Стивеном А. Морзе, отчего и получил название своего изобретателя. Это такой хвостовик инструмента конической формы (к примеру, фреза, сверло) и соответственно отверстие конической формы подходящего размера, называемое гнездом, в задней бабке станка или же в шпинделе. Он предназначен для скорой замены инструмента с большой точностью центрирования и высокой надежностью
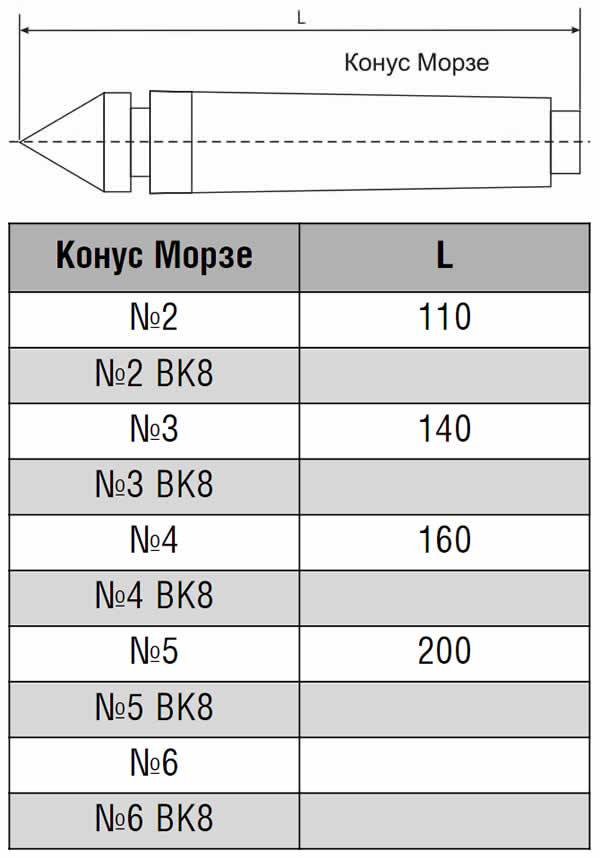
Есть разные конусы Морзе размерами КМ0 до КМ7. Они отличаются по своей конусности и исполнению. Обыкновенно используются метрические конуса МЕ4, МЕ6, а также большие метрические конуса МЕ100, МЕ80, МЕ160, МЕ120 и МЕ200. Размер КМ7 не рекомендуется в России. Производятся несколько вариантов исполнений хвостовика конуса. Он может быть с резьбой, с лапкой или вообще без них.
Конус Морзе чаще всего применяется в металлорежушем инструменте и станках для быстрого и точно-центрированного крепления инструмента: сверл, фрез, зенковок, т.п. Для этого хвостовик инструмента изготавливается конусообразной формы, всталяется в соотвествующее по диаметру и конусности отверстие на станке.
Конусы бывают восьми размеров, от КМ0 до КМ7, в российском станкостроении не рекомендован, обычно применяется метрические конуса МЕ4, МЕ6, и большие метрические конуса МЕ80, МЕ100, МЕ120, МЕ160, МЕ200.
Основное различие этих двух стандартов – различный коэффициент конусности (1:20 для метрического и 1:19 – 1:20 для конусов Морзе) и различные резьбы на хвостовике инструменты (метрическая резьба у метрических конусов и дюймовая у конусов Морзе).
Кроме двух упомянутых стандартов, существуют и другие конусные системы, но о них вопроса не было.
Самоделки из двигателя от стиральной машины:
1. Как подключить двигатель от старой стиральной машины через конденсатор или без него 2. Самодельный наждак из двигателя стиральной машинки 3. Самодельный генератор из двигателя от стиральной машины 4. Подключение и регулировка оборотов коллекторного двигателя от стиральной машины-автомат 5. Гончарный круг из стиральной машины 6. Токарный станок из стиральной машины автомат 7. Дровокол с двигателем от стиральной машины 8. Самодельная бетономешалка
Что такое конус Морзе?
Для оперативного центрированного варианта установки инструмента применяется хвостик в виде конуса. Чаще всего во фрезах и сверлах используется именно конус Морзе. Он может быть различных размеров.
Хвостик этого конуса может быть сделан в различных вариациях. У него может присутствовать резьба, лапки. Данных элементов может и не быть. Внутри резьба предназначена для фиксации инструмента при помощи штока. Она позволяет создавать надежное крепление инструмента, делает проще его вынимание при заклинивании. У лапки двойное предназначение. Она делает более простым высвобождение из шпинделя конуса. Также она не дает возможности провернуть конус морзе при огромной нагрузке.
В некоторых инструментах имеется огромная система канавок, различных отверстий. Через них поступает охлаждающая жидкость, а также составы для смазки.
На станках ЧПУ применяется автоматическая замена инструмента. Для данных целей был создан инструментальный вариант. Он способен нивелировать такие минусы конуса Морзе, как:
- постоянное заедание хвостика в шпинделе;
- значительную длину хвостика;
- маленькая площадь хвостика и маленький осевой упор;
- большое количество трудностей, которые появляются при установке конуса в автоматическом режиме;
- невозможность автозамены инструмента.
Узнать цену на конус Морзе под патрон вы можете на сайте smolmotor.ru.
Существует большое количество видов конусов Морзе. Они различаются собственными размерами. Бывают конусы стандартного размера, а бывают укороченные.
Конический хвостик конуса назван так за счет своей формы. За счет подобной специфичной конструкции детали надежно скрепляются между собой. Такой хвостик прекрасно подходит для присоединения сверла. Для того, чтобы обеспечить высокую функциональность устройства, необходимо правильно подобрать его размеры.
Конус Морзе является наиболее совершенной версией обыкновенного конического хвостика, предназначенного для крепления. Он зачастую применяется для различных устройств.
Для некоторых целей длина конуса оказалась достаточно большой. Поэтому был создан конус Морзе укороченный. Более толстая часть обычного конуса была удалена для его создания. Так появился укороченный вариант.
Широко применяется инструментальный вариант конуса. Есть определенные стандарты для таких конусов. По ГОСТу определено три исполнения конусов.
Конус Морзе и метрический конус
Конус Морзе № 2 (MT2). Схема инструментального конуса (наружные конусы с лапкой, наружные конусы без лапки, внутренние конусы (гнёзда)). Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году.
Конус Морзе подразделяется на восемь размеров, от КМ0
доКМ7 (англ. Morse taper, MT0-MT7, нем. Morsekegel, MK0-MK7). Конусность от 1:19,002 до 1:20,047 (угол конуса от 2°51’26″ до 3°00’52″, уклон конуса от 1°25’43″ до 1°30’26″) в зависимости от типоразмера.
Стандарты на конус Морзе: ISO 296, DIN 228, ГОСТ 25557-2016 «Конусы инструментальные. Основные размеры.»
. В российском стандарте конусКМ7 отсутствует, вместо него применяется несовместимый метрический конус № 80. Конусы, изготовленные по дюймовым и метрическим стандартам, взаимозаменяемы во всём, кроме резьбы хвостовика.
Существует несколько исполнений хвостовика конуса: с лапкой, с резьбой и без них. Инструмент с лапкой крепится в шпинделе заклиниванием этой лапки, для чего в рукаве некоторых шпинделей есть соответствующий паз. Лапка предназначена для облегчения выбивания конуса из шпинделя и предотвращения проворачивания. Инструмент с внутренней резьбой фиксируется в шпинделях штоком (штревелем), вворачивающимся в торец конуса. Конусы с резьбой гарантируют невыпадение инструмента и облегчают извлечение заклинившего конуса из шпинделя. Шпиндель обычно делается под один из вариантов фиксации — с лапкой, со штревелем или с фиксацией трением. Поскольку угол конуса меньше чем угол трения, фиксация хвостовика в гнезде может также происходить только за счет сил трения, без использования штревелей и лапок.
Некоторые конусы снабжаются системой отверстий и канавок для подачи смазочно-охлаждающей жидкости (СОЖ).
Метрический конус
По мере развития станкостроения понадобилось расширить диапазон размеров конусов Морзе как в большую, так и в меньшую стороны. При этом, для новых типоразмеров конуса, выбрали конусность ровно 1:20 (угол конуса 2°51’51″, уклон конуса 1°25’56″) и назвали их метрическими конусами
(англ. Metric Taper). Типоразмер метрических конусов указывается по наибольшему диаметру конуса в миллиметрах. ГОСТ 25557-2016 также определяет уменьшенные метрические конуса № 4 и № 6 (англ. ME4, ME6) и большие метрические конуса № 80, 100, 120, 160, 200 (англ. ME80 — ME200).
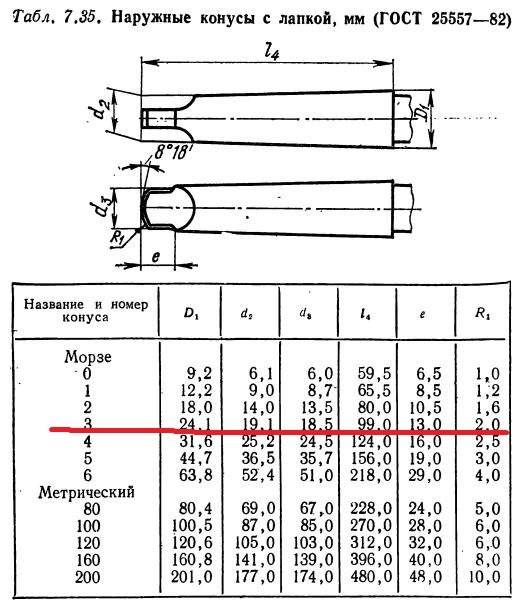
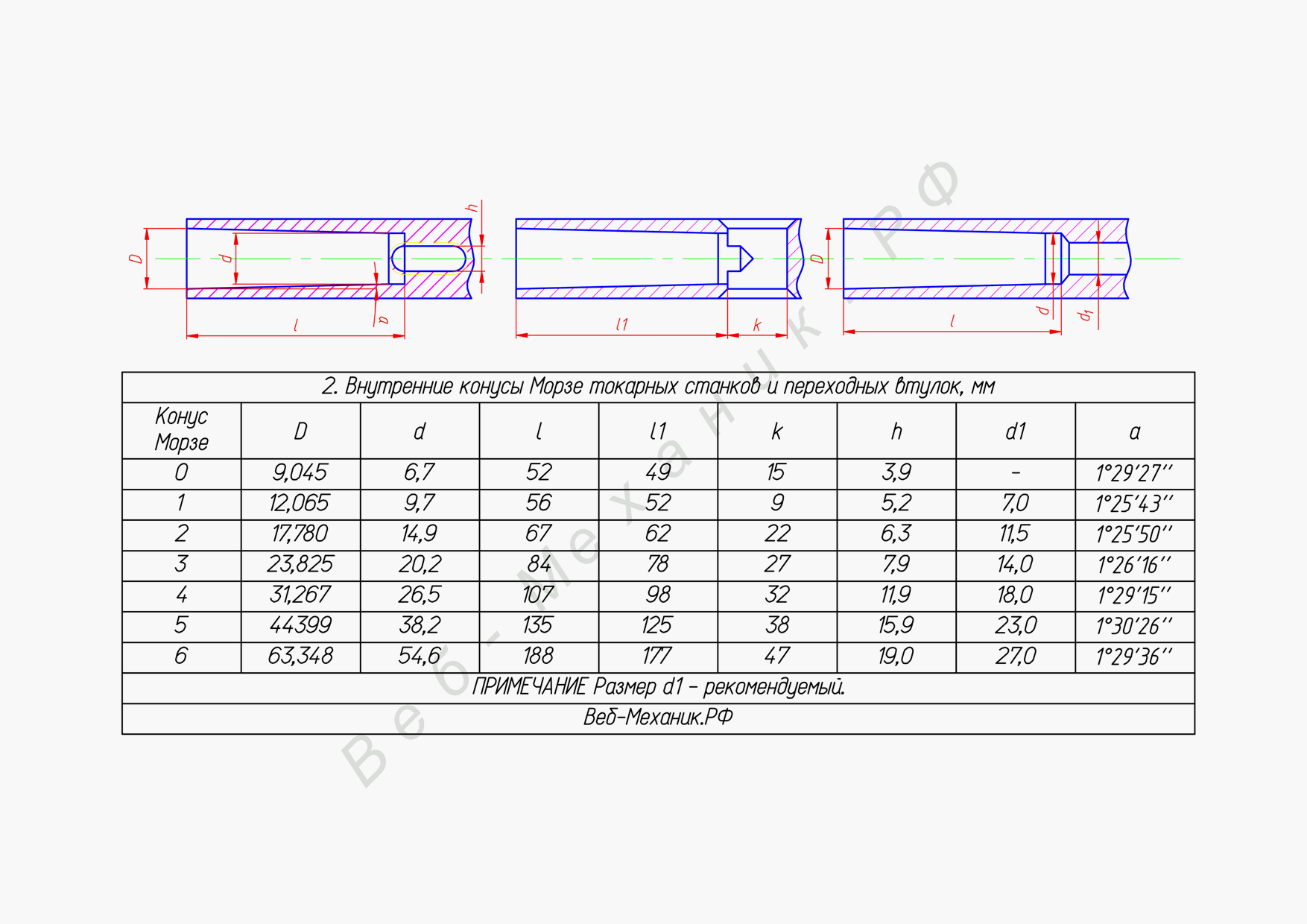
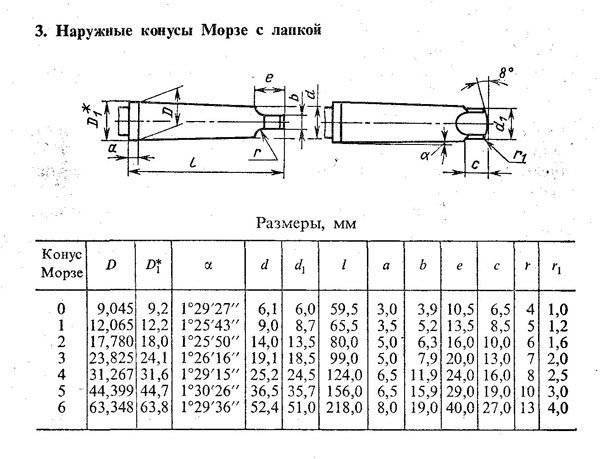
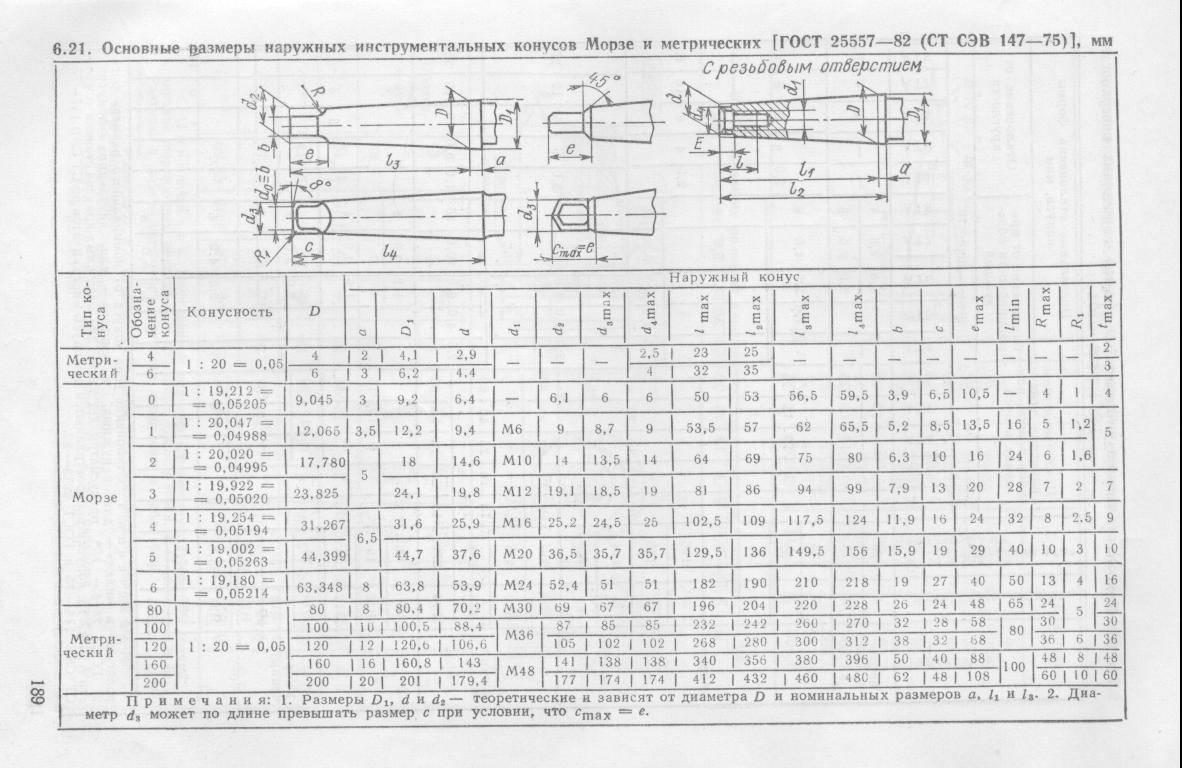
Конструктивных различий между конусом Морзе и метрическим нет. Размеры наружного и внутреннего конуса (по ГОСТ 25557-2006), ммТаблица 1
| Обозначение конуса | Конусность | D | D1 | d | d1 | d2 | d3 max | d4 max | d5 | l1 max | l2 max | l3 max | l4 max | l5 min | l6 | |
| Метрический | № 4 | 1:20 | 4 | 4,1 | 2,9 | — | — | — | 2,5 | 3 | 23 | 25 | — | — | 25 | 21 |
| № 6 | 1:20 | 6 | 6,2 | 4,4 | — | — | — | 4 | 4,6 | 32 | 35 | — | — | 34 | 29 | |
| Морзе | КМ 0 | 1:19,212 | 9,045 | 9,2 | 6,4 | — | 6,1 | 6 | 6 | 6,7 | 50 | 53 | 56,3 | 59,5 | 52 | 49 |
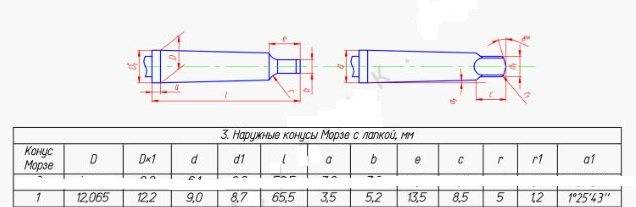
| КМ 1 | 1:20,047 | 12,065 | 12,2 | 9,4 | M6 | 9 | 8,7 | 9 | 9,7 | 53,5 | 57 | 62 | 65,5 | 56 | 52 | |
| КМ 2 | 1:20,020 | 17,780 | 18 | 14,6 | M10 | 14 | 13,5 | 14 | 14,9 | 64 | 69 | 75 | 80 | 67 | 62 | |
| КМ 3 | 1:19,922 | 23,825 | 24,1 | 19,8 | M12 | 19,1 | 18,5 | 19 | 20,2 | 80,1 | 86 | 94 | 99 | 84 | 78 | |
| КМ 4 | 1:19,254 | 31,267 | 31,6 | 25,9 | M16 | 25,2 | 25,2 | 24 | 26,5 | 102,5 | 109 | 117,5 | 124 | 107 | 98 | |
| КМ 5 | 1:19,002 | 44,399 | 44,7 | 37,6 | M20 | 36,5 | 35,7 | 35,7 | 38,2 | 129,5 | 136 | 149,5 | 156 | 135 | 125 | |
| КМ 6 | 1:19,180 | 63,348 | 63,8 | 53,9 | M24 | 52,4 | 51 | 51 | 54,6 | 182 | 190 | 210 | 218 | 188 | 177 | |
| КМ 7 | 1:19,231 | 83,058 | — | 285.75 | 294.1 | |||||||||||
| Метрический | № 80 | 1:20 | 80 | 80,4 | 70,2 | M30 | 69 | 67 | 67 | 71,5 | 196 | 204 | 220 | 228 | 202 | 186 |
| № 100 | 1:20 | 100 | 100,5 | 88,4 | M36 | 87 | 85 | 85 | 90 | 232 | 242 | 260 | 270 | 240 | 220 | |
| № 120 | 1:20 | 120 | 120,6 | 106,6 | M36 | 105 | 102 | 102 | 108,5 | 268 | 280 | 300 | 312 | 276 | 254 | |
| № 160 | 1:20 | 160 | 160,8 | 143 | M48 | 141 | 138 | 138 | 145,5 | 340 | 356 | 380 | 396 | 350 | 321 | |
| № 200 | 1:20 | 200 | 201 | 179,4 | M48 | 177 | 174 | 174 | 182,5 | 412 | 432 | 460 | 480 | 424 | 388 |
- В ГОСТ 25557 абберевиатура КМ отсутствует, типоразмер обозначен только цифрой
- Отсутствует в ГОСТ 25557
Укороченные конуса Морзе
Конус Морзе:
Медиафайлы на Викискладе
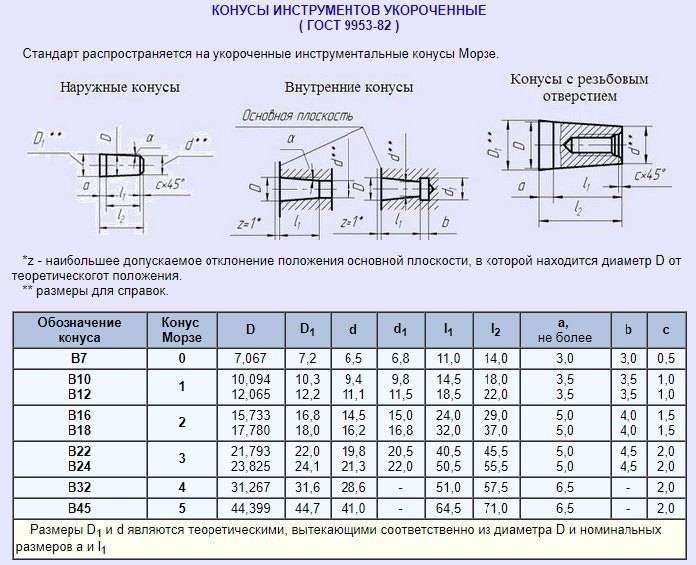
Для многих применений длина конуса Морзе оказалась избыточной. Поэтому были придуманы девять типоразмеров укороченных конусов Морзе, полученных «удалением» примерно половины исходных конусов. Цифра в обозначении укороченного конуса — округлённый диаметр новой толстой части конуса в мм. Российский стандарт на укороченные конуса ГОСТ 9953-82 «Конусы инструментов укороченные. Основные размеры.». В скобках приведены обозначения по старому ГОСТ 9953-67 (с буквой a
конуса, у которых осталась более тонкая часть, а с буквойb — более толстая).
- B7 (0a ) — укороченный до 14 ммКМ0 .
- B10 (1a ),B12 (1b ) — укороченный до 18 и 22 мм соответственноКМ1 .
- B16 (2a ),B18 (2b ) — укороченный до 24 и 32 мм соответственноКМ2 .
- B22 (3a ),B24 (3b ) — укороченный до 45 и 55 мм соответственноКМ3 .
- B32 (4b ) — укороченный до 57 ммКМ4 .
- B45 (5b ) — укороченный до 71 ммКМ5 .
Габариты и видовые составляющие конуса Морзе
В действительности существуют разные виды и размеры госта морзе-конусов, и они имеют неоднозначные названия в специальной литературе. Но их отличительной особенностью является их узнаваемость во всех культурах под определенными номерными знаками: 10, 100, 1000. При этом зандры-конусы меньшего размера 0.001″ и 0.0001″ в разговорной речи часто используют под американским термином: «зу» и «тенф».





Лучший способ измерения конуса – использовать калибровку, ибо на зандре имеются риски. Но для большой точности измерения используют таблицу пересчета размеров вплоть до сотой доли миллиметра. Таким образом, для того чтобы с точностью до миллиметра определять какой конус Морзе лучше всего использовать в данной ситуации, следует обращаться к таблице измерения диаметра изделия.
Кроме того, все инструментальные предметы с конусом Морзе в наше время имеют следующий стандарт ГОСТ 25557-82. Именно данная модель ГОСТ имеет сегодня наибольшую популярность в России по сравнению с предыдущими моделями. Имеется усовершенствованный способ удержания патрона и крепления.
Американские конусы различаются посредством дюймовой системы измерения, поэтому для лучшего понимания российским потребителем все метрические данные конуса переводятся в миллиметровую систему.
Видео: изготовление переходного конуса для сверлильного патрона под морзе 2.
Это интересно: Что такое нивелир — описание и характеристика
Размеры и детали конуса Морзе
Характерной чертой одного конуса Морзе от иного являются размеры. Есть несколько их разновидностей и в согласии с ГОСТом любой имеет конкретный номер и аббревиатуру. Чтобы померять его, нужно воспользоваться калибровкой, а наиболее целесообразно специализированной таблицей, которая даст возможность высчитать размеры до микрона. В зависимости от станка, на котором будет проводиться обработка детали, нужно выбрать к примеру резец, сверло, а потом вид изобретения Стивена Морзе.
С появлением сферы машиностроения появилась необходимость в расширении ряда моделей конусов Морзе. Для этого был разработан метрический конус, который не имел особенных конструктивных отличий от собственного предка. Его конусность равнялась 1:20, при этом угол 2°51’51?, а уклон 1°25’56?. Метрические конусы дали возможность создать широкий выбор инструмента для разных станков и операций. Классифицируются они на две категории: большие и малые. Большие обозначаются, к примеру № 120, 200, и цифры соответствуют самому большему диаметру метрического конуса.
Размеры конуса Морзе
Инструментальный конус собой представляет конусообразный хвостовик какого-либо инструмента для резки и коническое отверстие в шпинделе или бабке того же диаметра. Его роль состоит в быстрой смене инструмента для резки и сохранении большой точности при центрировании и закреплении.
Используется в основном в станках с числовым программным управлением, так как ликвидирует ряд минусов обыкновенного конуса Морзе.
- заклинивание хвостовиков в шпинделе намного меньше;
- небольшие размеры;
- усовершенствованный упор по оси;
- простота закрепления;
- автоматическая смена инструмента для резки.
Сейчас конусы Морзе делают в соответствии с западным стандартом ISO и DIN. В РФ система стандартизации соединяет в один класс как просто конусы Морзе, так и метрические и инструментальные. Информацию про них можно получить в ГОСТ 25557-82. Ситуация с единым ГОСТом сложилась благодаря тому, что конусы Морзе во времена СССР пользуются у нас в государстве высокой популярностью, а одновременно с этим возникло много новых.
Конусы Морзе распределены по 8 категориям. За границей это МТ0, МТ1, МТ2, МТ3, МТ4, МТ5, МТ6, МТ7. В Германии аналогичная нумерация, но буквенное обозначение МК. У нас в государстве и на постсоветском пространстве Км0, Км1, Км2, Км3, Км4, Км5, Км6 и №80.
Как показало время, некоторые конусы Морзе заграничного производства не комфортны в работе из-за причины приличной длины. На данный случай был разработан ряд укороченных изделий, имеющий 9 размеров.
Типоразмеры конусов определяемых ГОСТом 25827-93 исполнения 3
Не имеющий зарубежных аналогов типоразмер, предназначенный для станков произведённых до 01.01.1994 года, в том числе оснащённых автоматическим зажимом и инструментальным магазином с манипулятором.
| N конуса | D | D1, ±0,15 | D2, -0,5 | d1, H7 | d2, a10 | M | L H12 | l | l1 | a ±0,1 | l2, ±0,1 | l3, +0,5 | l4, min | l5, min | h -0,3 | b H12 | b1, -0,3 |
| 30 | 31,75 | 50,0 | 46 | 13,0 | 17,4 | М12 | 68,4 | 48,4 | 3,0 | 1,6 | 8,0 | 5,5 | 24,0 | 34,0 | 16,2 | 16,1 | 15,5 |
| 40 | 44,45 | 63,0 | 58,0 | 17,0 | 25,3 | М16 | 93,4 | 65,4 | 5,0 | 1,6 | 10,0 | 8,2 | 32,0 | 43,0 | 22,5 | 16,1 | 18,5 |
| 45 | 57,15 | 80,0 | 74,0 | 21,0 | 32,4 | М20 | 106,8 | 82,8 | 6,0 | 3,2 | 12,0 | 10,0 | 40,0 | 53,0 | 29,0 | 19,3 | 24,0 |
| 50 | 69,85 | 100,0 | 94,0 | 25,0 | 39,6 | М24 | 126,8 | 101,8 | 8,0 | 3,2 | 12,0 | 11,5 | 47,0 | 62,0 | 35,3 | 25,7 | 30,0 |
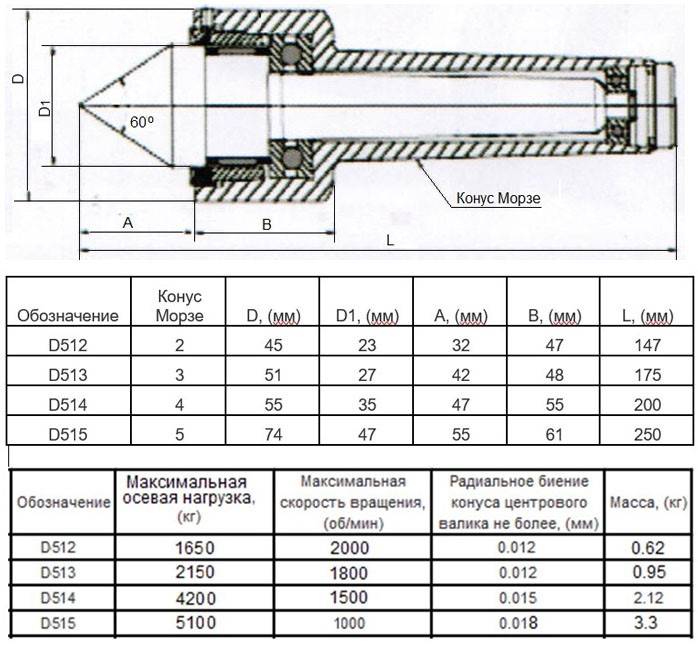
Самозажимной патрон
Такие патроны (иногда называемые быстрозажимными), также иногда имеют в своей конструкции конические элементы, но в основном используют внутреннюю резьбу (она указывается в маркировке изделия).
Самозажимной патрон включает в себя:
- Втулку с осевым отверстием в виде конуса.
- Зажимное кольцо, снабжённое рифлениями.
- Корпус.
- Пару заклинивающих зажимных шариков.
Принцип действия самозажимного патрона заключается в том, что зажим сверла обеспечивается и поддерживается в ходе вращения самого шпинделя, что особенно полезно в условиях частого использования сверлильного станка.
Замена сверла в таком случае может производиться без выключения станка. Оператор только приподнимает кольцо, шарики разводятся, и освобождают сменную втулку, которая далее извлекается из приспособления. Впоследствии на её место может быть установлена новая сменная втулка, для чего проделываются те же манипуляции. Обычно комплект поставляется с несколькими разрезными втулками, имеющими разные номера конусов Морзе. Можно вставлять несколько деталей одна в одну, увеличивая тем самым количество возможных комбинаций.
Быстрозажимной патрон может иметь и иное исполнение, использующееся, когда в детали уже имеется отверстие, и требуется зацентрировать сверло (зенкер, развёртку) относительно его оси.
Для реализации поставленной задачи в приспособлении имеются подвижная оправка и поводок, который расположен в некруглом отверстии внутренней части корпуса. Компенсацию возможных осевых усилий выполняет подшипниковый узел. Муфта привинчивается к оправке, соединяя её с корпусом, и фиксируется снизу стопорным кольцом. Пружина, которая находится внутри оправки, выполняет её прижим к корпусу. Этим обеспечивается точное позиционирование патрона по глубине имеющегося отверстия. Съём патрона со шпинделя выполняется либо клиньями (плоскими или радиусными), либо эксцентриковым ключом.
Несоответствия между американской и российской метрической системами
В настоящее время пролювий с американской гравировкой КМ7 не соответствует российским стандартам. В России долгое время используют метрический штекель с конусом №80. Иногда оказывается, что использовать американский конус использовать неудобно – его длина не соответствует стандартам станка.
По этой причине пришлось удалить его толстую часть, и в настоящее время имеется девять размеров с более укороченным креплением. Хвостовая часть конуса Морзе за №80 может изготавливаться с различными вариациями. Но принцип их использования остается на высоком уровне и не требует особой спецподготовки.
КМ – это горнитос Морзе, который спроектирован компанией Кеннаметал. И в настоящее время является одним из наиболее часто используемых креплений инструмента. Такое положение дел является следствием длительного периода использования именно данного пролювия, ибо диапазон размеров в высшей степени зависит от того, насколько эффективно используется инструмент.
Очевидно одно: конус Морзе является сегодня наиболее часто используемым креплением для самых разных составляющих.
Что такое уклон? Как определить уклон? Как построить уклон? Обозначение уклона на чертежах по ГОСТ.
Уклон. Уклон это отклонение прямой линии от вертикального или горизонтального положения. Определение уклона. Уклон определяется как отношение противолежащего катета угла прямоугольного треугольника к прилежащему катету, то есть он выражается тангенсом угла а. Уклон можно посчитать по формуле i=AC/AB=tga.
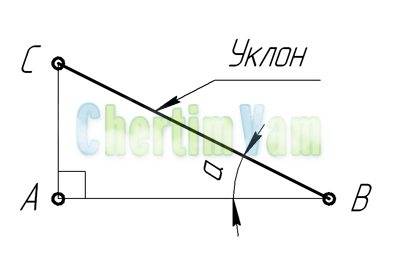
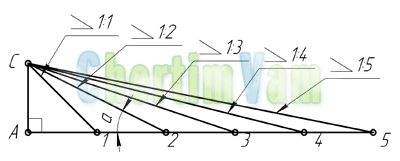
Построение уклона. На примере (рисунок ) наглядно продемонстрировано построение уклона. Для построения уклона 1:1, например, нужно на сторонах прямого угла отложить произвольные, но равные отрезки. Такой уклон, будет соответствовать углу в 45 градусов. Для того чтобы построить уклон 1:2, нужно по горизонтали отложить отрезок равный по значению двум отрезкам отложенным по вертикали. Как видно из чертежа, уклон есть отношение катета противолежащего к катету прилежащему, т. е. он выражается тангенсом угла а.
Обозначение уклона на чертежах. Обозначение уклонов на чертеже выполняется в соответствии с ГОСТ 2.307—68. На чертеже указывают величину уклона с помощью линии-выноски. На полке линии-выноски наносят знак и величину уклона. Знак уклона должен соответствовать уклону определяемой линии, то есть одна из прямых знака уклона должна быть горизонтальна, а другая должна быть наклонена в ту же сторону, что и определяемая линия уклона. Угол уклона линии знака примерно 30°.
https://youtube.com/watch?v=HysW_hx6pZ0
Укороченные конусы Морзе
Для решения ряда производственных задач длина классического конуса является чрезмерной. В данном случае целесообразно использование укороченных изделий. Длина таких конусов в 2 раза меньше оригинальной. Они оперативно фиксируются в шпинделе, позволяют качественно выполнять работы в ограниченном пространстве.




Укороченные модели пропорциональны конусам КМ, имеют соответствующие обозначения:
- В7 – КМ0 длиной 14 мм;
- В10 – КМ1 длиной 18 мм;
- В12 – КМ1 длиной 22 мм;
- В16 – КМ2 длиной 24 мм;
- В18 – КМ 2 длиной 32 мм;
- В22 – КМ3 длиной 45 мм;
- В24 – КМ3 длиной 55 мм;
- В32 – КМ4 длиной 57 мм.
Наиболее крупные конусы – В45. Они являются укороченной версией КМ5, имеют длину 71 мм.

Конус Морзе и метрический конус [ | ]
Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году .
Конус Морзе подразделяется на восемь размеров, от КМ0
доКМ7 (англ. Morse taper, MT0-MT7 , нем. Morsekegel, MK0-MK7 ) . Конусность от 1:19,002 до 1:20,047 (угол конуса от 2°51’26″ до 3°00’52″, уклон конуса от 1°25’43″ до 1°30’26″) в зависимости от типоразмера.
Стандарты на конус Морзе: ISO 296, DIN 228, ГОСТ 25557-2016 «Конусы инструментальные. Основные размеры.»
. В российском стандарте конусКМ7 к применению не рекомендован, вместо него применяется несовместимый метрический конус № 80. Конусы, изготовленные по дюймовым и метрическим стандартам, взаимозаменяемы во всём, кроме резьбы хвостовика.
Существует несколько исполнений хвостовика конуса: с лапкой, с резьбой и без них. Инструмент с лапкой крепится в шпинделе заклиниванием этой лапки, для чего в рукаве некоторых шпинделей есть соответствующий паз. Лапка предназначена для облегчения выбивания конуса из шпинделя и предотвращения проворачивания. Инструмент с внутренней резьбой фиксируется в шпинделях штоком (штревелем), вворачивающимся в торец конуса. Конусы с резьбой гарантируют невыпадение инструмента и облегчают извлечение заклинившего конуса из шпинделя. Шпиндель обычно делается под один из вариантов фиксации — с лапкой, со штревелем или с фиксацией трением. Поскольку угол конуса меньше чем угол трения, фиксация хвостовика в гнезде может также происходить только за счет сил трения, без использования штревелей и лапок.
Некоторые конусы снабжаются системой отверстий и канавок для подачи смазочно-охлаждающей жидкости (СОЖ).
Метрический конус
По мере развития станкостроения понадобилось расширить диапазон размеров конусов Морзе как в большую, так и в меньшую стороны. При этом, для новых типоразмеров конуса, выбрали конусность ровно 1:20 (угол конуса 2°51’51″, уклон конуса 1°25’56″) и назвали их метрическими конусами
(англ. Metric Taper ). Типоразмер метрических конусов указывается по наибольшему диаметру конуса в миллиметрах. ГОСТ 25557-2016 также определяет уменьшенные метрические конуса № 4 и № 6 (англ. ME4, ME6 ) и большие метрические конуса № 80, 100, 120, 160, 200 (англ. ME80 — ME200 ).
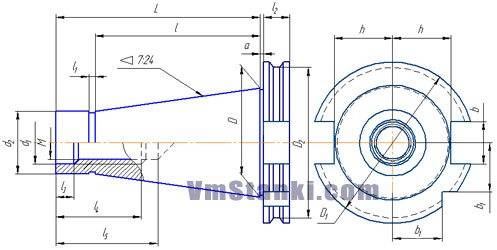
Обозначение конусности на чертеже
При создании технической документации должны учитываться все установленные стандарты, так как в противном случае она не может быть использована в дальнейшем
Рассматривая обозначение конусности на чертежах следует уделить внимание следующим моментам:
- Отображается диаметр большого основания. Рассматриваемая фигура образуется телом вращения, которому свойственен диаметральный показатель. В случае конуса их может быть несколько, а изменение показателя происходит плавно, не ступенчато. Как правило, у подобной фигуры есть больший диаметр, а также промежуточной в случае наличия ступени.
- Наносится диаметр меньшего основания. Меньшее основание отвечает за образование требуемого угла.
- Рассчитывается длина конуса. Расстояние между меньшим и большим основанием является показателем длины.
- На основании построенного изображения определяется угол. Как правило, для этого проводятся соответствующие расчеты. В случае определения размера по нанесенному изображению при применении специального измерительного прибора существенно снижается точность. Второй метод применяется в случае создания чертежа для производства неответственных деталей.
Простейшее обозначение конусности предусматривает также отображения дополнительных размеров, к примеру, справочную. В некоторых случаях применяется знак конусности, который позволяет сразу понят о разности диаметров.
Выделяют достаточно большое количество различных стандартов, которые касаются обозначения конусности. К особенностям отнесем следующее:
- Угол может указываться в градусах дробью или в процентах. Выбор проводится в зависимости от области применения чертежа. Примером можно назвать то, что в машиностроительной области указывается значение градуса.
- В машиностроительной области в особую группу выделяют понятие нормальной конусности. Она варьирует в определенном диапазоне, может составлять 30, 45, 60, 75, 90, 120°. Подобные показатели свойственны большинству изделий, которые применяются при сборке различных механизмов. При этом выдержать подобные значения намного проще при применении токарного оборудования. Однако, при необходимости могут выдерживаться и неточные углы, все зависит от конкретного случая.
- При начертании основных размеров применяется чертежный шрифт. Он характеризуется довольно большим количеством особенностей, которые должны учитываться. Для правильного отображения используется табличная информация.
- Для начала указывается значок конусности от которого отводится стрелка и отображается величина. Особенности отображения во многом зависит от того, какой чертеж. В некоторых случаях наносится большое количество различных размеров, что существенно усложняет нанесение конусности. Именно поэтому предусмотрена возможность использования нескольких различных методов отображения подобной информации.
На чертеже рассматриваемый показатель обозначается в виде треугольника. При этом требуется цифровое значение, которое может рассчитываться при применении различных формул.