Важно!
К производству работ по сварке и контролю за ее проведением допускаются аттестованные сварщики и специалисты сварочного производства, прошедшие специальную подготовку и аттестацию с проверкой теоретических и практических навыков и имеющие удостоверение установленной формы.
Желательно, чтобы срок действия их квалификационных удостоверений перекрывал планируемый срок выполнения работ. Сведения о сварщиках и выполняемых ими работах должны ежедневно фиксироваться в журнале сварочных работ. Журнал сварочных работ является основным первичным производственным документом, отражающим технологическую последовательность, сроки, качество выполнения сварочных работ.
Электромуфтовая сварка, перед началом работ принимаются необходимые меры по защите людей от поражения электрическим током (защитное заземление, разделительные трансформаторы и другие мероприятия, предусмотренные Правилами устройства электроустановок). В случае проведения сварочных работ в темное время суток организуется местное освещение. Потребность в защитных палатках, защищающих место сварки от влаги и ветра, определяется в зависимости от климатических условий (во время дождя, снегопада, тумана и при ветре свыше 10 м/с). Автономный источник электроснабжения располагают на расстоянии в несколько метров с подветренной стороны.
Применяемое оборудование для сварки ПНД труб
Для выполнения соединения полиэтиленовых образцов предназначен специальный станок для сварки пнд труб, который может быть разной модификации. Выбор оборудования основывается на таких параметрах: толщина стенок, диаметр используемых труб. В результате это может быть:
- ручной сварочный инструмент;
- специализированный сварочный станок для трубопроводов большого диаметра;
- дополнительные устройства.
Ручной инструмент
Ручным сварочным инструментом возможна сварка труб пнд своими руками, но изделий малого диаметра. Любая модель инструмента предусмотрена для соединения изделий, диаметр которых соответствует установленному диапазону производителем.
Такие аппараты также подразделяются на две основные категории:
- станок сварочный ручной для выполнения сварки встык под давлением;
- сварочный инструмент ручной для сваривания изделий в раструб.
Устройства, предназначенные для раструбного соединения, производятся для образцов, диаметр которых находится в пределах 2-11 см. Они покрываются специализированным антипригарным составом. В комплектацию оборудования входят:
- монтажный инструмент;
- нагреватели, разные насадки;
- струбцина – подставка под прибор;
- металлический ящик, предназначенный для хранения комплектующих элементов аппарата.
Сварочные агрегаты, предназначенные для стыковой работы, применяются для изделий пнд, диаметр которых находится в пределах 2-30 см. Они имеют незначительную массу, достаточно удобны в применении (нагревательные платы меняются легко и быстро).
Сварочный инструмент для труб большого диаметра
Инструменты для сварки пластиковых труб, диаметр которых в пределах 30-40 см, называют сварочными машинами. При помощи таких аппаратов производится высококачественное соединение толстостенных полипропиленовых образцов большого диаметра.
Оборудование предназначено для выполнения следующих вариантов сварки:
- стыковая;
- электромуфтовая.
- в раструб.
Подразделение по принципу работы:
- с гидравлическим приводом;
- с механическим приводом;
- с программным управлением для стыковой сварки.
Несмотря на широкий выбор сварочного оборудования низкого давления для труб из полиэтилена, среди них есть и универсальные, которые применимы для трубопроводов любого диаметра. Аппараты подобного типа предоставляют возможность выполнять в кратчайшие сроки довольно большое количество соединений. Все модели сварочных инструментов для изделий из полиэтилена имеют приблизительно одинаковый комплект основных деталей.
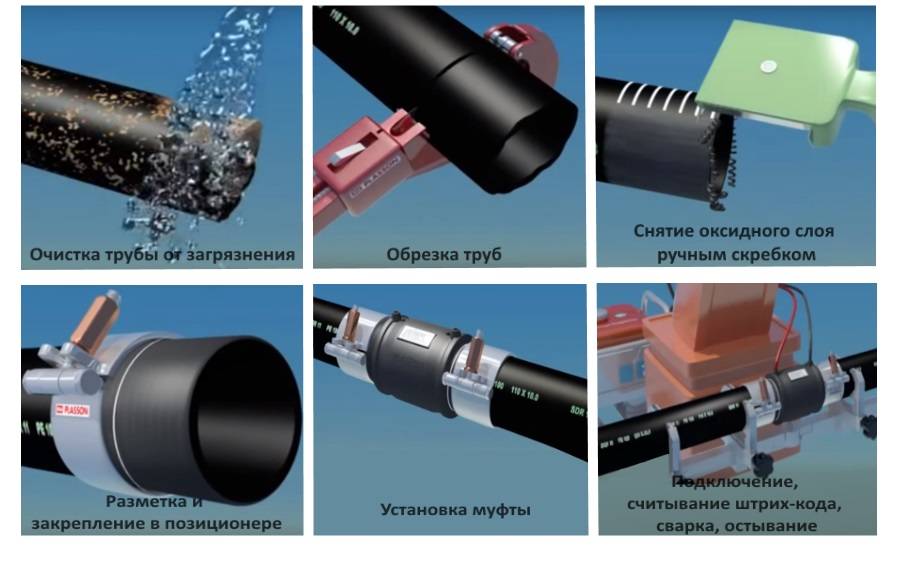
Электромуфтовая сварка. Последовательность проведения
Производство сварочных работ заключается в подготовительных операциях и собственно сварке труб и соединительных деталей. Подготовительные операции для сварки при помощи электромуфтовой сварки включают:
- подготовку и проверку работоспособности сварочного оборудования;
- подготовку места сварки и размещение сварочного оборудования;
- выбор необходимых параметров сварки;
- удаление оксидного слоя;
- закрепление и центровку труб и деталей в зажимах позиционера;
- протирку свариваемых поверхностей электросварных фитингов и труб.
Основными параметрами при сварке труб деталями с закладными электронагревателями являются напряжение, подаваемое на спираль детали (Uп), и временные параметры (tсв и tохл). Значения технологических параметров зависят от вида, сортамента и изготовителя электросварных фитингов и внесены в паспорт, сопровождающий деталь, выбиты на корпусе детали или записаны в виде штрих-кода на этикетке, приклеенной к ее наружной поверхности.
Перед сборкой и сваркой концы труб и при соедниительные части соединительных деталей тщательно очищают и протирают внутри и снаружи от всех загрязнений. Очистку производят сухими или увлажненными полотенцами (ветошью) с дальнейшей протиркой насухо. Если концы труб или деталей окажутся загрязненными смазкой, маслом или какими-либо другими жирами, их обезжиривают с помощью спирта, уайт-спирита, ацетона.
Детали с закладными электронагревателями извлекают из упаковки таким образом, чтобы пыль и грязь с упаковки не попала внутрь детали. Концы труб, подготавливаемых под сварку электросварных фитингов, проверяют, чтобы они были обрезаны ровно. Разрез трубы не под прямым углом к продольной оси может привести к тому, что нагревательный элемент частично не будет соприкасаться с трубой.
Способы соединения труб
Соединения труб ПНД бывает двух видов:
- неразъемные (соединение встык сварочным аппаратом и электромуфтовая сварка);
- разъемные (с помощью соединительных деталей).
Неразъемные соединения
применяются обычно на участках, где трубам предстоит работать в сфере высоких давлений. Соединения при помощи сварки подходят для всех ПНД труб диаметром более 50 миллиметров. Полученный в результате сварки шов прочнее самой трубы в несколько раз и обеспечивает абсолютную герметизацию стыка.
Сварка труб встык
Стыковая сварка труб пнд осуществляется при помощи специального аппарата. Суть такого соединения состоит в нагревании торцов труб специальным нагревательным элементом до вязкого состояния. Смягченные концы труб соединяют под давлением и оставляют остыть место соединения естественным способом. Предварительно концы труб обезжиривают и очищают от загрязнений.
Полученный сварочный шов должен быть ровным, высота его выступа – одинаковой. Только в этом случае он будет максимально прочен и надежен.

Сварка встык – основной способ соединения труб ПНД. При четком соблюдении технологии сварки получаются прочные и долговечные соединения
Сварка встык считается одним из самых популярных способов соединения трубопроводов, однако нельзя сбрасывать со счетов и второй, не менее эффективный способ – соединение при помощи электромуфт.
Электромуфтовая сварка
Для этого типа сварки используется фасонная муфта из полиэтилена. В нее вставлены электрические спирали и при прохождении электрического тока по ним муфта разогревается до нужной температуры и приваривается к трубам, прочно скрепляя их при застывании. Как и при стыковой сварке, перед началом работы концы труб тщательно очищают.










Технологию электромуфтовой сварки активно применяют в стесненных условиях – при создании врезок в ранее соединенные трубы, в колодцах, при ремонте и монтаже отводов и др.
Сварные соединения должны отвечать следующим требованиям:
- смещение свариваемых отрезков по отношению друг к другу не должно составлять более 10% от толщины стенки полимерной трубы;
- стыковой шов не должен располагаться ниже внешнего уровня поверхности трубы;
- качественный сварной шов имеет высоту валика не более 2,5 миллиметра на трубах с толщиной стенки до 5 миллиметров, а на толстостенных трубах, толщина стенок которых составляет 6-20 мм, его высота не должна быть больше 5 миллиметров.
Разъемные соединения
Такой вид соединения осуществляют на участках, где в будущем может потребоваться реконструкция или ремонт и появится необходимость в разборке. Это встречается в частном домовладении, когда нужно подсоединить трубу от источника водоснабжения к участку водопровода, ведущего к дому.
Бывают также ситуации, когда невозможно применить сварочный метод (нет необходимого оборудования или соединение нужно выполнять в воде). В таких случаях используется муфтовое соединение. Специально выпускаемые для труб ПНД муфты надежно скрепляют стыкуемые отрезки.
Разъемное соединение труб осуществляется двумя способами:
- раструбным соединением (с использованием эластичных уплотнительных прокладок);
- фланцевым и фитинговым соединением, для которого используются специальные крепежные элементы.
Для сборки монтируемых деталей нет необходимости в инструментах и приспособлениях, кроме специального ключа, при помощи которого откручивают и закручивают прижимные гайки на соединительных фитингах. Этот метод подходит для соединения труб небольшого диаметра (20-35 мм).

Применение компрессионных фитингов дает возможность производить соединение ПНД труб без использования сварочного аппарата — их монтаж осуществляется путем сборки элементов фитинга резьбовым способом
Достоинством компрессионных фитингов является возможность разборки при необходимости смонтированных деталей, причем делать это можно неоднократно и выполнить такую работу сможет даже человек без специальной подготовки. Кроме того, этот вид монтажа можно выполнять даже при весьма низких температурах, а наличие в продаже большого ассортимента соединяющих элементов различных диаметров позволяет собрать любые нужные разводки и разветвления в трубопроводе.
Процесс сварки
Аппарат для электромуфтовой сварки ПНД труб относится к универсальному виду оборудования. Надежность получаемого изделия обеспечивается плотным соединением деталей. Перед началом работы необходимо произвести подготовительные работы, заключающиеся в очистке торцов соединяемых труб и обеспечении их ровности. На торцы очищенных и обезжиренных труб следует одеть муфту и зафиксировать этот узел в позиционере. Одним из главных достоинств таких аппаратов является отсутствие необходимости предварительного прогрева.

Аппарат для сварки электросварных муфт ПНД надо подключить к электрической сети. Кабели следует подсоединить к нагревательному элементу муфты. Затем наступает время выбора необходимого режима сварки. После того, как устанавливается время и температура, аппарат можно запускать для осуществления сварочного процесса. Контроль осуществляется по виду получаемого шва и по индикаторам.
После окончания процесса необходимо произвести отключение кабелей от сети. Следует выждать некоторое время, чтобы полученный узел остыл. Это необходимо для стабилизации полученного соединения.
Инструкция: как сварить пластиковые трубы
Учиться сварке пластиковых трубопроводов враструб нужно на практике. Трубные заготовки и комплектующие для систем всегда покупают с запасом. Для приобретения навыков работы на оборудовании пластиковые элементы нарезают небольшими отрезками. Технологический процесс состоит из нескольких этапов, каждый из них рассмотрен отдельно.
Подготовка труб под сварку
Нарезают пластик на фрагменты в соответствии со схемой разводки. Кромки делают под прямым углом. Сначала делают разметку, затем врезаются в пластик. Только после этого резким усилием разрезают заготовку окончательно. Элементы раскладывают на чистой ровной поверхности в удобном для сварки порядке. Рядом размещают необходимые соединительные элементы: фитинги, отводы, тройники, муфты.
Каждый стык перед сваркой зачищают, чтобы не оставалось заусениц, обезжиривают. Трубы с фольгированным слоем обязательно фальцуют – слой металла полностью срезают в месте стыка.
Настройка сварочного аппарата
На паяльнике закрепляют насадки необходимого диаметра. Инструмент для сварки прочно устанавливают на ровной поверхности, чтобы он не качался. Регулятор нагрева переводят в нужное положение. Для сваривания пластиковых труб паяльник разогревают от +255 до 280°С вне зависимости от толщины трубопроводов. Меняется только время нагрева деталей при сварке, интервал выдержки соединения до затвердевания.
В комплекте со сварочным аппаратом идут насадки под трубы различного диаметра
Нагрев деталей
При сварке одновременно нагревают оба элемента: трубные заготовки снаружи (их вставляют в нагревательный элемент), фитинги – изнутри (их насаживают на нагреватель). Детали продвигают с умеренным усилием до упора – площадки утюга. От момента касания отсчитывается время нагрева, интервал зависит от диаметра трубной заготовки:
| Диаметр заготовки, мм | Время нагрева, сек | Глубина насадки, мм |
| 20 | 8 | 14 |
| 25 | 9 | 16 |
| 32 | 10 | 20 |
| 40 | 12 | 21 |
| 50 | 18 | 22,5 |
| 63 | 24 | 24 |
Время выдержки стыка от 4 до 8 секунд. Данные, приведенные в специальных таблицах сварки пропилена ориентировочные. Перед монтажом трубопровода время нагрева и выдержки устанавливают экспериментальным путем. Пластик должен разогреваться не на всю глубину стенки, чтобы не было внутренних наплывов. Опытные заготовки делают небольшими, чтобы просматривалась внутренняя поверхность раструбного соединения.
Соединение деталей
Разогретые на насадках полимерную трубу и фитинг нужно соединять быстро, с усилием, не допуская перекосов. Делают это одним движением, без проворачивания. Заготовки для сварки диаметром больше 50 мм (для системы водоотведения) соединяют с применением центровщика, вручную качественных соединений не получить. Заготовки удерживают в руках до затвердевания пластика. После этого образованный узел оставляют до полного охлаждения на 3-10 минут в зависимости от толщины заготовок.
Разогретые на насадках детали нужно соединять быстро, с усилием, не допуская перекосов
Зачистка
Напильником аккуратно снимают наружные наплывы полимера. Они не должны быть большие при правильном разогреве и сжатии. Внутренних наплывов на швах не должно быть, это брак. После монтажа водопровода нужно удостовериться в надежности швов. Воду в систему подают не раньше часа выдержки. Если обнаружена протечка, стык вырезают, на его месте делают новое фланцевое соединение.










Как выполнять работу
Необходимо следовать четко налаженной технологии и не отступать от нее, если в ваших планах – крепкий шов высокого качества. Точность действий очень важна. Не нужно отвлекаться на посторонние разговоры.
Первым делом стоит провести подготовительные работы. Для этого освободите трубы от грязи и мусора, сделав их гладкими. Торцы должна хорошо соединяться друг с другом и быть аккуратными.
В работе пригодятся обезжириватель и жесткая щетка. Зачистной агрегат легко освободит площадь от тонкого слоя стружки.
Последующие операции выполняются по таким принципам:
- Когда подготовительный этап окончен, на лобовую поверхность ПНД труб надевается муфта. При этом узел надежно закрепляется в контроллере.
- Агрегат для шарнира подсоединяют к электричеству, проверяя его исправность. После этого к выводам нагревателя подключают кабель.
- Определитесь с необходимым режимом. Выберите оптимальный температурный регламент и установите время процесса. Если все в порядке – запускайте прибор.
- Необходимо осуществлять поверку, проверяя сварочные индикаторы. Работник должен быть весь во внимании, чтобы ничего не упустить. Более опытные сварочники доводят свою работу до автоматизма. В этом им помогает специальный прибор, который «читает» все данные с муфтовых штрих-кодов. Устройство идет в комплекте с аппаратами для сварки.
- Заключительный этап – оценка идеальности шва, отсоединение кабеля от сети и постепенное снижение температуры узла. Финальным штрихом будет нанесение на механизм специального порядкового номера.
Способы соединения полиэтиленовых труб
При помощи разных способов получают разъемные и однородные соединения. Фланцевый применяется для монтажа ПНД большого диаметра с толстыми стенками, когда необходимо перейти к резьбовому соединению:
- с запорной арматурой;
- переходниками;
- клапанами,
- распределительными устройствами.
Другой способ получения разборного соединения – использование компрессионных фитингов. Обжимные резьбовые устройства используются при сборке водопроводных систем небольшого диаметра.
Высокотемпературные технологии основаны на методе диффузионного сцепления: пластик в месте соединения нагревается до температуры плавления. Сварка ПЭ труб широко применяется при монтаже водных сетей любого диаметра. Герметичное неразъемное соединение получают тремя способами:
- сваркой встык, когда торцы соединяют без использования дополнительных уплотнителей;
- в раструб, один конец делает чуть больше, получается кольцевое соединение двух поверхностей;
- с использованием электромуфт, они расплавляются в районе стыка, образуют диффузное соединение большой площади.
Стыковой метод
Сварка полиэтиленовых труб большого диаметра чаще делается стыковым методом. Концы располагают в специальных зажимных устройствах, выравнивающих трубы по направляющим. С помощью специальной пилы торцы выравниваются, плотно соединяются. Электронагреватель размягчает полиэтилен, когда он становится вязким, торцы сжимаются с определённым усилием, чтобы обеспечить герметичность.
Для сварки полиэтиленовых труб встык нужно специальное электрооборудование. Сварочный аппарат оснащен регулятором температуры нагрева пластика. Стыковой сваркой ПНД труб монтируют магистрали. Прочный шов не уменьшает гибкость водоводов.
Электромуфтовый способ
Высокотемпературное фитинговое соединение применяется там, где нет возможности соединить ПНД стыковым методом. Для электромуфтовой сварки труб ПНД нужен только переносной блок питания. Электромуфту подключают за клеммы, разогретый пластик плотно облегает стык
При муфтовом соединении важно не передержать провода на клеммах и оцентровать концы перед заправкой в нагревающийся фитинг, чтобы исключить перекос магистрали. Фитинги бывают с открытой и закрытой спиралью, различаются по диаметру и длине
Сварка враструб
Этот метод используется при монтаже ПНД небольшого диаметра, применим в домашних условиях. При раструбной сварке полиэтиленовых труб нужны фитинги, в которые будут вставлять концы. Соединение враструб удобно использовать, когда в системе много поворотов, тройниковых стыков. Монтаж осуществляется сварочным аппаратом – паяльником. Одновременно нагревается наружная поверхность трубы и внутренняя часть фитинга. Когда пластик достигает температуры пластичности, части соединяются с усилием, чтобы во время сварки сцепление происходило во всей нагретой поверхности
Важно соблюдать температурный режим, чтобы поверхность прогревалась только на определенную глубину
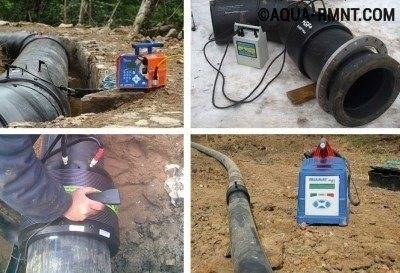
Конструкции электромуфтовых сварочных аппаратов
Рассмотрим их на примере отечественного устройства «Трасса-М», сертифицированного в России, и получившего за 10 лет применения довольно высокую оценку специалистов по стыковой сварке ПНД-труб. Аппарат включает в себя следующие узлы:
- Источник питания током мощностью 4,5 кВА (при максимальном сварочном токе 48 А).
- Стабилизатор питания с автоматом защиты.
- Считыватель для определения штрих-кода присоединяемого фитинга.
- Сварочный кабель с двумя сменными наконечниками.
- Графический дисплей.
Электромуфтовый сварочный аппарат «Трасса-М» работает от сети 220 В. Перед включением устройства при помощи считывателя определяются характеристики фитинга, после чего вручную, либо автоматически в память устройства вводятся значения входного напряжения, которое будет подаваться на муфту. Для этого используется не оптический карандаш, а бесконтактный сканер, что даёт некоторые эксплуатационные преимущества, и снижает требования к тщательности оценки.

Соединяемые части трубопроводов размещаются строго вертикально, причём зона сварки должна быть надёжно укрыта как от влаги, так и от прямых солнечных лучей. Подготовленная муфта устанавливается на зону стыка и позиционируется в нужном положении (при обнаруженных овальностях трубы применяются накладки). Предварительно внешние и внутренние образующие трубопровода очищаются специальным раствором и просушиваются салфеткой. Режим функционирования аппарата не подбирается оператором, а устанавливается автоматически. В зависимости от результатов работы считывающего устройства. Контрольными параметрами являются:
- время нагрева, с;
- время охлаждения, с;
- диаметр трубы в месте стыка и диапазон температуры внешнего воздуха (оказывает влияние на продолжительность процесса остывания ПНД).
При нагреве образуется равномерная структура материала, устраняются минимально остающиеся (до 0,1 мм) зазоры в соединении, а протяжённость нагревательного элемента достаточна для надёжной работы трубопровода в течении 10 лет и более. Цена аппарата – около 105 тыс. руб.










Из зарубежной техники аналогичного предназначения стоит отметить установку Pegasus (Пегас) от английской фирмы Candervale Technology. «Пегас» представляет собой полностью автоматизированный аппарат для электромуфтовой сварки – при подключении внешнего питания дисплей определяет все внешние условия, необходимые для сварки, после чего предлагает подключить внешние разъёмы на муфте к клеммам источника тока. Процесс считывания штрих-кода аналогичен таковому для «Трассы-М». Используемый ток (20…25 А) несколько ниже, чем у предыдущего устройства, что объясняется потребностью в более мягком и равномерном прогреве стенок трубы. Цена вопроса – около 155 тыс. руб.
Как следует из изложенного, аппараты для электромуфтовой сварки при нерегулярном использовании целесообразнее арендовать, чем приобретать. Тем более, что приобретение самих муфт – также достаточно дорогое удовольствие: от 250 руб. за муфту диаметром до 25 мм, до 15000 руб. за муфту диаметром от 430 мм.
Кольцевая пила по дереву. Подберём любой размер
Бадья для подачи бетона. Особенности конструкций
Стыковая сварка
Такой вид соединения применяется для труб, диаметр которых не менее 50 мм, а толщина стенок превышает 4,5 мм.

При правильно проведенной стыковой сварке в месте соединяемых торцов появляется «валик» из расплавленного пластика
Данный способ предполагает выполнение такой последовательности действий:
- начальный этап – проверка геометрии труб. Для обеспечения плотности прилегания торцов, кромки необходимо подровнять и зачистить;
- затем осуществляется крепление свариваемых концов ПНД труб с соблюдением соосности.
- после этого между торцами изделий заводится нагревательный элемент. При подаче напряжения он нагревается, что вызывает оплавление кромок труб;
- потом нагревательный элемент удаляется, а торцы прижимаются с применением усилия друг к другу, и под давлением выдерживаются до полного остывания. Выдавленный слой расплавленного полиэтилена, затвердевая, образует сварной шов.
Ниже приведена таблица времени, необходимого для стыковой сварки.
Таблица 1
| Диаметр трубы наружный, мм | Время нагревания, секунды | Время соединения, секунды | Время охлаждения, минуты |
| 75,0 | 30 | 10 | 8 |
| 63,0 | 24 | 8 | 6 |
| 50,0 | 18 | 6 | 4 |
| 40,0 | 12 | ||
| 32,0 | 8 | ||
| 25,0 | 7 | 4 | 2 |
| 20,0 | 7 | ||
| 16,0 | 5 |
Без наличия определённой квалификации успешно выполнить все эти операции стыковой сварки не удастся, так как делать их необходимо быстро и аккуратно с обязательным соблюдением всех технологических требований.