Способы согнуть профильную трубу своими руками

Как гнуть профильную трубу при помощи сварки
Трубные изделия квадратного или прямоугольного сечения, высота стенки которых 30 – 40 мм и более, с трудом поддаются сгибанию, особенно при малых радиусах. Чтобы сформировать своими руками из такого материала красивый отвод в 90 градусов, без болгарки и сварочного аппарата не обойтись.
Порядок действий:
- Сделать шаблон изгиба, по которому проще изготовить несколько одинаковых деталей;
- Вдоль трубы болгаркой сделать надсечки трех стенок, оставив одну цельной. Чем больше надсечек, тем округлей будет изгиб;
- Один конец профиля надежно зафиксировать;
- Применив усилие, взявшись за второй конец постепенно согнуть трубу по шаблону так, чтобы пропилы образовали вогнутую часть изгиба. Плоскость сгибания не должна нарушиться, можно применить киянку;
- Пропилы заварить, места сварки отшлифовать.

Как согнуть профильную трубу при помощи наполнителей
Наполнитель используется для получения равномерных изгибов без сплющиваний и складок (гофры на вогнутой части), заполняя внутреннее пространство он распределяет силу сжатия и растяжения по всей поверхности сгибаемого участка профиля. Самым испытанным наполнителем считается мелкий, сухой, хорошо просеянный песок.
Этот способ может сопровождаться нагреванием трубы паяльной лампой либо накаливанием на древесных углях, при нагревании металл приобретет пластичность, что облегчает гибку. Горячим способом гнут трубные изделия с высотой стенки от 30мм и более.
Трубопрокат с высотой стенки до 20мм гнется без нагревания, а при радиусе изгиба менее 50мм можно не применять наполнитель.
Порядок действий горячего способа:
- Отжечь участок сгиба заготовленной трубы;
- Изготовить деревянные заглушки в виде пирамид длиной в 10 оснований, которые в 2 раза больше просвета, на одной сделать 4 продольных паза для отвода газа во время нагревания;
- Заглушить один конец трубы, постепенно засыпать до краев просеянный и прокаленный песок, уплотняя его постукиванием. Заглушить второй конец чопом с пазами;
- Разметить участок нагревания мелом, зажать профиль, расположив шов не по вогнутой стороне касательно шаблона;
- Разогреть трубу докрасна, сгибать поступательными движениями в один подход (повторный разогрев не желателен) соблюдая плоскость сгиба по шаблону. Соблюдайте меры безопасности;
- После остывания заглушки выбить или выжечь.
С высотой стенки до 10мм смело гнем профильную трубу своими руками без нагревания и наполнителя. В остальных случаях вместо песка можно применить стальную пружину с плотными квадратными или прямоугольными витками. По величине она должна быть чуть меньше внутренних размеров трубы, так, чтобы плотно пройти к месту сгиба. Пружина также не даст образоваться нежелательным деформациям при холодном сгибании. Вытаскивают ее за привязанную к конечным виткам проволоку, выходящую наружу.
Как согнуть профильную трубу в домашних условиях на гибочной плите
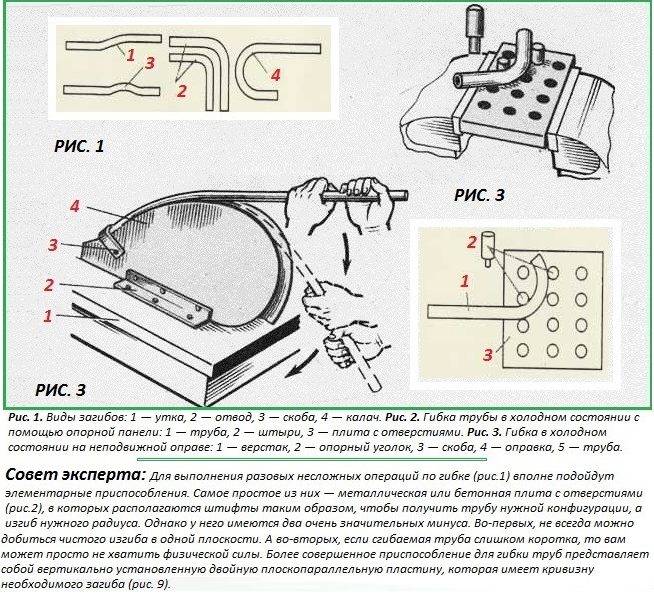
Это еще один вариант как согнуть профильную трубу без трубогиба, используя приспособления, изготовленные самостоятельно. К ним относятся горизонтальная металлическая или бетонная плита с отверстиями, стационарный плоский шаблон с элементом фиксации, верстак с оправкой. Данные конструкции хороши для холодной гибки тонких трубных изделий. Принцип действия прост: один конец профиля зажимается, а другой под действием силы прижимается, огибая приготовленную форму. Ручная гибка требует значительных усилий и не гарантирует точности.

Следует помнить, что стальной трубопрокат обладает пластическим моментом сопротивления (пружинящий эффект), поэтому изгиб приходится подгонять несколько раз под шаблон.
Как согнуть профильную трубу своими руками, так и привести ее в первоначальную форму, дело трудное. Чтобы все получилось, как задумано с первой попытки без специального станка не обойтись.
Сложности процесса
Весь металлический материал может быть частично или целиком изогнут. Процесс изворота проводят двумя способами:
- механическое воздействие;
- нагревание металла.

 Круглое изделие из металла имеет ориентировочно ровные показатели. Однако профильная труба имеет угол под 90°. Такой угол трубы мешает спокойному изгибу, в результате появляются различные складки, которые впоследствии могут лопнуть или сломаться.
Круглое изделие из металла имеет ориентировочно ровные показатели. Однако профильная труба имеет угол под 90°. Такой угол трубы мешает спокойному изгибу, в результате появляются различные складки, которые впоследствии могут лопнуть или сломаться.
Для того чтобы не портить металл, нужно четко знать, как согнуть профильную трубу в домашних условиях. Многие дачники, не зная чуткостей изгиба, тратят немало материала, который вследствие выбрасывается.
Секторная сварка
 Часто люди не знают, как согнуть трубу из нержавейки, так как нержавеющий материал имеет более прочный сплав, чем обычная сталь. Конечно, благодаря профессиональному оборудованию это сделать просто. Но как быть, если под рукой нет ничего, что может обеспечить достаточное механическое давление? Именно для этой цели выдумали секторную сварку.
Часто люди не знают, как согнуть трубу из нержавейки, так как нержавеющий материал имеет более прочный сплав, чем обычная сталь. Конечно, благодаря профессиональному оборудованию это сделать просто. Но как быть, если под рукой нет ничего, что может обеспечить достаточное механическое давление? Именно для этой цели выдумали секторную сварку.
Принцип ее в том, что профильное изделие надпиливается с одной стороны на равных расстояниях, после чего материал загибается в необходимом направлении и прорези завариваются сваркой
В таком случае важно знать, что профтруба чаще всего тонкостенная и когда прорези находятся рядом, ее очень легко прожечь
 Люди, имеющие малый опыт работы с инструментом, часто промахиваются в надпилах, делая их то чрезмерно частыми, то редкими. Чтобы удостовериться в правильности разметки, можно взять другой эластичный квадратный материал и использовать его как шаблон.
Люди, имеющие малый опыт работы с инструментом, часто промахиваются в надпилах, делая их то чрезмерно частыми, то редкими. Чтобы удостовериться в правильности разметки, можно взять другой эластичный квадратный материал и использовать его как шаблон.
Если иметь под рукой газовую горелку, то профильный материал можно изогнуть с помощью нагрева. Как только металл становится горячим, он легче подвергается искажению, что помогает избежать складки с внутренней стороны стенки. Если радиус изгиба небольшой, то можно обойтись обычным зажимом. Но если требуется более точный изгиб, потребуется направляющая стенка.
С помощью песка
Чтобы сделать изделие из гнутой профильной трубы, можно использовать песок. Конец материала плотно закрывается особой пластмассовой или медной втулкой. После этого в трубу засыпается мелкий песок
Важно, чтобы изделие было полностью забито песком. Поскольку пустое пространство внутри трубы теперь плотно забито, материал будет гораздо проще подвергаться механическому изгибу. Главное, изначально создать стандарт, по которому можно выгнуть и направлять изделие
Главное, изначально создать стандарт, по которому можно выгнуть и направлять изделие.
Изгиб на дереве
 Такой метод сравнительно часто используют, если диаметр трубы не превышает 15 мм. Чтобы сгибание прошло успешно, конец материала необходимо плотно закрепить. Но что делать, если руками материал не удержать, а других мест крепления попросту нигде нет? И на это мастера на все руки придумали метод крепления. Наверняка на всех дачных участках могут быть деревья. Именно дерево и может послужить не только прочным креплением, но и диаметром для изгиба профильной трубы.
Такой метод сравнительно часто используют, если диаметр трубы не превышает 15 мм. Чтобы сгибание прошло успешно, конец материала необходимо плотно закрепить. Но что делать, если руками материал не удержать, а других мест крепления попросту нигде нет? И на это мастера на все руки придумали метод крепления. Наверняка на всех дачных участках могут быть деревья. Именно дерево и может послужить не только прочным креплением, но и диаметром для изгиба профильной трубы.
Приспособления для гибки труб
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.
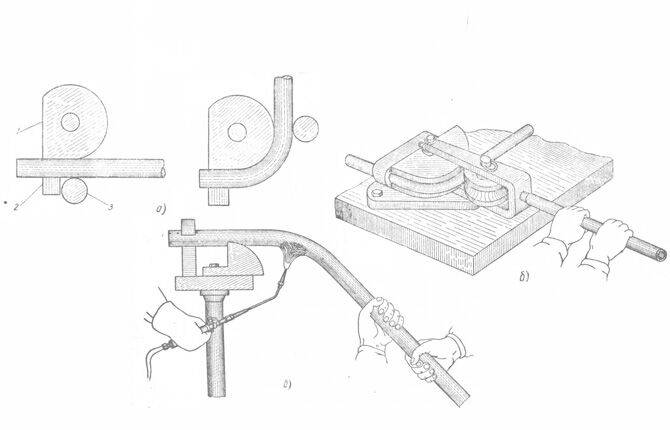
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
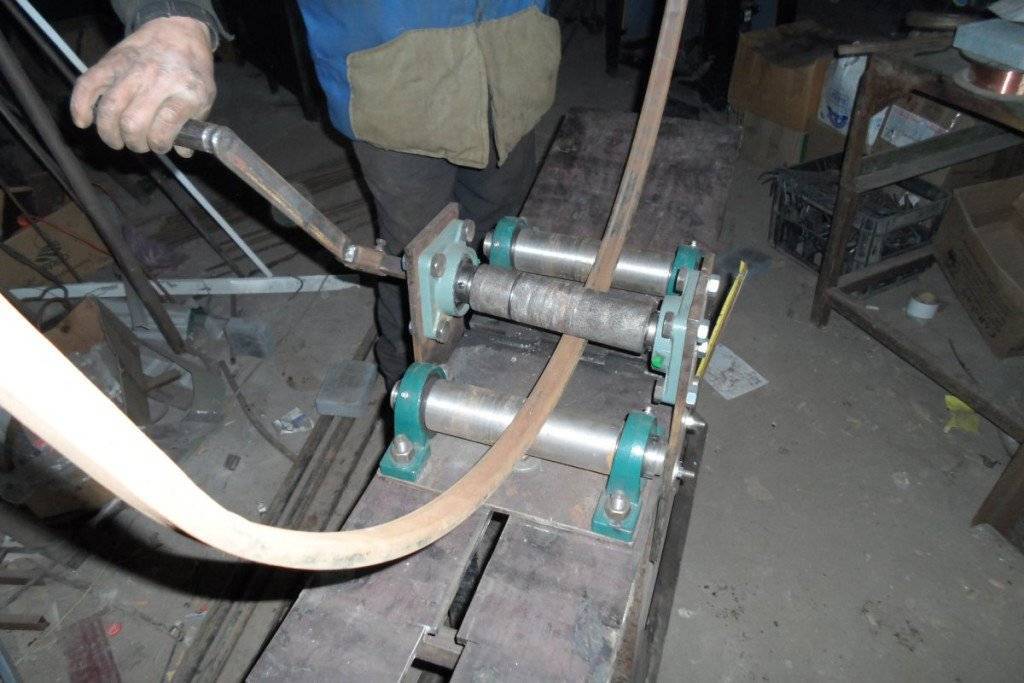
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.
Вариант, что называется, на скорую руку. Длинный рычаг этого крайне незамысловатого приспособления позволяет справиться с довольно толстыми трубами
Сделать разовый изгиб трубы помогут элементарные приспособления
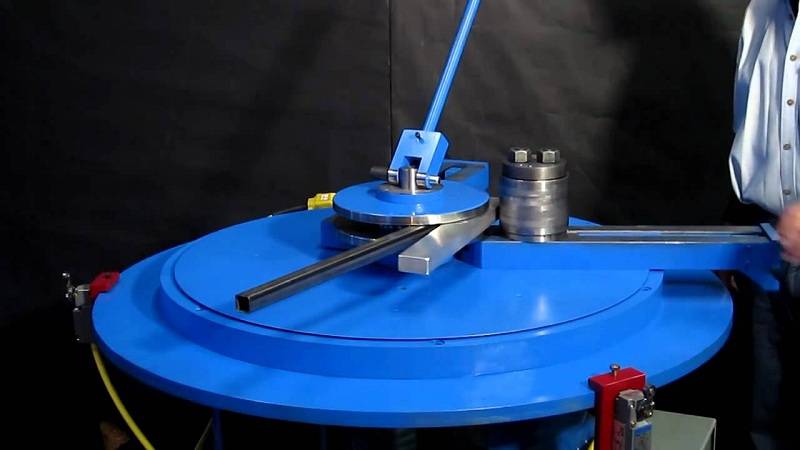
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.




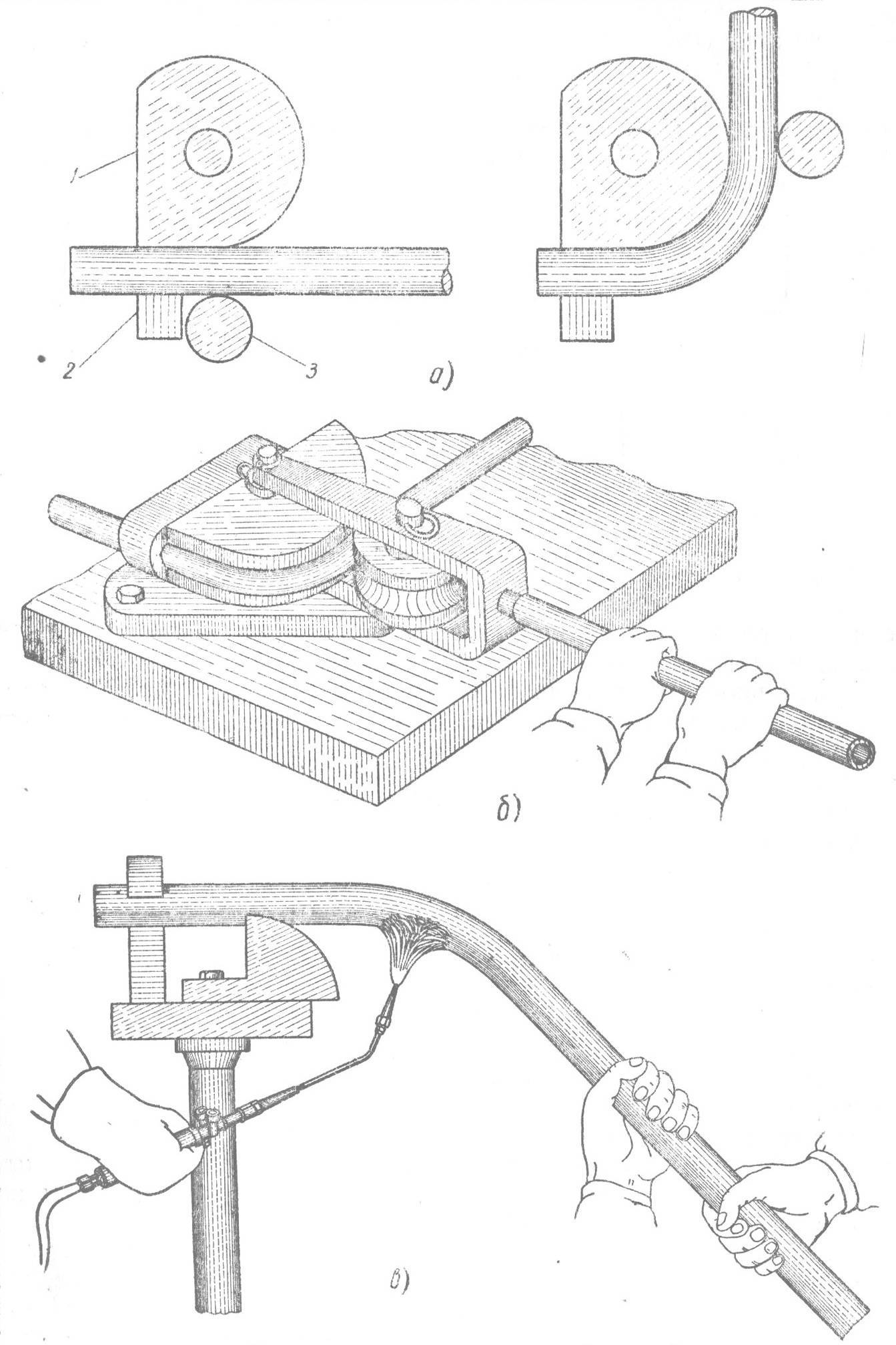



Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
Гибочная плита
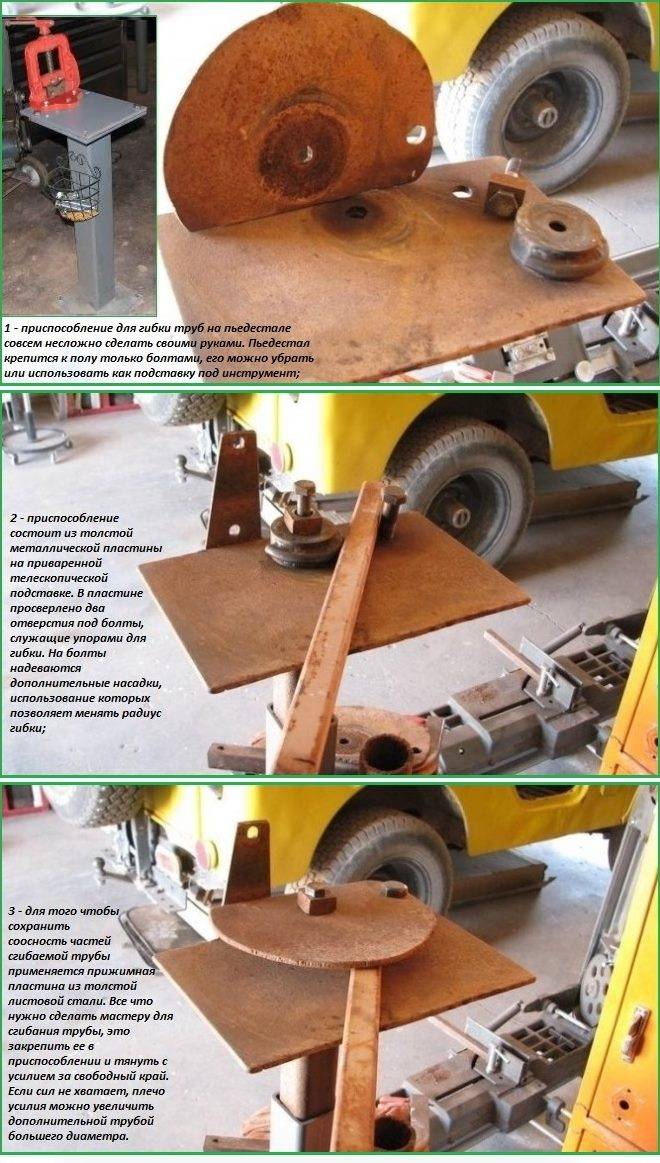
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.
Схема стенда для гибки профильных труб
Принцип изготовления несложного самодельного гибочного устройства
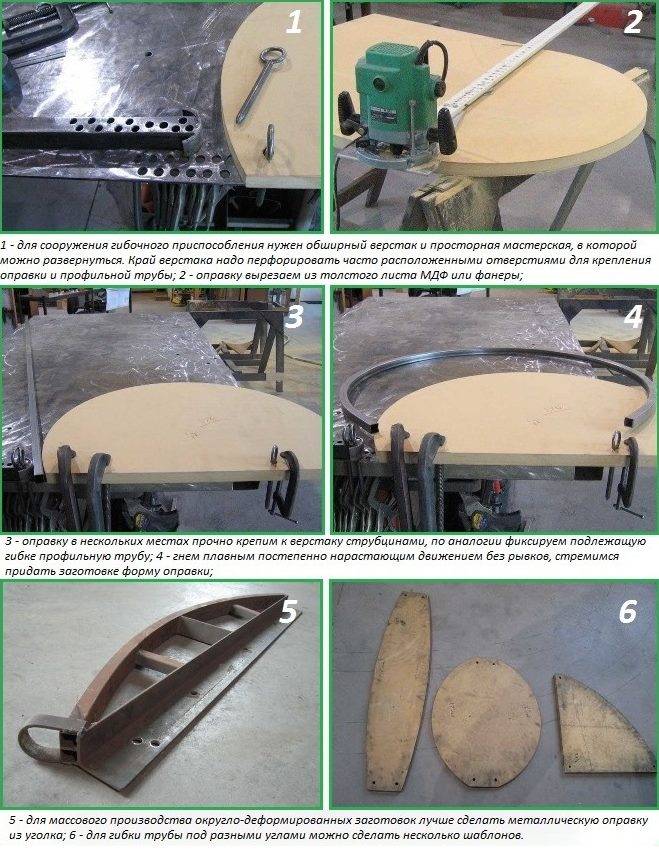
Гибка по оправке
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления. Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия. За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.
Сгибание профильной трубы при помощи оправки
Применение профилегиба
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.
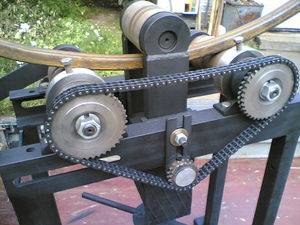
Один из многочисленных вариантов самодельного профилегиба
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля. Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.
В чем заключается сложность гибки профильного проката
Суть гибки металлического проката вне зависимости от формы его профиля состоит в том, что профильным трубам придается частичный или полный изгиб. Выполняют такую технологическую операцию двумя способами: воздействуя на изгибаемую трубу только давлением или дополнительно нагревая участок трубы, в области которого выполняется изгиб. В ходе выполнения изгиба на металлическую трубу одновременно действуют две силы:
- сила сжатия (с внутренней части изгиба);
- сила растяжения (с внешней части изгибаемого участка).
Именно воздействие таких разнонаправленных сил вызывает сложности, характерные для процесса гибки любых профильных труб.
- Сегменты материала трубы, которая в процессе гибки изменяет свою форму, могут утратить соосность своего расположения, что приводит к тому, что отдельные участки трубы будут располагаться в разных плоскостях;
- Стенка профтрубы, расположенная с внешней стороны изгиба и подвергаемая растяжению, может не выдержать нагрузки и лопнуть.
- Внутренняя стенка трубы, подвергаемая сжатию, может покрыться складками, которые напоминают гофру.

Технические характеристики профильных трукб
Чтобы такого не произошло, необходимо учитывать не только характеристики материала трубы, но и ее геометрические параметры – размеры сечения, толщину стенок, радиус, на который необходимо выполнить изгиб. Знание перечисленного позволит выбрать подходящую технологию и согнуть профтрубу правильно, не смяв ее и не получив гофрированную поверхность.
Как согнуть алюминиевую трубу
Сгибая прямую алюминиевую трубу под любым углом, мы тем самым деформируем структуру металла. Происходит сжимание внутреннего слоя профиля, и растягивание внешнего. Для алюминия характерна довольно низкая степень плотности, поэтому в результате сгибания данные изделия травмируются довольно незначительно. Что касается легированного алюминия, то по причине большей плотности процедура сгибания изготовленных из него труб отличается большей сложностью.
Благодаря гибкости алюминиевые трубы хорошо подходят для изготовления самых замысловатых конструкций, при сохранении их сечения и целостности. Сгибать такие изделия можно ручным способом, для чего применяются нехитрые механизмы или специализированные приспособления. Заготовка при этом может разогреваться или оставаться холодной. Обычно на этот фактор влияет размер, вид и структура сгибаемой трубы, толщина ее стенок и сложность выбранной конфигурации.
Гибка алюминиевых труб в одной плоскости может иметь вид отвода, скобы, утки и калача. Заготовки, имеющие два сгиба в 135 градусов, называются уткой, три сгиба – скобой (параметр центрального угла – 90 градусов, крайнего – 135 градусов). Изгиб в виде полуокружности называется калачом, а сгиб в 45-135 градусов – отводом.
Осуществляя сгибание, важно придерживаться следующих рекомендаций:
- При наличии у алюминиевой трубы сварного шва во время сгибания он не должен попасть ни на вогнутую, ни на выпуклую линию изгиба, перпендикулярно деформируемой поверхности.
- На изделиях диаметром 15-20 мм при выборе величины радиуса сгиба за ориентир берется показатель наружного диаметра, который удваивают.
- Заготовки, обладающие диаметром более 25 мм, оснащаются радиусом сгиба, равной величине наружного диаметра, умноженного на 3.
Вне зависимости от выбранного варианта гибки, главная задача — не допустить, чтобы в процессе гибки появились какие-то дефекты
Решая задачу, как согнуть алюминиевую трубу в домашних условиях, важно понимать, что в этом случае все зависит от правильности выбора способа и инструмента, а также соблюдении правил безопасности
Советы и рекомендации
Придание профильным трубам формы арки является сложным процессом, требующим наличия навыков обращения с бытовыми инструментами и металлом.
При изготовлении арок следует придерживаться таких правил:
- Работать легче и удобнее с короткими заготовками. Перед изгибом детали целесообразно разрезать на отрезки длиной 1,5-2 метра. Последующая сварка не ослабит прочность готовой арки.
- Нагрев металла следует производить медленно, чтобы не допустить неравномерного прогрева и деформации. Образовавшуюся окалину необходимо сразу счищать, так как она вызывает коррозию.
- Стальной прокат нельзя подвергать воздействию температуры выше + 800 ºС. Такое воздействие приводит к разрушению кристаллической решетки металла. Профиль становится мягким или хрупким.
- Все действия по изгибанию следует выполнять медленно, постепенно увеличивая нагрузку.
Возможные осложнения в ходе работы
Собственно изгибание такой трубы представляет собой процесс придания элементу изогнуто-плавной конфигурации. Сделать это можно только под давлением, поскольку деталь имеет высокую прочность. Чтобы уменьшить необходимую для изгиба силу давления, можно использовать нагрев изгибаемого фрагмента.
Несмотря на кажущуюся простоту операции, в результате гибки не всегда получаются элементы нужной конфигурации. Довольно часто возникают проблемы. К числу самых распространенных осложнений относят три.
Первое заключается в том, что внутренняя сторона профиля складывается своеобразными складками, которые напоминают гофру. В правильном варианте она равномерно сокращается.
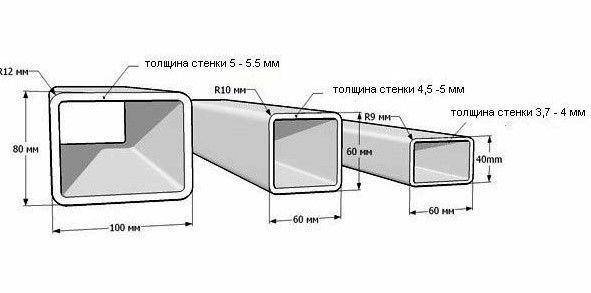
 Промышленность выпускает множество разновидностей профильной трубы. Они различаются формой сечения, высотой профиля, толщиной стенки
Промышленность выпускает множество разновидностей профильной трубы. Они различаются формой сечения, высотой профиля, толщиной стенки
Вторая сложность – разрыв наружной стенки профильной трубы. В ходе гибки она растягивается. Иногда металл не выдерживает силового воздействия и лопается. Третья проблема в том, что труба, изменяя свою форму, способна утратить соосность элементов.
Это означает, что ее фрагменты в изогнутом состоянии будут лежать в разных плоскостях. А это недопустимо. Практика показывает, что все сложности происходят по причине ошибочного выбора способа гибки.
Чтобы выбрать его правильно, нужно учесть пластические возможности профильной трубы. Они определяются размерами и формой сечения, а так же толщиной стенок изделия. Исходя из этих величин, можно рассчитать минимально возможный радиус закругления. Пытаться выполнять закругление меньшего радиуса настоятельно не рекомендуется.
Чтобы определить минимальный радиус, нам потребуется высота сечения. Она рассчитывается следующим образом. Замеряется высота профиля, из нее вычитается удвоенная толщина стенки изделия.
Полученное число будет искомой высотой, обозначим ее h. Для труб с сечением в форме прямоугольника и квадрата действует следующее правило. Если высота профиля выше 20 мм, деталь выдерживает изгиб на участке, минимальная длина которого составляет hх3,5.










Изделия с профилем ниже 20 мм можно сгибать на участке длиной от hх2,5 и больше. Это правило справедливо для всех труб. Однако толщина стенки детали тоже влияет на ограничения в гибке.
Чем она тоньше, тем выше вероятность появления разрыва или смятия детали. Специалисты настоятельно не рекомендуют пытаться гнуть широкие изделия толщина стенок которых менее 2 мм. В этом случае оптимально воспользоваться сварочным аппаратом.
В процессе изгибания профильной трубы очень важно выполнять все действия правильно и аккуратно, иначе деталь может утратить соосность или смяться. Использовать такую трубу нельзя
Еще один момент, о котором нужно знать
Трубы из низколегированных и углеродистых сплавов очень упруги и после сгибания могут как-бы «пружинить», пытаясь принять прежнюю форму
Еще один момент, о котором нужно знать. Трубы из низколегированных и углеродистых сплавов очень упруги и после сгибания могут как-бы «пружинить», пытаясь принять прежнюю форму.
Это предполагает дополнительную работу с изделием, поскольку его придется заново подгонять по заранее изготовленному шаблону. Поэтому рекомендуется выяснить значение пластического момента сопротивления данной профильной трубы и проводить изгибание с учетом этого показателя. Чем он меньше, тем меньше деталь будет «пружинить».
Сгибаем металлопластиковые трубы
Стоит отметить, что при изгибе металлопластиковых труб по неаккуратности можно повредить изделие. Диаметр трубы уменьшается. Существует самый простой способ сгибания трубы в домашних условиях. Нужно заполнить полость трубы песком до отказа, а потом зафиксировать его высыпание с боков заглушками. Самый лучший вариант использовать небольшой деревянный черенок. Нужно очень аккуратно вставлять его в трубу, чтобы не повредить ее.

Далее вся работа выполняется вручную. Если металл мягкий, то изделие можно согнуть в руках. Но если труба довольно жесткая, то можно вставить ее в закопанную трубу большего диаметра и по средствам рычага постепенно выполнять изгиб. Зимой можно прибегнуть к другому способу. Заливается в трубу вода, и ожидают, пока та замерзнет. Далее можно гнуть изделие. Когда изгиб будет выполнен, то лед размораживается и вода вытекает.
Для того чтобы изгибать металлические трубы, то без газовой горелки или паяльной лампы не обойтись. Перед тем как гнуть трубу, нужно наполнить ее песком. Далее один конец крепится в тисках. Начинаем нагревать изделие. Если труба стальная, то ее красный цвет при нагревании является знаком того, что трубу можно изгибать. Алюминий не покраснеет. Потому проверяем степень нагревания с помощью листа бумаги. Если он начнет дымить, значит греть больше трубу не нужно. Чтобы не обжечься, необходимо работать в перчатках.
Совсем иная ситуация складывается с оцинкованными трубами. Для того чтобы согнуть их, запрещается использовать лампу или другой инструмент для прогревания.
Если труба имеет квадратное сечение, то ее можно сгибать без нагревания. Достаточно заполнить ее песком или заморозить водой. Дополнительно используется резиновая киянка. Труба устанавливается на опору краями, а после киянкой выполняется нужная степень изгиба. В том случае, когда изгибается труба большого диаметра, можно нагреть ее в месте изгиба.
При этом нужно оставить прежнюю форму трубы. Здесь используется прочная пружина. Ее помещают в трубу на место изгиба, предварительно привязав пружину веревкой, чтобы потом можно было легко вытащить с трубы. Теперь можно начинать сгибать изделие.
Металлопластиковые трубы нужно сгибать во многих местах при оборудовании теплого пола. Это необходимо для того, чтобы максимально заполнить трубами пространство на полу. Конечно же, можно сгибать трубы вручную, но не более чем на 15 градусов на каждые два сантиметра. Но для того чтобы достичь большего изгиба, нужно заполнить трубу проволокой, которая не даст изделию сломаться в месте изгиба.
Чаще всего металлопластиковые трубы находятся на виду. Это значит, что их вид должен быть эстетичным. Изгиб получится ровным тогда, когда в трубу засыпать песок, закрыть ее края заглушками. Один конец вставляется в тиски, в месте изгиба выполняется нагревание. После можно плавно гнуть изделие.
Как влияет форма и технические характеристики профтрубы на выбор способа изгиба
Профильные трубы не бывают круглыми, они прямоугольные, овальные или квадратные. Для изготовления теплиц около дачного дома рекомендовано брать квадратные или прямоугольные модели, у них плоские стенки, на них проще крепить покрытие.

Модельный ряд профилей огромен. Они имеют различные геометрические параметры. К основным относятся — размер поперечного сечения и толщина стен. Важна пластичность, от этого показателя зависит возможный радиус изгиба. Стоит отметить, что у нагретой профильной трубы повышается пластичность, тем самым изогнуть её легче.
Есть два технологических способа:
- «холодный» — без воздействия температурой;
- «горячий» — участок предварительно нагревается.
Кроме того, трубопровод из низколигерованного и углеродистого материала имеет повышенную упругость, и он может «отпружинить» при згибе, поэтому для изготовления теплиц не используется. Не рекомендованы профильные трубы диаметр, у которых 2 мм, так как у них низкий показатель прочности в месте загиба.
Строгих нормативов для выбора методики гибки квадратных труб нет, есть лишь для овальных. По данным нормам применяется «горячая» технология к трубопроводу от 100 мм, но эти стандарты не распространяются на профильные изделия.
Рекомендовано провести пробную гибку в домашних условиях — один конец профтрубы надо зажать в тиски, а на второй одеть трубку большего диаметра. Данное «плечо» необходимо подтянуть, выгибая заготовку — гнётся легко, тогда можно не проводить подогрев. Каким из этих способов загнуть профтрубу в домашних условиях — решать вам.
Способы гибки по виду материала труб, для:
- металлопрокатных — сварной, с подрезкой болгаркой;
- стальных — с нагреванием;
- пластиковых или алюминиевых — любой вариант, так как материал мягкий.
Квадратный металлопрокат отличается показателем сечения и размером стенок. Эти факторы влияют на угол сгиба.
Инженерных нюансов в вопросе существует большое множество. Но для домашней работы их все знать не обязательно
Важно лишь обратить внимание на следующие аспекты
- Тонкие изделия с сечением до 20 мм без трубогиба необходимо сгибать в зоне, которая в 2,5 раза длиннее, чем высота самой трубы.
- Толстый металлопрокат можно согнуть в зоне, которая в три раза длиннее, чем сечение. Если этот момент проигнорировать, то металл трескается снаружи или деформируется изнутри.
- Сгибание квадратный трубы опасно в одном отношении: возникновении перелома по месту выполнения операции, в результате которого деталь отправляется в окончательный брак.
- Ограничивающим условием являются следующее соотношение – минимальный радиус не должен быть меньше двух с половиной размеров по сечению сгиба. Например, для изделия толщиной 40 мм минимальный внутренний радиус составит 40 х 2,5 = 100 мм.
До того, как согнуть стальную профильную трубу следует помнить еще одно правило.

Изделие после воздействия стремиться вернуть первоначальную форму. По этой причине лучше выполнить изгиб немного больше, чем необходимо по схеме. Если согнуть заготовку немножко больше, то в конечном итоге закругление получиться таким, как требует схема.
Все эти условности перед тем, как начать работы, необходимо обязательно учитывать, иначе наедятся на качественный результат бесполезно.
Приспособления для гибки труб
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.








- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.

Вариант, что называется, на скорую руку. Длинный рычаг этого крайне незамысловатого приспособления позволяет справиться с довольно толстыми трубами
Сделать разовый изгиб трубы помогут элементарные приспособления
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.

Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
Гибочная плита
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.
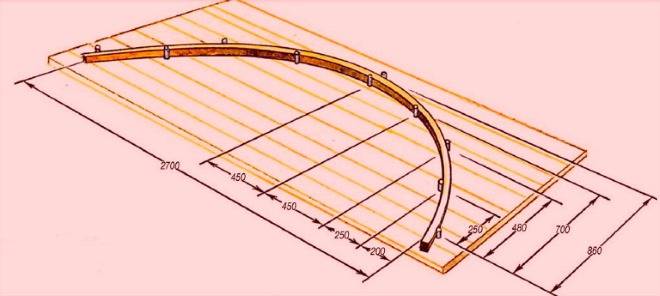
Схема стенда для гибки профильных труб
Принцип изготовления несложного самодельного гибочного устройства
Гибка по оправке
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления. Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия. За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.

Сгибание профильной трубы при помощи оправки
Применение профилегиба
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.

Один из многочисленных вариантов самодельного профилегиба
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля. Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.