

Виды делительных головок
Как дополнительное оборудование, для работ по металлу с профильными деталями, фрезерная головка может быть установлена на фрезерном станке любого типа (горизонтальном, вертикальном, универсальном).
Разделяются такие устройства по нескольким видам:
- простая;
- универсальная;
- оптическая.
к меню
Простая делительная головка
Применяется в случае, когда возникает необходимость деления окружности, по которой вращается обрабатываемая деталь. Такого типа приспособления имеют делительный диск (лимб), который закреплен на шпинделе самой головки и имеет отверстия или шлицевые деления, количеством 12, 24, 30, для фиксации защелки.
Простая делительная головка для фрезерного станка
Диски, которые имеют 12 отверстий (делений) позволяют разделить один оборот детали вокруг своей оси на 2, 3, 4, 6, 12 одинаковых частей. Наличие 24-х меток позволяет сделать такое же деление в следующем порядке — 2, 3, 4, 6, 12, 24 части. Диск, имеющий 30 отверстий, делит круг вращения детали на 2, 3, 5, 6, 15, 30 частей.
В простой делительной головке шпиндель поворачивается с помощью червячной передачи. Червячное колесо, которое насажено на шпиндель, выполняет функции делительного диска с тремя рядами отверстий. При вращении рукоятки, которая находится на одном валу с червяком, происходит изменение положения шпинделя.
Использование червячной передачи позволяет получать плавное вращение, при котором задача попасть штифтом в нежное отверстие на диске значительно облегчается.
Такое устройство позволяет проводить деление, без каких либо дополнительных механизмов, простым поворотом диска. Этот метод деления называют непосредственным. Для выполнения более широких функций, простая головка может и не подойти, поэтому существует другой вариант — универсальный.
к меню
Универсальная делительная головка
Используется в случае необходимости установки обрабатываемой детали под определенным углом относительно плоскости рабочего стола. При этом возможен поворот детали на требуемый угол вокруг ее собственной оси вращения. Примером использования в работе с профильными деталями может быть нарезание винтовых канавок на цилиндрической заготовке.
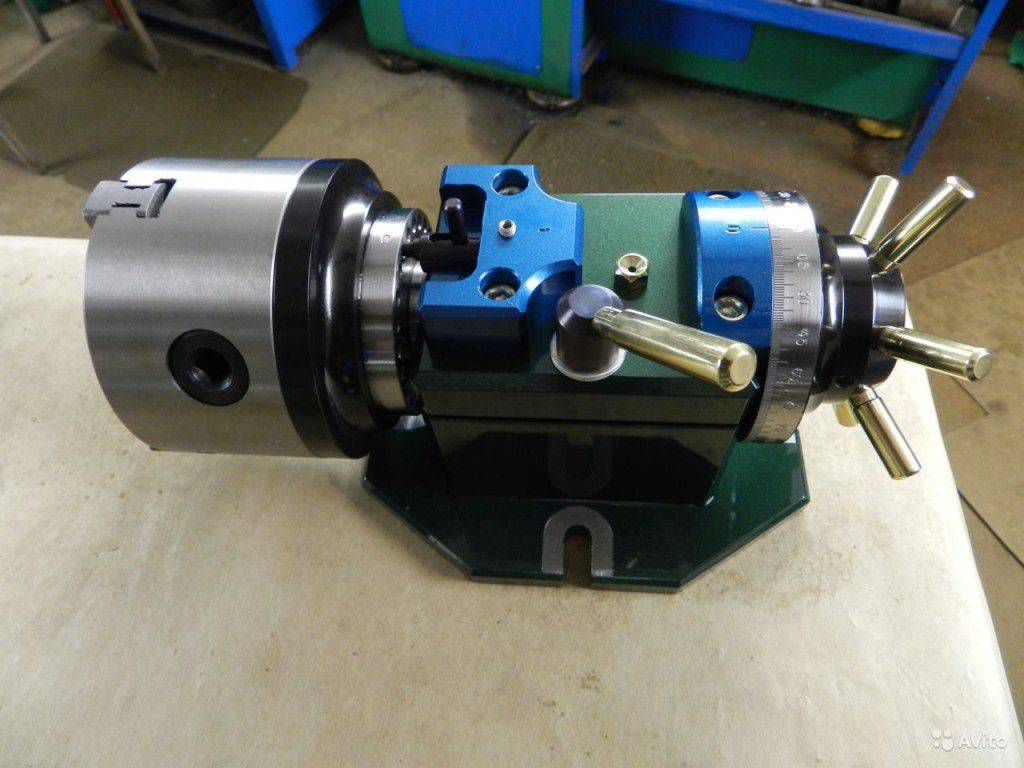
Универсальная делительная головка BS-0
Универсальная головка позволяет выполнять фрезерные работы по металлу с получением следующих форм:
- квадрата;
- шестиугольника;
- многогранника;
- равномерно расположенных по окружности зубьев;
- других форм (в зависимости от разметки на лимбе).
На фрезерном станке с использованием УДГ можно выполнять следующие операции:
- установку заготовки под заданным углом к рабочему столу;
- поворот заготовки вокруг собственной оси на заданный угол;
- постоянное вращение детали при нарезке винтовых канавок или зубьев;
- периодическое вращение заготовки на определенные доли круга вращения.
к меню
Универсальная делительная головка (видео)
https://youtube.com/watch?v=RyiyIhKHna0
к меню
data-ad-client=»ca-pub-8514915293567855″ data-ad-slot=»5929285318″>
Это интересно: Электроконтактный манометр — схема подключения, типы, принцип работы
Конструкция делительной головки УДГ-Д-160
У делительных головок УДГ-160 делительные диски для простого и дифференциального метода деления выполнены двусторонними с глухими отверстиями: на одной стороне диска имеются окружности с числами отверстий 16, 17, 19, 21, 23, 29, 30 и 31, а на другой стороне — 33, 37, 39, 41, 43, 47, 49 и 54.
Делительный диск для непосредственного деления выполнен градуированным с ценой деления 1°. Установленный на корпусе головки нониус позволяет производить отсчет угла поворота шпинделя с точностью до 5′.
К делительным головке УДГ-160 прилагаются гитара и сменные зубчатые колеса с числами зубьев: 25, 30, 35, 40 50, 55, 60, 70, 80, 90 и 100.
Для обработки элементов деталей, расположенных на конических поверхностях, например при фрезеровании впадин для образования зубьев конических колес, зенкеров, зенковок и т. п., корпус поворачивается вокруг горизонтальной оси в вертикальной плоскости на заданный угол относительно основания головки.
Делительные головки обычно выпускаются для установки на левом конце рабочего стола. Однако отечественные станкостроительные заводы выпускают делительные головки, рассчитанные на установку с правой стороны стола.
Делительная головка УДГ-Д-160 имеет чугунное основание 16 со стяжными дугами 17, на котором установлен корпус 18. Ослабив гайки 19 (рис. 3), можно поворачивать корпус на определенный угол. Отсчет угла поворота производится по шкале и нониусу 20 (см. рис. 2).
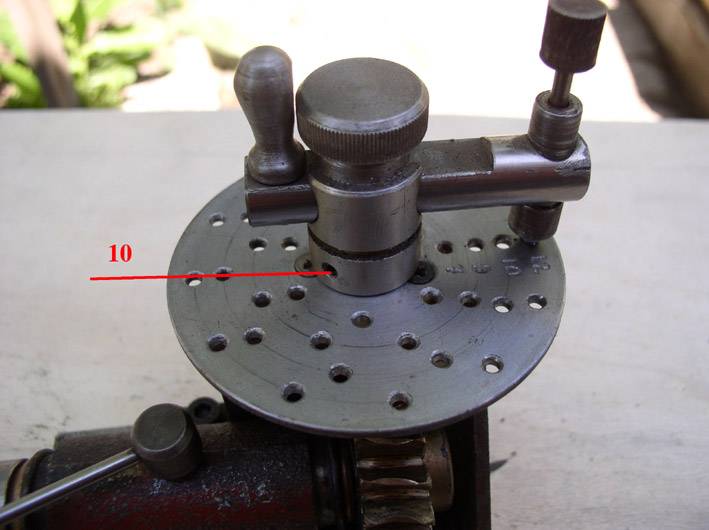
На опорной плоскости основания делительной головки имеются две точно пригнанных параллельно шпинделю шпонки, которые служат для установки головки в пазу стола фрезерного станка. В корпусе расположен шпиндель со сквозным отверстием. Концы шпинделя расточены на конус Морзе. На одном конце устанавливается центр 21, на другом — оправка 13 (см. рис. 1) для дифференциального деления. Передний конец шпинделя имеет резьбу и центрирующий поясок 22 (см. рис. 2) для установки и крепления фланца с самоцентрирующим патроном или поводка. На буртике шпинделя установлен лимб 9 непосредственного деления, имеющий двадцать четыре отверстия.
На шпинделе, в средней его части, сидит червячное колесо с круговой выточкой на торце, в которую входит конец зажима 23, смонтированного в корпусе 18. Червячное колесо получает вращение от червяка, расположенного в эксцентрической втулке. Червяк может быть введен в зацепление или выведен из него поворотом эксцентрической втулки с помощью рукоятки 24 (см. рис. 3) с сектором 25.
Делительный диск посажен на вал, смонтированный в подшипниках скольжения в крышке 26 (см. рис. 2). Крышка фиксируется на корпусе 18 центрирующей расточкой и крепится неподвижно к основанию.
На валу делительного диска установлены коническая и цилиндрическая шестерни, а также приводная планка, имеющая рукоятку с фиксатором, перемещающуюся по требуемому ряду отверстий на делительном диске. К делительному диску с помощью пружины прижат раздвижной сектор 27, состоящий из линеек 28 и зажимного винта 29, с помощью которого линейки устанавливаются под требуемым углом. Пружинная шайба предотвращает самопроизвольный поворот сектора.
Вал 30 механического привода от станка смонтирован в подшипниках скольжения и расположен во втулке 31 с фланцем. Втулка крепится к крышке 26. На конце вала расположена коническая шестерня, которая находится в постоянном зацеплении с конической шестерней, сидящей на валу делительного диска. Делительный диск фиксируется в требуемом положении стопором 7.
Задняя бабка
Задняя бабка служит для поддержания второго конца обрабатываемой детали при установке ее в центрах или патроне делительной головки. Центр бабки можно перемещать в горизонтальном и вертикальном направлениях. В основании 32 расположен корпус 33, который штифтом соединен с рейкой. Вращением головки зубчатого вала корпус можно поднимать, опускать и поворачивать относительно оси штифта. В требуемом положении задняя бабка крепится на столе станка с помощью болтов и гаек.









Перемещение пиноли 34 с полуцентром 35 осуществляется вращением маховичка 36, укрепленного на винте.
На опорной плоскости основания имеются две направляющие шпонки, выверенные относительно оси пиноли; шпонки обеспечивают совпадение центров делительной головки и задней бабки при установке их на стол станка.
Люнет
Люнет является дополнительной опорой при обработке длинных и тонких деталей. В его корпусе 37 расположен винт, перемещающийся с помощью гайки 38. Винт имеет призматическую головку 39, с помощью стопорного винта 40 головку можно закреплять на требуемой высоте.
Самодельная делительная головка для токарного станка – Станки, сварка, металлообработка
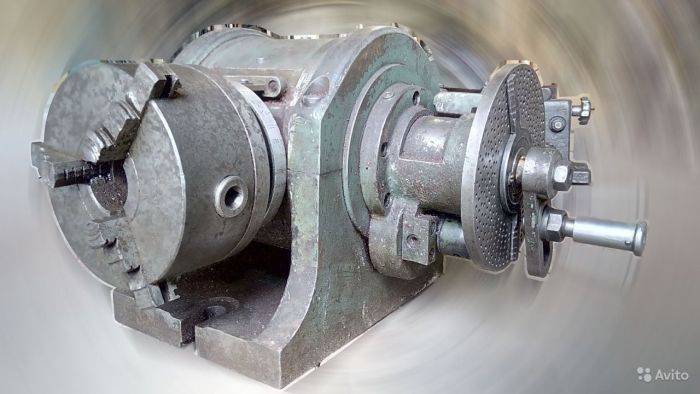
Делительная головка универсального типа (УДГ) служит для обработки металлических заготовок на фрезерном станке.
Данный элемент позволяет провести несколько видов операций по отделке изделий с учетом особенностей их конфигурации, применяется для производства сложных деталей. Как правило, оборудование комплектуется этим устройством в штатном исполнении.
В противном случае потребуется правильно подобрать модель согласно характеристикам имеющегося токарного приспособления.
Особенности
Универсальная делительная головка служит для увеличения скорости работ. При этом она не должна подвергаться постоянной переустановке.
Изменение позиции по отношении к фрезе выполняется путем постановки устройства в нужное положение. Особо внимательно к этому процессу необходимо относиться при формировании канавок винтового типа.
Перед покупкой делительной головки следует обязательно проверить ее совместимость с имеющимся станком. Любые самодельные вмешательства в конструкцию и непрофессиональные переделки могут негативно отразиться на итоговом качестве продукции.
Конструкция и применение делительных головок для фрезерных станков
Существует ряд специальных приспособлений, которые помогают или же сами закрепляют заготовки. К таким приспособлениям относятся и фрезерные головки.
А все эти действия совершаются на шлицефрезерном станке, закрепленном на столе.
Именно такое приспособление позволяет говорить о том, что они не только имеют какую-то укрепляющую функцию, но, прежде всего, помогают расширить все возможности такого станка, делая работа на нем более практичной и удобной.
Так в чем же заключается назначение делительной головки для фрезерных станков? Такие головки необходимы для того, чтобы не только закреплять саму заготовку, но еще и помогать поворачивать ее, чтобы осуществлять непрерывное вращение для обработки какой-то детали. Но вот такие головки могут быть разной конструкции и, соответственно, они могут быть разделены или на равные части, или на неравные. Но это зависит от того, что именно обрабатывается: сверла, развертки.
Использование фрезерных головок
Делительная головка, позволяющая станку совершать повороты заготовки на разные углы, хорошо выполняет фрезеровку канавок, которые могут быть и прямолинейные, и конические, и цилиндрические. Если же устройство правильно настроить для работы, то тогда по всей окружности необходимой заготовки канавки будет размещаться так, как вам это нужно.
Такие головки можно найти чаще всего на станках, которые называются горизонтально-фрезерными, но при условии, что этого потребует сам заказчик. А вот на универсальных фрезерных станках такая деталь обязательна, иначе работать такое оборудование просто не сможет.
Виды делительных головок
Чтобы работоспособность фрезерных станков была высокой, очень часто на большом производстве применяют такие делительные головки, как многошпиндельные. Но существуют и другие деления такой обязательной детали для изготовления и обработки заготовки.
Виды делительных головок:
- Простые.
- Универсальные.
- Оптические.
Немного охарактеризуем каждый из этих видов. Итак, простые являются самым простейшим видом по своей конструкции. Управляться с такой делительной частью очень просто, она не требует никаких других особых знаний и умений. С такой головой сможет работать даже человек, который лишь только начинает свою работу на фрезерном оборудовании.
Характеристика простой делительной головки
Обычно такая просто часть хорошо подходит для того, чтобы производить и обрабатывать те заготовки, которые необходимо выпустить в больших количествах и в краткие сроки.
Элементы делительной части:
- Шпиндель.
- Лимб.
- Трехкулачковый патрон.
Теперь кратко о назначении каждого элемента, которые применяется во фрезерном станке. Конец шпинделя помогает закреплять ту деталь, которая будет подвергаться обработке. На шпинделе крепится и лимб.
Все мастера фрезерного дела знают, что лимб — это делительный диск, который позволяет головки делить заготовку на определенное количество частей, которые будут равными. Но можно постараться и изменить это значение так, чтобы происходило деление уже на неравные промежутки.
Угловые головки с быстросъемными оправками
Различный угол наклона рабочего инструмента к оси шпинделя станка — 30°, 45°, 60°, 90°. Возможность поворота оправки на 360°. Для контроля угла поворота имеется удобная шкала. Стандартные конусы BT-40, BT-50. Возможно исполнение с конусом IT-40, IT-50. Возможна поставка стопора в комплекте. Максимальная скорость вращения — 2000 об/мин. Для угловых головок NIKKEN выпускает следующие быстросменные оправки (на фото слева направо): оправка для сверления, оправка для нарезания резьбы, оправка для дисковых фрез, оправка для торцевого фрезерования (составная фреза диаметром 50, 60 или 80 мм), цанговая фрезерная оправка. А также оправки для сменных составных фрез, переходник на конус морзе и переходник на сверлильный патрон.
ТПК, он же ЛУАЗ 967
22 октября 2012, 22:06
Идея снабдить токарный станок средствами точного позиционирования шпинделя не новА — на многих промышленных станках есть градусная шкала шпинделя, в интернете попадались конструкции, в которых на хвостовик шпинделя крепился делительный диск, превращая шпиндель в делительную головку прямого деления. Но при этом еще нужен тормоз шпинделя, да такой чтобы не сдвигал шпиндель при затяжке. Но неужели нет способа лучше? Вот например на шпинделе уже есть шестерня привода гитары (45 зубов), причем металлическая — а нельзя ли ее использовать как червячное колесо? Хм. а почему бы и нет?! А что у шестерни зубы прямые — так можно наклонить ось червяка!
Вспоминаем, что такое модуль зуба шестерни, и считаем шаг винта для него — получаем для модуля 1 шаг равен Пи, или
3.14мм. Указываем этот шаг в Программе расчета шестерен. Оказывается, с имеющимся набором шестерен гитары можно нарезать шаг 3.1429, что от требуемого отличается всего лишь на 0.04%, отлично!
Пять минут — и в руках готовый червяк. Примериваем к аналогичной шестерне:
Вроде неплохо. Теперь макетируем расположение оси на станке, меряем полученные размеры и углы, и делаем чертеж кронштейна. Из чертежа выходит что для удобия изготовления его лучше делать из нескольких частей. в процессе изготовления деталей еще пару раз переделываем чертеж, и наконец-то он приобретает окончательный вид, и уже готово некоторое количество простых деталей по нему. Тут возникает один тонкий момент — ось должна быть наклонена на 11 градусов «на себя» относительно оси станка, и на 10 градусов вправо, а как это сделать на токарнике? Оказывается легко — достаточно повернуть на нужные углы одновременно малый продольный суппорт и фрезерный стол, закрепив на последнем деталь.
Потом делаются остальные детали, и все собирается для первой примерки.
C неким волнением конструкция примеривается к станку.
И наконец-то становится понятно — идея здравая, конструкция жить будет!
Остается просверлить в алюминиевом корпусе гитары отверстие под винтик фиксатора, да изготовить делительный диск. Для диска была куплена и принесена в жертву новая алюминиевая сковородка. из нее лобзиком выпиливается средняя часть максимально обрабатываемого на станке размера, затем обтачивается.









В автокаде строится разметка, наклеивается на заготовку диска, и на сверлильном станочке для печатных плат твердосплавным центровым сверлом сверлятся отверстия прямо сквозь бумагу. Почему центровым? Во-первых его не уводит на входе как обычное, а во-вторых оно работает также и ограничителем глубины сверления, так что отверстия получились не сквозными, а значит появился бонус — у диска можно использовать и ВТОРУЮ сторону!
Всего на этой стороне 961 дырка. Немало, однако. одна сверлится секунды за 3-4, из них 2-3 на прицеливание и одна собственно на сверление. Можно было бы уложиться за час с хвостиком, но после пары сотен просверленных дырок перегревается моторчик сверлилки, да и пальцы к этому времени уже немеют, так что процесс растянулся на несколько дней. Так что сверление второй стороны, на которой будут простые числа от 71 до 113, а также высокие степени малых чисел — 64, 81 и 125 — решено отложить на потом.
Затем зажимаем диск скобами, и растачиваем центральное отверстие.
Для предотвращения ошибочного пуска мотора станка при включеной делилке установлен микровыключатель, замыкающий цепь питания мотора только когда червяк вышел из зацепления с шестерней.
И вот наконец конструкция занимает свое законное место:
У защитного кожуха приходится срезать верхнюю часть по ширине 30мм, чтобы его можно было надеть даже с установленной делилкой, и изготовить кронштейн для правого болта — его отверстие перекрывается делилкой.
PS. В процессе нарезки червяка пострадала мелкая шестерня трензеля, оказавшись пластиковой. Поэтому первым делом на новой делилке была изготовлена ее замена, уже бронзовая и с посадкой на подшипник. А заодно — и вторая шестерня трензеля
Но с трензелем неожиданно получилось как в той шутке — «чем дальше в лес, тем толще партизаны», хотя это уже совсем другая история.
Дополнение. Для удобства работы с делилкой сделана программа.
Пример 2
Для того чтобы отфрезеровать на части детали 3 равные грани её обычно закрепляют в патроне делительной головки. При необходимости деталь можно поджать центром задней бабки. И, конечно же, перед началом работы проводят необходимый расчёт.
В данном случае если характеристика делительной головки равна сорока, то нужно её значение разделить на три. В результате операции деления получится тринадцать целых оборотов и ещё одна треть. У полученной дроби знаменатель указывает на число отверстий делительного круга. Но так как диска с тремя отверстиями нет, то надо подобрать круг на диске, значение которого будет кратно трём. Таким параметрам соответствуют круги 21, 30, 33, 39, 54. За основу выберем число отверстий, которое будет наиболее удобно, например 21. Далее расширяем дробь одну третью до семи двадцать первых.
| n = | 40Z | = | 403 | = 13 | 13 | = 13 | 1 × 73 × 7 | = 13 | 721 |
Результатом вычислений получится дробь тринадцать целых семь двадцать первых, иначе говоря, рукоятку нужно повернуть 13 раз и ещё отсчитать 7 отверстий от начальной точки на круге с 21 отверстием.

Виды делительной головки
Учитывая специфику применения, следует детально ознакомиться с типами и общей классификацией делительных головок. Они являются обязательными для универсальных фрезерных станков. Комплектация горизонтально-фрезерных выполняется только при надобности выполнения сложных работ.
Прежде всего необходимо определиться с типов проводимых работ на станке
Особое внимание уделяется точности их реализации. Следующим параметром является сложность и точность настройки оборудования для эксплуатации. В зависимости от этих факторов можно выбрать модели с высокой точностью, и допустимыми показателями погрешности
В некоторых случаях подобное устройство делают самостоятельно
В зависимости от этих факторов можно выбрать модели с высокой точностью, и допустимыми показателями погрешности. В некоторых случаях подобное устройство делают самостоятельно.
Существует следующая классификация фрезерных делительных головок:
- простые. Особенностью является несложная настойка и легкость управления. Основным компонентом является шпиндель, на который с одной стороны крепится заготовка, а вторая соединена со специальным диском (лимбом). На поверхности последнего нанесены отверстия (от 2-х до 24-х). С их помощью происходите смещение детали относительно оси фрезерования;
- комбинированные. Управление происходит с помощью рукоятки. Чем больше число нажатий – тем значительнее удаление центральной оси заготовки от режущего инструмента. Применяется для изготовления сложных деталей;
- универсальные. Представляют собой сложный технологический комплекс, настройка которого выполняется как с помощью числа переключения рукояти, так и при движении самого диска. Это осуществляется системой зубчатых колес. Этот тип ДГ называют дифференциальными.
- УДГ. Это обозначение устройства – Универсальная Делительная Головка;
- 40 – значение передаточного числа. Оно показывает, за какое количество оборотов ручки шпиндель развернется на 360°;
- Д250 – максимально допустимый размер обрабатываемой заготовки.
Модели класса УДГ чаще всего применяются для формирования сложных кромок и поверхностей. Они изготавливаются по индивидуальному заказу или являются компонентами универсальных фрезерных станков.
Редко встречающиеся оптические виды имеют маркировку ОДГ-5, где 5 – цена одного деления в секундах.
Делительные головки своими руками
Существенно повысить функциональность фрезерного станка можно при использовании специальной оснастки, которую называют делительной головкой.
Она используется при производстве сложных деталей, так как позволяет проводить поворот заготовки на определенный градус, который устанавливается оператором станка.
При покупке токарного или фрезерного станка можно рассчитывать на то, что в комплекте есть оснастка. В некоторых случаях можно сделать ее своими руками.
Самодельная делительная головка
Предназначение оснастки
Для того чтобы получить сложную форму зачастую нужно провести смещение заготовки относительно оси станка на определенный угол. Именно делительная головка может применяться для решения поставленных задач. Стоит отметить, что она может стать отдельной частью фрезерного или токарного станка, так и его составляющей.
Крепление проходит на станине токарного или другого станка. Крепление к станине может проходить несколькими способами, что зависит от типа насадки.
Положение подвижного элемента оснастки для токарного станка, устанавливается при помощи нескольких рукояток и диска.
Диски имеют определенные отверстия, которые позволяют сохранить положение инструмента, применяемого для установки угла.
Рассматриваемая оснастка для токарного оборудования используется для решения нижеприведенных задач:
- Используется фрезерный станок для получения канавок на поверхности детали. Для контроля глубины и ширины устанавливаются параметры, которые выдерживаются при обработке большой партии.
- На деталях проводится формирование граней. При создании гаек нестандартного размера, хвостовиков и различных инструментов нужно проводить использование делительной головкой, которая позволяет устанавливать размеры, угол и другие параметры с высокой точностью.
- Шлицы и пазы также довольно часто фрезеруются на поверхности. Зачастую для этого проводится смещение заготовки на определенный угол. При этом отметим, что делительная головка позволяет достигать размеров высокой точности.
Вышеприведенные моменты определяют то, что рассматриваемая оснастка зачастую просто незаменима. Сделать ее можно самостоятельно для фрезерного и токарного оборудования.









Можно ли сделать своими руками?
Стоимость рассматриваемого устройства промышленного образца достаточно велика, что связано с использованием дорогих материалов и современного оборудования при производстве.
Сделать делительную головку можно и своими руками, для чего следует учесть несколько моментов. Для выполнения несложной работы многие решают сделать поворотный механизм своими руками.
Для создания рассматриваемого элемента нужны следующие компоненты:
для начала требуется червячный редуктор. Зачастую его забирают со старого технического оборудования, а также выточить самостоятельно. Червячный редуктор является важным элементом конструкции
Поэтому нужно обратить внимание на качество конструкции. Наличие даже малейших дефектов недопустимо; также понадобится токарный патрон и лимб. Оптимальный диаметр токарного патрона составляет 65 миллиметров
Их можно взять из чертежного кульмана; для того чтобы ограничить ход обработки устанавливается стопорящий винт
Оптимальный диаметр токарного патрона составляет 65 миллиметров. Их можно взять из чертежного кульмана; для того чтобы ограничить ход обработки устанавливается стопорящий винт.
Сама конструкция имеет достаточно много особенностей, которые следует учесть при изготовлении своими руками.
Существует определенная классификация системы смещения заготовки на определенный угол:
- Простые – довольно просто создать этот вариант исполнения, он прост в настройке и использовании. Основными элементами можно назвать шпиндель, на котором крепится заготовка, а вторым лимб, который имеет на поверхности несколько отверстий. Конструкция проста и надежна, но не может использоваться при получении сверхточных деталей.
- Комбинированные – управление выполняется с помощью рукоятки. Число нажатий оказывает то, что насколько заготовка отклоняется от центральной оси. Комбинированный вариант исполнения применяется при производстве сложного устройства.
- Универсальный – это устройство представляет сложный технологический комплекс, для управления которым используется рукоятка и делительный диск. Конструкция имеет несколько систем зубчатых колес. В некоторых случаях этот ДГ называют дифференциальным.
Особенности конструкции
Делительная головка, которая создается для фрезерного станка – станочное приспособление горизонтального типа, которое может использоваться также и на координатно-расточных станков. Предназначение этого устройства заключается в периодическом повороте заготовки. При этом можно выделить нижеприведенные моменты:
- поворот может выполнятся на равный или неравный угол. Этот показатель устанавливается с высокой точностью;
- используется делительная головка для нарезания зубьев, впадин между зубьями, фрезерования многогранников, канавок и других элементов;
- использовать этот элемент можно для того, чтобы существенно увеличить возможности фрезерного станка. Без специального инструмента нельзя провести деление с высокой точностью;
- крепление заготовок проводится в патроне. Если длина заготовки достаточно большая, то крепление проводится при использовании задней бабки. Следует учитывать необходимость правильного позиционирования заготовки с малой вероятностью отклонения от начальной базы.
Это устройство используется на протяжении последних нескольких лет.





