

Основные характеристики и маркировка
Основным параметром оснастки является её передаточное отношение, величина обратная передаточному отношению червячной пары в конструкции. В обозначении устройства указывается его тип, передаточное число и максимальный диаметр обрабатываемой заготовки. Так, УДГ-40-Д320 означает: универсальная головка с передаточным отношением 40 и максимальным диаметром обрабатываемого изделия 320 мм. Часто используется и упрощенное обозначение без передаточного числа, например УДГ-320.
Основными параметрами головки являются:
- Максимальный диаметр заготовки.
- Высота центров оснастки.
- Угол поворота шпинделя от горизонтальной позиции вниз и вверх от линии центров.
- Передаточное число пары, определяет количество оборотов рукояти при настройке для полного оборота диска.
- Наибольшая нагрузка.
- Габаритные размеры.
Также следует учесть диаметр монтажного фланца для подсоединения к шпинделю станка, номер конуса Морзе крепления в шпиндельном отверстии и другие паспортные данные.
Для обеспечения требуемой точности обработки обратите внимание на указанные в паспорте устройства параметры:
- радиального биения конуса шпинделя (у основания и на расстоянии 300 мм от передней части);
- биения по диаметру;
- отклонение оси опорной поверхности от прямого угла и т. д.
Почему делают своими руками?
При рассмотрении самодельного варианта исполнения следует учесть нижеприведенные моменты:
- Устройство имеет малую стоимость благодаря использованию элементов б/у.
- Все работы можно выполнить самостоятельно без использования услуг квалифицированного специалиста.
- Надежность устройства может зависеть от многого. При выполнении работы следует контролировать качество сборки на каждом этапе
- Использовать самодельный вариант исполнения можно только при производстве малого количества деталей, точность которых меньше.
- Ремонтопригодность можно назвать достоинством устройства.
К недостаткам можно отнести то, что конструкция не позволяет получать детали высокого качество и точности размеров.
В заключение отметим, что стоимость промышленного варианта исполнения достаточно велика, но и служит он гораздо дольше, чем самодельная оснастка. Только при наличии определенного опыта можно провести создание самодельной делительной головки.
Как пользоваться?
При непосредственном способе деления:
- Червячная пара выводится из зацепления рукоятью управления.
- Освобождается фиксатор остановки лимба.
- Шпиндель поворачивается на угол, отсчитанный по нониусу лимба, и фиксируется.
При простом способе деления:
- Делительный диск фиксируется в одном положении.
- Установкой рукоятки фиксатора в отверстие на делительном диске,
- Устройство перемещается на расчётный угол.
Дифференциальный способ деления:
- Шпиндель выставляется в горизонтальное положение.
- Проверяется плавность поворота шестерней.
- Отключается стопор диска.
- Дальнейшие действия как в простом способе деления.
Виды и использование делительных головок для фрезерного станка
Делительная фреза – это добавочное снабжение, увеличивающее возможности станка при обращении с металлом. Во-первых, она используется для создания разных инструментов. Используют ее, при деятельности с деталями автомобилей — звезды, зубчатые колеса.
Применение данного агрегата даёт возможность нарезать пазы на обособленных плоскостях, обделывать края, создавать грани у метизов, и прочие техоперации. При исполнении деятельности на фрезерном станке применяется вертикальная фреза с аналогичным размещением шпинделя.
Функции
Делительная голова, создаваемая для устройства – агрегат горизонтального вида, может применяться для расточно-координатных агрегатов. Цель этого агрегата в циклическом вращении детали. Возможно описать следующие моменты:
Вращение совершается на одинаковый или неодинаковый угол. Этот показатель ставится с большой точностью.
Применяется делительная голова для резки зубьев, порезки канавок, многоугольников и прочих объектов.
Применять данный элемент возможно, чтобы значительно сделать больше функции станка. Без специализированного инструмента невозможно произвести деление с большой точностью.
Фиксирование заготовок производится в патроне. Когда длина довольно большая, то фиксирование производится применением задней бабы
Необходимо принять во внимание корректное позиционирование заготовки с небольшой вероятностью погрешности от изначальной нормы. Данный агрегат применяется в течение следующих лет.
Классификация снабжения, применяемого для монтажа угла
Процесс может состояться при применении приведенных ниже видов устройства:
- универсальные способы выполнения;
- упрощенные конструкции;
- оптический вид, который применяется для исполнения особенно точной деятельности.
Приведенную выше классификацию необходимо принять во внимание при обсуждении конструкций, которые увеличивают функции станка. Часто деление происходит данным агрегатом, универсальные способы выполнения применяются достаточно часто
Деление с помощью фрезы производится различными способами, среди которых заметим:
- Непосредственное производится без использования промежуточного устройства. Для этого применяется агрегат с обычным оптическим делением.
- Пользуются простым достаточно часто, при нём применяется иммобилизированный диск. Данный способ нарезки производится применяя УДГ, что увеличивает сферу использования.
- Комбинированное производится с применением головки.
- Дифференциальный способ производится на обычных делительных головах, у которых добавочный комплекс заменных колес.
- Дискретный способ воплощается оптическими и универсальными головами, у которых связь кинематического свойства меж рукояткой и шпинделем продольной подачи станка.
План простого деления
Эти методы в отношении устройства, на котором создаётся обсуждаемое снабжение.
План дифделения:
План на нарезку винтовых канавок:
Виды головок
Как добавочные агрегаты, для деятельности с элементами, фрезу поставят на станке какого-либо вида (горизонтальный, вертикальный, обычный).
Делят их на такие типы:
- Обычная.
- Многофункциональная.
- Зрительная.
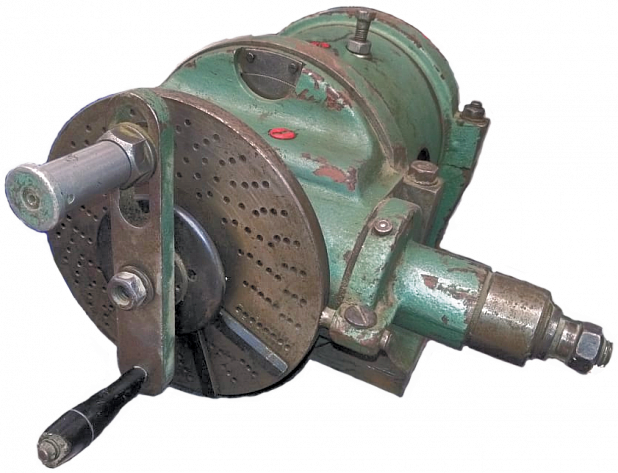
Обычная
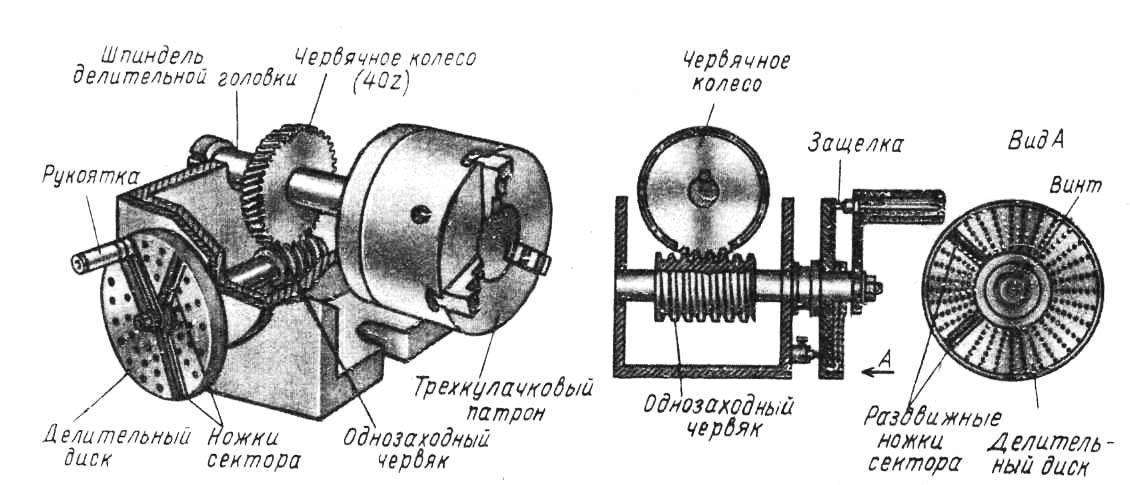
Обычная применяется в ситуации, если появляется потребность деления окружности, вокруг неё крутится обрабатываемая особенность. У этих агрегатов имеется диск с разметкой (лимб), фиксируемый на шпинделе непосредственно головки и есть деления шлицов или отверстия числом 12, 24, 30, для фиксирования защёлки.
Диски, где 12 отверстий дают возможность поделить одно вращение детали около собственной оси на 2,3,4,6,12 равных элементов. Имеющиеся 24 метки дают возможность выполнить аналогичное деление — 2,3,4,6,12,24 элемента. Диск, который имеет 30 отверстий, разделяет оборот детали на 2,3,5,6,15,30 элементов.
Сделанные собственноручно, под некоторые потребности в деятельности, у дисков прочие характеристики по свойствам деления, включая и на неодинаковые части.
В обычной головке шпиндель оборачивается при помощи червячного механизма. Червячное колесо, насаженное на шпиндель, исполняет задачу диска деления с 3 частями. При обороте ручки, расположенной на едином валу с червяком, изменяется позиция шпинделя.

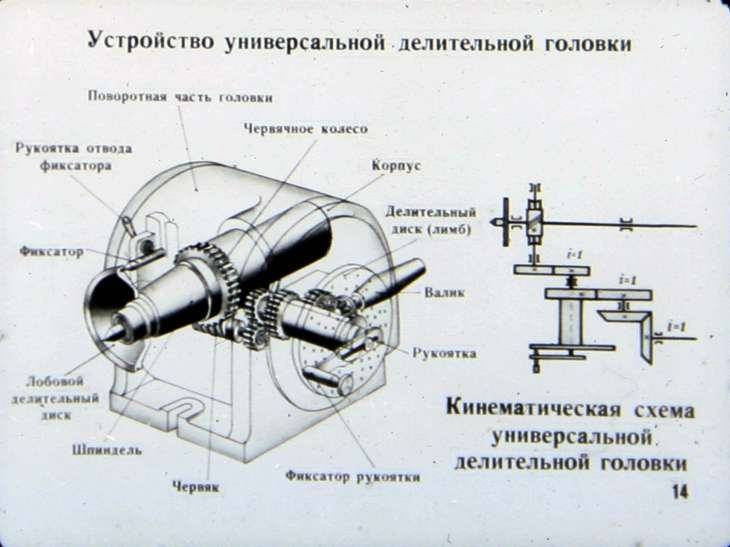




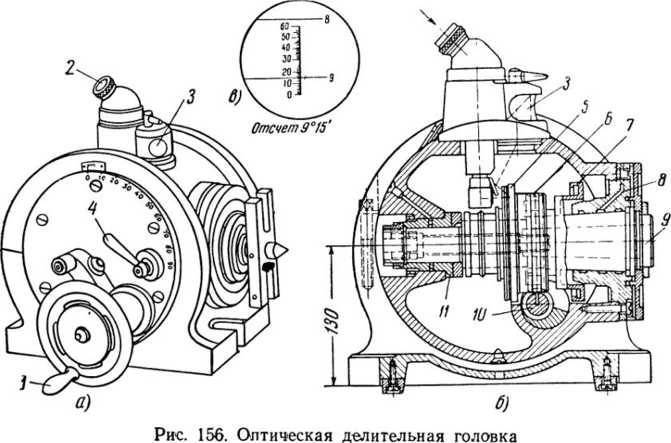
Конструкция делительной головки УДГ-Д-160
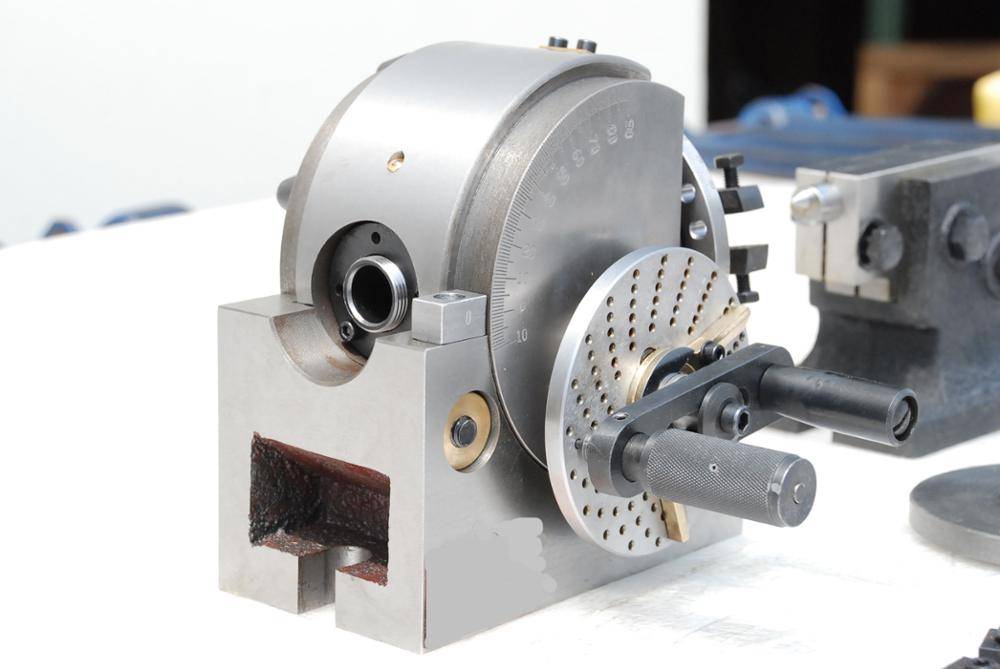
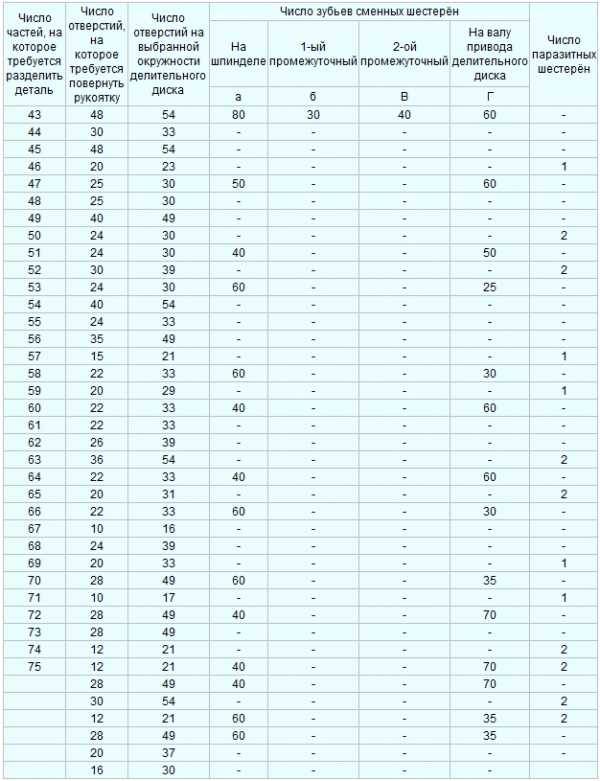
У делительных головок УДГ-160 делительные диски для простого и дифференциального метода деления выполнены двусторонними с глухими отверстиями: на одной стороне диска имеются окружности с числами отверстий 16, 17, 19, 21, 23, 29, 30 и 31, а на другой стороне — 33, 37, 39, 41, 43, 47, 49 и 54.
Делительный диск для непосредственного деления выполнен градуированным с ценой деления 1°. Установленный на корпусе головки нониус позволяет производить отсчет угла поворота шпинделя с точностью до 5′.
К делительным головке УДГ-160 прилагаются гитара и сменные зубчатые колеса с числами зубьев: 25, 30, 35, 40 50, 55, 60, 70, 80, 90 и 100.
Для обработки элементов деталей, расположенных на конических поверхностях, например при фрезеровании впадин для образования зубьев конических колес, зенкеров, зенковок и т. п., корпус поворачивается вокруг горизонтальной оси в вертикальной плоскости на заданный угол относительно основания головки.
Делительные головки обычно выпускаются для установки на левом конце рабочего стола. Однако отечественные станкостроительные заводы выпускают делительные головки, рассчитанные на установку с правой стороны стола.
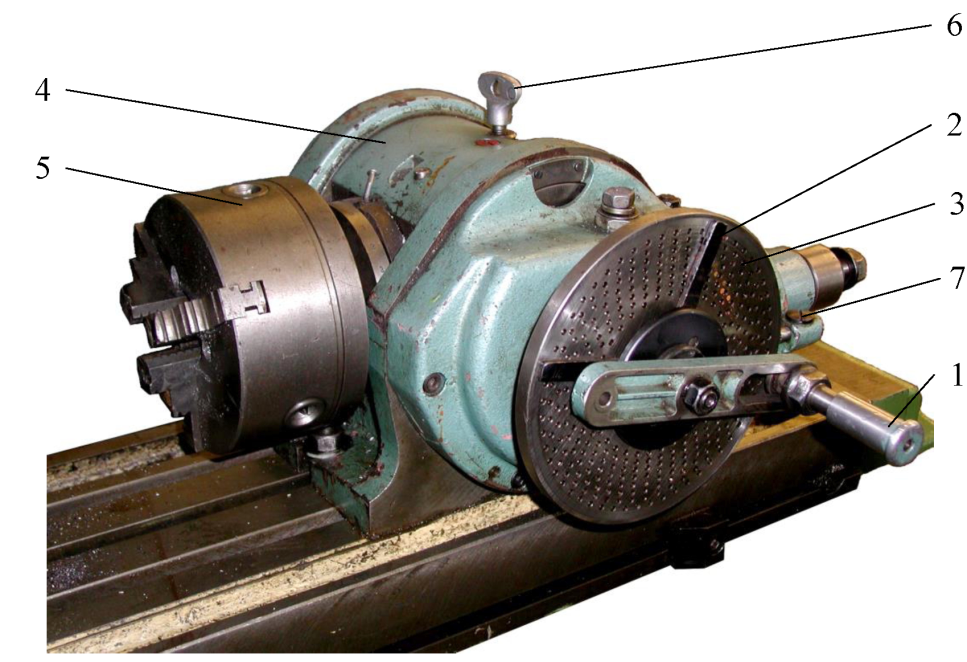
Делительная головка УДГ-Д-160 имеет чугунное основание 16 со стяжными дугами 17, на котором установлен корпус 18. Ослабив гайки 19 (рис. 3), можно поворачивать корпус на определенный угол. Отсчет угла поворота производится по шкале и нониусу 20 (см. рис. 2).
На опорной плоскости основания делительной головки имеются две точно пригнанных параллельно шпинделю шпонки, которые служат для установки головки в пазу стола фрезерного станка. В корпусе расположен шпиндель со сквозным отверстием. Концы шпинделя расточены на конус Морзе. На одном конце устанавливается центр 21, на другом — оправка 13 (см. рис. 1) для дифференциального деления. Передний конец шпинделя имеет резьбу и центрирующий поясок 22 (см. рис. 2) для установки и крепления фланца с самоцентрирующим патроном или поводка. На буртике шпинделя установлен лимб 9 непосредственного деления, имеющий двадцать четыре отверстия.
На шпинделе, в средней его части, сидит червячное колесо с круговой выточкой на торце, в которую входит конец зажима 23, смонтированного в корпусе 18. Червячное колесо получает вращение от червяка, расположенного в эксцентрической втулке. Червяк может быть введен в зацепление или выведен из него поворотом эксцентрической втулки с помощью рукоятки 24 (см. рис. 3) с сектором 25.
Делительный диск посажен на вал, смонтированный в подшипниках скольжения в крышке 26 (см. рис. 2). Крышка фиксируется на корпусе 18 центрирующей расточкой и крепится неподвижно к основанию.
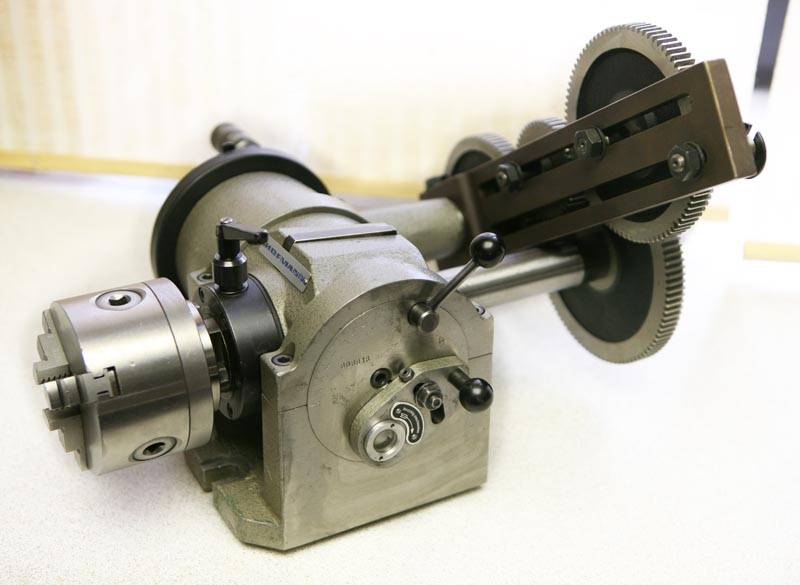
На валу делительного диска установлены коническая и цилиндрическая шестерни, а также приводная планка, имеющая рукоятку с фиксатором, перемещающуюся по требуемому ряду отверстий на делительном диске. К делительному диску с помощью пружины прижат раздвижной сектор 27, состоящий из линеек 28 и зажимного винта 29, с помощью которого линейки устанавливаются под требуемым углом. Пружинная шайба предотвращает самопроизвольный поворот сектора.
Вал 30 механического привода от станка смонтирован в подшипниках скольжения и расположен во втулке 31 с фланцем. Втулка крепится к крышке 26. На конце вала расположена коническая шестерня, которая находится в постоянном зацеплении с конической шестерней, сидящей на валу делительного диска. Делительный диск фиксируется в требуемом положении стопором 7.
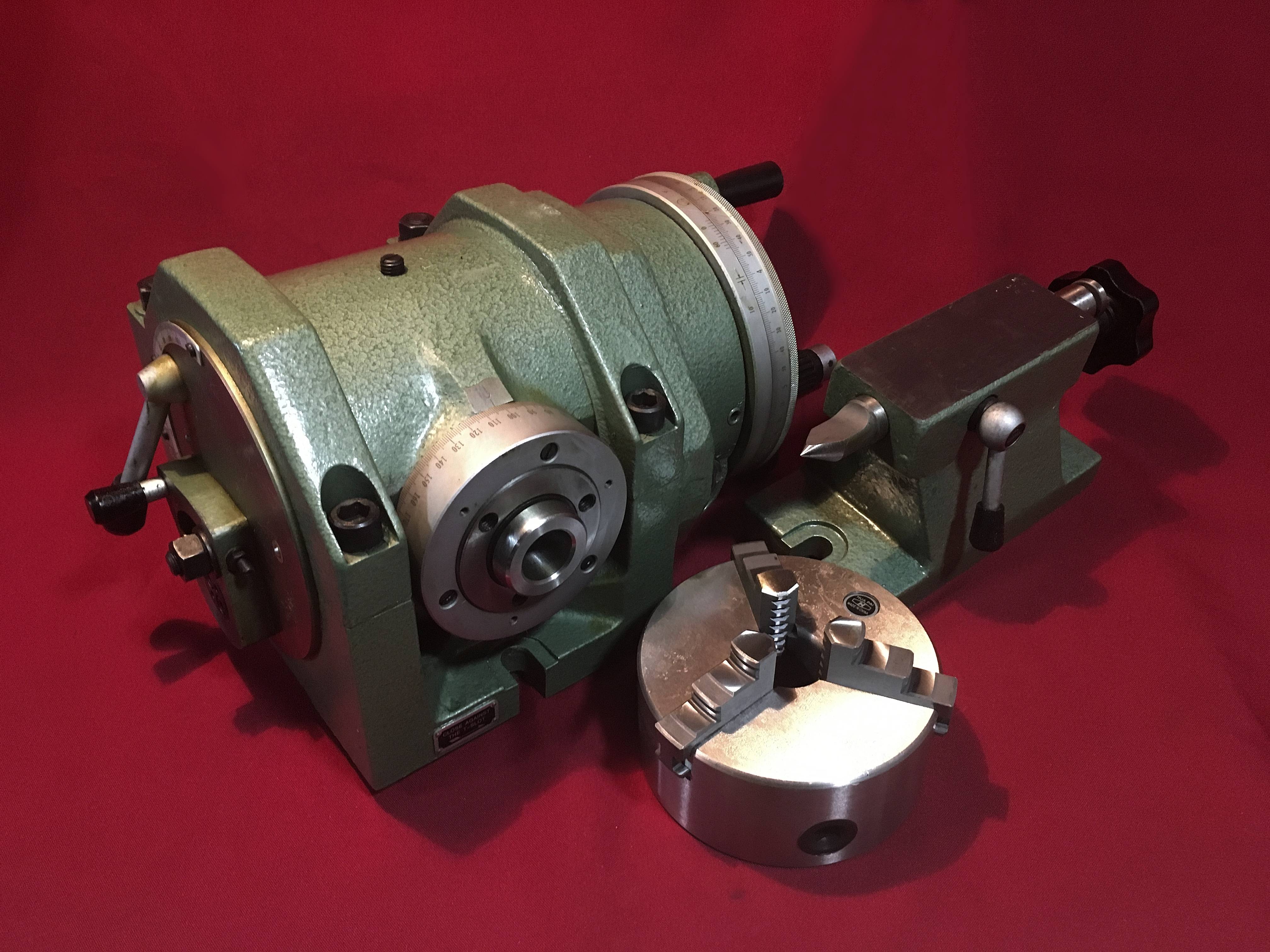
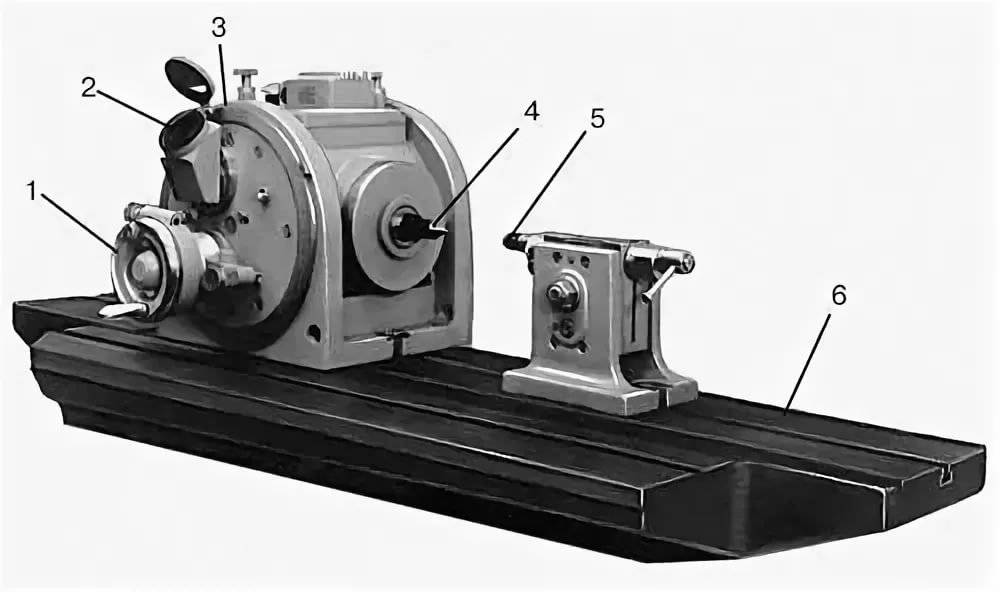
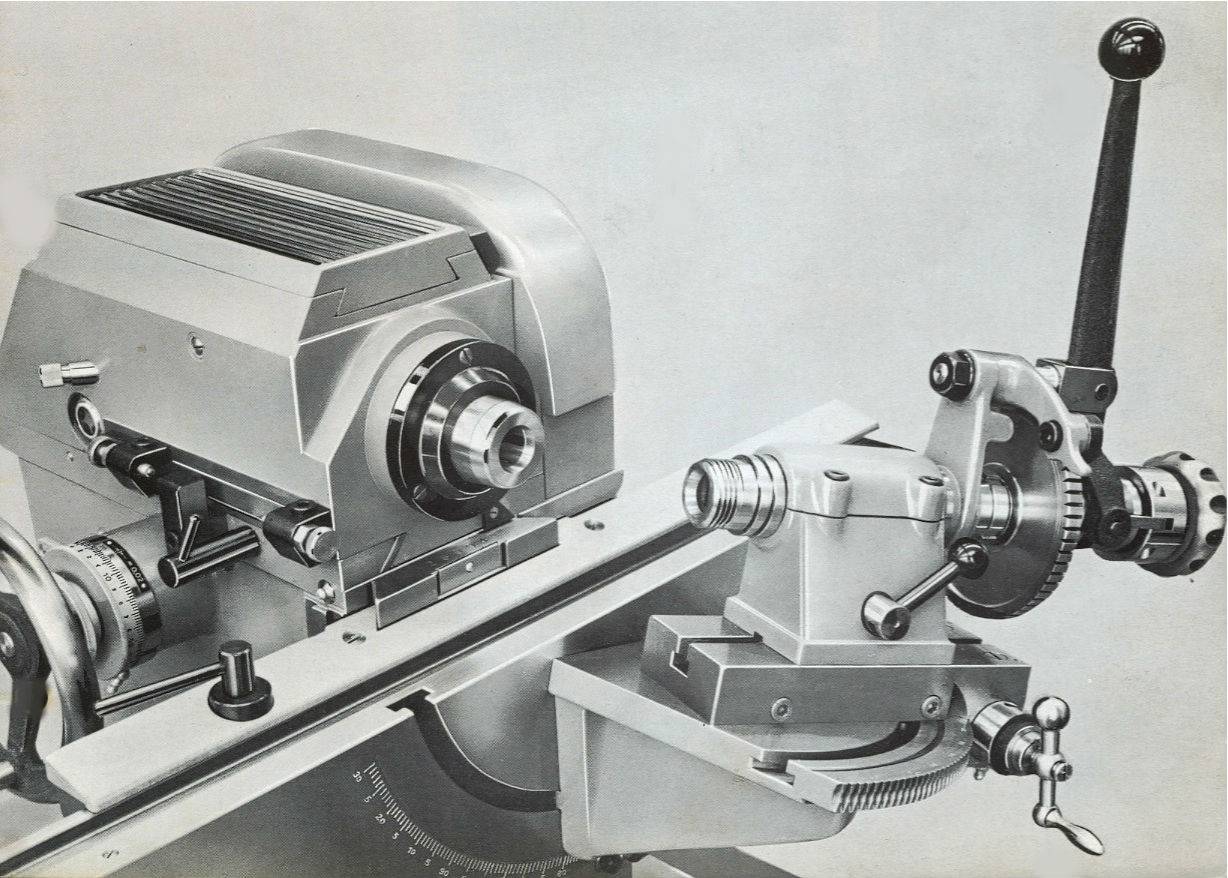
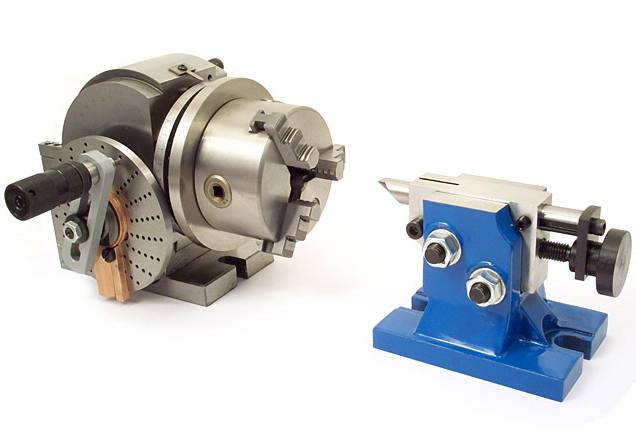
Задняя бабка
Задняя бабка служит для поддержания второго конца обрабатываемой детали при установке ее в центрах или патроне делительной головки. Центр бабки можно перемещать в горизонтальном и вертикальном направлениях. В основании 32 расположен корпус 33, который штифтом соединен с рейкой. Вращением головки зубчатого вала корпус можно поднимать, опускать и поворачивать относительно оси штифта. В требуемом положении задняя бабка крепится на столе станка с помощью болтов и гаек.
Перемещение пиноли 34 с полуцентром 35 осуществляется вращением маховичка 36, укрепленного на винте.
На опорной плоскости основания имеются две направляющие шпонки, выверенные относительно оси пиноли; шпонки обеспечивают совпадение центров делительной головки и задней бабки при установке их на стол станка.
Люнет
Люнет является дополнительной опорой при обработке длинных и тонких деталей. В его корпусе 37 расположен винт, перемещающийся с помощью гайки 38. Винт имеет призматическую головку 39, с помощью стопорного винта 40 головку можно закреплять на требуемой высоте.
Достоинства
С помощью делительной головки, при работах по металлу на фрезерном станке, можно выделить следующие дополнительные функциональные возможности:
- значительно расширить спектр рабочих операций;
- обрабатывать заготовку, которая расположена в удобном или нужном положении относительно плоскости стола, как по вертикали, так и по горизонтали;
- упростить работы по металлу с заготовками различных размеров.
к меню
Классификация
Универсальные делительные головки имеют свое обозначение, по которому можно определить их основные рабочие параметры:
- УДГ 100 — обрабатываются заготовки диаметром 100 мм, размеры по основанию — 260×180 мм, вес — 25 кг;
- УДГ 125 — с ее помощью можно обрабатывать заготовки, максимальный диаметр которых не превышает 125 мм. Размеры основания — 260×180 мм. Вес — 28 кг;
- УДГ 250 — максимально допустимый диаметр обрабатываемой заготовки — 250 мм, габариты — 260×180 мм, вес — 53,6 кг;
- УДГ 320 — заготовка не должна превышать по диаметру 320 мм, размеры по основанию — 290×234 мм, вес — 101 кг;
- УДГ 400 — самая большая делительная головка, которая позволяет работать с заготовками сечением до 400 мм. Габаритные размеры основания — 290×234 мм, вес — 106 кг.
Все вышеперечисленные приспособления имеют цену деления на лимбе 15º.
Универсальная делительная головка УДГ-250
Многие параметры являются одинаковыми, так как использование данных устройств рассчитано на стандартное оборудование. Различие в основном — по диаметрам обрабатываемых деталей — чем он больше, тем крупнее и тяжелее устройство.
Используется еще один тип обозначений. К примеру — УДГ 40 Д250. Это означает, что делительная головка является универсальной, для полного оборота шпинделя требуется повернуть рукоятку 40 раз, максимальный диаметр обрабатываемой детали не должен превышать 250 мм. к меню
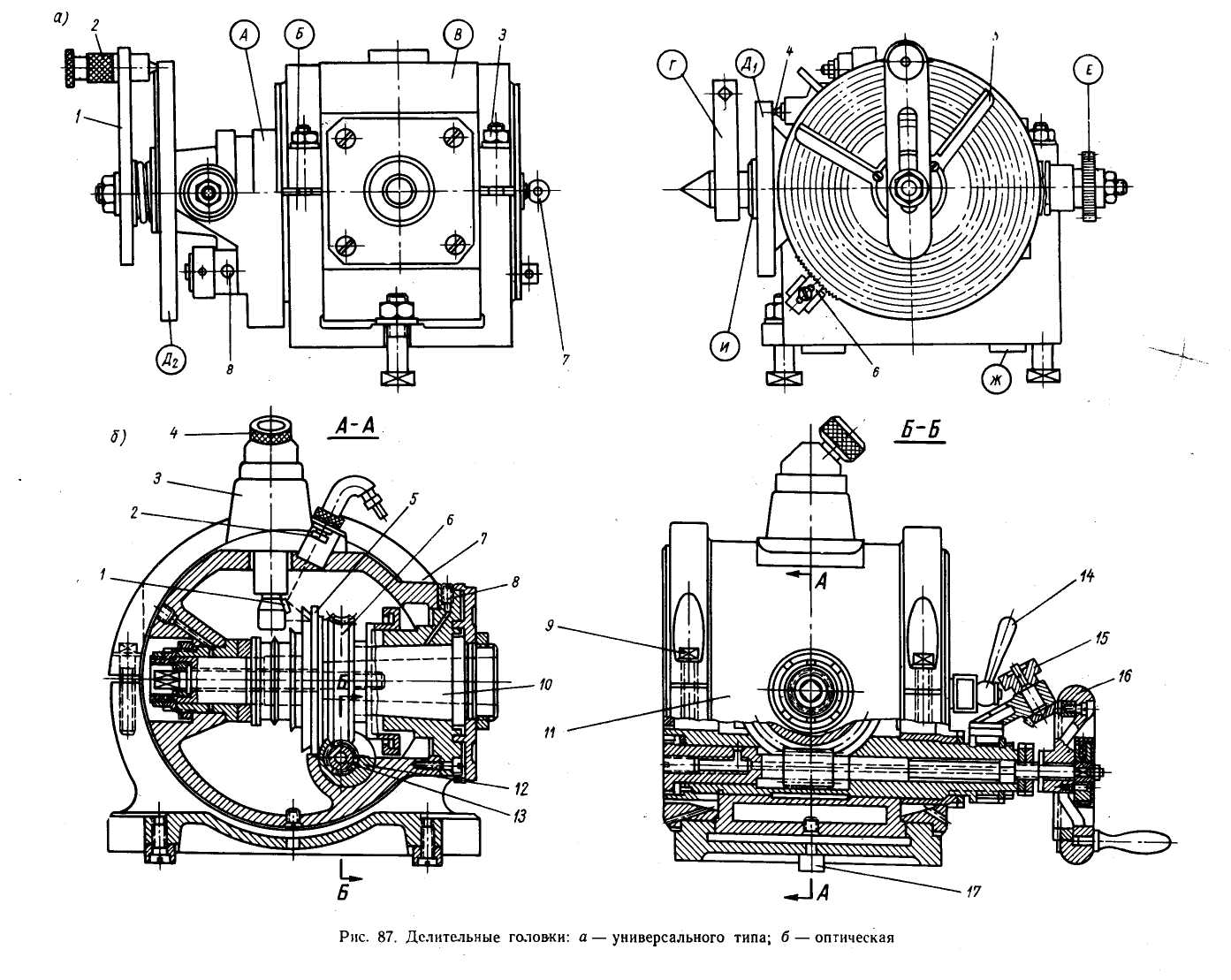
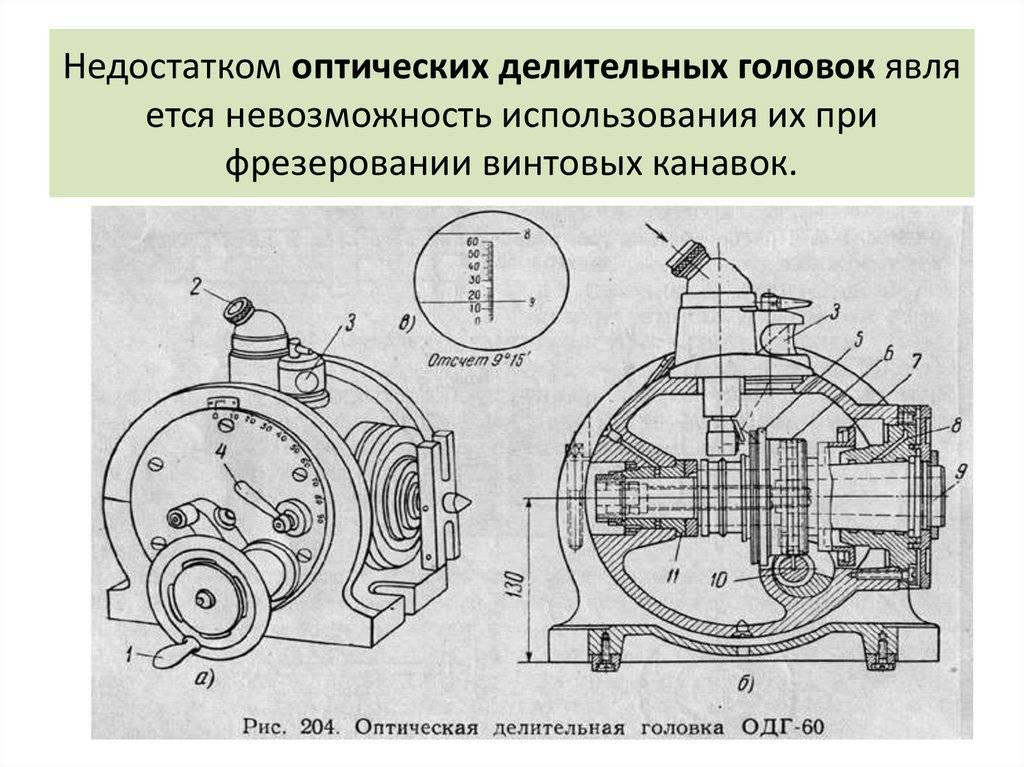
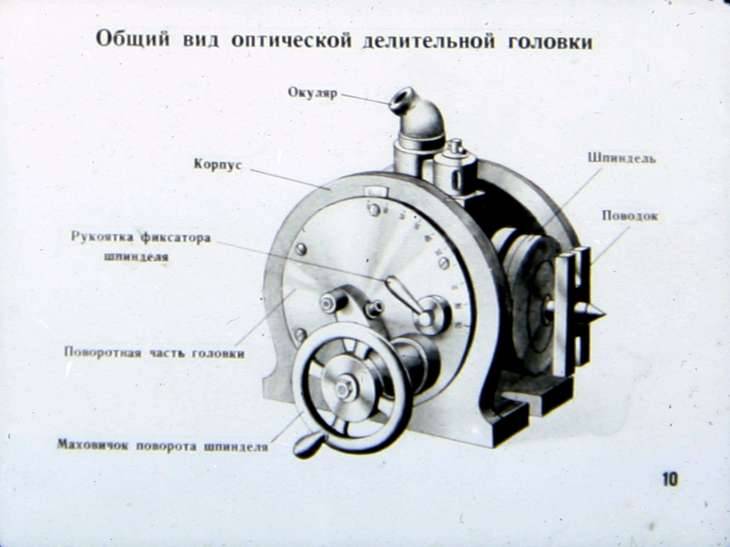
Оптическая делительная головка
Такое устройство используются для выполнения особо точных делений, и в некоторых случаях, для проверки правильности выполненного деления на другом устройстве.
Наверху головки имеется окуляр микроскопа, в оптическую систему которого помещена неподвижная шкала. Цена деления в ней равна 1′, а общее количество частей 60-ти. Деления просматриваются настолько четко, что отсчитать долю в ¼ минуты не представляет никакой сложности.
Рассчитывается угол поворота шпинделя также как и для механической головки. Но следует учесть, что необходимо составлять таблицу всех последовательных углов, так как они суммируются. к меню
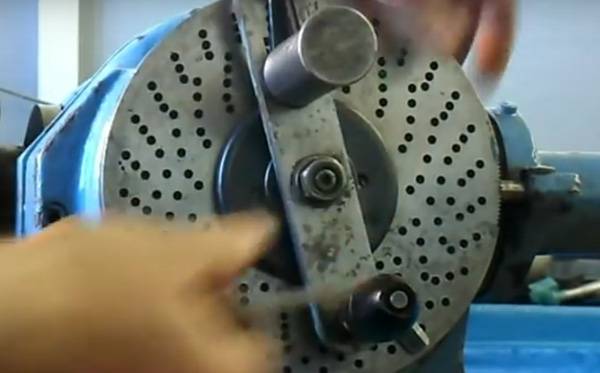
Самодельная делительная головка
При небольших объемах работ по металлу проводимых своими руками, покупать дорогостоящее дополнительное оборудование не имеет смысла, так как затраченные вложения никогда не окупятся.
Самодельная делительная головка
Но домашним мастерам, имеющим в своем распоряжении фрезерный станок, такое приспособление, как делительная головка, все же необходимо. Для ее создания понадобится червячный редуктор, токарный патрон, диаметром в пределах 65 мм, и диск (лимб).
Компоновка этих элементов является стандартной, ничего нового придумывать не нужно. Деления (отверстия) на диске делаются под свои индивидуальные потребности. Все остальное аналогично промышленным вариантам.
После сборки самодельной конструкции необходимо провести ее юстировку. Это делается после того, как деталь сделанная на фрезерном станке при использовании самодельной делительной головки, сравнивается по параметрам с заводским образцом. к меню
Дополнительная информация
Использование различного вида фрезерных головок позволяет выполнять обработку деталей на одном станке, в то время как без их применения, необходимо задействовать несколько. Существует дополнительное оборудование для фрезерных станков в виде таких типов головок:
- угловая;
- расточная;
- долбежная.
В свою очередь они могут быть изготовлены в нескольких вариантах, например — со сменными ножами или пластинами.
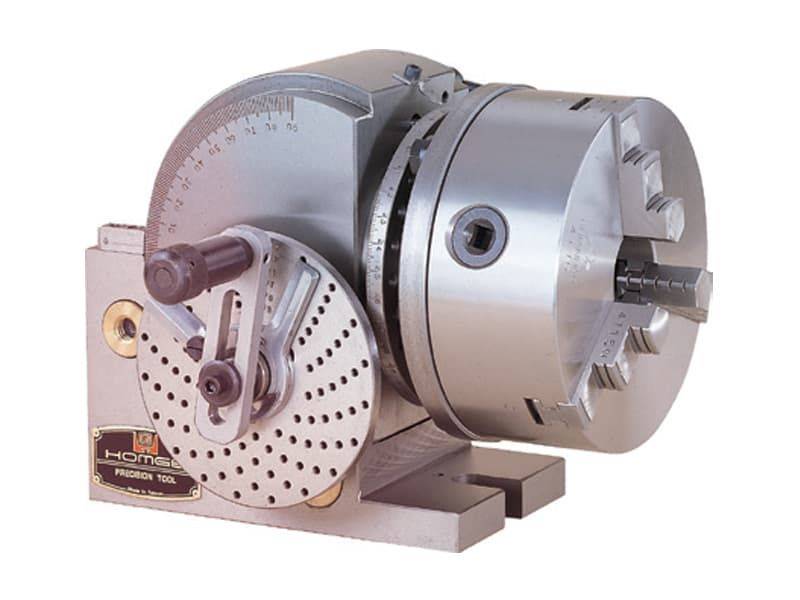
Головка делительная полууниверсальная HOMGE BS-0
Угловая головка также имеет несколько вариантов исполнения:
- головка 90º:
- модульного типа;
- универсальная.
Все эти дополнительные приспособления (угловая, расточная, долбежная головки) значительно повышают точность и увеличивают производительность фрезерного оборудования, так как позволяют осуществлять вертикальную и горизонтальную обработку, а также проведение работ под углом, без переустановки заготовки.
data-full-width-responsive=»true» data-ad-client=»ca-pub-8514915293567855″data-ad-slot=»8040443333″>
Это интересно: Делительные головки для фрезерных станков — виды, инструкции
Алгоритм конфигурации и применения самодельной делительной головки для фрезерного станка
Исполняемые переходы связаны с видом агрегата и свойствами, устанавливают зависимо от градуирования. К примеру, для узлов 7/8 уровня применяются нормы ГОСТ1758, а для узлов 9 уровня – ГОСТ1643.


Если же речь идёт о самодельных аппаратах, основная конфигурация головы в расчёте угла части поделённого круга. За основу подсчёта берут радиус круга и число частей, на которые его нужно поделить. Настройку производят так:
делят целый диаметр круга на нужное число частей;

рассчитывают синус угла, вышедшего в итоге подсчёта;
вращают диск агрегата на это значение;
иммобилизируют корпус ручкой и ставят инструмент в рабочее положение.

Формула для подсчёта необходимого угла обыкновенно имеется в руководстве изготовителя. Затем элемент, который будут фрезеровать, располагают на оправе, и подавая его в продольной плоскости, делают необходимое действие.
Размер подачи связан с типом обработки: к примеру, для образования зуба он равняется дистанции меж соседними зубьями. Для увеличения эффективности, после этого процесса совершается убыстрённое возвращение поверхности с деталью в начальную позицию. Фиксация по отверстию, подобранному в мерительном диске, исполняется благодаря пружинам.
Republished by Blog Post Promoter
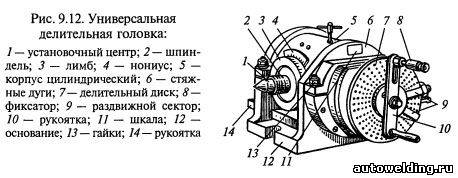
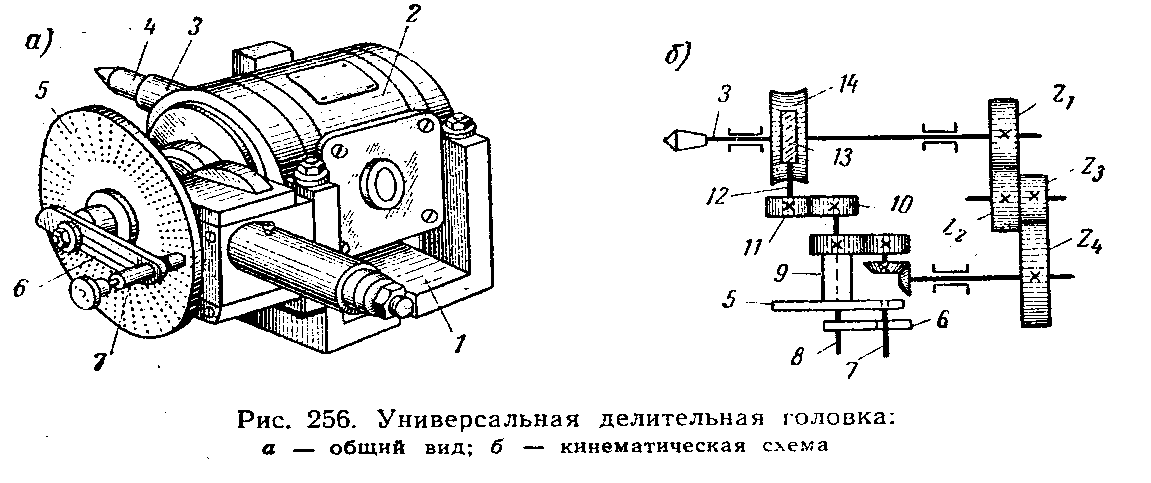
Универсальные делительные головки: применение, таблицы и принцип работы
Универсальные делительные головки (УДГ) представляют собой вид приспособлений, применяемых преимущественно в мелкосерийном, единичном производствах. За счёт использования таких станочных универсальных приспособлений удаётся существенно повысить производительность и облегчить условия труда. Кроме того, их применение повышает безопасность работы, расширяет технологические возможности производственного оборудования.
В конструктивном исполнении делительные головки – это горизонтальные станочные приспособления. Ими оснащают фрезерные, координатно-расточные станки (полуавтоматы). С их помощью осуществляют периодические повороты обрабатываемых заготовок на заданные углы (деления). Сама обрабатываемая заготовка устанавливается в патрон. Использование УДГ гарантирует получение заданных геометрических форм, точных размеров обрабатываемых деталей.
Особенно эффективно применение таких приспособлений в технологиях нарезания зубьев шестерёнчатых колёс, фрезерования впадин между зубьями, в обработке многогранников, в производстве многих видов инструментов (свёрла, зенкеры, специальные инструменты). При нарезании спиралевидных канавок с помощью таких делительных головок осуществляется непрерывное вращение и одновременная осевая подача заготовок.
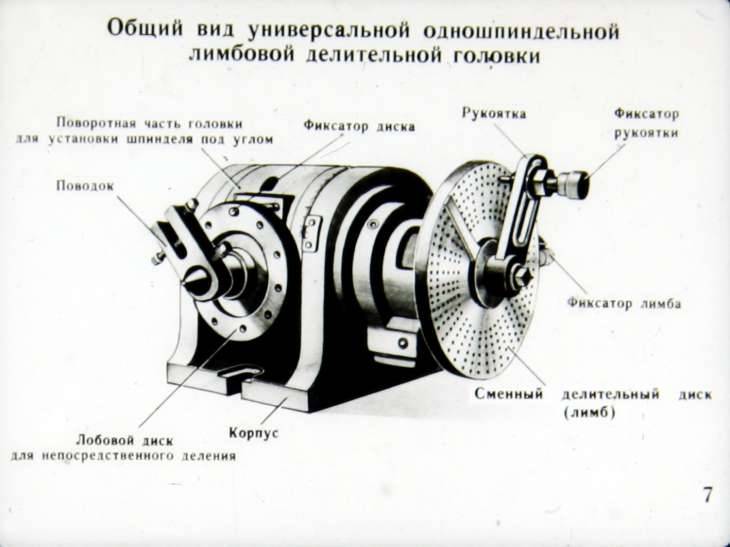
В машиностроении (металлообработке) применяются различные типы головок делительных универсальных (УДГ). Наиболее распространены лимбовые делительные головки. Этот тип оснастки может настраиваться на дифференциальное, простое деление, на фрезерование спиралевидных деталей. Этих технологических возможностей в большинстве случаев достаточно для высокоточной обработки сложных поверхностей.
Методы деления
Чаще всего посредством универсальных делительных головок реализуются два способа деления: простое и дифференциальное. При простом делении производят отсчёт по неподвижному делительному диску. Управление поворотом детали осуществляется рукояткой, связанной через червячную передачу со шпинделем головки.
При дифференциальном делении поворот шпинделя осуществляется как рукояткой (аналогично простому), так и за счёт принудительного поворота самого делительного диска от шпинделя (через систему шестерёнок).
Таблица 1. Настройка делительных головок по методу простого деления
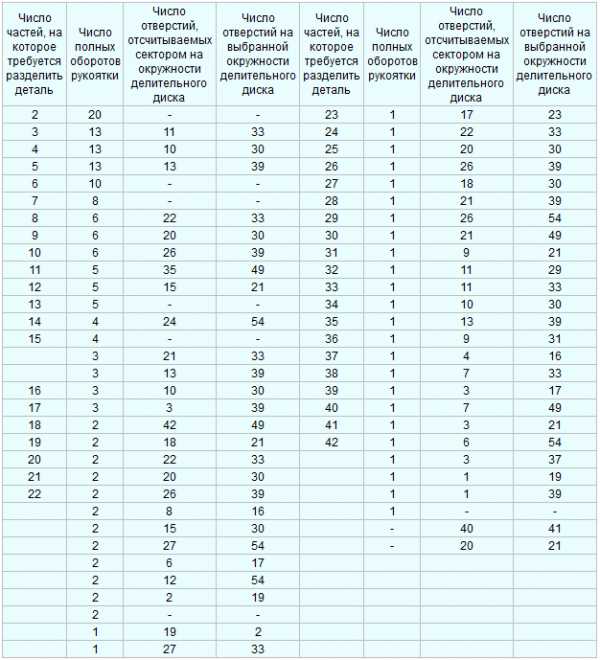
Таблица 2. Настройка делительных головок при дифференциальном делении
Преимущества использования УДГ
Применение головок делительных универсальных позволяет получить ряд существенных преимуществ. Основные из них следующие:
значительно расширяется спектр технологических операций фрезерного станка; возможность работы с заготовками разных размеров; возможность обработки поверхностей в любом положении относительно вертикали. Универсальные делительные головки просты в установке и в работе. Стоимость дополнительного приспособления доступная. Поэтому его можно использовать в единичном производстве, в том числе в частном применении.
Выбор универсальных делительных головок
При выборе делительной головки УДГ вначале определяются с её типом. Чаще всего используют головки делительные универсальные. Они, в свою очередь, отличаются между собой значением наибольших диаметров обрабатываемых заготовок. К примеру, отечественной промышленностью выпускаются следующие типы делительных головок: от УДГ-Д-160 до УДГ-Д-400 (под диаметры 160, 200, 250, 320, 400 мм).
Все типы приспособлений унифицированы, отличаются, в основном, высотой центров. Для головок делительных универсальных составлены специальные таблицы расчётов простого/дифференциального деления. При выборе приспособления подбирают его рабочий диаметр соответственно размерам закрепляемых деталей. То есть, если обрабатываются заготовки с небольшими диаметрами, лучше установить УДГ такого же типоразмера.
Делительные головки: виды, назначение, характеристики, расчетная таблица
Увеличение функциональных возможностей производственного оборудования возможно после установки делительной головки. Она необходима для производства сложных деталей и заготовок. Зачастую этот компонент входит в комплектацию по умолчанию. Если же он отсутствует – необходимо правильно подобрать оптимальную модель.
Назначение делительной головки
Для формирования детали нужной формы может потребоваться ее смещение относительно оси станка. Сделать это можно с помощью делительной головки. Она может быть как отдельной частью конструкции, так и ее составляющей.
Компонент крепится на станине оборудования. У него предусмотрены различные варианты фиксации изделия, которые зависят от типа насадки. Регулировка положения происходит с помощью нескольких рукоятей и диска. На последнем расположены отверстия, которые фиксируют положение делительного компонента.
Подобный инструмент может понадобиться для выполнения следующих процессов:
фрезерование канавок на поверхности. Для этого не понадобится большая точность
Важно контролировать глубину и ширину заготовки; формирование граней на деталях. Это актуально для нестандартных гаек, инструментов, хвостовиков
Операция требует высокой точности; фрезерование шлицев и пазов
Нередко для этого необходимы существенные смещения заготовки. Поэтому следует выбирать модели делительного диска с минимальным показателем погрешности
Операция требует высокой точности; фрезерование шлицев и пазов. Нередко для этого необходимы существенные смещения заготовки. Поэтому следует выбирать модели делительного диска с минимальным показателем погрешности.
![§ 17. делительные головки [1968 орнис н.м. - основы механической обработки металлов]](https://stankotk.ru/wp-content/uploads/9/e/8/9e8487b815eb7dbece965a662788ad64.jpeg)




Для увеличения скорости выполнения работы деталь не должна постоянно демонтироваться. Изменение ее положения относительно фрезы станка происходит с помощью вышеописанного инструмента. Особую сложность представляет собой формирование винтовых канавок. Эту операцию можно выполнить только с помощью точной модели.
Перед приобретением делительной головки для конкретного типа оборудования необходимо проверить ее совместимость со станком. Любая самостоятельная переделка монтажной части может отразиться на качестве продукции.
Виды делительной головки
Учитывая специфику применения, следует детально ознакомиться с типами и общей классификацией делительных головок. Они являются обязательными для универсальных фрезерных станков. Комплектация горизонтально-фрезерных выполняется только при надобности выполнения сложных работ.
Прежде всего необходимо определиться с типов проводимых работ на станке
Особое внимание уделяется точности их реализации





