Как отпаять и припаять заново светодиод
Перед тем как приступить к пайке, необходимо изучить инструкцию и обзавестись материалами и инструментами для работы. Не стоит забывать о проверке приобретённых светодиодов. Иногда мастера пренебрегают этим правилом, из-за чего работу приходится выполнять дважды.
Что необходимо для работы
Для выпаивания светодиода из алюминиевой платы необходимы:
- пинцет;
- лезвие;
- паяльник (рекомендуется с тонким жалом);
- флюс;
- держатель.
Если нет паяльника с тонким лезвием, можно сделать насадку из медной проволоки.
Паяльник с самодельной тонкой насадкой из медной проволоки.
Температура пайки
Индикаторный диод, который устанавливается на печатную плату состоит из токопроводящих ножек и стеклянной колбы. Внешне он напоминает маленькую лампочку. Для пайки необходимо использовать паяльник с мощностью не более 60 Вт. Допустимая температура жала – 260 градусов. SMD-диоды не имеют токоведущих элементов. Их заменяют специальные контактные площадки на плате. В данном случае для пайки используют паяльник мощностью 12 Вт.
Пошаговая инструкция отпайки
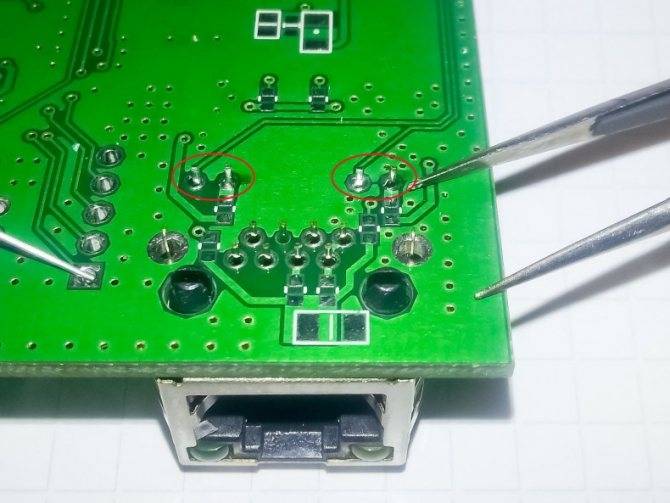
На первом этапе снимают алюминиевую плату. Для этого корпус лампы отделяется от плафона. Здесь можно использовать нож, аккуратно, чтобы не повредить элементы. К основанию площадка крепится с помощью пары проводов (плюс и минус). Их следует отпаять, закрепив плату на держателе. С алюминиевого основания плату можно снять без помощи инструментов.
Отсоединённая плата со светодиодами.
Перед тем, как начать выпаивать светодиод, нужно взять тестер и пройтись по всем чипам, чтобы проверить их работоспособность. В большинстве случаев повреждённые элементы можно заметить визуально. На прогоревшем светодиоде появляется черная точка.
Внешний вид прогоревшего диода.
Проверку лучше выполнять с помощью тестера, так как иногда поломка не влечет за собой видимых изменений.
Проверка диодов тестером.
Особое внимание рекомендуется уделять качеству пайки. Если брак был допущен на производстве, это отразится на функциональности чипов
Схема пайки
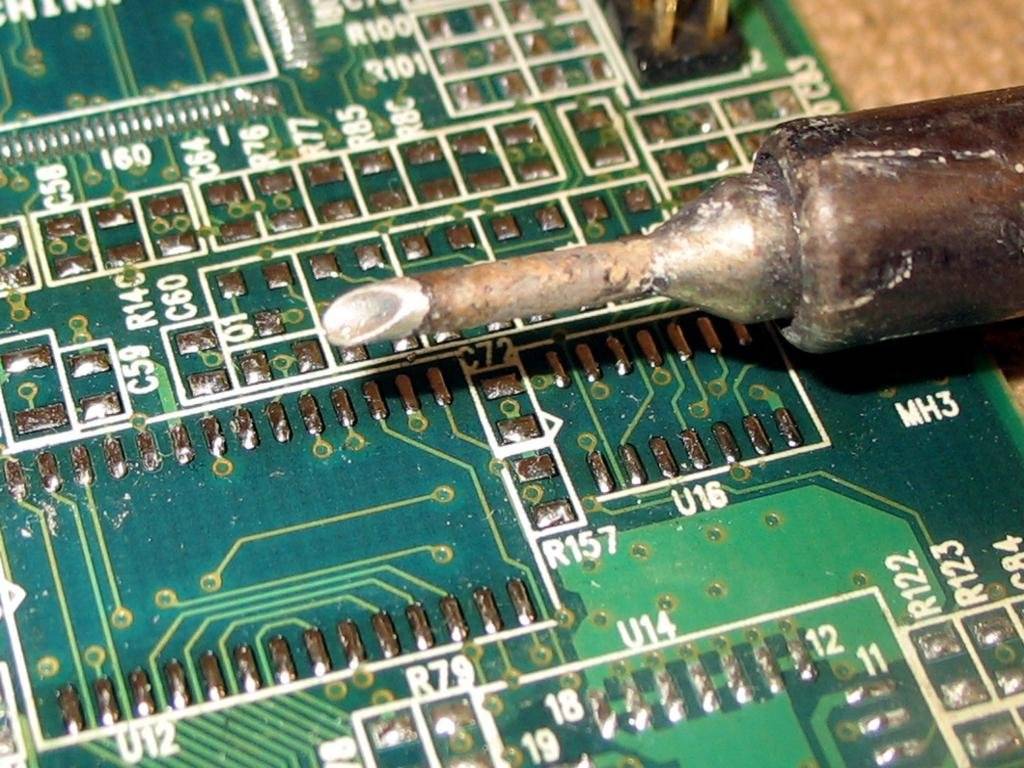
Когда будут определены все сгоревшие диоды, можно приступить к пайке. Плата закрепляется на держателе. После горелку аккуратно подносят к обратной стороне платы. Через 3-5 секунд пайка должна ослабнуть, что даст возможность отсоединить диод. Исправный элемент должен быть закреплён до того, как остынет основание. Для этого на контактную площадку нужно поместить каплю флюса. Чип устанавливается сверху с учётом полярности.
Далее снова нагревают, при этом на кристалл нужно слегка надавить. Диод держать до того момента, пока контактные «ножки» надёжно не закрепятся в припое. Если светодиода нет, на его место можно припаять небольшой отрезок проволоки. Лампа продолжит работать, но светить будет тусклее. Такой вариант подойдёт, только если на плате установлено более 10-ти чипов.
Снятие повреждённого светодиода.
По такой же схеме отпаиваются диоды из ламп «кукуруза». Это можно сделать, если лампочка небольшого размера и собрана по классической схеме. Вместо паяльника иногда используется фен, но уходит больше времени на работу.
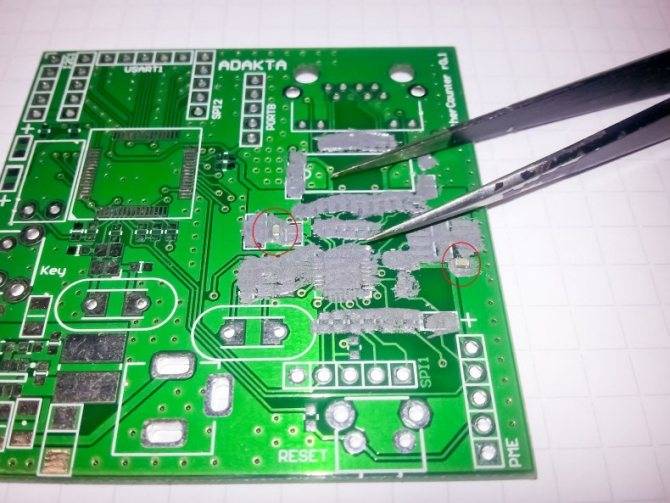
Перед пайкой чипов линейку следует закрепить для предотвращения повреждения токоотводящих дорожек. Олово плавят паяльником, между платой и выводом одновременно продвигается лезвие. Когда будут освобождены все выводы, подложка от платы отсоединяется.

Видеопример: Замена светодиодов в лампе с помощью утюга.
Советы профессионалов
Чтобы паять, нужно знать особенности работы с инструментом:
- Недостаточно прогретый паяльник не позволит произвести качественную пайку. Внешний признак недостаточного прогрева – матовый оттенок припоя. Механическая прочность такого соединения очень низка.
- Перегретый инструмент также не позволяет получить качественный шов: перегретый припой не будет растекаться.
- Для периодической очистки жала паяльника нужно чистить его влажной губкой.
- Провода перед работой нужно залудить. В качестве флюса в этом случае можно использовать таблетку аспирина.
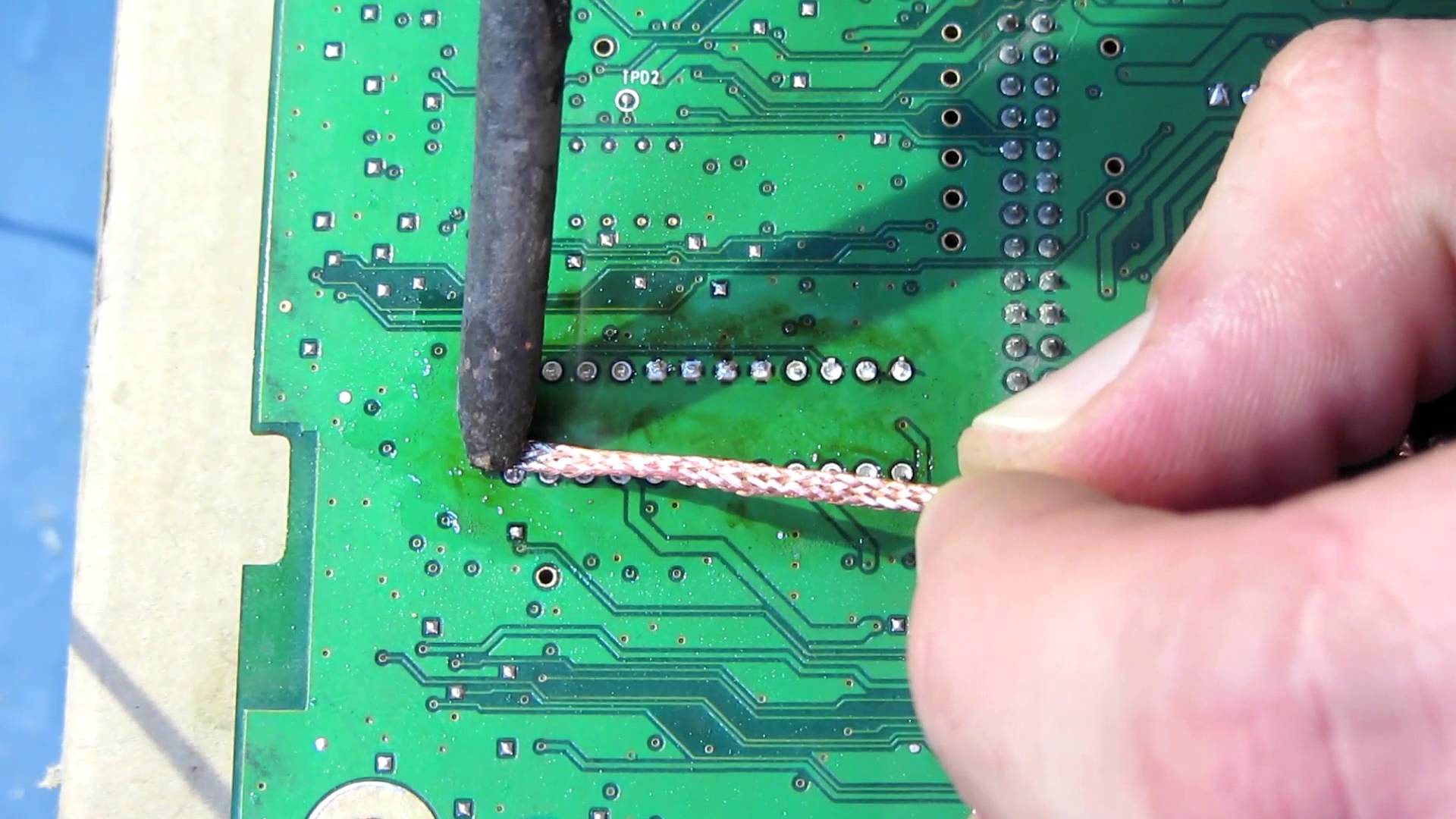
- Залитые припоем отверстия в плате можно прочистить так: расплавить припой, в отверстие ввести деревянную зубочистку и вращать ее несколько секунд до застывания припоя. После этого зубочистка извлекается из платы.
- Некоторые паяльники оснащены жалом, выполненным из металлокерамики. Их нельзя зачищать напильником, можно только протирать влажной губкой.
- Некоторые платы управления на заводе паяют припоем, не содержащим свинца, флюс используют агрессивный. Токопроводящие элементы после такой операции разрушаются, плата выходит из строя. Рекомендуется хорошенько залудить все токопроводящие дорожки обычным припоем и флюсом.
Паять платы может научиться каждый. Для этого нужно иметь паяльник, а лучше паяльную станцию. Рекомендуется потренироваться на проводах, старых платах.
Главное – научиться чувствовать температуру жала паяльника. Ее можно контролировать по цвету и блеску припоя. Нужны качественные расходные материалы: припой и флюс. Все остальное – в ваших руках.
Каким припоем паять
Эти сплавы изготавливаются на основе олова, свинца, меди, никеля, или серебра. Для работы с монтажными платами и бытовой проводкой применяется оловянно-свинцовый припой (ПОС). Несмотря на большое разнообразие, их можно разделить на два вида:
- мягкие (температура плавления до 300°C);
- твердые (температура плавления свыше 300°C).
Форма выпуска любая: кусковая, проволока, порошок, паста. Универсальный вариант — проволока до 2 мм в диаметре. Ее удобно набирать на жало паяльника или вводить непосредственно в зону пайки.

Интересное предложение от производителей — паяльная паста, или порошок. Это мелкодисперсный припой, в который для вязкости добавляют жидкий флюс. Получается консистентный состав с высокой адгезией, которым можно паять без предварительного флюсования. Просто наносим пасту на контакты, и производим нагрев.

Можно работать без традиционного паяльника, с помощью паяльного фена. Благодаря тонкому помолу, припой плавится быстро, и моментально растекается по рабочей зоне (с помощью флюса).
Для начинающего мастера это неплохой вариант. Работать просто, но вы не сможете научиться качественно паять в тяжелых условиях: когда под рукой нет хорошего флюса и припоя.
Зачем сушить чипы
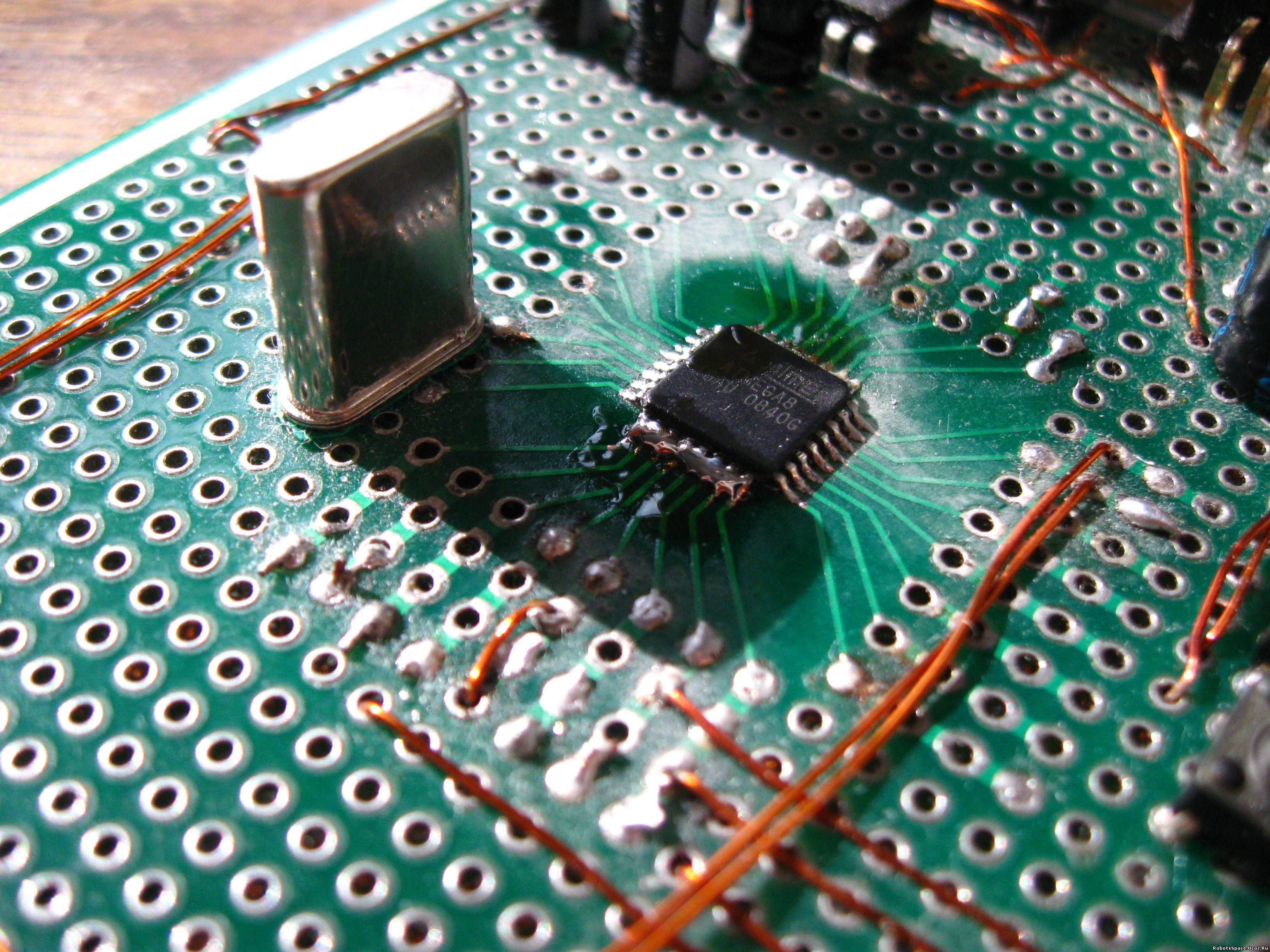
Чипами называют микросхемы, заключенные в BGA-корпусах. Название, видимо, пошло еще от аббревиатуры, означавшей «Числовой Интегральный Процессор».
По опыту использования у профессионалов существует устойчивое мнение, что при хранении, транспортировке, пересылке, чипы впитывают в себя влагу и во время пайки она, увеличиваясь в объеме, разрушает деталь.
Действие влаги на чип можно увидеть, если нагреть последний. На поверхности его будут образовываться вздутия и пузыри еще задолго до того, как температура поднимется до значения, достаточного для расплавления припоя. Можно только представить, что же происходит внутри детали.
Чтобы избежать нежелательных последствий наличия влаги в корпусе чипа, при монтаже плат осуществляется сушка чипов перед пайкой. Эта процедура помогает удалить влагу из корпуса.
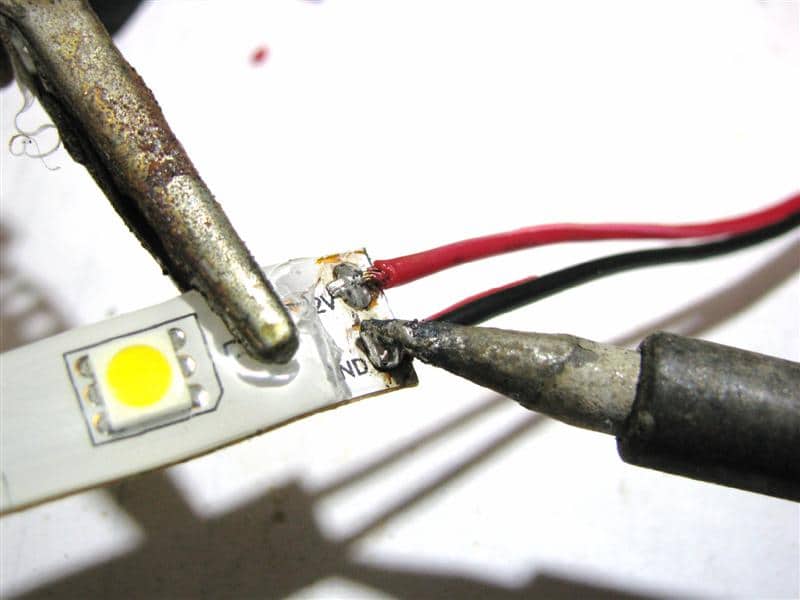
Качественно припаять провода
От того, как провод будет спаян, зависит дальнейшая работа всего прибора. Опытные мастера дают ряд советов для качественного и надежного паяния:
- Если припоя недостаточно, он не сможет как следует скрепить детали и заполнить все зазоры
- При недостаточном количестве флюса на жале, место спайки получается неоднородным и неровным, что негативно сказывается на результате. Это может быть при разогретом инструменте, тогда канифоль испаряется еще до окончания спайки
- Когда канифоли чересчур много, она может выплеснуться и задеть соседние контакты или провода, а в худшем случае – попасть на руку
С опытом приходит умение нагревать паяльник до нужной температуры и использовать ровно столько припоя, сколько необходимо. Соблюдая идеальный баланс, припой самостоятельно принимает нужную форму и правильно обтекает контакты. Нужно стремиться именно к этому.








Лучше всего использоваться паяльники, имеющие терморегулятор. Тогда легко поддерживать нужную температуру, что положительно сказывается на процессе и результате работы. Паяльник без регулятора может быстро перегреваться, а его жало –чернеть от окисления. Тогда его приходится периодически выключать. Поддерживать нужную температуру очень сложно, и пайка получается недостаточно качественной.

Подготавливаем жало паяльника для пайки.
И так, паяльный набор Вы купили. Первым делом надо подготовить паяльник, а именно его рабочую часть (жало
), так как для пайки пока оно не очень годится. Зажимаем его плоскогубцами, берем напильник, и начинаем аккуратно обрабатывать кончик, придавая ему форму двугранного угла приблизительно 30…45 градусов.
Кончик жала Вы подготовили, но паяльник включать еще нельзя, так как при первом включении от него идет дым и неприятный запах, это нормально. Это происходит потому, что при первом нагреве идет выгорание клейкого слоя, которым были склеены листы слюды при намотке нагревательного элемента.
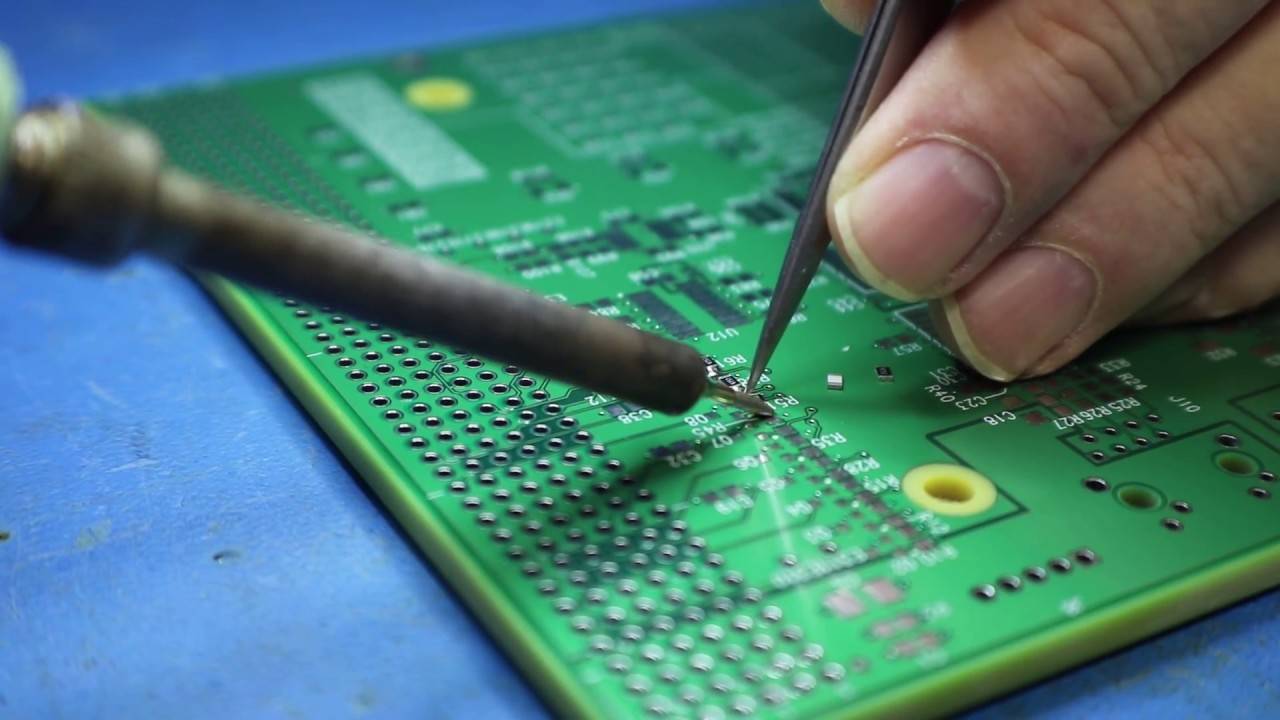
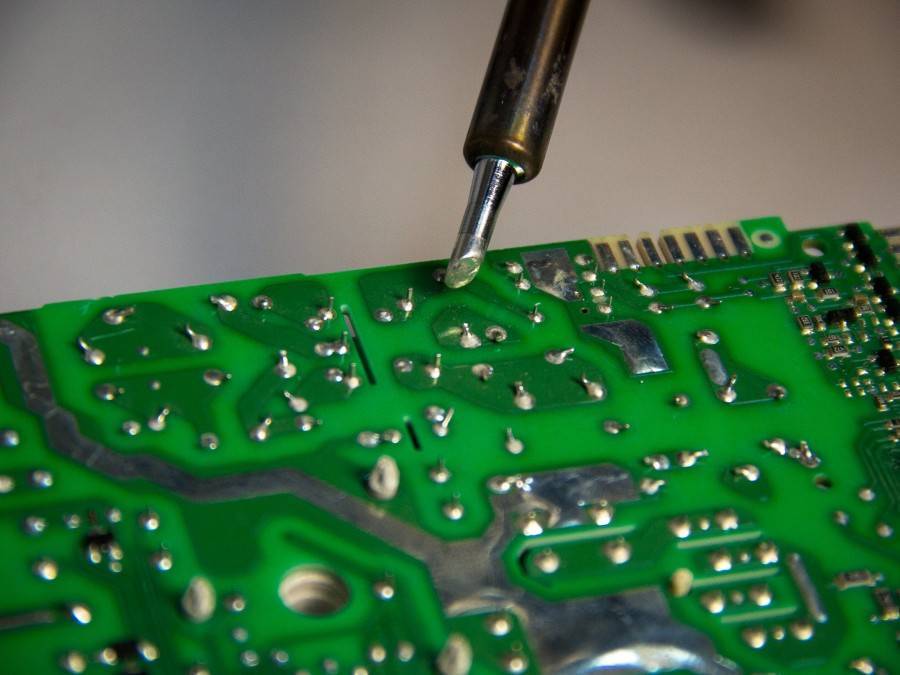
Пайка плат
Как правило, на платах радиодетали припаиваются к токоведущим дорожками или специальным «пятакам». Если дорожки уже покрыты оловом (имеют серый цвет), их не нужно предварительно лудить.


Инструкция, как правильно паять детали к плате:
- Пинцетом отогнуть выводы на детали так, чтобы они ровно прилегали к дорожкам (пятакам) или попадали в посадочные пазы.
- Ровно зафиксировать деталь с помощью пинцета.
- Обработать место пайки флюсом.
- Набрать на жало небольшое количество припоя и приложить его к точке пайки.
- Дождаться равномерного распределения припоя. Не стоит держать паяльник слишком долго, из-за перегрева деталь может выйти из строя. Чтобы деталь не сдвинулась с посадочного места, её следует придерживать пинцетом.
- После остывания промыть место пайки от остатков флюса. Для этого оптимально использовать спирт (этиловый или изопропиловый) либо бензин «Галоша».

При необходимости контакты можно покрыть защитным лаком для плат. Это необходимо для защиты от влажной среды и предотвращения риска замыкания при соприкосновении с другими поверхностями.

Другие виды пайки
Сухая пайка паяльным карандашом, применяется в тех случаях, когда растекание припоя из рабочей зоны нежелательно — при изготовлении украшений и предметов художественного творчества. Жало берут бронзовое и лужению его не подвергают.
Скрученные жилы большого сечения пропаивают погружением в чашку, заполненную расплавившимся припоем, или футорку. Футорка имеет электроподогрев, на поверхности находится слой кипящего флюса, через который проходят концы жил при окунании.
Для медных изделий большой массы, таких, как трубы, применяют пайку в пламени горелки. Высокая температура факела удаляет окисный слой.
Пайка горелкой
Вначале проводят лужение тугоплавким припоем, после чего детали можно спаивать низкотемпературными составами.
Обработка флюсом или лужение
Чтобы компоненты были правильно и надежно спаяны, а соединение обладало минимальным сопротивлением электрическому току, необходимо добиться полного разрушения оксидных пленок на поверхности. Для этого служат две операции: лужение и обработка флюсом.
Лужение
Чтобы залудить провод, понадобится:
- Канифоль.
- Кусочек паяльной проволоки.
- Прогретый электропаяльник.
Конец проводка прижимается жалом к канифоли и во время прогрева проворачивается несколько раз. До образования лужицы расплавленной канифоли.
На жало следует набрать немного припоя, проводок вынимают из канифоли и проводят по нему жалом. Он покрывается тонким слоем олова.
Обработка флюсом
Операция требует меньшей ловкости – нужно всего лишь смазать кончик проводка флюсом с помощью кисточки или загнутой в петельку проволочки
Однако достаточно важно правильно выбрать флюс. Для разных материалов рекомендованы свои составы флюса:
- Для спайки меди и алюминия применяют ЛТИ-120 на основе буры.
- Для меди с медью — ПОС-60, ПОС-50, ПОС-40.
- Для алюминия с алюминием – Ц12, П-250А, ЦА-15.
Флюсы на основе кислоты нельзя применять для работы с печатными платами. Для этого подойдут флюсы на основе воды или спирта.
Подбираем паяльник
Если вы не занимаетесь радиоделом профессионально (скорее всего это так, иначе вы не изучали бы этот материал), у вас в арсенале обычный паяльник в одном экземпляре. О паяльной станции речь и вовсе не идет, поскольку это достаточно дорогой (хотя и очень удобный комплект). Но для начинающего мастера это излишество.

Вернемся к паяльникам. Классика — это нихромовый нагреватель и медное жало. На самом деле, это лучшее сочетание, но для ручного управления. Никакого контроля за температурой, плавный медленный нагрев. При этом медное жало отлично держит градус, и зачастую компенсирует теплоотвод в месте пайки. Еще одно преимущество — мягкий материал позволяет формовать любую конфигурацию наконечника. Можно буквально расклепать и выпилить жало под конкретный вид пайки.
Единственный недостаток — медь быстро выгорает, и такой тип жала фактически является расходным материалом. Его постоянно приходится обтачивать напильником.

На иллюстрации изображена классическая форма «отвертки». Универсальный кончик для большинства любительских работ.
Если ваш «нагревательный прибор» оснащен регулятором температуры — необходимо учитывать инертность меди. Заданную цифру он набирает медленно, и также неторопливо остывает.
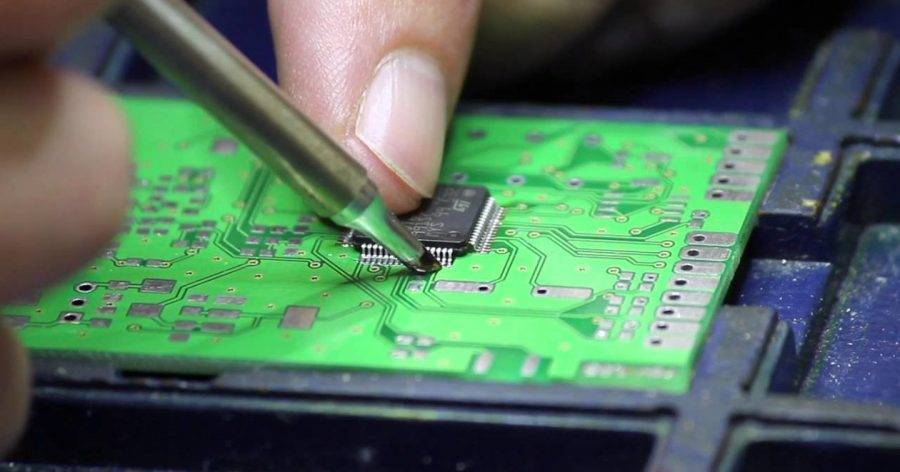
Керамическое жало с серебряным напылением — это современный аксессуар. Если стоит вопрос, как работать с деталями SMD формата, или как выпаять микросхему из двухсторонней платы — это ваш вариант. Однако им не так удобно паять мощные теплоемкие провода и контакты.

Такой паяльник моментально греется, и на нем можно точно контролировать градусы (при наличии регулятора).
Способ нагрева может быть любым. Такой же керамический нагреватель, как и жало, или нихромовый. Еще на медных паяльниках применяются индукционные нагреватели, но это скорее экзотика.






Окончательная подготовка жала паяльника. Облуживание.
Как Вы заметили, медь стала темно-синей, поэтому берем напильник, и проходимся по рабочей части жала, снимая с него окалину. Теперь быстро макаем жало в баночку с канифолью, и припоем касаемся к обеим сторонам.
Затем по дну ванночки мелкими движениями, если бы Вы работали ластиком, водим жалом вперед-назад, периодически макая его в канифоль для лучшего смачивания, пока рабочая часть с обеих сторон не покроется припоем. Получилось! Таким белым жало должно быть всегда
Запомните! Залог хорошей пайки – это чистое от окислов, и хорошо облуженное жало паяльника. Припой должен быть тонким слоем равномерно распределен по всей рабочей поверхности жала
Ну вот. Паяльник для пайки Вы подготовили, и теперь можно смело приступать к практике. Во второй части статьи как правильно паять паяльником с канифолью Вы узнаете, как облудить и спаять между собой проводники
. Удачи!
Тонкости хорошей пайки
Чтобы припаять деталь к плате, нужно:
1) Нанести флюс на поверхность пайки;2) Залудить их припоем;3) Снова нанести флюс на контакты;4) Запаять зазор между контактами.
Первое важное правило – избегать температуры выше 400 °C и более. Многие начинающие (и даже опытные) радиолюбители пренебрегают этим. Это критические значения для микросхем и плат
Это критические значения для микросхем и плат.

Припой расплавляется примерно от 180 до 230 °C (свинец — содержащие припои) или от 180 до 250 °C (бессвинцовые). Это далеко не 400 °C. Почему тогда выставляют высокую температуру?
Что нужно для надежного контакта
Основные критерии:
- Правильно выбрать флюс. Например, для пайки проводов подойдет жидкий флюс. Он лучше всего смачивает провода и позволяет качественнее залудить такие контакты. Низкокачественный флюс быстро вскипает и растекается по плате.
- Использовать качественный припой. Именно припой определяет дальнейшую надежность и прочность соединения. Так же качество припоя может повлиять на работу схемы в целом, из-за шлаков и низкокачественных сплавов могут образоваться помехи в работе электроники и со временем могут появиться трещины.
- Пользоваться проверенным инструментом и оборудованием. Паяльники плохого качества могут нестабильно держать температуру, перегреваться.
- Соблюдать температурный режим. Не перегревать детали и держаться в температурном режиме плавления припоя. Слишком низкая температура и припой будет плохо плавиться, а если слишком высокая – материал будет испаряться, хуже лудить контакты.
- Долгие часы практики, проб и ошибок. Без практики не будет и своего метода пайки.
Эти критерии взаимосвязаны друг с другом. И при плохом выборе комплектующих с материалами, будет такой же результат.
Пайка массивных деталей
Наконец, кратко расскажем о пайке деталей с высокой теплоёмкостью, таких как кабельные муфты, баки или посуда
Требование к неподвижности соединения здесь наиболее важно, крупные детали предварительно соединяют струбцинами, мелкие — комками пластилина, перед пропайкой соединения его прихватывают точечно в нескольких местах и снимают скрепы
Паяют массивные детали как обычно — сперва полуда на месте соединения, затем заполнение шва жидким припоем. Однако припой в этих целях используют специальный, обычно тугоплавкий и способный сохранять высокую герметичность, а также хорошо выдерживающий частичный нагрев.
При такой пайке крайне важно поддерживать детали хорошо прогретыми. Для этих целей паяльный шов непосредственно перед местом спаивания подогревают газовой горелкой, а вместо обычного электрического паяльника используют массивный медный топорик
Его также постоянно подогревают в пламени горелки, попутно смачивая припоем, а затем заполняют соединение, частично расплавляя предыдущий шов на несколько миллиметров.
Подобная техника пайки с подогревом может использоваться и при работе обычным паяльником, например, при спайке толстых жил кабеля. Жало в этом случае выступает лишь оперативным инструментом для тщательного распределения олова, а основным источником нагрева служит газовая горелка.
Как паять трубы
Медные трубы паяют высокотемпературным способом любым твердым припоем для меди с активированной флюс-пастой, не требующей удаления остатков. Далее возможны 3 варианта:
- В медных (латунных, бронзовых) соединительных муфтах – паяльных фитингах.
- С полной раздачей.
- С неполными раздачей и сжатием.
Пайка медных труб в фитингах надежнее прочих, но требует значительных дополнительных расходов на муфты. Единственный случай, когда она незаменима – устройство отвода; тогда используется фитинг-тройник. Обе паяемые поверхности заранее не лудят, но покрывают флюсом. Затем трубу вводят в фитинг, надежно фиксируют и пропаивают стык. Пайка считается законченной, когда припой перестанет уходить в зазор между трубой и муфтой (нужен 0,5-1 мм) и выступит снаружи небольшим валиком. Фиксатор снимают не ранее чем через 3-5 мин по затвердевании припоя, когда стык уже можно держать рукой, иначе припой не наберет прочность и стык когда-то да потечет.
Как паяют трубы с полной раздачей, показано слева на рис. Давление «раздатая» пайка держит такое же, как и фитинговая, но требует доп. специнструмента для разворачивания раструба и повышенного расхода припоя. Фиксация впаиваемой трубы не обязательна, ее можно вдвинуть в раструб с проворотом, пока не заклинит намертво, поэтому пайку с полной раздачей часто делают в неудобных для установки фиксатора местах.
Пайка медных труб
В домашней разводке из тонкостенных труб малого диаметра, где давление уже небольшое, а его потери несущественны, целесообразной может оказаться пайка с неполной раздачей одной трубы и сужением другой, поз. I справа на рис. Для подготовки труб достаточно круглой палки из твердого дерева с коническим острием в 10-12 градусов с одной стороны и усеченно-конической лункой в 15-20 градусов с другой, поз II. Концы труб обрабатывают, пока они без заклинивания не войдут друг в друга прим. на 10-12 мм. Лудят поверхности заранее, наносят на луженые еще флюса и соединяют до заклинивания. Затем греют до плавления припоя и подпирают зауженную трубу, пока ее не заклинит. Расход припоя выходит минимальным.
Важнейшее условие надежности такого стыка – сужение должно быть ориентировано по току воды, поз. III. Школьный закон Бернулли – обобщение для идеальной жидкости в широкой трубе, а у реальной жидкости в узкой трубе за счет ее (жидкости) вязкости максимум скачка давления смещается противоположно току, поз. IV. Возникает составляющая силы давления, прижимающая зауженную трубу к раздатой, и пайка получается очень надежной.
Один домашний способ, как паять алюминий паяльником
Нужно подготовить небольшую поверхность на алюминиевом изделии, просто зачистив её. На эту поверхность нанести несколько капель концентрированного раствора медного купороса. Алюминиевое изделие подключить, используя провод диаметром примерно 1 мм к источнику постоянного тока. Можно использовать алюминиевый провод. Другой медный провод свернуть так, чтобы получился небольшой диск. Другой конец этого провода подключить к «+» источнику постоянного тока.
В эту цепь можно последовательно включить обычную лампу накаливания на соответствующее напряжение. В качестве источника питания подойдёт трансформаторный выпрямитель от 3 до 12 вольт, аккумуляторная батарея или даже батарейка от карманного фонарика с напряжением 4,5 вольт.
https://youtube.com/watch?v=dKfu29OZnwo
После включения источника питания медный провод со свёрнутым диском подносится к месту пайки на небольшое расстояние и опускается в нанесённый ранее раствор медного купороса. Касаться самого алюминиевого изделия не нужно, ток должен течь через медный купорос. Загорается лампочка, и происходит электролитическое осаждение меди на поверхность алюминия. Через некоторое время медный купорос может закипеть и испариться. На его месте останется осаждённая медь. Потом этот участок можно залудить обычным способом и припаять к нему медный провод.
Что такое пайка
С точки зрения технологии, спаиванием называют операцию неразъемного соединения деталей из различных материалов, выполняемую с помощью легкоплавкого металла или сплава. Припой в расплавленном виде вводится между двух остающихся в твердом фазовом состоянии изделий, затекает в их мельчайшие поры и, застывая, прочно соединяет их. Люди начали паять паяльником, нагревая его на открытом огне. Такая работа требовала большого навыка и даже определенного мастерства, чтобы научиться паять, у ученика уходили годы. В начале XX века появились электрические паяльники, поддерживающие постоянную температуру жала, и с тех пор освоить основы пайки по плечу любому за несколько часов. Пайка паяльником утратила тайны ремесла и превратилась в обычный навык домашнего мастера. Тем не менее, электропаяльник паяет не сам, и необходимо соблюдать определенные правила пайки.
Назначение прибора
Паяльник электрический выпускается с напряжением питания от 12 до 220в. Маломощную конструкцию сложно изготовить под большое напряжение, так как для этого требуется много слоев тонкого провода, что приводит к увеличению габаритов. Кроме того, его выбирают, исходя из условий безопасности работы.
Мощность паяльника удобно подобрать с помощью простой таблицы:
Мощность, Вт | Назначение пайки |
5-20 | Транзисторы, диоды, микросхемы |
40-50 | Распространенная работа по электромонтажу |
более 50 | Пайка крупных деталей |
Оптимальную температуру жала поддерживают вручную или автоматически. Для этого применяют тиристорные регуляторы.







Для увеличения срока службы конец паяльника можно отковать. При этом медь будет меньше растворяться в припое. Перед тем как пользоваться паяльником, жалу придают напильником определенную форму. Наиболее распространенными являются угловая и на срез. Ножевидную форму придают концу, чтобы одновременно выпаивать несколько контактов микросхемы или выводов разъема.
Пайка плат
Как правило, на платах радиодетали припаиваются к токоведущим дорожками или специальным «пятакам». Если дорожки уже покрыты оловом (имеют серый цвет), их не нужно предварительно лудить.
Инструкция, как правильно паять детали к плате:
- Пинцетом отогнуть выводы на детали так, чтобы они ровно прилегали к дорожкам (пятакам) или попадали в посадочные пазы.
- Ровно зафиксировать деталь с помощью пинцета.
- Обработать место пайки флюсом.
- Набрать на жало небольшое количество припоя и приложить его к точке пайки.
- Дождаться равномерного распределения припоя. Не стоит держать паяльник слишком долго, из-за перегрева деталь может выйти из строя. Чтобы деталь не сдвинулась с посадочного места, её следует придерживать пинцетом.
- После остывания промыть место пайки от остатков флюса. Для этого оптимально использовать спирт (этиловый или изопропиловый) либо бензин «Галоша».
При необходимости контакты можно покрыть защитным лаком для плат. Это необходимо для защиты от влажной среды и предотвращения риска замыкания при соприкосновении с другими поверхностями.

Подготовка паяльника
Паяльник для работы с платами может иметь мощность от 15 до 30 Вт. Более мощный инструмент применяют для припаивания толстых проводов и крупных радиодеталей. Часто используется паяльник, который называют паяльным карандашом.
В последние годы в магазинах можно приобрести паяльную станцию. Специалисты отмечают, что работать с таким прибором гораздо проще, чем с обычным паяльником. Такая установка обладает рядом преимуществ:
- Можно с точностью до градуса контролировать рабочую температуру во время проведения пайки.
- С помощью станции можно паять детали из меди, стали, алюминия, полипропилена, пластика и других материалов.
- Станция обладает долговечностью.
Но есть у нее и недостатки, к которым следует отнести довольно высокую стоимость и большие затраты электроэнергии.
Паять платы значительно легче, чем работать с обычными проводами. Детали отлично фиксируются в калиброванных отверстиях. Нет необходимости поддерживать их с помощью тисков, плоскогубцев и других приспособлений.
Мнение эксперта
Стребиж Виктор Павлович, эксперт по освещению и электрике
Любые вопросы задавайте мне, я помогу!
Паяльник это универсальный инструмент , при помощи которого можно оперативно соединить разорвавшиеся провода или контакты, а также быстро отремонтировать микросхему или соединить лёгкие металлические поверхности. Если же вам что-то непонятно, пишите мне!