

Черт.10
— расчетная ширина канавки шкива,— глубина канавки над расчетной шириной, — расчетный диаметр шкива,— глубина канавки ниже расчетной ширины, — расстояние между осями канавок, — расстояние между осью крайней канавки и ближайшим торцом шкива, — угол канавки шкива, — наружный диаметр шкива, — радиус закругления верхней кромки канавки шкива, — ширина шкива.
Черт.10
Таблица 2
Размеры, мм | ||||||||||||
для угла канавки | ||||||||||||
Сечение ремня | Но мин. | Пред. откл. | Номин. | Пред. откл. | 34° | 36° | 38° | 40° | ||||
Z | 8,5 | 2,5 | 7,0 | 12,0 | ±0,3 | 8,0 | ±1,0 | 0,5 | 50-71 | 80-100 | 112-160 | 180 |
А | 11,0 | 3,3 | 8,7 | 15,0 | ±0,3 | 10,0 | +2,0 | 1,0 | 75-112 | 125-160 | 180-400 | 450 |
-1,0 | ||||||||||||
В | 14,0 | 4,2 | 10,8 | 19,0 | ±0,4 | 12,5 | +2,0 | 1,0 | 125-160 | 180-224 | 250-500 | 560 |
-1,0 | ||||||||||||
С | 19,0 | 5,7 | 14,3 | 25,5 | ±0,5 | 17,0 | +2,0 | 1,5 | — | 200-315 | 355-630 | 710 |
-1,0 | ||||||||||||
D | 27,0 | 8,1 | 19,9 | 37,0 | ±0,6 | 24,0 | +3,0 | 2,0 | — | 315-450 | 500-900 | 1000 |
-1,0 | ||||||||||||
Е | 32,0 | 9,6 | 23,4 | 44,5 | ±0,7 | 29,0 | +4,0 | 2,0 Виртуальная лотерея кено с живым дилером минимальная ставка 10 рублей. | — | 500-560 | 630-1120 | 1250 |
-1,0 | ||||||||||||
ЕО | 42,0 | 12,5 | 30,5 | 58,0 | ±0,8 | 38,0 | +5,0 | 2,5 | — | — | 800-1400 | 1600 |
-1,0 |
2.5. Ширину шкива вычисляют по формуле




, (1)
где — число ремней в передаче. Наружный диаметр шкива вычисляют по формуле
. (2)
2.6. Схема построения условного обозначения шкивов приведена в приложении.
2.7. Шкивы должны быть изготовлены из материалов, обеспечивающих выполнение требуемых размеров и работу шкивов в условиях эксплуатации (наличие механических усилий, нагрев, истирание).
2.8. Отливки шкивов не должны иметь дефектов, ухудшающих их внешний вид. На поверхности отливок, подвергающихся механической обработке, допускаются дефекты по ГОСТ 19200-80 в пределах припуска на механическую обработку.
2.9. Допускаемое отклонение от номинального значения расчетного диаметра шкивов h11 по ГОСТ 25347-82, ГОСТ 25348-82.
2.10. Предельные отклонения угла канавки шкивов, обработанных резанием, должны быть не более:±1° — шкивов для ремней сечений Z, А, В.± — шкивов для ремней сечений С, D, Е, ЕО.
2.11. Предельные отклонения угла конусного отверстия — ± по ГОСТ 8908-81.
2.12. Предельные отклонения размеров необрабатываемых поверхностей для шкивов:из чугуна и стали — по 7-му классу точности ГОСТ 26645-85;из других материалов с расчетным диаметром:до 500 мм — по 16-му квалитету ГОСТ 25347-82;
св. 500 мм — по 15-му квалитету ГОСТ 25347-82, ГОСТ 25348-82.
2.13. Допуск биения конусной рабочей поверхности канавки шкива в заданном направлении на каждые 100 мм расчетного диаметра относительно оси должен быть не более:0,20 мм — при частоте вращения шкива до 8 с;0,15 мм — при частоте вращения шкива св. 8 с до 16 с;0,10 мм — при частоте вращения шкива св. 16 с
2.14. Допуск радиального биения поверхности наружного диаметра относительно оси посадочного отверстия — по 9-й степени точности по ГОСТ 24643-81 при контроле расчетного диаметра методом А. Радиальное биение наружного диаметра при контроле расчетного диаметра методом Б по ГОСТ 25069-81.
2.15. Допуск цилиндричности наружных диаметров — по 8-й степени точности по ГОСТ 24643-81.
2.16. Каждый шкив, работающий со скоростью свыше 5 м/с, должен быть сбалансирован.Нормы точности статической балансировки приведены в табл.3.
Таблица 3
Окружная скорость шкива, м/с | Допустимый дисбаланс, г·м |
От 5 до 10 | 6 |
Св. 10 » 15 | 3 |
15 » 20 | 2 |
20 » 30 | 1 |
2.17. Допуск торцового биения обода и ступицы относительной оси посадочного отверстия должен быть не грубее 10-й степени точности по ГОСТ 24643-81.
2.18. Концы валов для шкивов с цилиндрическим отверстием — по ГОСТ 12080-66; с коническим отверстием — по ГОСТ 12081-72; предельное отклонение диаметра ступицы по Н9.
2.19. Неуказанные предельные отклонения размеров обрабатываемых поверхностей: Н14; h14; ±.
2.20. Значение параметра шероховатости по ГОСТ 2789-73 рабочих поверхностей канавок шкива должно быть не более 2,5 мкм.
2.21. В шкивах со спицами ось шпоночного паза должна совпадать с продольной осью спицы.
2.22. Средний ресурс шкивов в эксплуатации для среднего режима работы устанавливается не менее 63000 ч до капитального ремонта, установленный ресурс — не менее 30000 ч до капитального ремонта.
2.23. Нерабочие поверхности металлических шкивов должны быть окрашены по ГОСТ 9.032-74 и ГОСТ 12.4.026-76.
2.24. Маркировка шкиваНа нерабочей поверхности каждого шкива должны быть четко нанесены краской: условное обозначение сечения ремня, расчетный диаметр, диаметр посадочного отверстия, марка материала и обозначение стандарта.
2.25. Маркировка тары — по ГОСТ 14192-77, при этом на ящике дополнительно указывают:условное обозначение шкива;число шкивов;дату упаковки.
2.26. Шкивы должны быть упакованы в ящики по ГОСТ 2991-85 или обрешетки по ГОСТ 12082-82.Консервация обработанных рабочих поверхностей — по ГОСТ 9.014-78. Срок действия консервации — 2 года.
Изготовление шкива своими руками

Существует несколько методов, позволяющих самостоятельно изготовить шлицевой шкив для мотоблока. Наиболее простой способ заключается в вытачивании детали. Для этого следует выбрать подходящую заготовку, и обработать ее на токарном станке. Если в вашем распоряжении нет специализированного станка, то изготовление детали можно заказать в токарной мастерской. Однако следует учитывать, что шкив для мотоблока – элемент достаточно габаритный, поэтому мастеру будет довольно трудно найти подходящую заготовку для вытачивания элемента. В таком случае шкив можно сделать самостоятельно, а фланец для него заказать у мастерской.
Второй метод более сложный в исполнении. Для работы необходимо заранее подготовить лист фанеры, электрический лобзик, дрель и ручной фрезер. Порядок действия выглядит следующим образом:
- В первую очередь вырежьте из фанеры заготовку подходящего диаметра;
- Возьмите циркуль и нарисуйте на заготовке круг. В центре него проделайте отверстие;
- При помощи электрического лобзика выпилите диск. При этом расстояние от края диска до крайней черты фанеры должен составлять примерно 2–3 см;
- Чтобы придать вырезанному диску идеально круглую форму, закрепите в его центральном отверстии дрель с предварительно надетым на сверло болтом, и отшлифуйте заготовку при помощи мелкозернистой наждачной бумаги;
- Далее сформируйте место, на котором будет натягиваться ремень. Сделать это очень просто при помощи ручного фрезера. Надежно зафиксируйте диск на верстаке при помощи саморезов, и выберите канавку для ремня, предварительно подобрав подходящую для работы фрезу;
- После изготовления шкива сделайте замеры его посадочного места на валу мотора и просверлите внутри детали отверстие нужного диаметра.
Готовую деталь можно установить на мотоблок. При эксплуатации агрегата помните, что шкив из фанеры не сможет прослужить длительное время, поэтому регулярно проверяйте его на наличие повреждений или деформаций. При появлении первых дефектов немедленно замените шкив новым элементом. Изготовленную таким способом деталь можно устанавливать на мотоблоки Салют и Нева различных модификаций. Конструкция этих агрегатов позволяет монтировать шкивы, изготовленные из любых материалов.
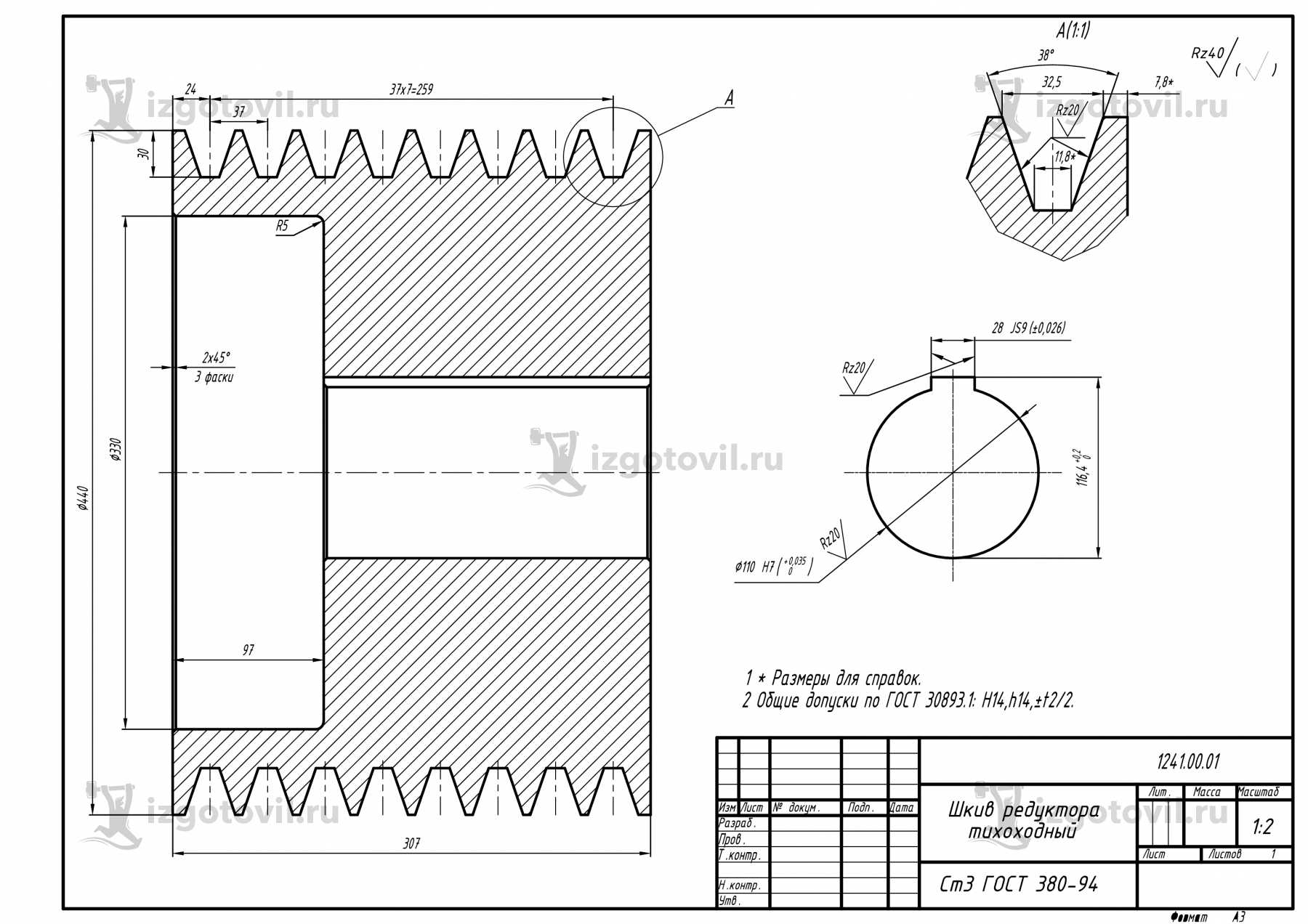
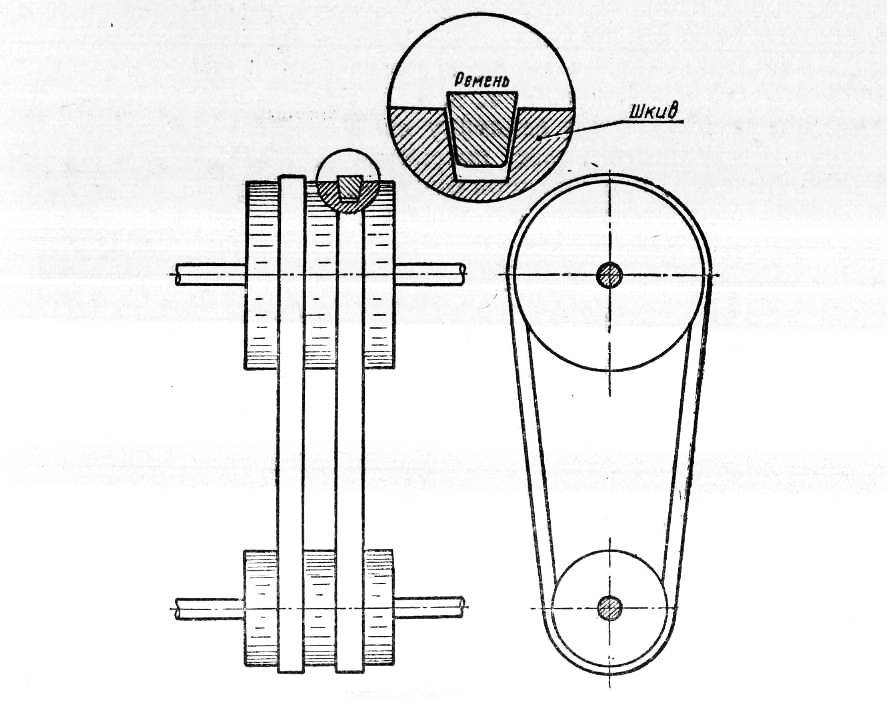
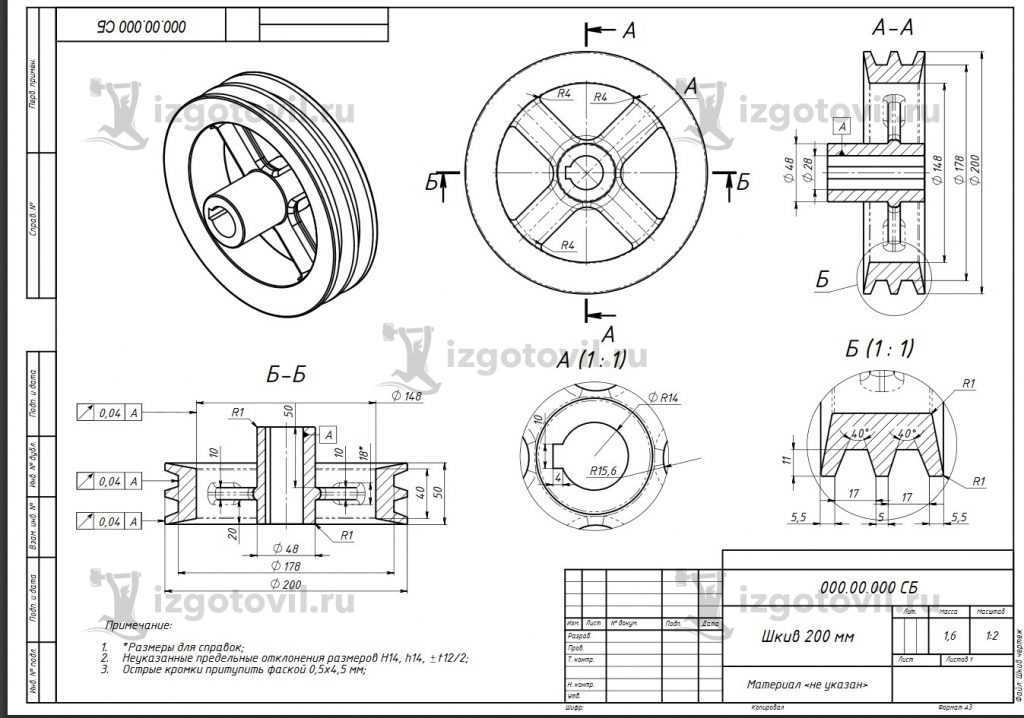
Изображение шкива на чертежах
Из чертежа изделия должно быть полностью понятно его устройство, размеры и способ изготовления. Для стандартных изделий на чертеже обязательно наносится обозначение шкивов.
Чтобы правильно и точно изготовить нестандартный шкив, чертеж его должен соответствовать определенным требованиям. Правильно выбрать угол канавки шкива можно, если воспользоваться для чертежа стандартным рядом уклонов.
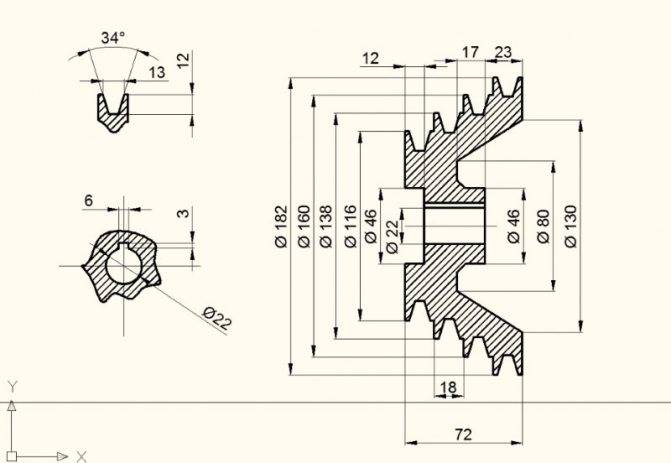
Шкив обычно изображается на чертежах в двух видах:
- разрез секущей плоскостью, проходящей через ось вращения;
- вид сбоку.
Вид сбоку, как и для других деталей с осевой симметрией, приводят не полностью, а в половину. Для шкивов, имеющих в своей конструкции спицы, допустимо не изображать все, а привести чертеж одной детали с указанием их количества.
Разрез требуется строить так, чтобы в его плоскости находилась хотя бы одна спица. Спицы на разрезе штриховать не требуется. Если же деталь выполнена сплошной, плоскость разреза штрихуется, как обычно на чертеже.
Основные размеры и параметры, такие, как:
- диаметр обода и ступицы;
- профиль клинового ремня;
- радиусы сопряжения;
- уклоны канавки и т. п., наносятся на разрезе.
На дополнительном виде чертежа изображают сечение спицы. Если форма его переменная, то делают несколько дополнительных видов чертежа.
Изображение места крепления под шпонку с размерами и указанием качества поверхности также выносится на дополнительный вид чертежа.
Если вместо спиц для облегчения конструкции в теле детали предусмотрено несколько отверстий, их число и размеры указываются на разрезе, а вид сбоку на чертеже допустимо не строить.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
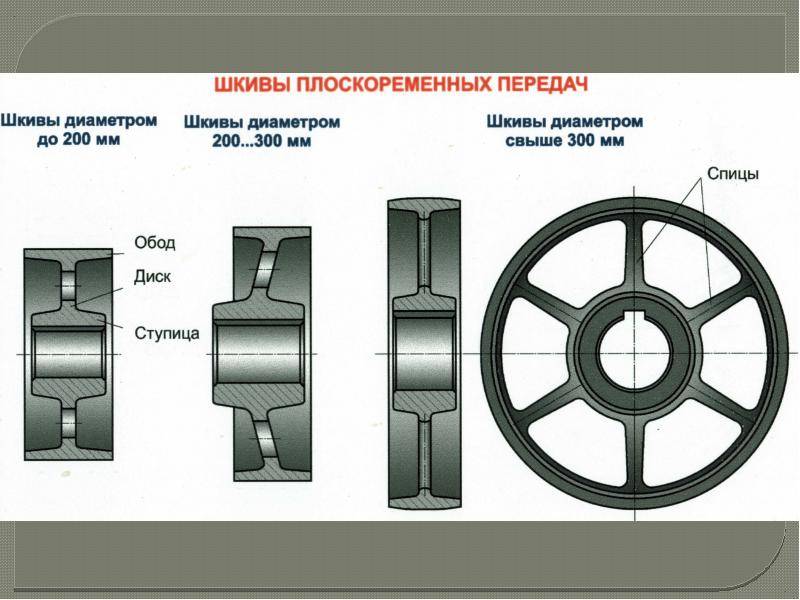
Шкив от мотоблока: предназначение и разновидности
Шкив для мотоблока – деталь, внешне похожая на маленькое колесико. Обычно устанавливается между валами. За счет ременной передачи создает между ними вращательные движения. Поэтому шкив мотоблока – основной механизм, которым можно изменить крутящий момент любого техсредства, будь то культиватор или пилорама.
Мотоблочные шкивы различаются по:
- материальному исполнению;
- размеру;
- количеству ручьев;
- типу посадочных отверстий.
Шкив на мотоблок чаще всего выпускают из:
- нержавейки;
- дюрали;
- чугуна;
- алюминия.
Возможны более легкие варианты из пластмассы или прессованных опилок. Для этой запчасти является диаметр – как внешний, так и внутренний. Размеры шкивов стандартизированы для исключения путаницы в этом вопросе. Согласно действующим стандартам шкивы для мотоблока бывают:
- монолитными – диаметр до 10 см;
- дисковые – 4-8 см;
- снабженные спицами – 18-100 см в диаметре.
У разных по величине шкивов посадочные канавки хоть и присутствуют в приблизительно одинаковом количестве (около 8), но различны по форме:
- цилиндрические;
- конические.
Их число обычно не превышает 8
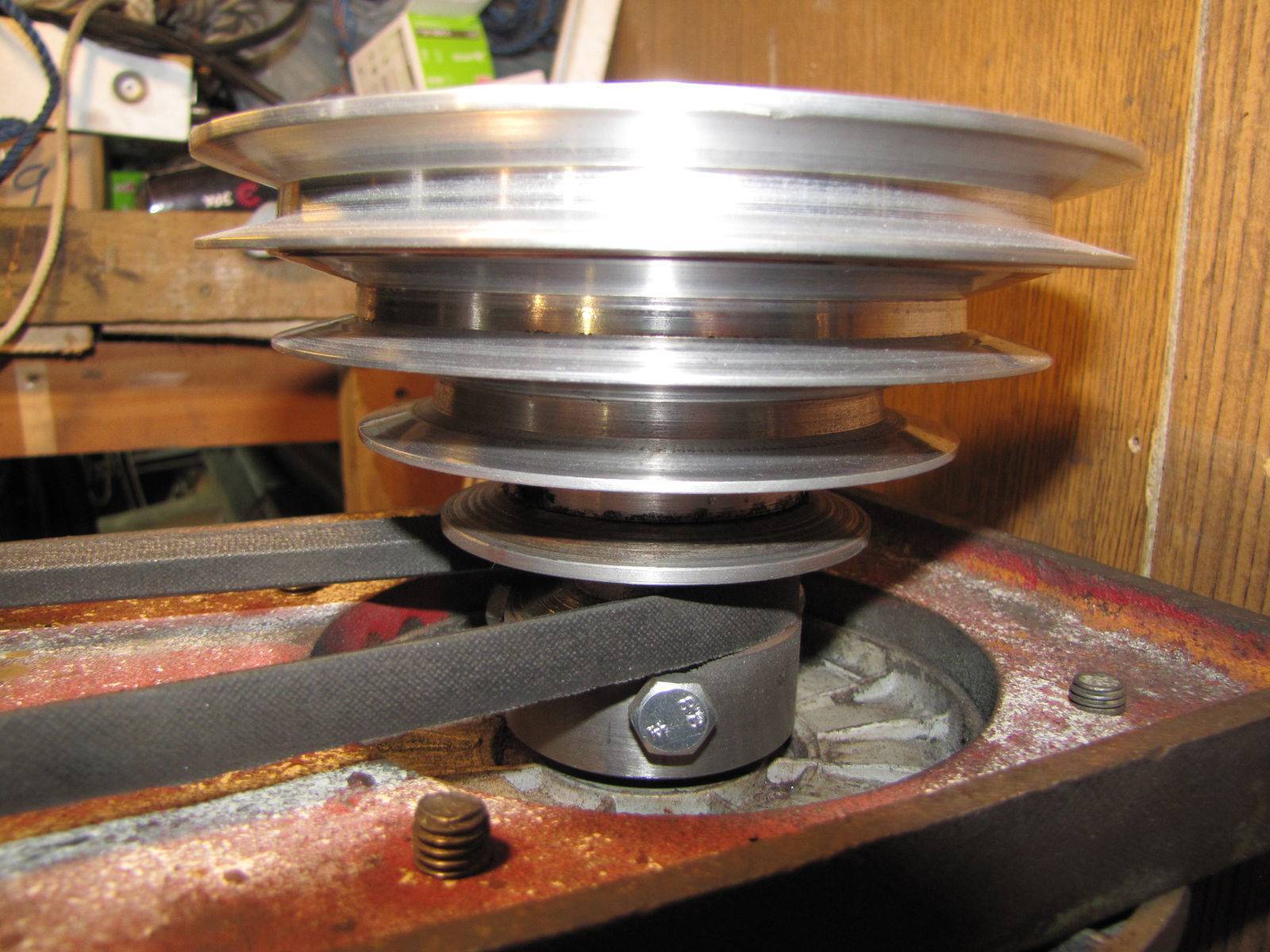
Исходя из того, что маневренность мотоблока определяется перебросом ремня между ручьями, подтипами шкивов выступают:
одноручейный шкив;
двухручейный;
трехручейный.
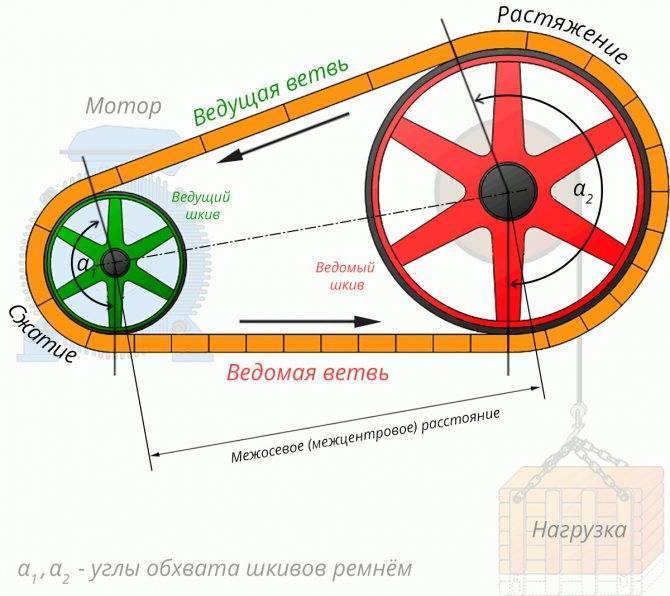
Также в зависимости от того, к какому валу он относится, шкив классифицируется на:
- ведущий;
- ведомый.
Например, ведомый шкив на мотоблок предназначен для связи с мотором и приведения в рабочее состояние вспомогательного оборудования. Ведомый инсталлируется непосредственно на коленвал.
Выбор и использование шкивов для мотоблока
Уже многие десятки лет работники сельского хозяйства используют мотоблок, который значительно облегчает выполнение тяжелых работ с землей. Данное устройство помогает не только пахать, но и боронить, скородить и окучивать. Электрический аппарат состоит из большого количества основных и вспомогательных деталей. Одной из важных частей мотоблока является шкив, который передает вращающиеся обороты от мотора к навесному оборудованию через ремень. Данное устройство дает возможность аппарату двигаться в разных направлениях. В специализированных магазинах можно увидеть шкивы, которые отличаются не только размером, но и материалом изготовления. Перед покупкой необходимой детали надо проконсультироваться с опытными мастерами или консультантами магазинов, для того чтобы приобретенная деталь не оказалась ненужной и бесполезной.
Предназначение и технические характеристики шкивов
Шкив для мотоблока – это важная деталь редуктора, которая отвечает за направление усилия, исходящего от мотора. Именно с его помощью агрегат может двигаться вперед или назад, приводить в действие навесное оборудование. Крепится шкив на основном валу двигателя и передает усилие на необходимое колесо с помощью ремня.
Отличаются шкивы по размерам и материалу, из которого они изготовлены. Самый надежный и долговечный вариант – шкив из дюралюминия, чугуна, стали или алюминия. Они достаточно прочные, устойчивые к внешней среде.
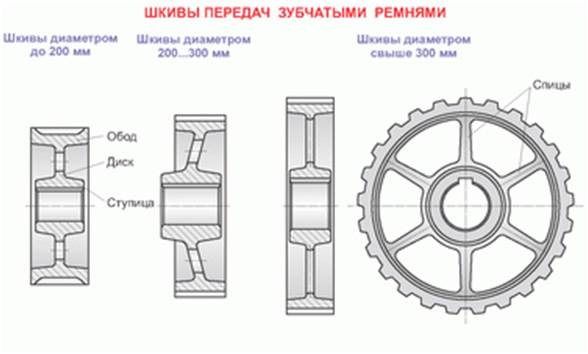
По типу изготовления различают 3 вида шкивов, подходящих для мотоблоков:
- дисковые – диаметром 80-400 мм;
- шкив со спицами – диаметром 180-1000 мм;
- монолитные – включают двухручековые шкивы (диаметром 25 мм), а также трехручейковые (диаметром 100 мм).
Что касается формы отверстий для посадки, то по этому критерию выделяют шкивы с конусообразным и цилиндрическим отверстием. Оба вида шкивов оснащены 8 специальными углублениями, которые необходимо тщательно поддерживать в рабочем состоянии, регулярно шлифовать, чтобы защитить ремни от преждевременного износа.
Также перед первой установкой шкива на редуктор мотоблока следует убедиться в том, что размеры ремня идеально подходят под данную деталь.
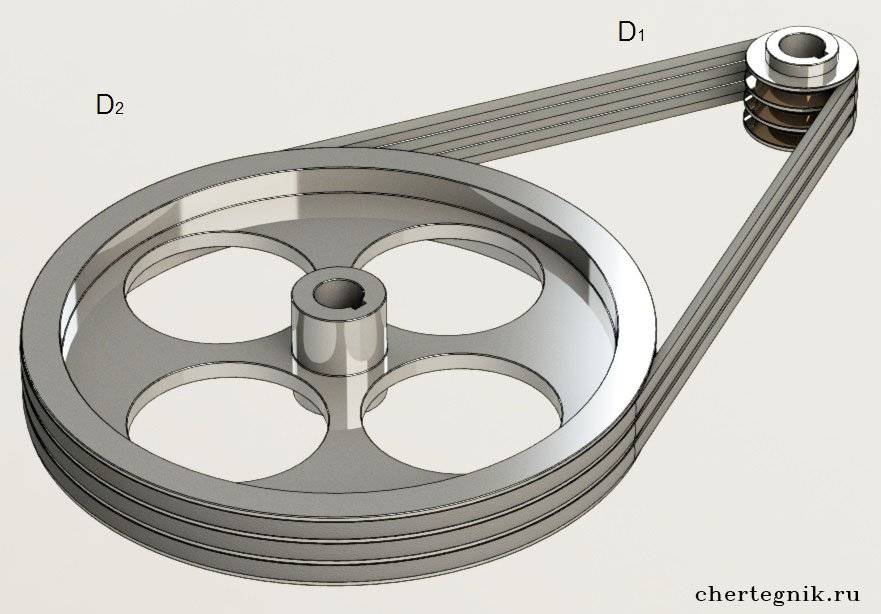
Приводной шкив
Приводные шкивы 2 соединяются клиновидными ремнями с двигателями постоянного тока. Каждый из этих двигателей может работать либо как двигатель, либо как генератор. Благодаря этому, когда одна из электромашин используется как двигатель, приводящий в движение спаренные коробки скоростей, вторая работает в качестве генератора, создающего необходимую нагрузку. Для испытания обеих коробок в одинаковых условиях электромашины через определенные периоды времени переключаются, при этом выполняющая роль двигателя превращается в генератор, а генератор превращается в двигатель. Спаренная обкатка позволяет иметь постоянный крутящий момент на шкивах при изменении числа оборотов шпинделей.







Приводные шкивы устанавливаются на тракторах или сбоку ( справа), или сзади. Боковое расположение шкива применяется на колесных тракторах, а заднее — на гусеничных. В обоих случаях ось вращения шкива параллельна оси ведущих колес трактора.
Приводной шкив 6 передает вращение шпинделю через детали 7, 8 и шпонку. Шпиндель разгружен от усилий натяжения ремней.
Приводной шкив сидит на отдельных шарикоподшипниках во фланце корпуса передней бабки 7 и передает шпинделю вращение через шпонку. Привод шпинделя осуществляется от отдельного электродвигателя постоянного тока с бесступенчатым регулированием скоростей.
Приводной шкив 13 вращается холостой ветвью ленты конвейера. Диаметр приводного шкива 13 и передаточное число колес 14 и 15 подбирают таким образом, что кулак 16 совершает один полный оборот за время прохождения участка ленты, равного теоретической длине платформы весов.
Приводные шкивы размещаются по одну сторону относительно кожуха машины, а загрузочная воронка расположена с противоположной стороны. Движение дисков в разные стороны достигается прямой и перекрестной ременными передачами. Эта конструкция с точки зрения техники безопасности заслуживает предпочтения перед дезинтеграторами со шкивами, расположенными с разных сторон кожуха.
| Боковой вал отбора мощности. |
Приводной шкив позволяет передавать мощность на рабочие органы стационарных машин с помощью ременной передачи. На тракторах МТЗ-80 и МТЗ-82 корпус 2 ( рис. 103, а) шкива монтируется на заднем мосту, а шкив 3 соединяется через шестерни / с хвостовиком ВОМ. На тракторе Т-25 А1 ( рис. 103, б) приводной шкив размещают с правой стороны на промежуточном валу главной передачи. На тракторах МТЗ-80 и МТЗ-82 приводной шкив включают в работу так же, как и независимый ВОМ.
Приводной шкив приводится в движение от заднего вала отбора мощности с независимым приводом.
| Шпиндельная бабка автомата продольного точения 1Б10П. |
Приводной шкив 7 установлен непосредственно на шпинделе автомата. В отверстии передней части шпинделя установлена конусная втулка 17, в которую вставлена пружина 2 и сменная зажимная цанга. Пружина 2, сжатая при завинчивании гайки 18 между торцом зажимной цанги и внутренним буртиком конусной втулки, будет постоянно сдвигать конусную втулку вправо, разжимая цангу и освобождая пруток. При перемещении конусной втулки влево цанга зажимает пруток.
| Принцип работы механизма подачи прутка в автоматах продольного точения. |
Приводной шкив 9 смонтирован на шарикоподшипниках на консольном стакане 8 и передает вращение на шпиндель через фланец 7 и шпонку.
| Схема трехщеточного генератора. |
Приводной шкив одновременно служит вентилятором, создающим во время вращения тяг воздуха, охлаждающего генератор через его корпус, в направлении от задней крышки к передней.
Делаем алюминиевую деталь
Сделать металлический шкив сложнее, чем его фанерный аналог, но и надежность такой детали будет значительно выше. Предоставляем детальную пошаговую инструкцию по изготовлению алюминиевого шкива. Для производства этой детали нам понадобится кусок алюминия и приспособление для его переплавки.
- Заготавливаем форму из пенополистирола. Перед тем как это сделать, определитесь с необходимыми размерами для вашего шкива.
- Вставляем форму в песок таким образом, чтобы верхний ее кусок не был им накрыть.
- Выплавляем алюминий. Лучше всего это делать в специальной плавильной печке.
- Расплавленный алюминий выливаем в форму.
- Монтируем планшайбу и выплавленную деталь. Для этого в заготовке необходимо просверлить отверстия и скрепить элементы посредством саморезов.
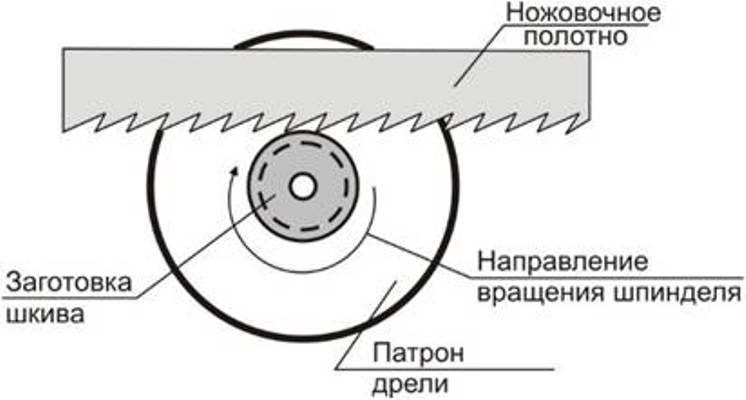
- Обтачиваем нашу деталь. Это можно сделать с помощью болгарки.
- Делаем в нашем шкиве отверстие дрелью.
Необходимо отметить, что изготовление металлического шкива требует определенных навыков и ресурсов. Для его самостоятельного производства придется потратить намного больше времени и энергии, но такие затраты окупятся длительным сроком эксплуатации такой детали. Перед выплавкой необходимо также убедиться в том, что ваш алюминий обладает достаточной прочностью и пригоден для приготовленной ему функции.
На видео-канале “Э+М” показана технология изготовления шкивов из простых и доступных материалов с использованием доступного инструмента. При этом будем обходиться без токарного станка. Во второй части публикации еще одна технология – другого мастера. Приступим к изготовлению. Для изготовления 1 типа понадобятся следующие материалы. Суперклей, листовая жесть, линолеум, термоклей и спица велосипеда.
Изготовление начинаем с разметки. Для этого откладываем нужный радиус циркулем и линейкой. Чертим круг на металле. Теперь откладываем ещё один радиус, но на один миллиметр меньше, чем на предыдущих дисках. Чертим окружность на линолеуме. Сверлим отверстие 2 миллиметров под ось. Прикладываем центр диска и линолеума к центру из жести. Переворачиваем с другой стороны делаем отверстия через трафарет.
Ось изготавливается из велосипедной спицы. Чтобы откусить воспользуемся бокорезами или плоскогубцами. Собираем и соединяем детали между собой клеем. Так как вас проворачивается, фиксируем термоклеем. На фото пример, где используется подобный шкив.
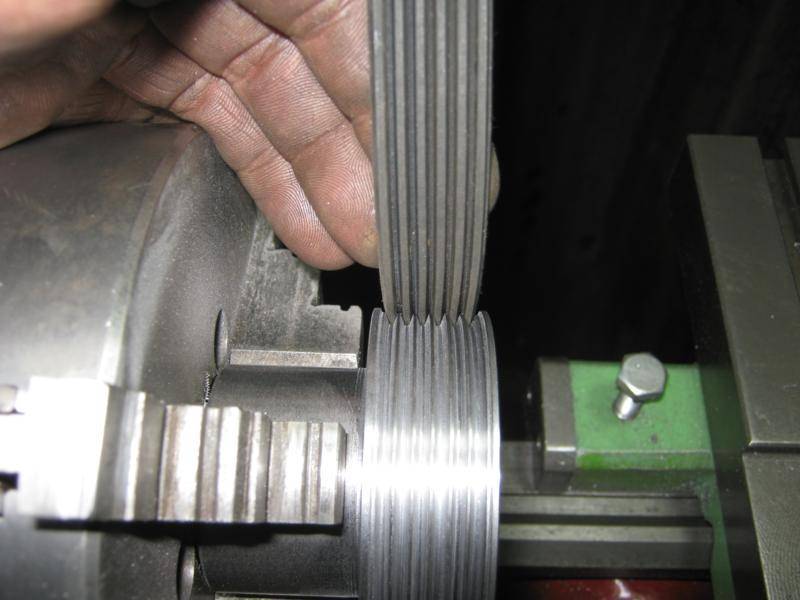
Имеется движок от стиральной машинки. Для непрофессиональных работы его мощности хватит.Токарь удлинил вал, сделал симметричным с обеих сторон. Сейчас стоит задача сделать ведущий шкив без привлечения токаря. Диаметр 95 миллиметров. Фанера десятка. Лобзиком выпилить 5 кругов. Диаметр 100 миллиметров. Соединим заготовки клеем, посадим на вал и будем обтачивать. Оказалось, что толщина фанеры 12 миллиметров, поэтому достаточно 5 дисков. Суммарная толщина 60 миллиметров. Так как планируется использование стандартной ленты для шлифмашин, такого круга для ширины ленты достаточно.

В 3 кругах перьевым сверлом сверлить отверстия. Диаметр вала 14 миллиметров, поэтому сверло 12. Складываем вместе. Мажем клеем и фиксируем саморезами. После всех манипуляций получился блин. Его толщина равна толщине, которую хотим насадить на вал. Диаметр вала почти на 2 миллиметра больше. Необходимо соблюсти соосность, так как внутри всё равно есть перепады. Вставляем внутри круглый напильник. Придерживая руками с двух сторон напильник, прокладываем колесо несколько раз. Как увеличить внутренний диаметр и соблюдем соосность.
После этих процедур берём два оставшихся круга, склеиваем и крепим саморезами. Таким образом можно сделать не только ведущий вал для гриндера, но и флянец для наждачного камня. Либо любой другой насадки на наждак.
Ролик насадили на вал. Обтачивать будем на включенном двигателе. Центрация самого вала тоже не стопроцентная, но это не критично. Если вы хотите делать такой вал, то обязательно можете клеем. Молотком непосредственно на шкив не бейте, только через оправку. Можно использовать кусочек фанеры. Потихоньку, легкими ударами насаживается.
Для того чтобы подобрать в магазине или в сети шкив для мотоблока, вам необходимо знать несколько параметров этого изделия. Шкив ведомый предназначен для передачи вращательного движения двигателя к навесному оборудованию мотоблока посредством ремня. С помощью этой детали можно увеличить или уменьшить число оборотов механизмов мотоблока.
Как сделать шкив без токарного станка
На видео-канале «Э+М» показана технология изготовления шкивов из простых и доступных материалов с использованием доступного инструмента. При этом будем обходиться без токарного станка. Во второй части публикации еще одна технология — другого мастера.
Приступим к изготовлению. Для изготовления 1 типа понадобятся следующие материалы. Суперклей, листовая жесть, линолеум, термоклей и спица велосипеда.

Изготовление начинаем с разметки. Для этого откладываем нужный радиус циркулем и линейкой. Чертим круг на металле. Теперь откладываем ещё один радиус, но на один миллиметр меньше, чем на предыдущих дисках. Чертим окружность на линолеуме. Сверлим отверстие 2 миллиметров под ось. Прикладываем центр диска и линолеума к центру из жести. Переворачиваем с другой стороны делаем отверстия через трафарет.
Ось изготавливается из велосипедной спицы. Чтобы откусить воспользуемся бокорезами или плоскогубцами. Собираем и соединяем детали между собой клеем. Так как вас проворачивается, фиксируем термоклеем. На фото пример, где используется подобный шкив.
Чтобы изготовить 2 типа шкива, нужно два материала. Листовой пвх пластик из плоской вентиляционной трубы ось из велосипедной спицы. Технология почти такая же, как в 1 случае. Здесь также используется токарный станок.
Итак, на видео показано простая технология изготовления шкива с применением обычных инструментов, без обращения к помощи токаря. Здесь не требуются никакие станки.
Еще одна технология работы по созданию шкива без применения токарного или иного станка.
В этом видеоролике канала «Mr.10000Bees» рассказали о технологии создания шкива из фанеры. Этот метод предполагает работа без токарного станка.
Имеется движок от стиральной машинки. Для непрофессиональных работы его мощности хватит.Токарь удлинил вал, сделал симметричным с обеих сторон. Сейчас стоит задача сделать ведущий шкив без привлечения токаря. Диаметр 95 миллиметров. Фанера десятка. Лобзиком выпилить 5 кругов. Диаметр 100 миллиметров. Соединим заготовки клеем, посадим на вал и будем обтачивать. Оказалось, что толщина фанеры 12 миллиметров, поэтому достаточно 5 дисков. Суммарная толщина 60 миллиметров. Так как планируется использование стандартной ленты для шлифмашин, такого круга для ширины ленты достаточно.

В 3 кругах перьевым сверлом сверлить отверстия. Диаметр вала 14 миллиметров, поэтому сверло 12. Складываем вместе. Мажем клеем и фиксируем саморезами. После всех манипуляций получился блин. Его толщина равна толщине, которую хотим насадить на вал.
Диаметр вала почти на 2 миллиметра больше. Необходимо соблюсти соосность, так как внутри всё равно есть перепады. Вставляем внутри круглый напильник. Придерживая руками с двух сторон напильник, прокладываем колесо несколько раз. Как увеличить внутренний диаметр и соблюдем соосность.
После этих процедур берём два оставшихся круга, склеиваем и крепим саморезами. Таким образом можно сделать не только ведущий вал для гриндера, но и флянец для наждачного камня. Либо любой другой насадки на наждак.
Ролик насадили на вал. Обтачивать будем на включенном двигателе. Центрация самого вала тоже не стопроцентная, но это не критично. Если вы хотите делать такой вал, то обязательно можете клеем. Молотком непосредственно на шкив не бейте, только через оправку. Можно использовать кусочек фанеры. Потихоньку, легкими ударами насаживается.
izobreteniya.net
Шкив на двигатель мотоблока: учимся изготавливать своими руками
Для того, что выполнить эту непростую на первый взгляд сложную задачу в домашних условиях и обойтись без покупки этой детали, есть ряд способов. Мы остановимся на нескольких – самых простых и универсальных, которые помогут заменить изношенный шлицевой шкив как на мотоблоках серии «Нева», так и других – типа «Салют» и «Кентавр».
1-й метод
Хитрость первого метода заключается в непосредственном вытачивании детали по выполненной ранее заготовке на токарном станке. Отсутствие дома токарного оборудования – не помеха удачному выполнению проекта, поскольку в любой момент токарное изделия можно заказать у специалистов. Если шкив крупного диаметра, могут быть трудности с поиском заготовки.
2-й способ
Требует большей сноровки и усидчивости.
Материально-технической базой самоделки послужат:
- листовая фанера;
- электроинструменты – дрель, лобзик, фрезер.
Рассмотрим последовательность работ:
- определяемся с диаметром – информацию о величине шкива можно узнать из инструкции по эксплуатации к мотоблоку или непосредственно измерив снятый с него шкив;
- отмеряем раствором циркуля необходимую длину, равную радиусу шкива;
- ставим его на заготовку и очерчиваем круг;
- берем электролобзик и вырезаем окружность;
- для устранения шероховатостей круг шлифуем наждачной бумагой;
- намечаем отверстие для внутреннего диаметра шкива и сверлим его дрелью. Для расширения используем боли, надетый на сверло;
- фрезеруем место, куда будет надеваться ремень. С этой целью окружность саморезами прификсируют к верстаку, выбирают фрезу для ручного фрезера и делают канавку для ременной передачи;
- перед монтажом шкива делаем промеры его посадочного места непосредственно в моторном отсеке. Только после этого можно приступать к сверлению окружности;
- закрепляем шкив на редуктор мотоблока посредством фланца.
Общие рекомендации
Покупные шкивы, изготовленные на заводах, чаще всего отлиты или выточены из металлических сплавов. Для маломощных двигателей выпускают пластмассовые изделия.
В домашних условиях, без литейного оборудования или точных токарных станков, изготовить приводное колесо из этих материалов сложно.
Многие эксперты считают, что шкив из дерева, фанеры или пластика, который удалось изготовить в домашней мастерской, ненадежен, недолговечен, сразу перегреется и развалится.
Это совсем не так. Если не пытаться заменить им колесо кузнечного молота усилием в 6000 тонн, а использовать на настольном станке с ограниченной мощностью и числом оборотов, то тщательно сделанная деталь сможет заменять штатную достаточно долго.
Если изготовить деталь из алюминия, она будет существенно прочнее, сможет передавать больший крутящий момент, вращаться с большей скоростью. Придется освоить литейный процесс, пусть в самом простом варианте. Изготовление шкива методом литья потребует обеспечения пожарной безопасности, использования средств индивидуальной защиты.
Колесо можно выточить на токарном станке, если он есть в домашней мастерской.
Самостоятельное изготовление шкива

Шкив является одной из наиболее важных запчастей и для сверлильного, и для токарного станка. Он представляет собой деталь, предназначение которой заключается в регулировке скорости и мощности работы двигателя. Конечно, заводские шкивы обладают высокой степенью надежности и спроектированы под свой станок, к которому идеально подходят.
Но со временем шкив, как и множество других деталей, выходит из строя и требует замены. В этой статье мы расскажем, как сделать шкив своими руками. Качественно сделанная вручную деталь может и не уступать по надежности заводским аналогам.
Общие рекомендации
Существует несколько взглядов на изготовление шкивов для станков в домашних условиях. Большинство споров ведется на тему материала, из которого следует изготавливать эту деталь. Специалисты утверждают, что выполнять шкив из дерева – плохая затея. Дело в том, что во время эксплуатации станка на шкив припадает довольно серьезная термическая и физическая нагрузка. Деревянная деталь в таких условиях проработает не слишком долго.
Лучше всего в тяжелых условиях повседневной работы проявляют себя шкивы, сделанные из металла, но их изготовление требует специального оборудования и высоких навыков токаря. Средней по качеству и сложности создания (по сравнению с металлом и деревом) является самоделка, выполненная из фанеры. Такую деталь можно использовать и при ремонте заводского станка, и в процессе создания собственного аппарата.
Шкив для любого станка можно выполнить без привлечения токаря. Для этого рекомендуем взять фанерный лист с толщиной около 10 миллиметров и придерживаться следующих инструкций:
Размечаем поверхность фанеры в соответствии с планируемыми габаритами нашей детали. Стоит отметить, что эти параметры необходимо учитывать и при выборе листа фанеры.
Нарезаем круги из нашего материала. Для этого рекомендуем использовать лобзик
В ходе работ особое внимание обратите на качество разрезов и целостность заготовок.
Учитывая толщину нашей фанеры (1 см) вырезаем из нее 6 кругов.
Берем три вырезанных круга и с помощью дрели высверливаем в их центре отверстия. Их размеры надо сопоставлять с диаметром вала двигателя нашего станка
Сверлить дырки следует таким образом, чтобы их диаметр был меньше его диаметра на 1-2 миллиметра.
Соединяем три круга с отверстиями при помощи клея и саморезов, которые сверлим по краям заготовок.
Отверстие созданной нами детали расширяем при помощи круглого напильника до такой степени, чтобы заготовка плотно садилась на вал двигателя.
Три фанерных круга без отверстий тоже ставим на клей и соединяем при помощи саморезов. После того как эти круги будут надежно закреплены между собой, мы посредством более длинных шурупов крепим их к основному валу.
Шесть скрепленных фанерных кругов необходимо обточить. Лучше всего это делать с помощью стамески или напильника. Выполняя эту работу необходимо помнить, что качество обточки напрямую будет влиять на функционирование самодельного шкива.
Стоит отметить, что таким же образом можно делать не только приводной шкив, но фланец для наждачной бумаги и другие типы насадок. Кроме того, в ходе самостоятельного изготовления шкива необходимо учитывать и тип ременной передачи, который будет использоваться на станке. Если передача будет зубчатой, то и шкив следует сделать зубчатым. Формирование такой детали будет занимать намного больше времени, ведь на заготовке придется еще делать и зубья.
: как сделать шкив?
Делаем алюминиевую деталь
Сделать металлический шкив сложнее, чем его фанерный аналог, но и надежность такой детали будет значительно выше. Предоставляем детальную пошаговую инструкцию по изготовлению алюминиевого шкива. Для производства этой детали нам понадобится кусок алюминия и приспособление для его переплавки.
Заготавливаем форму из пенополистирола. Перед тем как это сделать, определитесь с необходимыми размерами для вашего шкива.
Вставляем форму в песок таким образом, чтобы верхний ее кусок не был им накрыть.
Выплавляем алюминий. Лучше всего это делать в специальной плавильной печке.
Расплавленный алюминий выливаем в форму.
Монтируем планшайбу и выплавленную деталь. Для этого в заготовке необходимо просверлить отверстия и скрепить элементы посредством саморезов.
Обтачиваем нашу деталь. Это можно сделать с помощью болгарки.
Делаем в нашем шкиве отверстие дрелью.
Неисправности шкивов и проверка их состояния
Шкив и ременные передачи работают за счет силы трения между контактными поверхностями, поэтому распространенная причина для замены шкива — выработка рабочей плоскости. От динамических нагрузок металл шкивов трескается, скалывается.
Еще одна типичная болезнь для таких деталей — это люфты шпонки в шпоночном пазе коленчатого вала. Причина этому износ плоскостей посадки шкива с валом. Крепеж шкива с такой неисправностью от вибраций постепенно откручивается, все больше увеличивая люфт.
Длительная работа коленвала с «люфтящим» шкивом приведет к выработке и повреждению самого шпоночного паза, откручиванию шкива коленвала. Далее весь узел проворачивает на посадочном месте, разрушая шпоночное соединение, корпус шкива и сам коленчатый вал. Если на вашем моторе сорвало шкив коленвала, высока вероятность что весь коленчатый вал подлежит замене.

Сильно поврежденный шкив коленвала
Для того чтобы определить состояние шкива коленчатого вала, необходимо:
- снять ремни шкива, осмотреть его кромки и корпус на предмет повреждения трещин, износа;
- пошатать шкив, при наличии критичных люфтов узел необходимо разобрать, осмотреть на предмет выработки и повреждений;
- обычно в инструкциях по ремонту есть размеры допустимого износа деталей, расстояния до ближайших узлов двигателя. Проверка таких размеров поможет определить пригодность шкивов к дальнейшей эксплуатации.
Из чего можно сделать самодельный шкив?
Конечно же из фанеры. Уж коли нет у вас токарного станка, приходится выбирать из подручного материала. Дерево в этом деле помощник не надежный – запросто может расколоться. А вот плотная фанера, вполне себе достойно справляется с этой задачей.
В зависимости от размеров шкива, подбираю фанеру оптимальной толщины. Вырезаю из нее три круга, два одинаковых размера, а третий немного поменьше ( на толщину клинового ремня). Так же, сразу высверливаю в каждом из них – отверстие – строго по центру, в дальнейшем они очень пригодятся.
Максимально зачищаю их, сначала каждый по отдельности. Причем, на двух одинаковых кругах, с одной стороны снимаю фаску, примерно под 45 градусов. Зачищать легче и лучше – если надеть круг на большой гвоздь.
Ошкуренные фанерные круги собираю на болт с подложенной по головку широкой шайбой. Сам болт, стараюсь подобрать таким диаметром, чтобы он плотно входил в просверленное отверстие. Собираю круги в последовательности большой – малый –большой. Большие – фаской вовнутрь.




Меньший круг намазываю с двух сторон клеем ПВА, собираю будущий шкив и затягиваю болт гайкой, с подложенной широкой шайбой. И оставляю все это дело хорошо просыхать.
Хотя клей ПВА прекрасно склеивает и держит детали, для надежности их можно скрепить между собой саморезами. Только вкручивать их, нужно в предварительно просверленные тонкие отверстия.
Теперь шкив осталось немного доработать. Если он небольшого диаметра, вставляю его в укрепленную на столе дрель и обрабатываю сначала большим напильником, снимаю неровности круга и более сглаживаю фаски. А завершаю обработку наждачной бумагой. Если же шкив – большой, надеваю его на электродвигатель и провожу обработку непосредственно на месте.
Во время обработки, стараюсь почаще проверять прилегание клиновидного ремня на шкив. Чтобы не снять лишнего. Лучше немного не доделать, чем переборщить. А уж ремень в процессе работы, сам приляжет так — как ему нужно.
Так что сделать самодельный шкив, вполне посильная работа не требующая особых навыков и занимающая не так уж много времени, в сравнении например – с его поисками.





Спасибо! Буду пробовать сделать самостоятельно, вдруг получится, если долго мучится то что нибудь получится, нужно 3-х рядный с разными диаметрами и нужно 2 шт., для изменения оборотов