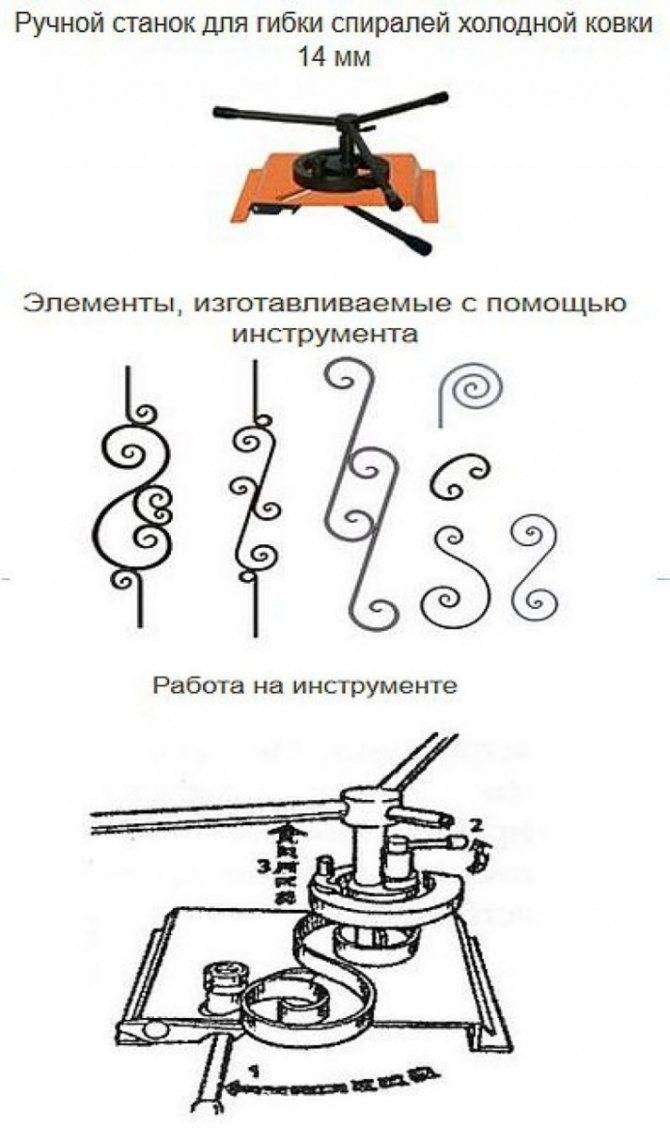
Станок улитка для холодной ковки своими руками
Изготовление станка состоит из нескольких этапов:
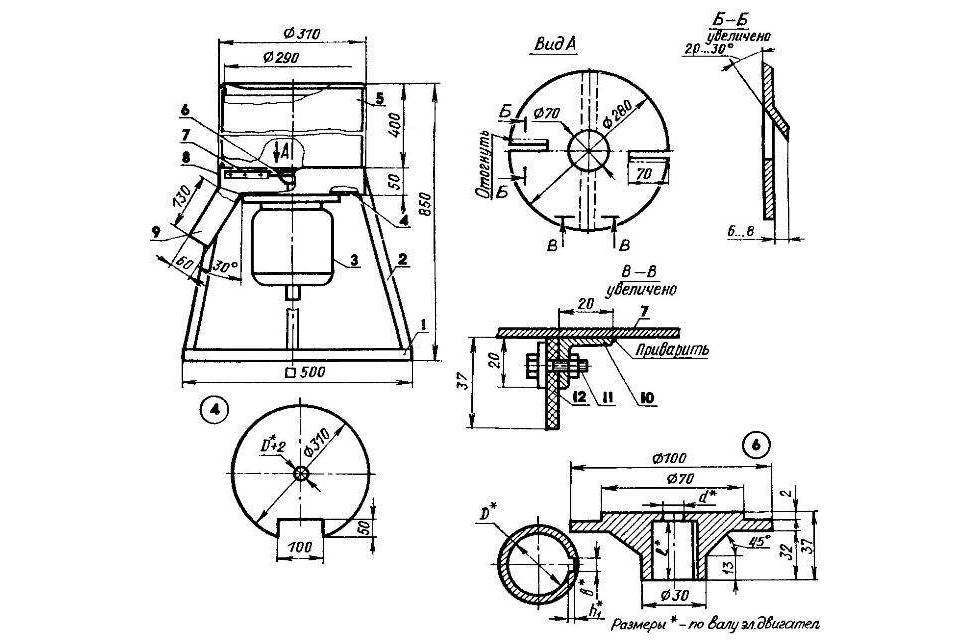
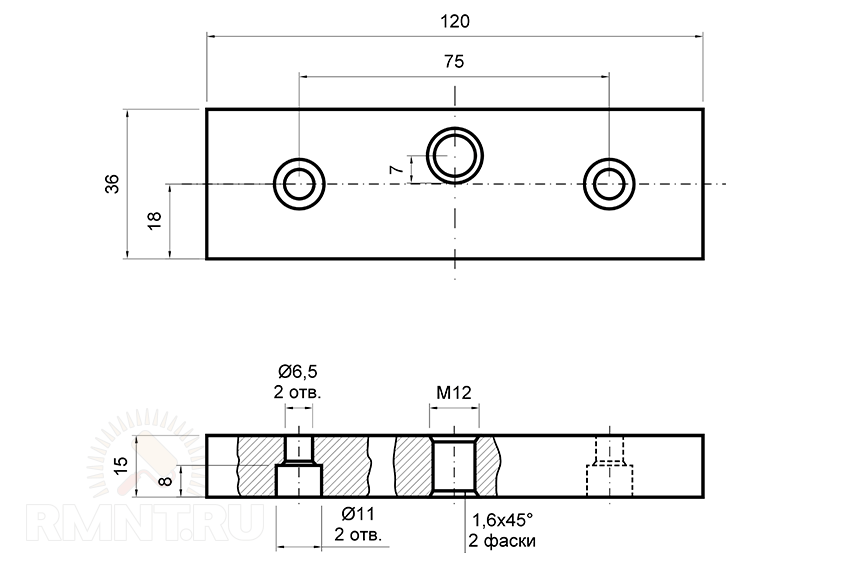
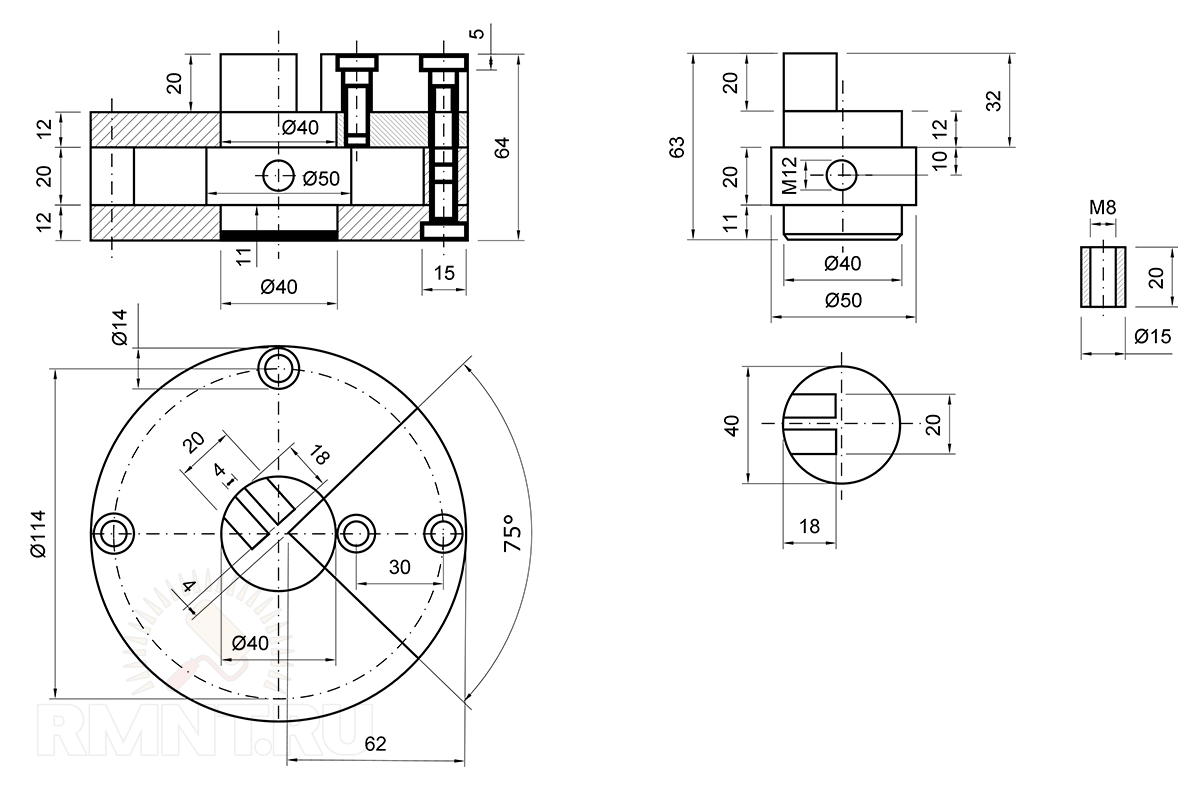
Чертеж. При составлении чертежа необходимо строго выдержать пропорции всех деталей. Зазор между центральной осью и упором должен быть шире заготовки на 3-4 мм. Тогда готовая деталь легко снимется со станка.
К стальной пластине из листа толщиной не менее 3мм приваривается по центру труба диаметром от 30 мм. Рядом крепится центральный упор для фиксации начала заготовки. Затем к ней приваривается металлическая полоса, шириной равная обрабатываемой детали, изогнутая спиралью под необходимым углом.

Приспособление закрепляется на станине. Лучше всего крепить болтами, чтобы можно было легко заменить в случае необходимости.

Для того чтобы облегчить процесс изгибания заготовки, к приспособлению приваривается ручка. Она крепится с обратной от заготовки стороны, чтобы не мешала устанавливать и снимать детали.
Для самостоятельного изготовления любого станка для холодной ковки понадобятся следующие инструменты:
сварочный аппарат;

- дрель;
- болгарка (УШМ) с отрезным и шлифовальным кругом;
- сверла различного диаметра;
- коронка по металлу;

магнитный угольник;

циркуль;

тиски.

Улитка с лемехом
Лемехом называется полоса металла, согнутая по форме нужной детали. Шаблон, по которому будут делаться завитки. Обычно лемех делается съемным, так как завитки делаются по индивидуальным размерам под каждое изделие.

Улитка с рычагом
В случае, ели требуется просто закрутить заготовку в спираль используется улитка с рычагом. Деталь крепится между основным валом и упором и с помощью закрепленного на станине рычага накручивается необходимое количество витков. Чем длиннее рычаг, тем меньшее усилие надо приложить для изгибания заготовки.

Оснащение электроприводом торсионного станка для холодной ковки
Для того, чтобы повысить не только эффективность работы на агрегате для холодной ковки, закручивая в винтовую волну прутья, но и увеличить скорость, а также обеспечить стабильность и не подвергаться переутомлению, можно установить привод электрического типа.
Работая вручную достаточно непросто сделать все элементы декорирования из металлических прутьев одинаковыми, поскольку равномерность вращательного момента при такой ситуации будет сильно варьировать. Для того чтобы избежать ошибок при изготовлении изделий можно воспользоваться:
- полуосью от автомобиля, которая установлена на ведущем мосту;
- также понадобится зубчатая пара дифференциала;
- для защиты стоит воспользоваться кожухом.
Из перечисленных приспособлений можно соорудить электрический привод к торсионному станку. Такой двигатель лучше чтобы не превышал показатели мощности в 900 об/мин и 3 кВт.
Разновидности оборудования для ручной холодной ковки металла
Для обработки металлических изделий и создании кованых элементов требуется специальное оборудование для ковки. Предприятия выпускают разнообразные механизмы, которые облегчают труд человека, ускоряют производство и позволяют достигнуть высокого качества готовых предметов. В продаже имеются разные станки для ручной холодной ковки. Прежде чем узнать, как сделать самодельный станок, необходимо ознакомиться с механизмами для обустройства кузнечной мастерской.
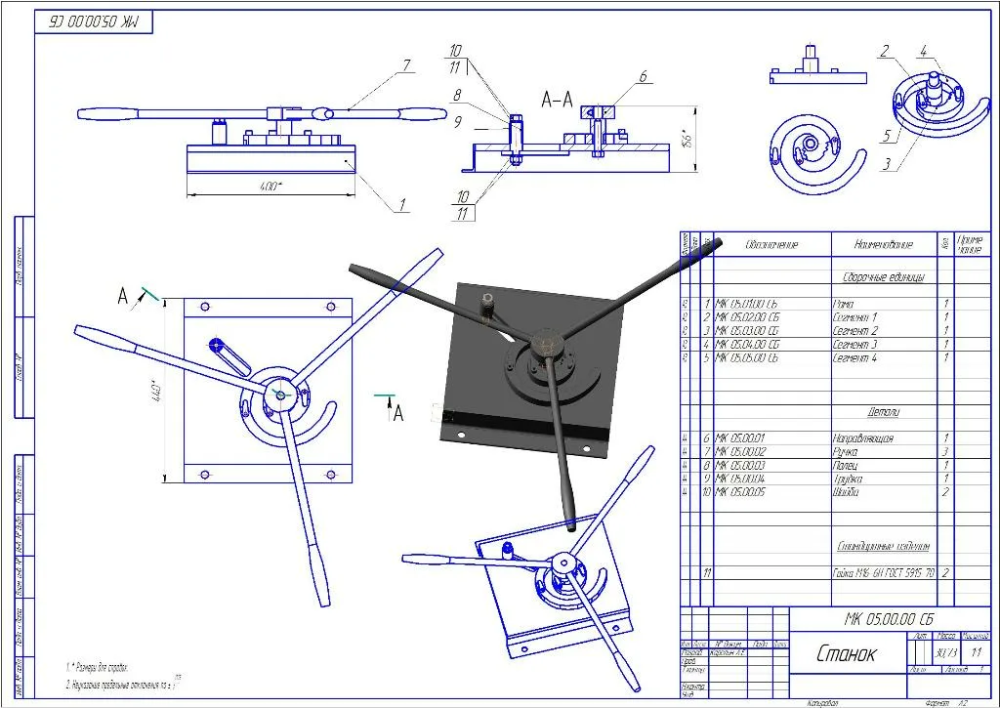
Станок улитка
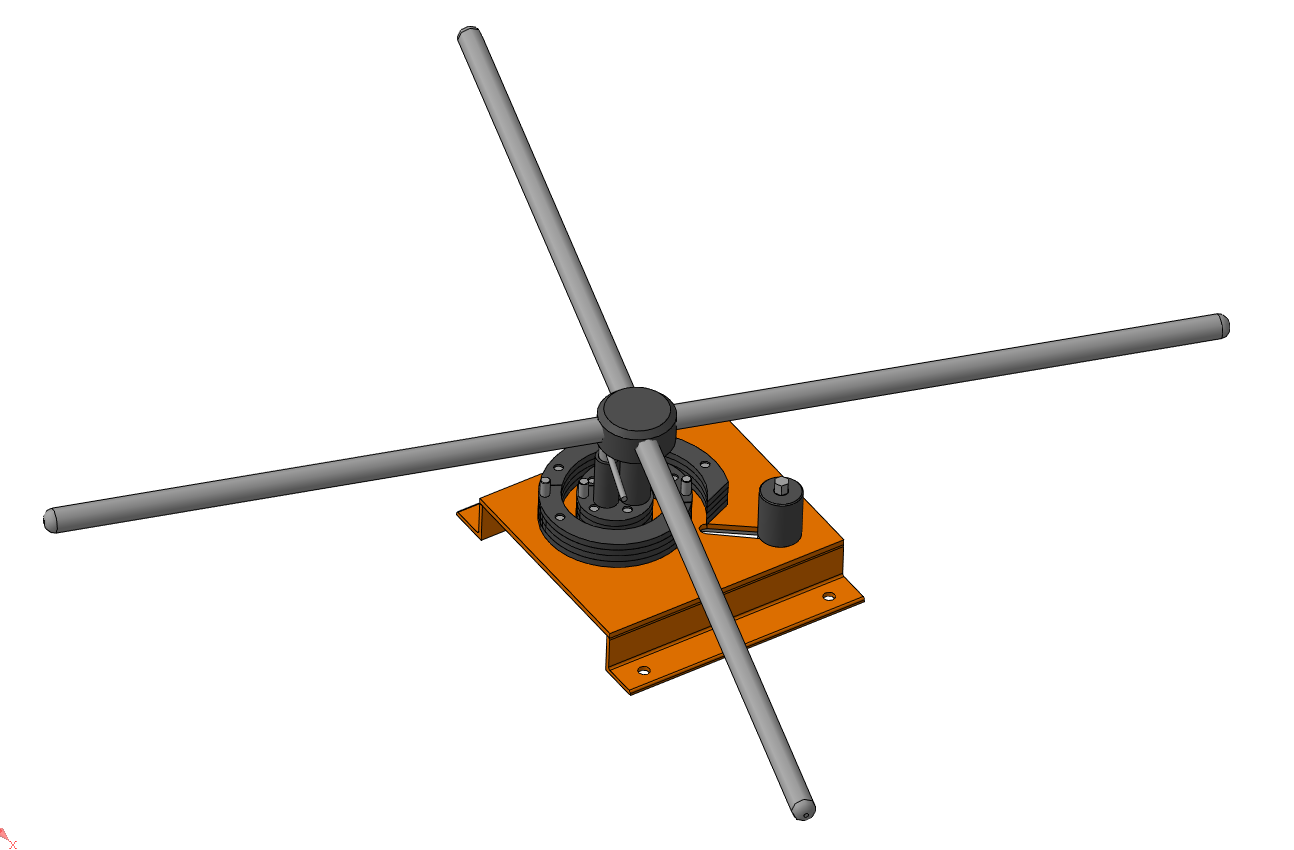
Считается универсальным приспособлением, которое предназначается для изготовления изделий спиралевидной формы. Опытные кузнецы утверждают, что это одно из самых простых приспособлений. Улитка с воротом делается из литой основы, на которой закрепляется подвижный кондуктор витой формы. С помощью ворота кузнец начинает движение механизма, и заготовка закручивается по спирали. В качестве расходного сырья могут использоваться как холодные, так и разогретые металлические профиля и прутья.
Станок торсионный
Это приспособление позволяет скручивать несколько стальных прутьев в одну общую деталь. Конструкция состоит из цилиндрической основы, на которой закрепляется два скручивающихся элемента. Детали для скручивания являются еще и зажимами, в которых закрепляются заготовки. Дополнительно может устанавливаться электродвигатель, который закручивает прутья до требуемой формы скрутки.
Станок гнутик
Это классический ручной станок для холодной ковки. С его помощью кузнецы изготавливают любой угол на заготовках. Конструкция гнутика представляет собой гибочный штамп с эксцентриковым приводом. Дополнительно к ним идет шаблон с металлическими роликами, которые фиксируются на станине. На гнутик могут устанавливать различные детали для расширения его функционала.
Станок гнутик (Фото: Instagram / stanmann_ru)
Станок пресс
С прессами знакомы многие люди, которым приходилось работать в автосервисах или слесарных мастерских. Этот механизм для холодной ковки можно собрать собственноручно. Станок состоит из литой станины и поршня, закрепленного над ней. Электродвигатель или газ приводят в движение поршень, который двигается к рабочей поверхности. Пресс используют для «догибания» некоторых заготовок до определенных углов.
Станок волна
С помощью этого приспособления кузнецы создают повторяющиеся витые узоры (завитки с маленьким ядром). Конструкция представляет собой два литых дисках. Они закрепляются на металлическом основании болтами. В усовершенствованном варианте волны есть возможность регулировать расстояние между литыми дисками.
Что производится посредством методики холодной ковки
То есть, куда мы можем направить результат наших трудов. А вариантов, как показывает практика, не так уж и мало. Особенно если вы проживаете в частном доме или имеете свою дачу.




- Всевозможная мебель для вашего сада. От небольших и уютных скамеек до крупных оград на террасы, состоящих из ветвистых кованых орнаментов. Разные мангалы, стулья и иное.
- Ограждения всех видов. Причем как для внешнего типа, по периметру территории, так и для внутренней чисто визуальной градации.
- Покрытия для беседок.
- Спортивные снаряды.
- Каркасные постройки для выращивания культур.
Как видите, если есть чертеж и инструменты, чтобы сделать универсальный кузнечный станок для холодной ковки своими руками – то возможно впоследствии обзавестись множеством крайне полезных для сада и дома вещей. Как говорится, было бы желание.
Виды
Промышленная ковка без подогрева заготовок использует специальные инструменты и оборудование для производства крупных партий изделий. Металлообработка включает в себя следующие технологические операции:
- гибка;
- калибровка;
- прошивка;
- вырезка;
- штамповка;
- навивка.
В качестве инструмента используются штампы, позволяющие изготавливать совершенно одинаковые детали большими партиями, мощные прессы.
Для изготовления решеток на окна, ворот, мебели используется пруток с сечением 8–16 мм, полосы листа. Изделия собирают из элементов, сделанных вручную по шаблону.
Элементы кованого забора и ограждения балкона соединяются между собой сваркой и помещаются в прочную раму или крепятся к надежному основанию. Конструкция делается плоской или объемной, в зависимости от замысла мастера и назначения.
Решетка на окне
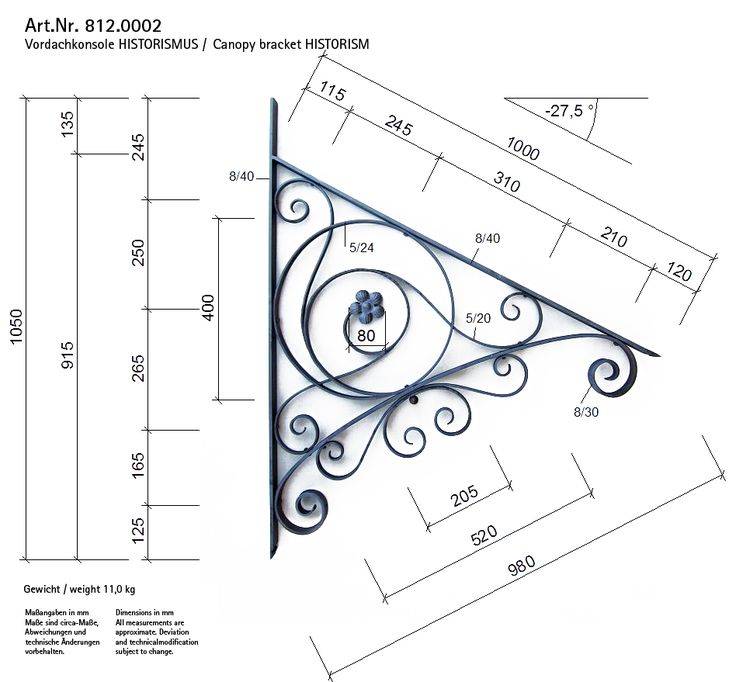
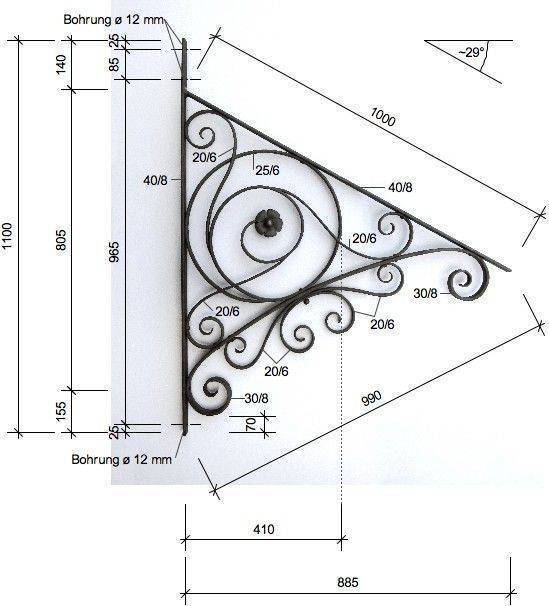
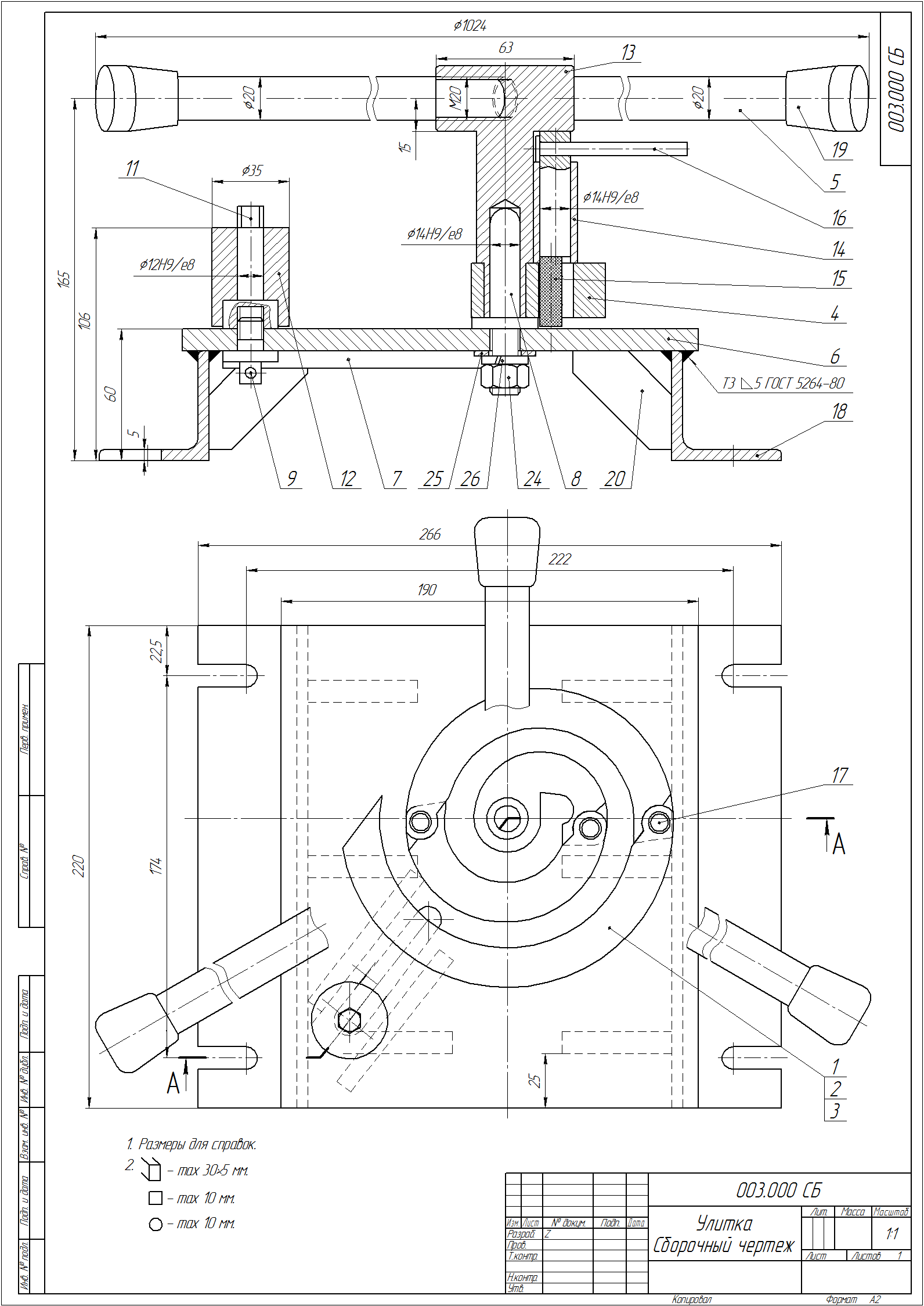
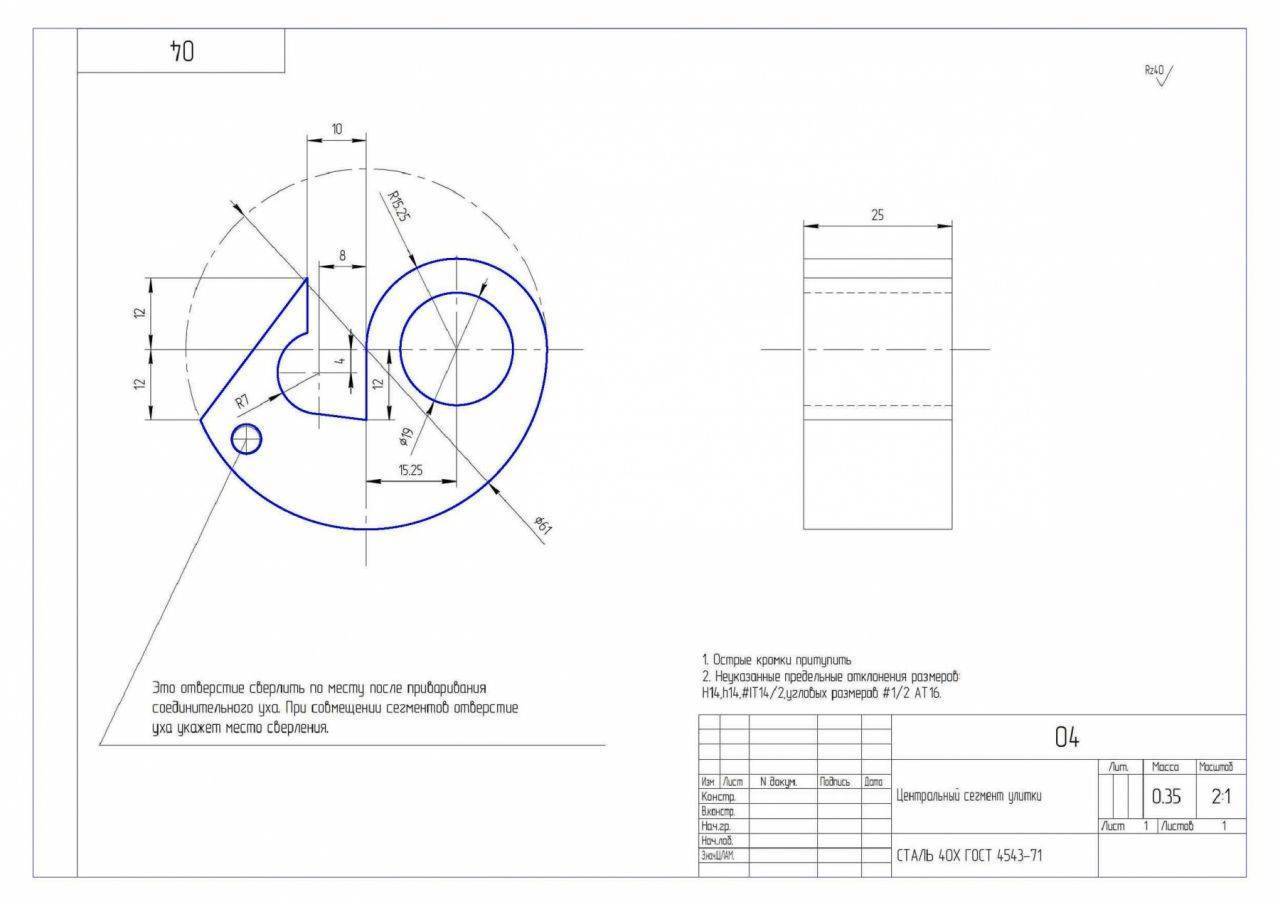
Построение завитка для станка своими руками
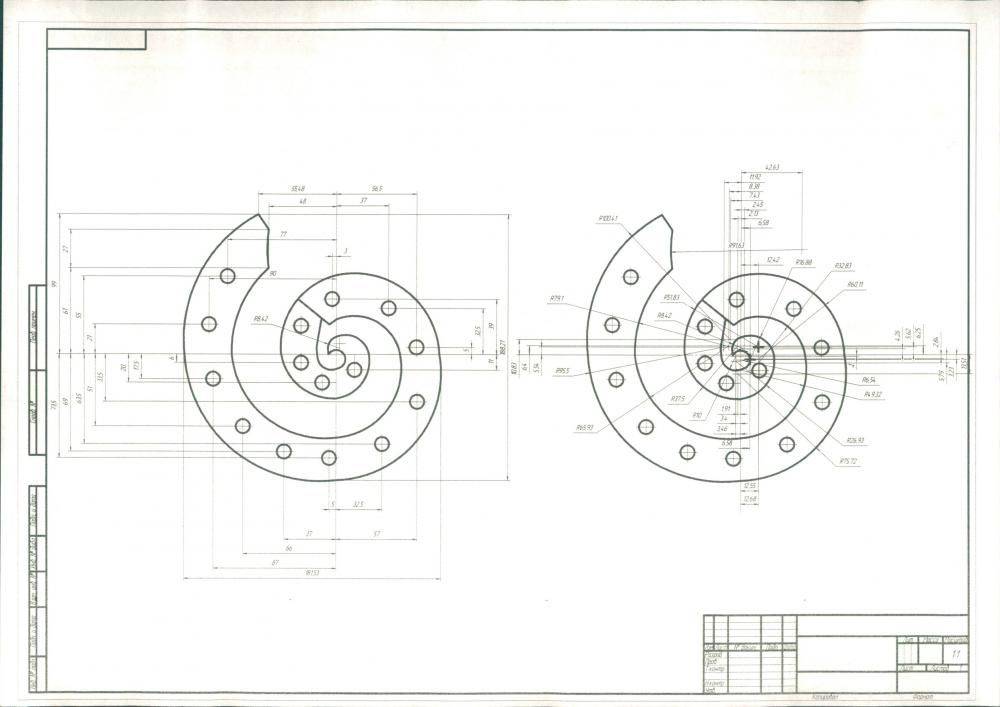
Раздел актуален для тех, кто делает «улитку». Удобнее всего нарисовать на столешнице логарифмическую спираль, сделать в поворотных точках крепления, чтобы разделить всю кривую линию на съемные части. Затем мы рекомендуем из бумаги/картона сделать шаблоны и после перенести их на сталь.
Основная сложность заключается в расчетах. Радиус от центра к крайней точке постоянно увеличивается и растет в зависимости от количества витков и желаемого изгиба. Мы привели пример чертежа уже с нанесенными размерами, но их можно рассчитать для себя:
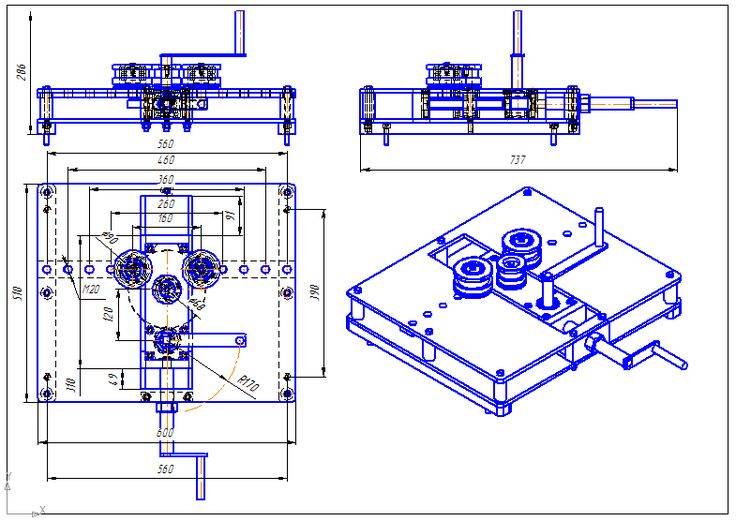
Сооружение станка для холодной ковки
Мы рекомендуем уже на этапе проектирования предусмотреть необходимость менять диаметр изгибов, поэтому нужно:
- сделать несколько отверстий для креплений – так можно будет при необходимости передвинуть один из элементов (вал, часть улитки и пр.);
- подготовить съемные детали других размеров, например, круги большего и меньшего радиуса.
Крепление насадок удобнее всего осуществлять посредством болтов.
Как построить завиток
Когда вы уже приступите к изготовлению, вы поймете, что для каждого отдельного изделия нужен свой шаблон с уникальными параметрами. Поэтому мы рекомендуем сделать несколько заготовок со стандартными габаритами, а затем устанавливать их на станину в зависимости от потребностей.
Основной аппарат, который используется, – это «улитка», здесь все построено на логарифмической спирали. Радиус каждого витка при повороте больше, чем в предыдущей точке.
Улитка с рычагом
Мы много рассказывали об этом приспособлении, посмотрим, как им пользоваться:
Торсионы
Винтовое скручивание прутьев возможно и вовсе без станочного оборудования. Как это сделать: если прут поместить внутрь трубы, а один конец зажать в тисках, то можно просто у основания второго зафиксированного края начать вращение с помощью рукояти. Скованное пространство не позволит заготовке делать непроизвольные изгибы, так как все витки будут одинаковыми. Но, на весу проводить процедуру не удобно, намного лучше, если все конструктивные элементы будут иметь свое статичное положение на крепкой столешнице. А еще лучше – если придется не руками крутить вертушку, а только нажимать на кнопку.
Основы применения устройства
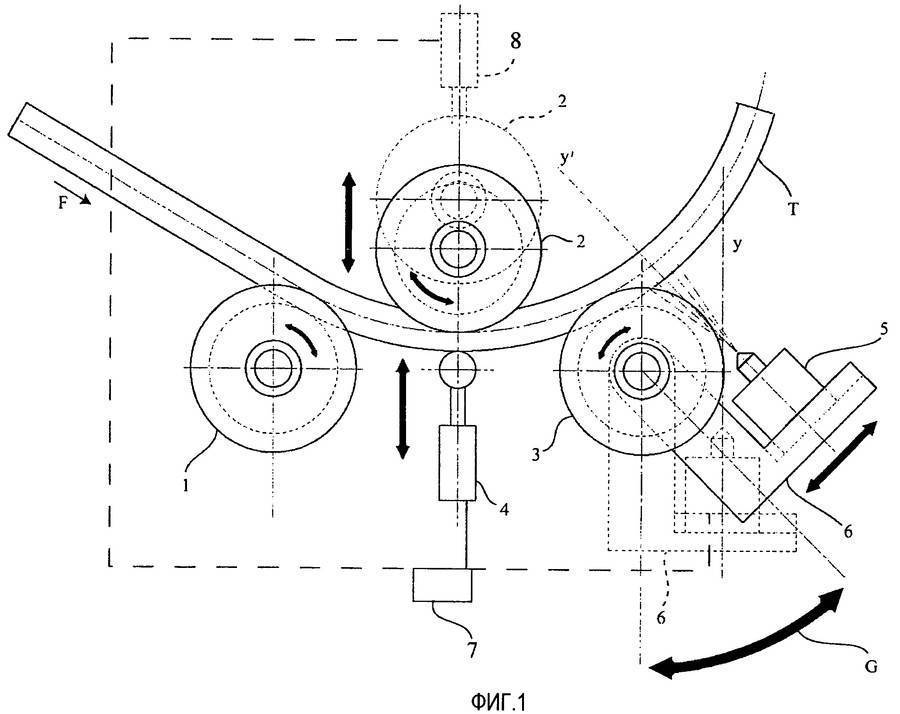
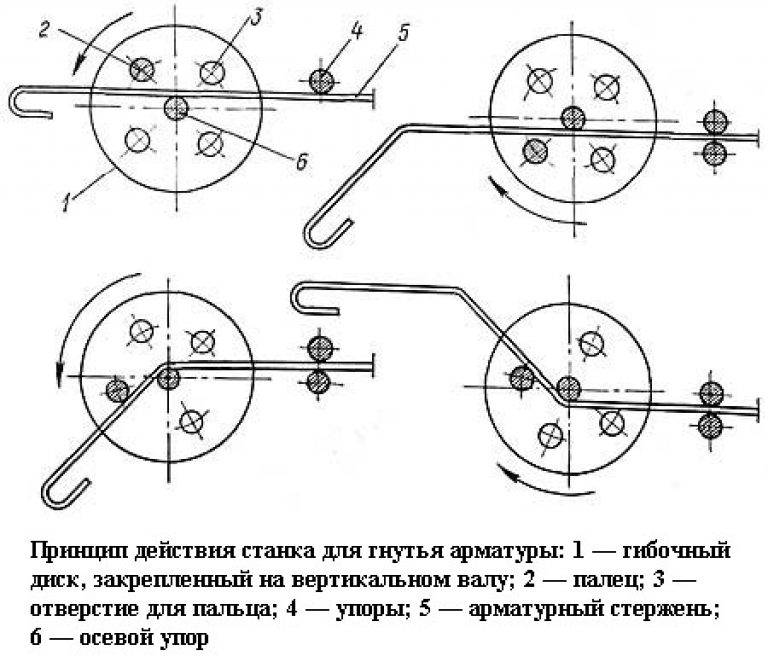
Примитивный кондуктор для ковки (см. рис. 1) представляет собой конструкцию, состоящую из трех деталей:
- Направляющей матрицы, которая своим контуром должна соответствовать будущему кованому элементу.
- Опорного зацепа, за который фиксируется прутковая заготовка.
- Рычага, при помощи которого выполняется гибка прутка по контуру.
- Плиты, на которой расположены обе детали и которая, при необходимости, может прикрепляться к основанию, например, верстака.
Наибольшая сложность заключается в изготовлении самого кондуктора для ковки. Кондуктор, представленный на рис. 1, лишь отдаленно напоминает контур спирали и пригоден лишь в производстве сравнительно крупных кузнечных конструкций (например, защитных решеток), для которых важна не конфигурация элемента, а его совместимость с общей компоновкой изделия.

Рисунок 1 — Общий вид кондуктора для холодной ковки одинарной спирали
Ценность рисунка в том, что с его помощью можно рассмотреть все имеющиеся дефекты и отыскать способы их эффективного устранения. В частности, контур спирали, которую удастся отковать при помощи представленного кондуктора для ковки, окажется весьма приблизительным. Исправить же погрешности будет нелегко. Поэтому главной проблемой остается метод получения максимально точного контура.
Решений может быть два. Первое, более простое, заключается в том, чтобы разбить образующую спирали на ряд элементарных отрезков, доступных для изготовления своими руками. При этом возможные складки на контактной поверхности кондуктора будут компенсироваться толщиной полосы или диаметром прутка. Для этого потребуется выполнение двух условий:
- Минимальный радиус гибки не должен быть меньше 0,2s (где s — толщина стальной полосы или диаметр прутка);
- В процессе холодной ковки заготовка должна постоянно прижиматься к рабочей поверхности кондуктора.
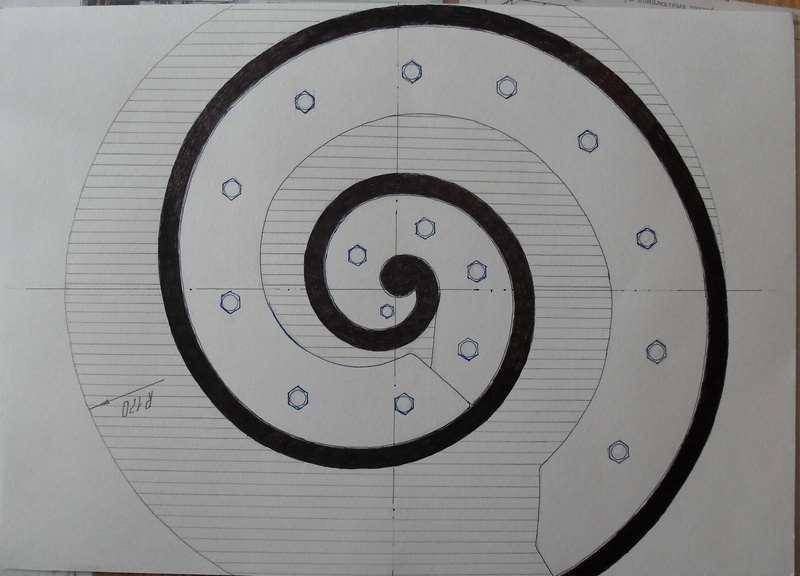
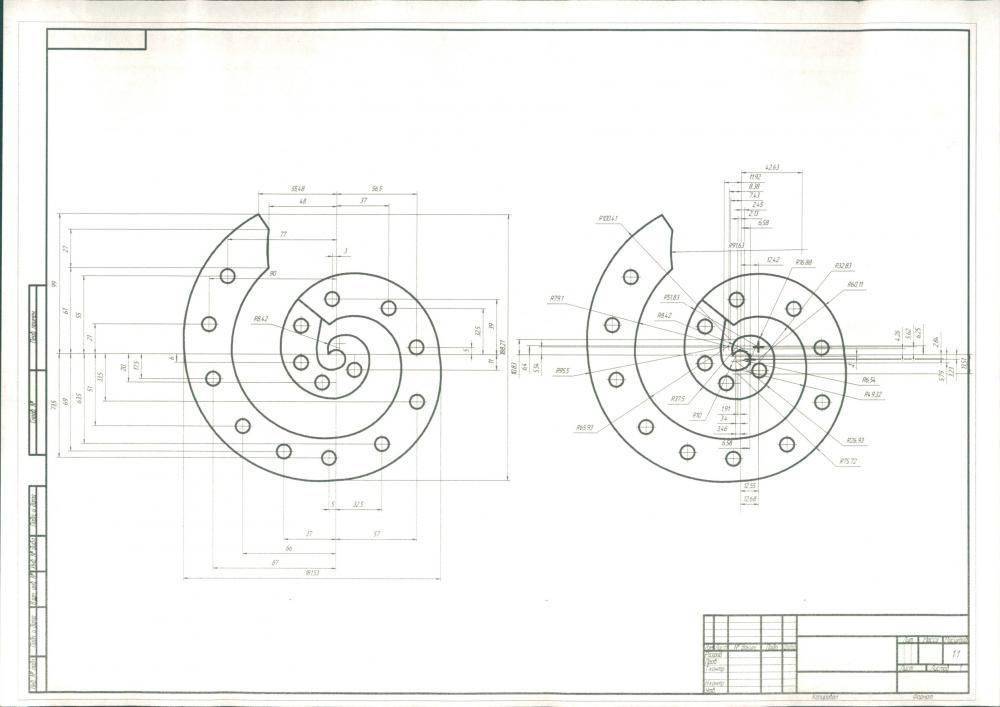
Рисунок 2 — Пример разбиения контура спирали на элементарные участки
Поскольку второе условие непременно приведет к усложнению конструкции кондуктора, то особого повышения качества готовой спирали ожидать не приходится. Тем не менее, точность все равно будет выше. Объединенные чертежи спиральной основы кондуктора с отдельными участками показаны на рис. 2.
Следует отметить, что слесарная ручная доводка такого контура достаточно трудоемка, а исполнителю следует располагать шаблоном идеальной спирали, который еще как-то надо изготовить. Как сделать спираль иначе?
Таким образом, традиционный способ конструирования кондуктора приемлем только для габаритных изделий.
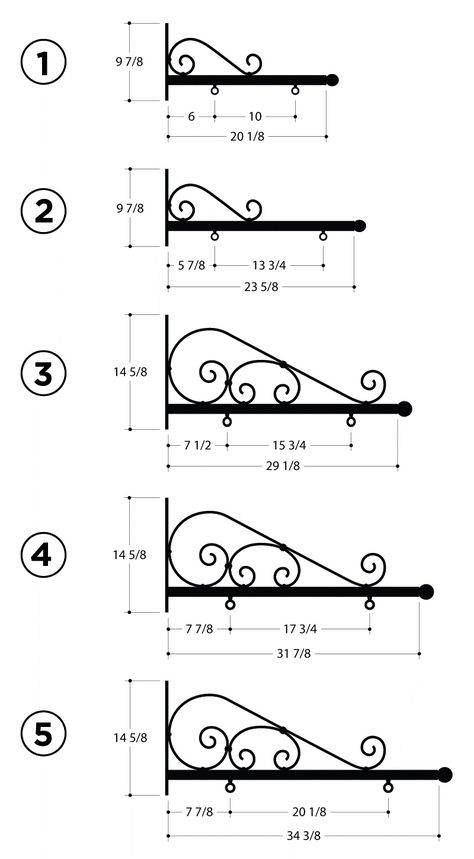
Как построить завиток?
Эскизов завитков для художественной ковки в интернете достаточно, но при попытках подогнать их размеры к требуемым для себя нередко оказывается, что изделие зрелищно проигрывает из-за вроде бы незначительного нарушения пропорций. Поэтому желательно также уметь строить ковочные шаблоны завитков, заведомо обладающие эстетическими достоинствами.
Шаблоны для холодной ковки художественных завитков – волют – строятся на основе математических спиралей. Чаще всего используется логарифмическая спираль; это одна из широко распространенных естественных форм, выражающая фундаментальные законы природы. Логарифмическая спираль обнаруживается и в раковине улитки-моллюска, и в нашем слуховом аппарате, и в форме скрипичного ключа в нотной записи; в грифе самой скрипки тоже.
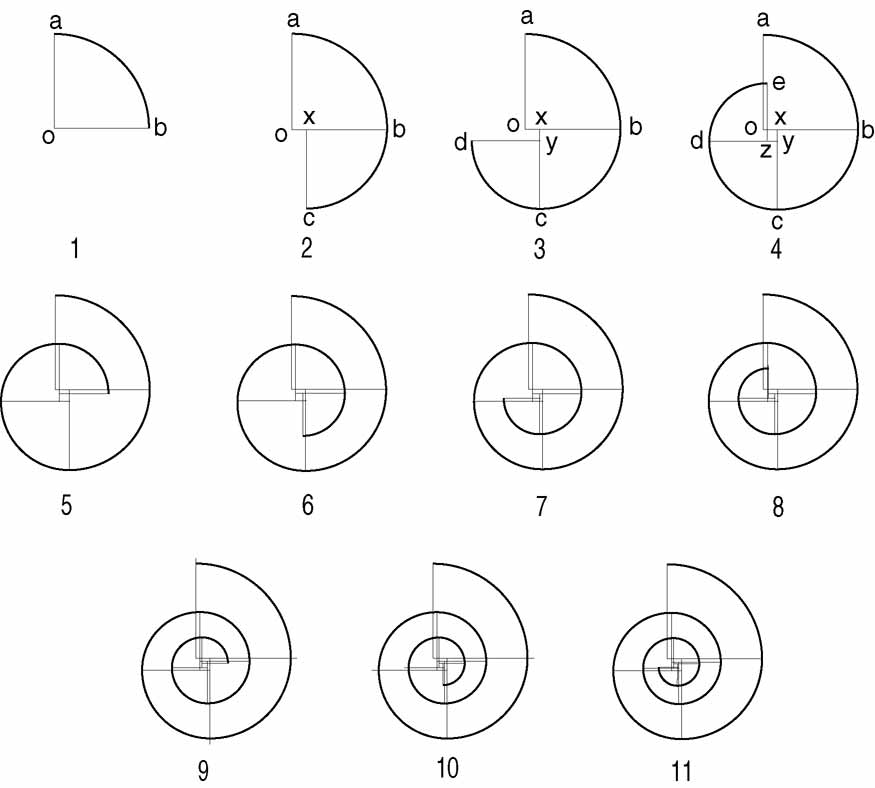
Построение образующих шаблонов для холодной ковки на основе спиралей
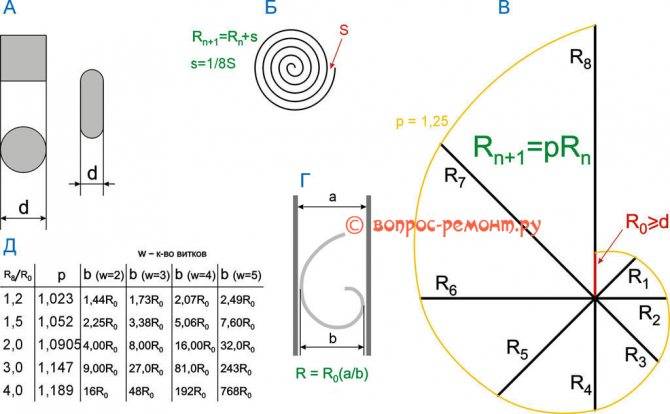
Принцип построения логарифмической спирали по точкам заключается в том, что при повороте образующего ее радиуса, начиная с некоего начального R0, на фиксированный угол φ, его длина умножается на показатель расхождения спирали p. Для волют p берут, как правило, не более 1,2, т.к. логарифмическая спираль расходится (раскручивается) очень быстро; на поз. В рис. для примера показана логарифмическая спираль с p = 1,25. Чтобы попроще построить спираль по точкам с достаточной для кузнечных работ точностью, принимают φ = 45 градусов.
В случае, когда требуется более плотная арифметическая спираль, при повороте образующего ее радиуса на те же 45 градусов к предыдущему радиусу прибавляется 1/8 шага спирали S, поз. Б. В том и другом случае R0 берут равным или большим поперечника d заготовки равномерного сечения, поз А. Если начальный конец заготовки заострен, R0 может быть и меньше d, вплоть до предела пластичности металла.
Осталось определиться, как уложить зрительно гармоничную спираль с заданный для нее размер проема a. Чтобы решить эту задачу аналитически, т.е. по формулам с любой заданной наперед точностью, придется решать уравнения кубические и высших степеней. Компьютерных программ для численного технического расчета волют в интернете что-то не обнаруживается, поэтому воспользуемся приближенным методом, позволяющим обойтись одним рабочим и, возможно, одним проверочным графическим построением. В его основе лежит предположение, что при небольших р суммы R2+R6 и R4+R8 сильно не различаются. Пошаговый алгоритм построения волюты для ковочного шаблона отсюда следует такой:





- исходя из наличного материала определяем R0;
- количество витков волюты w берем по принципу: как бог положит на душу левой задней лапы любимого кота;
- пользуясь данными таблицы на рис., рассчитываем поперечник волюты b такой, чтобы он был немного меньше ширины проема под нее a, см. поз. Г;
- рассчитываем рабочий начальный радиус R по формуле на поз. Г;
- строим по точкам профиль волюты в масштабе;
- при необходимости точно подгоняем R по той же формуле и строим профиль рабочего шаблона окончательно.
Сооружение станка для холодной ковки
При составлении чертежа для дальнейшего создания шаблона для станка лучше всего позаботиться о том, чтобы он имел максимальное количество различных вариаций касаемо изгибов и волн. Имея такие заготовки можно создать станок для холодной ковки с множеством сменных насадок, что будет давать возможность изготавливать различные узоры и вензеля.

Последовательность действий при создании устройства:
- Изначально понадобиться металлическое полотно, размер которого будет зависеть от количества узоров, размещаемых на нем. Размещать сами шаблоны следует таким образом, чтобы было место для изготовления изделий, потому как в процессе материал с насадок может смещаться из-за нехватки места. Также при недостаточном удалении друг от друга шаблонов, могут возникнуть осложнения в работе.
- Что касается самих вариаций шаблонов, то они могут быть как простыми, так и содержать не один поворот вензеля. Можно сделать подобную улитку лемешного типа и продумать конструкцию изгибов в разобранном и собранном состоянии. При этом стоит быть внимательными при подборе материала для фиксации раздвигающихся частей – он должен быть максимально прочным.
- Смену насадок можно обеспечить, сделав прорезь прямоугольной формы, в нее можно будет вставлять сменные шаблоны для ковки. Прикреплены они все должны быть к металлическим пластинам, имеющим форму прямоугольника. Крепление таких насадок обеспечено будет при помощи болтов.
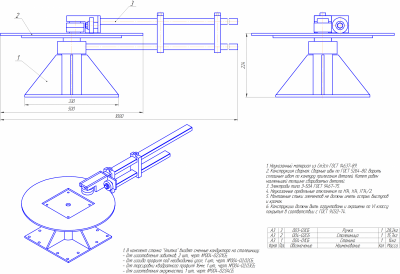
Процесс сборки своими руками самодельного станка для холодной ковки с несменной насадкой
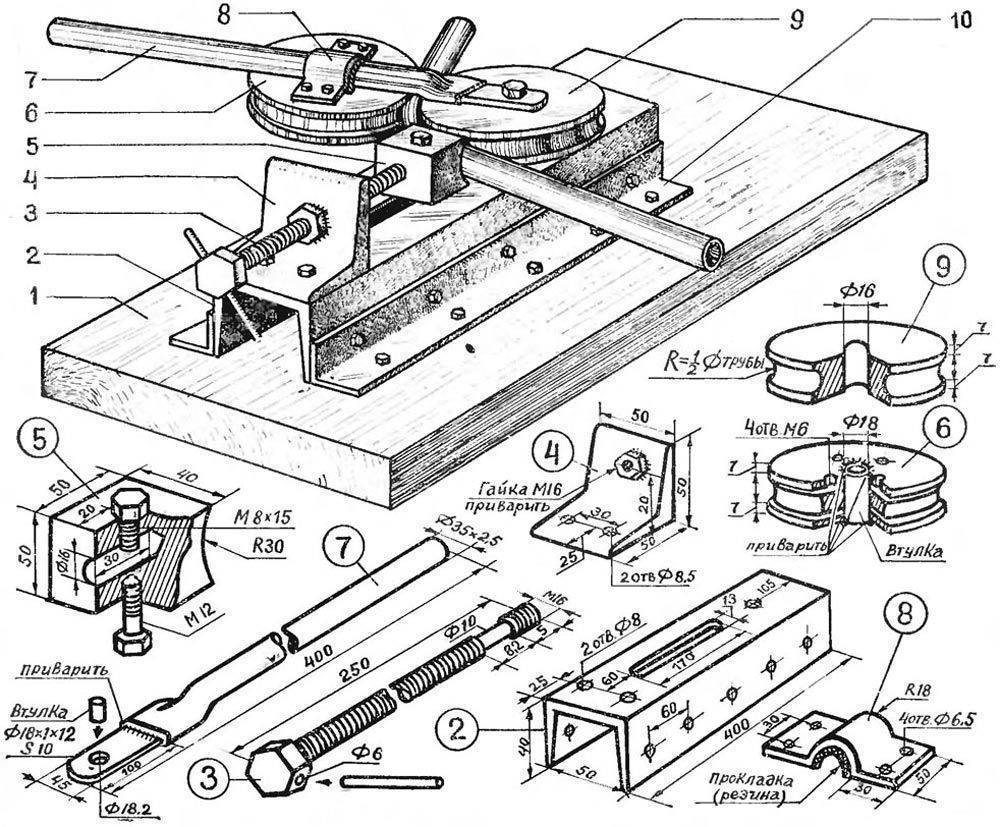
Процесс сборки самодельного станка для холодной ковки своими руками будет выглядеть следующим образом:
1. Сперва собирается опорная стойка. Состоит она из четырех одинаковых отрезов трубы квадратного сечения. Внизу они соединены друг с другом четырьмя отрезами меньшей длины, и таким же количеством сверху. С виду эта конструкция напоминает основание табурета. Нарезка производится пилой, соединение – сварочным аппаратом.
2. Далее из листа вырезают два круга равных диаметров, а также четыре прямоугольных треугольника. Треугольные детали привариваются к низу отреза трубы круглого сечения, так чтобы сверху остался свободный край. Получается некое подобие пирамиды. Широким основанием прикладываем деталь к центру круга и привариваем.
3. Круг с приваренной деталью прикрепляется к четырем верхним горизонтальным планкам при помощи болтов. Отверстия просверливаем дрелью.
4. Далее изготавливаем рукоять изделия. Для этого необходим длинный отрез прута и нарезки из листа металла. Первый отрез немного больше диаметра круга, второй равен ему. Конец первого нужно согнуть под углом в 30°, согнутый край соединяется с краем второго отреза при помощи приваривания перемычки из отрезка прута. Чуть пониже приваривается еще один отрез прута. Сбоку к перемычке привариваем длинную рукоять так чтобы один ее край выходил по направлению к конструкции из отрезов.
5. На короткий конец рукояти и на отрез, приваренный снизу, надеваются и фиксируются направляющие подшипники. На отрез, находящийся сверху, монтируем в горизонтальном положении металлическую толстую катушку, которая будет исполнять роль загибательного элемента. На свободном конце нижнего отреза делаем отверстие диаметром равным диаметру трубы.
6. Надеваем через просверленное отверстие собранную рукоять на пику (с уже нанесенной резьбой) «пирамиды». Сверху закручиваем широкую гайку с приваренным маленьким кругом, на него будет накладываться верхний круг. Привариваем к центру самого верхнего круга готовую «улитку».
Что производится посредством методики холодной ковки
То есть, куда мы можем направить результат наших трудов. А вариантов, как показывает практика, не так уж и мало. Особенно если вы проживаете в частном доме или имеете свою дачу.
- Всевозможная мебель для вашего сада. От небольших и уютных скамеек до крупных оград на террасы, состоящих из ветвистых кованых орнаментов. Разные мангалы, стулья и иное.
- Ограждения всех видов. Причем как для внешнего типа, по периметру территории, так и для внутренней чисто визуальной градации.
- Покрытия для беседок.
- Спортивные снаряды.
- Каркасные постройки для выращивания культур.
Как видите, если есть чертеж и инструменты, чтобы сделать универсальный кузнечный станок для холодной ковки своими руками – то возможно впоследствии обзавестись множеством крайне полезных для сада и дома вещей. Как говорится, было бы желание.
Разновидности и назначение станков для ковки
Станок любого назначения применяется для облегчения ручного труда. Для ковки по холодному типу может использоваться разное оборудование, сводящее к минимуму физические усилия мастера и позволяющее выполнять следующие базовые операции:
Станок для создания фигурного профиля методом холодной ковки
- изгиб профиля под нужным углом или радиусом;
- изготовление спиралей или завитков;
- продольное скручивание заготовок.
Разнообразие получаемых деталей позволяет выстраивать их в комбинации и замысловатые конструкции, создавать аккуратное художественное полотно для ограждений и беседок, симметричный декор для парковых скамеек, а также других предметов различного назначения.

Промышленный станок гнутик, позволяющий получить заготовку с заданным радиусом
Станки холодной ковки могут быть специализированными (выполнять только одну операцию) и универсальными. Различают такие типы специальных станков:
- гнутики (гибочные станки) – позволяют выгнуть заготовку под углом или заданным радиусом (волна);
- улитки – закручивают заготовки в спирали и завитки;
- торсионы – помогают продольно скрутить заготовку или несколько таких деталей одновременно;
- штамповочные станки – с их помощью делают декоративные хомуты, фасонные наконечники, волну с мелким шагом.
Универсальные станки включают в себя компоненты специального оборудования в различных его комбинациях.
Приспособления для холодной ковки приводятся в действие механически (ручные станки) или посредством электропривода. Оборудование с электроприводом отличается скоростью и легкостью обработки заготовок. Станок для холодной ковки, цена которого может оказаться довольно высокой, характеризуется высокой продуктивностью. Когда нет необходимости в производительности и скорости, то ручного станка будет вполне достаточно для выполнения работ, особенно в том случае, если кузнечное дело – это хобби.

Станок гнутик, предназначенный для обработки труб методом холодной ковки
Можно ли сделать своими руками станок для холодной ковки
Купить ручной станок для холодной ковки можно в специализированном магазине по продаже инструментов или заказать в интернете. Вопрос заключается в цене и платежеспособности покупателя. Альтернативный вариант – собрать его своими руками. Принцип работы ничем не будет отличаться от товара, приобретенного в торговой сети, а выполняемые функции абсолютно идентичны заводским. Дополнительные преимущества – выигрыш в цене, уверенность, что конструкция не выйдет из строя после первого же использования.
Для начала стоит ознакомиться с конструктивными особенностями каждого типа станка, чтобы оценить возможность его самостоятельной сборки.
Станок для холодной ковки улитка, позволяющий создавать спиральные элементы
Торсион должен выполнять скручивание металлических прутьев, поэтому его конструкция предполагает наличие двух элементов, удерживающих заготовку. Один из них служит зажимом, а другой содержит вращающийся шпиндель, который, собственно, и будет закручивать прут до нужной частоты винтовой волны. Устройство довольно просто соорудить самому, а некоторые мастера вообще обходятся тисками и незамысловатым ручным воротом.
Конструкция гибочного станка также несложная, однако она содержит несколько обязательных элементов, сборка которых невозможна без специализированного инструмента. Основание – массивная металлическая пластина с пазом посередине, в который вставляется подвижный упор, перемещаемый червячным механизмом. Два других цилиндрических упора неподвижны и крепятся на основание с двух сторон симметрично относительно паза. Именно монтаж упоров может вызвать затруднение, так как отверстия под крепеж сверлятся только на специализированном станке, воздействию дрели такая заготовка из высокопрочной стали не поддастся.
Создание элементов методом холодной ковки на самодельном станке гнутик
Станок для ковки металла улитка может иметь две разновидности: с воротом или рычажного типа. Первый вариант позволяет варьировать форму изгиба в процессе работы, однако имеет ряд уязвимых мест в конструкции и очень требователен к прочности материалов изготовления. Второй тип более устойчив, но менее производителен. Мастера считают улитку самым простым станком, самостоятельная сборка которого не вызовет затруднений.
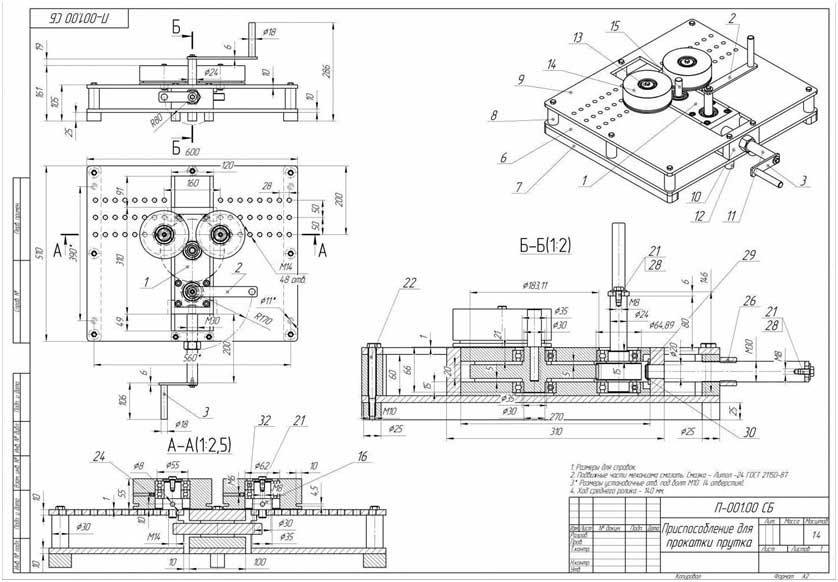




Изготовление прокатных роликов
В данном случае обойдемся без использования фрезера и токарного станка — способ доступен для каждого мастера. За основу будем использовать шестигранные гайки М30 и М27.

Обратите внимание: гайки нужно использовать от КАМАЗа, но только не обычные строительные — они не справятся со своей задачей. Гайка М30 взята с реактивной тяги, а гайка М27 — со стремянки
Первым делом изготавливаем самодельный ролик для прокатки квадратной профтрубы 15х15 мм.
Берем гайку М30, стачиваем полукруглую фаску с торца, после чего от края гайки отмечаем разметочным инструментом линию на расстоянии 8,2 мм. Разрезаем эту гайку по нанесенной разметке.
Вырезаем из бумаги шаблон, прикладываем его к каждой грани гайки, и обводим карандашом или маркером.

Далее обтачиваем гайку по разметке при помощи УШМ и шлифовального лепесткового круга.
Теперь нам потребуется гайка М20. Обтачиваем грани лепестковым кругом, и запрессовываем ее внутрь прокаточного ролика таким образом, чтобы края гайки выступали на одинаковое расстояние с каждой стороны.

Аналогичным способом изготавливаем другие ролики для проката для профильной трубы своими руками, но нужно будет учитывать типовые размеры, которые указаны на чертеже.
Cоветуем: Изготовление каркаса для затеняющей сетки своими руками
Например, для изготовления ролика для проката профиля 20х20 мм мы используем гайку М27 и отрезаем ролик не 8 мм шириной, как в предыдущем случае, а уже шириной — 11 мм.
Есть один нюанс — гайки М20, которые запрессовываются внутрь ролика, имеют ширину 15 мм, поэтому их придется наращивать. Либо можно использовать удлиненную гайку М20, и отрезать от нее кусок нужного размера.
Подробный процесс изготовления самодельных роликов для вальцовки (проката) квадратной профтрубы своими руками можно посмотреть в видеоролике. Своим опытом поделился автор YouTube канала Welder DIY.
Принцип работы торсионного станка
Стальная балка станет основой будущего станка. К одной стороне следует приварить лист стали, на который при помощи болтов и гаек крепятся тиски. Чтобы в будущем металл не выскакивал во время работы станка к нижней и верхней части тисков крепятся пластины.На другую сторону балки крепятся ролики, на которые будет смонтирована рабочая поверхность станка. В дальнейшем, на противоположный конец следует закрепить еще одни тиски с подвижными элементами и проследить, чтобы конструкции на двух сторонах располагались на одном уровне.Далее следует закрепить стальную ручку, прикрепить редуктор, двигатель и штурвалы, после чего выполнить стальной защитный кожух для готовой конструкции, оборудованной подвижным и