Способы соединения
Виды соединения стальных труб
Каждая из перечисленных разновидностей труб может быть сочленена одним или несколькими способами. Из основных выделяют такие:
- Резьбовое. Наиболее привычное, что касается подключения или прокладки небольших участков трубопровода от счетчика. Осуществляется с применением дополнительных уплотняющих материалов натурального или искусственного происхождения.
- Пайка. Применяется в отношении труб из полиэтилена, а также в некоторых случаях и меди. В отношении первых требует наличия профессионального оборудования, без которого невозможно осуществить действие качественно. Чаще всего применяется на магистральных трубах большого диаметра, где нет возможности применения другого способа.
- Сварка. Для металлических труб может выполняться при помощи автогена или дугового сварочного аппарата. В случае с первым меньше вероятность возникновения напряжения в свариваемых деталях. Шов получается ровным и герметичным. При использовании второго варианта добиться такого результата немного сложнее, но для профессионала также возможно.
- Фланцевое. Применяется на магистральных трубах, а также в тех местах, где линия примыкает к редуктору и должна входить в жилой дом. Представляет собой сочленение при помощи двух колец, между которыми укладывается уплотнитель, после чего они стягиваются болтами с гайками.
- Врезка. Достаточно сложная процедура. Может выполняться как под давлением, без прекращения подачи, так и без него. В первом варианте в прошлом использовался способ гашения пламени самим автогеном. На сегодняшний день разработаны системы и инструменты, которые значительно облегчают поставленную задачу и повышают безопасность.
Инструменты и оборудование для пайки медных труб
Пайка представляет собой процесс получения неразъемного соединения посредством ввода в пространство между соединяемыми элементами расплавленного припоя.

Припой расплавляется от пламени газовой горелки и всегда обладает меньшей, чем у материала трубы, температурой плавления, что позволяет ему равномерно заполнять все полости и формировать ровный шов. Различают две разновидности пайки:
- Низкотемпературная. Припой плавится при разогреве до 400-450°С. Способ отлично подходит для монтажа бытовых трубопроводных систем.
- Высокотемпературная. Дает более прочное соединение. Температура плавления – 600-900°С. Чаще используется для строительства систем, работающих в условиях повышенных нагрузок.
Существует две разновидности припоя для газовых горелок: мягкий и твердый. Первый представляет собой гибкую тонкую проволоку (сечением 2-6 мм) из свинца, олова, иных металлических сплавов. Второй чаще выпускается в формате жестких коротких стержней. Добавки серебра и фосфора усиливают эксплуатационные качества получаемых соединений.
Так, оловянно-свинцовый припой (ПОС) считается самым легкоплавким (текучесть наступает уже при 180°С). Добавление серебра положительно влияет на пластичность шва, увеличивает текучесть и адгезию. Медно-фосфорный припой применяется не только для сочленения медных деталей, но и эффективно паяет медь с латунью и бронзой. Пайку меди со сталью рекомендуется производить тугоплавким припоем, в котором содержится не менее 35% серебра.
Помимо припоя, для качественной пайки медных изделий пригодятся такие инструменты:
Газовая горелка (возможно, паяльник), предназначенные для работы с медью. Труборез. Позволяет получать строго перпендикулярный ровный срез. Фаскосниматель. Поможет удалить заусенцы, выровнять соединяемые края. Расширитель. Для подгонки изделий разного диаметра
Здесь важно помнить, что расширяемая труба должна быть отожженной. Рулетка, молоток
Рекомендуем ознакомиться: Обжимные фитинги для монтажа стальных труб

Рекомендации в работе
Газовая горелка является самостоятельным источником большого количества тепловой энергии. При помощи рассматриваемого устройства можно проводить широкий спектр работ (достаточно просто отрегулировать мощность и температуру пламени):
- Прибор с тонким пламенем используется для плавления и сварки швов на изделиях из кварца, фарфора, пластмассы или стекла;
- Прокаливание труб, прогрев или выжигание листов и изделий из сплавов и легкоплавких металлов. Такие работы лучше выполнять с помощью газовой горелки, имеющей пламя направленного действия и температуру горения не менее 1500 градусов;
- Розжиг дров в костре или мангале, нанесение узоров на поверхности древесины, а также обжиг деревянных конструкций. Выбирать лучше горелку с минимальной температурой пламени;
- Приготовление еды. С помощью горелки можно быстро и качественно обработать тушку птицы, задать определенную текстуру и оттенок мясному блюду и даже декорировать десерт. Для этих целей также рекомендовано выбирать прибор компактных размеров и имеющий минимальную температуру пламени.
 Выжигание листов
Выжигание листов
 Приготовление мяса
Приготовление мяса
В процессе использования газовой горелки важно помнить о том, что отсутствие кислорода становится причиной неполного горения пламени и образованию продуктов горения, то есть сажи. Эти обстоятельства негативно отразятся на конечном результате проводимой работы. Важно помнить и об основных правилах техники безопасности при работе с газовыми горелками, так как она неразрывно связано с открытым огнем и определенными рисками
Можно выделить следующие правила:
Важно помнить и об основных правилах техники безопасности при работе с газовыми горелками, так как она неразрывно связано с открытым огнем и определенными рисками. Можно выделить следующие правила:
- Перед началом любых работ, связанных с использованием газового прибора, следует внимательно изучить рекомендации производителя и конструкцию самого устройства. В случае обнаружения несоответствий устройства с инструкцией начинать работу категорически запрещено. Во время работы не нужно отклоняться от рекомендаций, приведенных в инструкции.
- Не допускается нагревание баллона, провоцируемое за счет близкого нахождения открытого теплового источника, к примеру, печки или костра. Перегрев баллончика может привести к его детонации и нанесению травм разлетевшимися кусочками металла. Также рекомендовано оберегать баллончик от прямого воздействия солнечных лучей.
- По окончании выполнения работы баллончик и непосредственного газовую грелку следует упаковывать в каталитическую грелку. Такой способ хранения позволит сохранить работоспособность устройства и мощность сгорания в течение длительного срока. Особенно это правило касается горелок, которые используются очень часто.
Краткий обзор газовых горелок и паяльников
Вот несколько описаний моделей паяльников и горелок с указанием некоторых их характеристик и цен.
 Газовая горелка IRIS BARCELONA. Это небольшой инструмент под испанским брендом, похожий на карандаш. На корпусе изделия даже присутствует надпись «Pencil torch», которая буквально переводится, как карандаш-факел.
Газовая горелка IRIS BARCELONA. Это небольшой инструмент под испанским брендом, похожий на карандаш. На корпусе изделия даже присутствует надпись «Pencil torch», которая буквально переводится, как карандаш-факел.
Горелка годится для объемной пайки, сварки. Можно производить ремонт электронных приборов и ювелирных украшений.
Одной заправки газа хватает в среднем на 20 минут. Цена такой горелки – около 1500 рублей. Пламя регулируется, есть пьезоподжиг. Недостатком является невозможность быстрого прогрева крупных деталей.
 Горелка газовая ZC57100 китайского производства. В комплектации ничего нет, кроме самого необходимого – резервуара и самой горелки.
Горелка газовая ZC57100 китайского производства. В комплектации ничего нет, кроме самого необходимого – резервуара и самой горелки.
Главное достоинство – цена 200 рублей.
Очень компактна – запросто умещается в кармане. Можно даже использовать как одноразовый инструмент для соединения нескольких проводников.
Горелка бутановая КВТ X-220. Удобный в работе инструмент со сменными баллонами. Одного баллона с бутаном хватает на 100-110 минут работы. Оснащена пьезоподжигом. Недостатком можно считать относительно большой размер. Цена прибора – около 1600 рублей.
Паяльный набор газовый КВТ XZ-1. Отличный мощный инструмент, произведенный в Тайване. В комплекте горелка газовая, набор из пяти насадок (есть даже насадка для термического удаления лакокрасочных покрытий), туба с припоем и банка с флюсом. Весь набор поставляется в аккуратном, прочном кейсе. Паяльник имеет пьезоподжиг. Цена набора – около 2500 рублей.
Газовая мини горелка с насадкой для пайки, продаваемая в интернет- магазинах под маркой Yar Boly. Лучший вариант по соотношению цены и качества для домашних работ.
Резервуар заряжается 8 миллилитрами газа. При работе на бутане, температура пламени достигает 1300 ℃. Очень компактна и экономична. Недостатком можно считать отсутствие пьезоподжига.
Конструктивные части и применяемый газ
Газовый паяльник конструктивно состоит из резервуара с газом и горелки, на которую может устанавливаться паяльная насадка или жало. Газовая пайка может осуществляться как посредством нагретого воздуха, когда используется только горелка, так и при использовании насадки.

Резервуар с газом бывает сменный и соединяющейся с горелкой при помощи шланга, а бывает портативный, выполненный в одной конструкции с горелкой и заправляющейся из баллона, какие часто используются для заправки зажигалок.
Чаще встречается и предпочтительнее в использовании для бытовых нужд последняя конструкция из-за ее компактности и высокой мобильности.
Но в производственных цехах, и особенно в мастерских по ремонту автомобилей, можно увидеть и большие газовые паяльники, работающие на пропане, поступающем из 50-тилитровых баллонов.
Для работы применяют различные газы: пропан, бутан или смесь газов – мапп-газ. Последний содержит в своем составе в определенной пропорции метилацетилен, пропадиен и пропан.









Мапп-газ очень эффективен из-за того, что температура горения его достигает почти 3000 ℃. Но главное преимущество в том, что при одинаковой производительности газового паяльника его потребуется в восемь-десять раз меньше по объему, чем ацетилена.
Использование насадок
При необходимости производства точных работ, для газового паяльника используются насадки. Они представляют собой жало, как у обычного паяльника, модернизированное под конкретный вид пайки, но внутри оно содержит полость, в которой установлена катализаторная сетка.
Она, нагреваясь от пламени горелки, выравнивает нагрев жала, и одновременно позволяет значительно уменьшить расход топлива. Происходит это вследствие того, что разогревшись, катализатор вовлекает в процесс горения больше кислорода, способствуя более полному сгоранию газа.

Катализатор состоит из керамической сетки, покрытой тончайшим слоем платины. Это обстоятельство делает катализатор дорогим и одновременно хрупким.
Поэтому не рекомендуется подвергать насадки на газовые паяльники ударам, падениям, а также не желательно допускать контакт сетки с какими либо предметами, что может значительно сократить срок ее службы. Некоторые умельцы восстанавливают рабочее состояние насадки, изготовив катализатор из нихромовой нити.
Устанавливается насадка при помощи резьбового соединения. Для работы она, очевидно, должна быть установлена до включения паяльника. Смена насадок при работе производится после выключения и полного остывания паяльника.
Всего, на этот процесс затрачивается, как правило, пару минут. А саму насадку можно заменить за несколько секунд.

В зависимости от конфигурации насадки обеспечивается различная температура на ее конце. При помощи длинной и тонкой насадки, например, которую специалисты обычно называют шилом, можно даже осуществлять точечную пайку микросхем.
Самодельные газовые горелки
Основными компонентами изготовления мощных газовых горелок являются промышленные вентили. Они могут быть новыми, однако для самодельного устройства достаточно использовать бывшие в употреблении при отсутствии утечки газа. Предназначены они для работы в паре с 50-литровым газовым баллоном на пропане, имеющим угловой вентиль и редуктор.
Горелка с вентилем ВК-74
Устройство данной горелки изображено на рис. 1. За основу принят вентиль кислородного баллона ВК-74.К выходному концу устанавливается выточенная на токарном станке штуцер-рукоятка, к рифленой части которой подключается шланг от баллона. На часть вентиля с конической резьбой К3/4˝ , которой он соединялся с газовым баллоном, накручивается колпачок с подготовленным отверстием с резьбой для жиклера. Можно использовать готовый вариант паяльной лампы или газовой плиты.
Сопло изготовлено из отрезка стальной трубы 1/4˝ длиной 100 мм и приварено к колпачку на двух отрезках проволоки ∅5 мм. Между колпачком и соплом следует оставить расстояние 15 мм для поступления воздуха в зону горения. Подгибом проволочных держателей регулируют положение сопла, чтобы добиться центрового положения пламени.
Последовательность действий для розжига горелки:
- Откройте вентиль баллона;
- Поднесите зажженную спичку к соплу и медленно открывайте вентиль горелки;
- Контролируйте зажигание газа;
- Регулируйте пламя вентилем горелки
Самодельная газовая горелка данной конструкции имеет один недостаток, связанный с особенностью расположения вентиля. Поток газа направлен в противоположную сторону нормальному положению. Сальниковые уплотнители испытывают постоянное давление газа( вт.ч. при закрытом вентиле), поэтому необходимо постоянно следить за герметичностью уплотнителей.
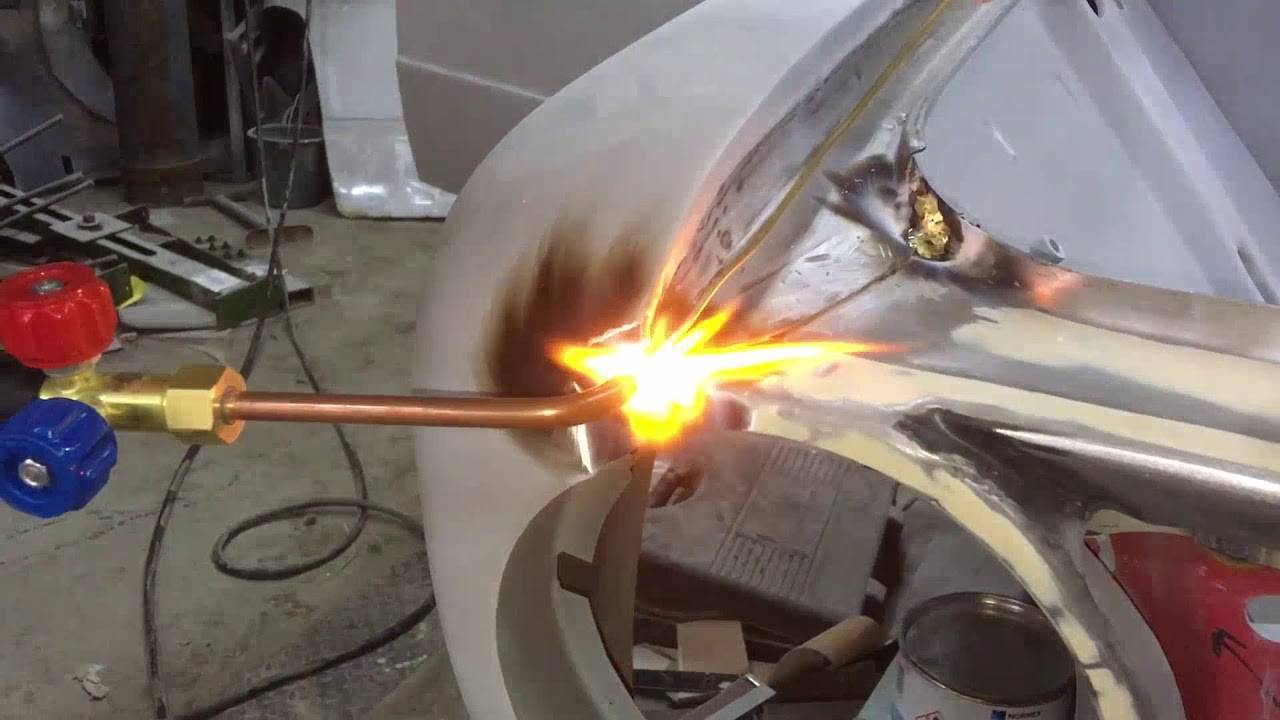
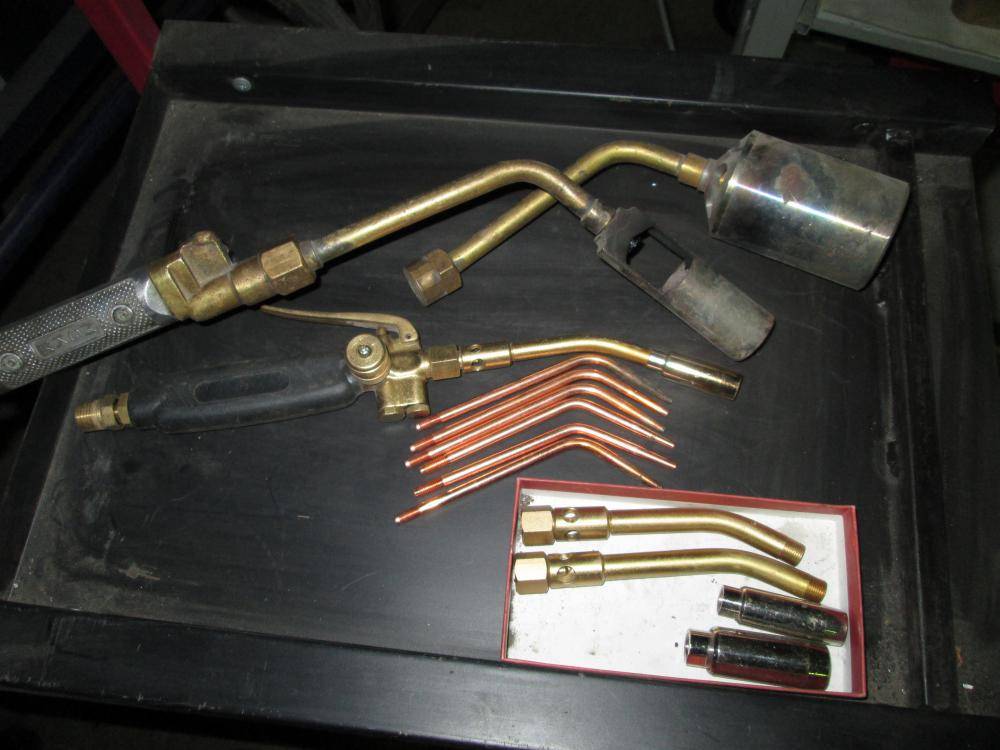
Горелка, переделанная из ацетиленового газореза
Если у вас есть ацетиленовый резак с неисправным краником подачи кислорода, не спешите его выбрасывать. Он также сгодится для изготовления горелки(рис 2.). Газовая мини горелка
Мини газовые горелки больше подходят для работы с мелкими деталями. За основу мини горелки берется игла для накачивания мячей. В ней необходимо сделать пропил, чуть дальше середины иглы.Некоторые иглы уже имеют подобное отверстие, что значительно ускоряет процесс работы. Далее нужно взять иглу для шприца, и согнуть ее примерно на 45 градусов посередине.
Заостренный конец иглы для шприца лучше всего заточить, чтобы он был прямым. После этого ее нужно вставить в иглу для мяча таким образом, чтобы один ее конец выходил через отверстие, а второй выступал из большой иглы на несколько мм. Получившуюся мини конструкцию следует зафиксировать с помощью припайки. После этого к основаниям двух игл необходимо присоединить капельницы. Зажимы – регуляторы капельниц нужно сдвинуть как можно ближе к иглам. В получившейся горелке они будут выполнять роль регуляторов подачи газа и воздуха. Их тоже нужно скрепить между собой, и делать это лучше всего с помощью термопистолета. Остается лишь подключить к готовому устройству источник сжатого газа, горелка готова к использованию. Такая самодельная газовая горелка может нагревать предметы до 1000 градусов
Работать с ней следует осторожно, соблюдая технику безопасности
Что необходимо для пайки труб из меди
Пайка медных труб, своими руками выполнить которую совсем несложно, не требует дорогостоящего оборудования и каких-то особых материалов. Для того чтобы правильно ее осуществить, вам понадобятся следующие приспособления.
Горелка, за счет которой станет выполняться нагрев припоя и участка труб, где будет выполняться их соединение. В такую горелку подается, как правило, газ пропан, давление которого регулируется при помощи сварочного редуктора. Специальное приспособление для резки медных труб. Так как изделия из этого металла являются очень мягкими, резать их следует достаточно нежно, чтобы не помять стенки. На современном рынке предлагаются труборезы различных моделей, отличающиеся и своей функциональностью, и техническими возможностями
Конструкция отдельных моделей таких приспособлений, что важно, позволяет использовать их даже для работы в труднодоступных местах. Труборасширитель — это устройство, позволяющее расширить диаметр медной трубы, что необходимо для того, чтобы более качественно выполнить пайку
В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов. Именно такую задачу и решает такое приспособление как труборасширитель
Именно такую задачу и решает такое приспособление как труборасширитель.
Набор для развальцовки медных труб
Приспособление для снятия фасок с торцов медных труб. После обрезки на торцах деталей остаются заусеницы, которые могут помешать получить качественное и надежное соединение. Чтобы удалить их и придать торцам труб требуемую конфигурацию, перед пайкой как раз и используется фаскосниматель. На современном рынке предлагаются приспособления для снятия фасок двух основных типов: помещенные в круглый корпус и изготовленные в виде карандаша. Более удобными в эксплуатации, но и более дорогими являются круглые устройства, которыми можно обрабатывать мягкие медные трубы диаметром не более 36 мм. Чтобы правильно подготовить медные трубы к пайке, необходимо удалить с их поверхности все загрязнения и окислы. Для этих целей используются ершики и щетки, щетина которых изготовлена из стальной проволоки. Обычно выполняется пайка медных труб твердым припоем, который может быть высоко- и низкотемпературным. Высокотемпературный припой — это медная проволока, содержащая в своем составе около 6% фосфора. Плавится такая проволока при температуре 700 градусов, в то время как для низкотемпературного его вида (проволока из олова) достаточно и 350 градусов. Технология пайки медных труб предполагает использование специальных флюсов и паст, которые выполняют защитную функцию. Такие флюсы не только защищают формируемый шов от образования в нем воздушных пузырьков, но и значительно улучшают сцепление припоя с материалом труб.
Кроме флюса, припоя и других основных элементов, для выполнения пайки труб из меди понадобятся и дополнительные инструменты, найти которые можно в каждой мастерской или гараже. Чтобы паять или варить изделия из меди, дополнительно приготовьте:
- обычный маркер;
- рулетку;
- строительный уровень;
- небольшую кисточку с жесткой щетиной;
- молоток.
Перед началом работ важно также решить, как паять медные трубы. Основных вариантов может быть два: пайка меди твердым припоем (используется реже) и применение припоя мягкого типа
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя
Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя. Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку
Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае.









Ершики для зачистки внутренней поверхности медной трубы перед пайкой
Технология работы газовой горелки для пайки
Такие аппараты как горелки, которые активно используются во время пайки, являются полезным инструментом, который используется для регулировки смешивания горючих газов, содержащихся в баллоне и кислорода. Главная цель такого инструмента (самодельной либо покупной) это получение во время выполнения работ стабильного, сильного пламени, нужной мощности.
Горелки делятся на два типа. Они бывают универсальными или профессиональными (специального назначения). При выполнении наплавки, при пайке, сварке, а также при обработке металлов (например, меди либо алюминия), применяется так называемый газопламенный способ, который предусматривает использование устройств с определенным назначением.

Главным преимуществом, которым обладают горелки, является то, что они способны практически в любую погоду, при сильном ветре, обеспечивать поддерживание стабильного сильного пламени. Особенно актуально их использование в тех случаях, когда возникает острая необходимость в проведении работ по пайке изделий на сильном ветру. Газовые горелки состоят из следующих элементов:
- форсунки;
- узла (к нему прикрепляются баллоны, в которых содержится газ);
- регулятора подачи газа;
- головки;
- редуктора.

Стоит отметить, что такое устройство может состоять из нескольких специальных, дополнительных элементов. Например, популярные производители дополнительно оснащают свои модели специальным зажигательным элементом, который называется пьезоподжиг. Также часто встречаются модели, которые оснащены специальными переходниками, системой защиты от ветра, специальными наконечниками.
В зависимости от параметров толщины, а также формы металлов, которые подвергаются обработке (медь, алюминий, латунь) используются разные виды горелок. Также такие приспособления для пайки могут отличаться между собой типом используемого во время работы газа.
Перед использованием газовой горелки ее сначала нужно проверить на наличие всевозможных неисправностей. Также перед проведением работ рекомендуется предварительно проверить разъемные, паяльные соединительные элементы устройства на предмет их герметичности. Кроме того, перед использованием прибор нужно провести диагностику на предмет герметичности соединения рукавов.
После выполнения диагностики можно устанавливать параметры рабочего давления газа, в зависимости от типа выполняемых работ (выполнения пайки труб сделанных из меди либо радиаторов изготовленных из алюминия). Затем следует на пол оборота приоткрутить вентиль, а потом зажечь горючую смесь. На следующем этапе необходимо отрегулировать уровень интенсивности исходящего пламени. Для этого используется вентиль либо редуктор.
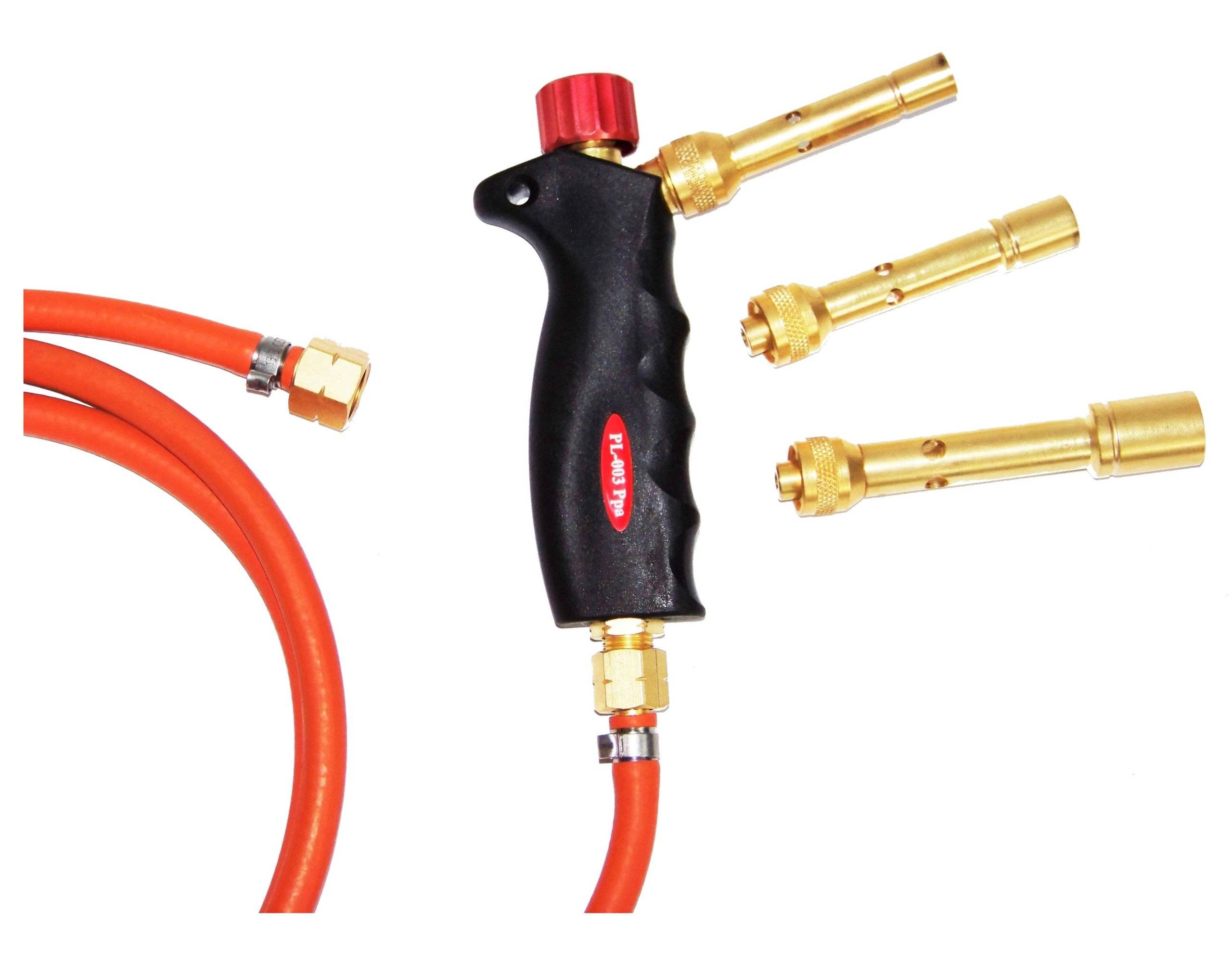
Газовая горелка для соединения медных труб
Пропановая газ горелка для пайки медных труб позволяет работать с поверхностями под температурой от 550 до 2000˚С. Возможность регулировать интенсивность пламени позволяет использовать оборудование, как для мягкого, так и твердого припоя.
Газ эффективен в труднодоступных местах для соединения плат, контактов малогабаритных приборов, трубок колонки и т.д. Помимо прочего, газ применяется для:
- выполнение соединения с применением воздуха;
- для подогрева соединений.
Классифицируется инструмент в зависимости от того, какая смесь выбрана для работы. Газ в комбинации с воздухом применяется для запуска бытовых горелок. Они отличаются малым весом и габаритами. Подходят для отрезков с небольшими диаметрами. Газ и кислород могут обрабатывать трубы любого диаметра. Используются в стационарных установках.
В местах, где газ установка, неэффективна, нагрев поверхности осуществляется феном.
Профессиональная газовая горелка для пайки медных труб
Он способен нагреть поверхность до температуры, оптимальной, чтобы запаять стык. Работать строительным феном удобно, так как он защищает руки от ожога.
Технология выполнения пайки
Чтобы правильно запаять трубу водопровода или колонки, важно выполнять все действия оперативно и четко. В случае, если пайка медных труб своими руками выполняется впервые, лучше потренироваться на ненужных отрезках. Установкой кранов с резьбой, стоит заниматься после запайки
Установкой кранов с резьбой, стоит заниматься после запайки.
Чтобы качественно запаять отрезок, используется следующая технология:
- Удерживая трубу перпендикулярно к труборезу, отсоединить кусок необходимого размера.
- Удалить заусеницы фаскоснимателем, очистить ершиком полость трубы внутри и обезжирить.
- Отрезать еще один кусок и развальцевать его торец до нужного диаметра. Также очистить и обезжирить.
- Нанести на внутренний отрезок флюс и равномерно размазать его при помощи кисточки.
- Соединить отрезки в раструб, убрав оставшийся флюс тряпкой.
- Использовать газ для нагрева соединения до приобретения медью темного оттенка.
- Прекратить запайку при появлении на поверхности трубы капель.
- Оставить соединение до застывания в неподвижном состоянии.
- После выполнения монтажа, прогнать систему горячей водой.
Мягкая и твердая пайка – разница
Технология пайки включает два способа соединения медных отрезков:
- мягкий или легкий;
- твердый.
Мягкий способ эффективен для соединения труб большой толщины. В этом случае применяется газ, так как направленная пропановая горелка нагревает стык быстрее, чем паяльник. Метод мягкого соединения подходит не только для меди, но и большинства металлических сплавов, кроме легких, таких, как алюминий.
Перед тем, как паять медные трубы мягким способом, стоит максимально качественно зачистить контактные поверхности.
Технология пайки медных труб мягким способом с помощью газовой горелки
Во время процесса нагревания пропановая горелка все время перемещается по поверхности стыка, чтобы избежать неравномерного нагрева или перегрева участка.
Отличается пайка медных труб твердым припоем тем, что она осуществляется при более высоких температурах. Для соединения отрезков используется паяльник. Шов соединения может быть уже, чем при мягком методе.
Соединение нужно разогреть по всей окружности равномерно.
Технология пайки медных труб твердым способом с помощью высокотемпературного паяльника
Паяльник должен быть заправлен сбалансированной смесью газа с равным количеством кислорода и топлива. На то, что паяльник заправлен правильно, указывает короткое пламя ярко синего цвета.
Правила безопасности
Используя паяльник или другое оборудование, нужно придерживаться следующих правил безопасности:
- Чтобы запаять трубу нельзя держать под пламенем в руках отрезки короче 30-ти сантиметров. Медь – хороший проводник тепла, поэтому можно получить ожоги.
- Если на кожу попал флюс, его незамедлительно смывают водой, чтобы предотвратить образование ожога химией.
- Так как паяльник продуцирует открытое пламя, работать нужно в одежде из натуральных тканей.
- Перед тем, как спаять трубу, стоит позаботиться о вентиляции в помещении, так как во время работы припой для пайки медных труб выделяет вредные пары.
Стоимость пайки заставляет мастеров выбирать именно этот вид соединения труб. Чтобы запаять стык не требуется дорогое оборудование.
Процесс пайки латуни
Для максимальной эффективности работ необходимо подготовить следующие материалы и инструменты:
- газовую горелку;
- медь;
- графитовый тигель;
- серебро;
- асбестовое основание;
- борную кислоту.
В некоторых случаях может понадобиться бронза.
Подготовка припоя
В первую очередь необходимо подготовить тенол, в состав которого будет входить две части серебра и одна часть меди. Для этого с помощью газовой горелки медь и серебро необходимо будет расплавить и отвесить нужное количество материала. Далее, сплавы помещаются в тигель и греются все той же газовой горелкой.
Расплавленные медь и серебро перемешиваются с помощью проволочки, и тигель ставится в холодную воду. Застывший припой расплющивается и нарезается. Затем крупным напильником из него натирается стружка.








Размеры графитового тигеля должны быть примерно 20х20 миллиметров. Изготовить его можно из графитовых углей (контактные троллейбусные элементы).
Подготовка флюса
Для этого берется 20 грамм порошка буры и 20 грамм порошка борной кислоты. Ингредиенты тщательно перемешиваются и заливаются 250 миллилитрами воды. Затем полученная смесь подвергается кипячению и остужается.
Для соединения латунных деталей можно применить и готовые составы. Среди отечественных хорошо зарекомендовали себя флюсы:
- ПВ-209Х;
- ПВ-209;
- Бура.
Из импортных можно отметить флюс-пасты немецкого производителя Chemet.
Припой и флюс готовы, теперь можно приступать непосредственно к пайке. Для этого подготовленные детали необходимо аккуратно положить на основание из асбеста и приступать к процессу пайки.
Поверхность соединяемых деталей обработать флюсом и очень аккуратно посыпать стружкой припоя. Теперь спаиваемые элементы нужно потихоньку греть
Делать это следует медленно и осторожно, чтобы они не перегрелись и не деформировались. Сначала нагреть надо чуть-чуть, чтобы припой немного расплавился и схватил детали
Потом примерно до 700 градусов
Припой будет затекать в щели и крепко спаивать элементы На этом этапе особое внимание надо уделить температуре плавления. Разница плавления латунных деталей и припоя составляет всего 50 градусов, поэтому надо следить за тем, чтобы не перегреть обрабатываемые материалы В противном случае можно получить один большой слиток
Полученный в результате шов должен иметь один цвет со спаиваемым материалом. Происходит это из-за диффузии основного металла в припой. Последний этап – это очистка полученного изделия от остатков флюса в виде наплывов и стекловидных капель. Чтобы от них избавиться, изделие нужно промыть в трехпроцентной горячей серной кислоте. Для этого элементы следует опустить в нее на короткое время и затем тщательно промыть проточной водой. Нагреть серную кислоту можно в пробирке из кварцевого стекла, поместив ее на газовую плиту. Чтобы самим не взаимодействовать с кислотой, обработанные детали перед очисткой рекомендуется на что-нибудь подвязать.
Если сравнивать такой метод пайки с соединением элементов при помощи олова, то простотой он не отличается. Но время будет потрачено не зря, так как соединение будет иметь повышенную надежность и прочность.
Это интересно: Пайка медных труб — припой, горелка и другое оборудование
Стандарты газовых баллонов

Существуют четыре основных стандарта присоединения газового баллона к газовой горелке:
- Резьбовой — баллон крепится к горелке при помощи резьбы, газовые баллоны такого типа обозначаются как «Treaded Canister» или «Lindal Valve», баллоны оснащены клапаном «Lindal B188 Valve» и производятся в соответствии со стандартом EN 417. Самый распространенный тип подключения газового баллона к горелке благодаря высокой надежности соединения. Газовые баллоны с резьбовым стандартом выпускаются разных объемов (110, 230, 330 и 450 грамм), разными производителями, с разными составами газовой смеси.
- Безрезьбовой байонетный — система Easy Click от французской компании Campingaz, в России такие баллоны встречаются реже резьбовых, но сильно распространены в магазинах Европы и США. Баллон по форме и устройству клапана схож с резьбовым, и лишен основных минусов обычных цанговых баллонов. Многие горелки оснащены универсальным креплением, которое можно использовать как с резьбовым, так и с байонетным стандартом крепления баллона.
- Безрезьбовой цанговый — используется в высоких газовых баллонах («дихлофос»), которые предназначены для использования бытовых газовых приборах и в кемпинговом оборудовании. Безрезьбовые цанговые баллоны являются самым распространенным типом баллона и имеют невысокую цену. При транспортировке безрезьбового цангового баллона всегда есть риск непроизвольного срабатывания клапана при случайном нажатии на него, клапан защищен только транспортным колпачком, который легко отсоединятся от баллона и теряется. Баллон безрезьбового цангового типа имеет неудобную форму, которая не позволяет использовать набаллонные горелки. При установке на такой баллон набалонной горелки и установки на нее посуды, центр тяжести такой конструкции окажется слишком высоко и имеется высокий риск опрокидывания всей конструкции. В безрезьбовых цанговых баллонах часто используется газовые смеси низкого качества. Не стоит рассчитывать на стабильную работу горелки с таким баллоном при отрицательных температурах и следует регулярно проверять и прочищать горелку от налета от сгорания газа.
- Прокалываемые — некоторое время назад баллоны такого типа широко использовались в портативном газовом оборудовании, в настоящее время встречаются довольно редко. Прокалываемые баллоны невозможно отсоединить от газовой горелки до полной выработки газа, а транспортировать баллон с закрепленной горелкой сложно и небезопасно. Прокалываемые баллоны иногда все еще используются в портативных газовых резаках и паяльных лампах.

Газовые баллоны одного стандарта можно присоединить к газовой горелке с другим тип подсоединения с помощью соответствующего переходника.