Технические приемы
 В быту наиболее популярна сварка чугуна полуавтоматом, как наиболее доступный и простой вид соединения. При этом тонкие детали необходимо сваривать, обязательно подложив под них графитовые пластины.
В быту наиболее популярна сварка чугуна полуавтоматом, как наиболее доступный и простой вид соединения. При этом тонкие детали необходимо сваривать, обязательно подложив под них графитовые пластины.
Для сварки можно использовать практически любые полуавтоматы, позволяющие использовать сварочный ток, необходимый для плавления чугуна, но не допускающий проплавлений и вытеканий.
Величина сварочного тока колеблется в пределах 90-110 Ампер. Скорость, с которой подается сварочная проволока, настраивается экспериментально. Как правило, она сходна со скоростью подачи при сварке сталей.
Подготовка деталей
Перед началом работ обязательно нужно подготовить поверхности соединяемых кромок. Для этого их очищают от грязи и пыли, обезжиривают. Для обеспечения большей глубины проваривания, с кромок снимается фаска. Края фаски необходимо закруглить.
Если возникла необходимость заварить трещину, ее нужно «разделать» по всей длине, чтобы увеличить площадь соприкосновения детали со сварочным материалом. Это можно сделать шлифмашиной с отрезным абразивным кругом для работ по металлу. Перед сваркой концы трещины необходимо засверлить, чтобы при нагреве она не разошлась еще на большую длину.
Как делать шов
 Чтобы минимизировать вредные последствия, которые можно нанести высокотемпературной дугой чугунным деталям, сварку длинных швов недопустимо производить за один проход. Время сварки на отдельном коротком участке стыка не должно быть продолжительным.
Чтобы минимизировать вредные последствия, которые можно нанести высокотемпературной дугой чугунным деталям, сварку длинных швов недопустимо производить за один проход. Время сварки на отдельном коротком участке стыка не должно быть продолжительным.
Начинать сварку надо с середины стыка и произвести короткий шов, за тем отступив на некоторое расстояние от него, сделать еще два шва с обеих сторон первого. Если стык достаточной длины, необходимо таким же образом сделать еще несколько коротких швов. Затем провариваются участки между наложенными швами.
Первый шов при сварке деталей большой толщины накладывается посередине стыка, практически без осуществления поперечных движений электродом. Далее, по краям первого шва накладываются второй и третий.
Если толщина детали еще позволяет наложение швов, накладывается четвертый шов посередине, сверху второго и третьего, а позже, после остывания, накладываются пятый и шестой швы справа и слева от четвертого. Указанная последовательность швов применяется и далее, если необходимо произвести еще швы при достаточно большой толщине соединяемых заготовок.
Как варить чугун электросваркой. Сварка инвертором
Чугун в быту применяется повсеместно, начиная от батарей и других сантехнических элементов, заканчивая конструкциями заборов, деталями автомобилей и станочного оборудования. Трудности начинаются, когда речь заходит о сварке этого металла. Сварка чугуна электродом в домашних условиях – работа не из легких. Если с обычными сталями можно работать без особо тщательной подготовки, то просто наварить шов на чугунную деталь, без предварительной подготовки, очень сложно. Несоблюдение основных технологий может привести к перекалке металла, а значит повышению хрупкости и другим проблемам. Давайте разберем как заварить чугун дома, с помощью инвертора.
Методы сварки чугуна
Существует три способа сварить чугун:
- Горячая сварка. Основной и наиболее правильный метод. Он заключается в том, что перед работой электродом, заготовку прогревают до 600 – 650 градусов. Это позволяет избежать образования соединений с повышенной температурой плавления, перекалки и напряженности метала в месте соединения. Нагрев осуществляется в печах, газовыми или другими горелками. Для домашних условий такой метод подходит с натяжкой, ведь помимо нагревающего прибора, нужно знать в какие моменты можно работать в месте сварного соединения, как остудить металл и много других нюансов.
- Полугорячая сварка. Практически ничем не отличается от предыдущего способа, за исключением температуры нагрева. Здесь изделие прогревают до 300 – 350 градусов.
- Холодная сварка. Способ – не предусматривает нагрев заготовки, но в его основе лежит множество других технологических моментов, несоблюдение которых приведет к невозможности выполнить качественный шов. Сварка чугуна в домашних условиях электродом осуществляется именно таким образом.
Сварка полуавтоматом
Сварка чугуна полуавтоматом выполняется достаточно просто, главное внимательно изучить все действия. Обязательным условием для процесса является подготовка детали из чугуна, именно от подготовки будет зависеть показатель прочности сварного шва. Также потребуется специальная проволока для сварки полуавтоматом чугуна.

Чтобы правильно выполнить сварку чугуна полуавтоматом, нужно рассмотреть правильную технологию. Обычно данный метод производиться при помощи трех способов сварки:
- холодная сварка чугуна с использованием сварочной проволоки по чугуну ПП АНЧ-1. Она подходит для небольших коротких швов, заделки трещин, для работы с тонкими деталями из чугуна. Никакого подготовительного этапа не потребуется, достаточно только лишь провести кончиком проволоки по области сварки. Схватывание дуги происходит практически сразу, потребуется удержать ее в течение нескольких секунда, а в это время нужно провести проволокой по месту шва;
- полугорячая сварка чугуна полуавтоматом обычной проволокой применяется для сваривания более сложных участков. К примеру, ее используют при установке заплатки на канализационных трубах. Уровень температуры нагревания составляет около 350 градусов Цельсия. Для полугорячей сварки подходит проволока для сварки чугуна ПП АНЧ-2. Для нагревания может применяться паяльная лампа. После сваривания производится плавное охлаждение;
- горячая сварка применяется для изготовления сварных швов с высокой прочностью, которые обладают повышенными качествами на изгиб и излом. Во время него применяется проволока сварочная для чугуна ПП АНЧ-3. Нагревание производится в печи или при помощи газовой горелки. Нагревание производится до температуры 600 градусов Цельсия. А вот процесс графитизации выполняется естественным путем.
Чугун: виды, применение
Чугуном называется своего рода смесь из железа и углерода. Материал твердый и износостойкий, но, парадокс, довольно хрупкий, если неправильно с ним обращаться. Вот почему сварка чугуна электродом в домашних условиях инвертором, должна производиться только после тщательной подготовки (об этом будет сказано чуть ниже).
В мире чугун известен давно — считается, что он появился в 6 веке до нашей эры.
Средняя температура плавления составляет более 1000 градусов по Цельсию. Работать с материалом можно при нагреве до 600 градусов.
По видам чугунный металл делят на следующие категории:
- белый;
- половинчатый;
- серый;
- высокопрочный;
- ковкий.
С течением времени чугун не теряет своей актуальности, его используют в разных сферах жизнедеятельности человека. Применяют материал для следующих целей и задач:
- ковки оградок;
- производства станков;
- выпуска сковородок для домашнего хозяйства;
- изготовления радиаторов отопления, труб, сантехнических соединений;
- создания ванн;
- в автомобилестроении — для выпуска коленчатых валов, цилиндров, двигателей и прочего.
Это — лишь малая часть задач, с которыми успешно справляется обыкновенный чугун. Важная особенность заключается и в том, что наплавка чугуна электродами осуществима в домашних условиях без помощи профессионального сварщика.
Особенности сварки чугуна
В зависимости от того, в каком виде присутствует углерод, чугун подразделяется на несколько видов:
- Белый чугун. В нем углерод содержится в виде цементита. Он отличается высокой твердостью, не поддается обработке режущими инструментами. Его крайне трудно варить.
- Серый чугун. Он содержит углерод в форме графита. Сплав достаточно легко поддается обработке. При сварке чугуна электродом в домашних условиях с инвертором обеспечивается надежное соединение.
- Ковкий тип. Он получается путем специальной обработки белого чугуна с преобразованием углерода в форму хлопьевидного графита. Этот сплав активно используется в машиностроении. Сварить его можно специальными электродами.
- Половинчатый чугун. Содержит углерод в обеих формах — цементит и графит. Применяется для изготовления изделий повышенной износоустойчивостью.
- Высокопрочный чугун. В нем углерод имеет шаровидную форму, приобретаемую в процессе кристаллизации. Применяется металл для особо ответственной продукции, в т. ч. труб.
Последние 2 типа сплава поддаются сварке электродом, но требуют особый подход. Сварочная технология разных типов чугуна существенно различается, что необходимо учитывать при работе.
Сварка чугуна связана со следующими сложностями:
- Некоторые составляющие сплава легко окисляются при расплавлении с образованием тугоплавких оксидов. Они приводят к неоднородности сварного шва и появлению непроваренных участков.
- При быстром охлаждении околошовной зоны формируется цементит, который в последующем не поддается механической обработке.
- Чугунный расплав обладает повышенной текучестью, что затрудняет формирование шва и удержание в сварочной ванне.
- Любой неравномерный прогрев и охлаждение сварочной зоны ведет к растрескиванию металла.
- При расплавлении чугуна выделяются газы, способные вызвать появление пор в сварном шве.
Важно! Особая структура и свойства чугуна приводит к плохой его свариваемости в домашних условиях. Однако при соблюдении режимов, правильном выборе метода и расходных материалов качественно заварить можно большинство чугунных изделий, используемых дома
Чем резать?
Необходимость выполнения подобной процедуры чаще всего связана с демонтажем чугунных труб, батарей отопления и других коммуникаций. На первый взгляд может показаться, что выполнение данной работы не вызовет много труда. Тем не менее в Советском Союзе трубы соединяли добротно, поэтому резать их не так уж и просто.

Горячая сварка чугуна.
Аргонная сварка чугуна позволяет формировать надежные соединения этого вещества со многими другими. Например, это может быть сварка чугуна со сталью или алюминием. В любом случае разобрать заваренную конструкцию не просто.
Тут главное правильно выбрать способ резки. Можно использовать хорошо знакомые инструменты, такие как труборез, зубило, лобзик, газовые резаки и так далее.
Каждый приведенный метод обладает своими достоинствами и недостатками. Например, в некоторых случаях можно спокойно обойтись обычным молотком и зубилом. Особенно если технология сварки чугуна была нарушена и сформированное соединение оказалось слабым.
В других случаях лучше использовать более продуктивные механические, а не ручные, инструменты, для которых электродуговая сварка чугуна – не помеха.
Подготовка к сварке
Подготовительные операции должны выполняться тщательно и внимательно, так как это является одним из основополагающих принципов получения качественного соединения:






Резка и разделка кромок
Эта операция является обязательной при сварке чугуна любым способом. Для этого края зачищают напильником или шлифовальной машиной с насадкой по металлу. Во время разделки кромок выпиливают трещины. При необходимости установки шпилек края срезают под углом. В торцах высверливают отверстия, формируют резьбу. После этого вкручивают шпильки. Внешние концы элементов необходимо приварить друг к другу.
Сварка инвертором
Многие неопытные сварщики часто задаются вопросом можно ли сварить чугун и сталь инверторным сварочным аппаратом? Конечно можно, но предварительно следует провести подготовку. Процесс подготовки чугуна должен проводиться с учетом следующих рекомендаций:
- в первую очередь необходимая область зачищается болгаркой. Для зачистки рекомендуется применять лепестковый круг или другую наиболее подходящую насадку;
- после того как будет проведена зачистка верхнего слоя до не окисленного металла требуется выполнить обезжиривание. Данный процесс может выполняться при помощи бензина или любого другого растворителя;
- если требуется заделать трещину, то ее нужно расчистить до полного окончания. После этого в этом месте необходимо просверлить отверстие с размером диаметра 10 мм.
Сварка чугуна инвертором может осуществляться послойно и с использованием опорных элементов – шпилек. Они полностью состоят из стали. Применение данных опорных элементов должно сопровождаться с учетом важных требований:
- размеры данных элементов должны быть точными, их размер диаметра не должен быть больше 40 % от толщины чугуна;
- показатель выступа шпильки над металлом составляет не более 4-6 мм;
- расстояние между ними не должно превышать 6 мм;
- количество используемых шпилек должно зависеть от параметров соединения, но их не должно быть больше 25 % от площади излома.

Также могут применяться электроды, но они должны быть специальными. Проводить заваривание чугуна обычными электродами не рекомендуется. Для сплава этого вида подойдут электроды с добавлением никеля, меди, хрома и других лигатур, которые способствуют прочному наплавлению чугуна.
Как проводится
Как сваривать чугун при помощи инвертора, чтобы получить хороший и качественный сварной шов? Для этого потребуется изучить важные рекомендации:
- полярность подключения должна быть обратная;
- работа сварочного аппарата должна осуществляться на минимальной мощности, она должна соответствовать толщине чугунного элемента;
- размер длины одного непрерывного сварочного шва не должна быть больше 3-5 сантиметров;
- не должно быть перегревания металла, которое может возникнуть в результате частых перерывов;
- первый и последний слой при многослойном сваривании должен проковываться молотком с небольшим усилием.
Сам процесс сварки может быть многослойным или с использованием шпилек. После правильной установки шпилек проводится наваривание каждого слоя. Металл должен накладываться вокруг каждой шпильки, что в итоге получилась заплатка. В конце делается сварной шов, который соединяет наваренный металл между шпильками.
Многослойная сварка выполняется с использованием электродов. После наплавления первого слоя проводится ковка молотком, она должна делаться на горячую. Если есть доступ к обратной стороне изделия, то также накладывается слой на ней, а затем он проковывается. В конце накладывают следующие слои металла.
Прежде чем ответить на вопрос варится ли сваркой чугун, стоит рассмотреть главные особенности данного сплава. Именно от его вида и структуры зависит выбор определенного вида сварки. Для него могут применяться разные виды сварок – электросварка, полуавтоматом, газовая, аргоном, инвертором. Но чтобы процесс был успешным, требуется провести предварительную подготовку чугуна и стали.
Электросварка
Электродуговая сварка в качестве расходного материала предполагает электрод, покрытый флюсом. Есть несколько видов электродов, пригодных для такого вида работ: на основе чугуна, легированной стали, из медных и никелевых сплавов. После механической обработки будущей сварной зоны (торцевания, сверления отверстий в местах окончания трещин, соединения деталей крепежом) следует выбрать такую последовательность сварных проходов, чтобы обеспечить равномерный и минимальный нагрев всей детали. Перед каждым следующим проходом шву нужно дать остыть. Во время ожидания охлаждения можно его обстучать — это уменьшает напряжения в металле.
Поскольку применяемые электроды прочнее обрабатываемого чугуна, нет никакой необходимости делать особенно толстые швы. Последнее также помогает уберечь место сварки от тепловых деформаций
Следует избегать резких охлаждений, пользоваться для этого водой допускается только с большой осторожностью и в исключительных случаях
Для описанных выше работ актуальны все требования к технике безопасности проведения сварочных работ и правила безопасной эксплуатации электрического оборудования.
https://youtube.com/watch?v=Xoamtv9bsXs
Применяемые электроды и методы
Сваривание чугуна производится разными видами электродов. Электроды из стали обеспечивают прочный шов, со структурой, близкой к химическому состоянию серого чугуна.
Чаще всего они применяются для сварки громоздких деталей, где не требуется последующая обработка швов с помощью инструментов.
Применяя медные с добавлением никеля или стали электроды, можно получить шов с наплавлением, который легко обрабатывать.
Медно-никелевые электроды применяются там, где нельзя повышать твердость в отдельной части детали. Сами наплавы образуются за счет многослойной укладки валиков.
Электроды из меди и железа лучше применять, если стоит задача устранения небольших отдельных эффектов.
Видео:
Наплавка при сварке этим электродом также хорошо поддается обработке. Сам шов будет представлять из себя медно-железный сплав, обогащенный углеродом.
Соединение с поверхностью металла обеспечено за счет стальных кристаллов и частичного проникновения меди в поры.
Железно-никелевые и чисто никелевые электроды могут быть использованы только для коррекции небольших изъянов на основных рабочих поверхностях деталей.
Технология сварки чугуна реализуется одним из следующих способов:
- газовая сварка чугуна;
- дуговая;
- термитная;
- путем заливки жидкого раствора.
Рассмотрим наиболее часто используемые – газовую и дуговую.
Сварка газом
Газовая сварка чугуна используется как самый надежный метод, когда наплавленный металл имеет структуру, близкую к самим деталям.
При газовом методе нагрев и охлаждение происходят равномернее и медленнее, чем при дуговой, поэтому риск получить отбеленную зону по шву гораздо меньше, а графитизация происходит при более благоприятных условиях.
Это минимизирует внутреннее напряжение шва и предотвращает появление трещин.
Как присадка используются прутки марки А и Б для сваривания толсто- и тонкостенных отливок при низкой температуре и для износостойких наплавок.
Видео:
В прутах марки Б содержится больше кремния, что позволяет улучшить графитизацию.
Газовая сварка чугуна обязательно происходит с флюсом, который переводит тугоплавкие окислы в легкоплавкие шлаки и предотвращает появление окисления в сварочной ванне.
Детали сложной формы или с разным сечением необходимо предварительно нагреть.
Дуговая сварка
Дуговая сварка фактически является плавлением, при котором повышение температуры краев происходит за счет теплоты электрической дуги.
Дуговая сварка существенно позволяет снизить риск появления закаленных участков сварного шва. Предварительная работа по зачистке и формовке производится в обязательном порядке.







Следует участь, что дуговая сварка должна соответствовать двум основным требованиям – сваривание должно идти на больших токах и процесс должен быть непрерывным.
Классификация происходит по следующим критериям:
- вид электрода – плавящийся или неплавящийся;
- вид дуги (свободная или сжатая);
- тип взаимодействия дуги и чугуна (трехфазная дуга, дуга прямого или косвенного воздействия).
Дуговая сварка может быть автоматической под флюсом, ручной или с применением защитного газа — сварка чугуна аргоном.
При ручном методе края детали совмещают и между плавящимся или неплавящимся электродом и деталью возбуждают электрическую дугу.
Видео:
https://youtube.com/watch?v=cEy9j8ucsdo
Кромки и электрод при нагреве плавятся и образуют сварную ванну, которая после остывания станет сварным швом.
Из всех методов с использованием защитного газа, наиболее надежным считается сварка чугуна аргоном. В ее процессе сварной шов защищается инертным газом.
Сварка чугуна полуавтоматом требует весьма аккуратно осуществлять подбор величины тока и скорости подачи проволоки.
Для работы полуавтоматом требуется использование порошковой проволоки, без нее качество сварного шва будет неудовлетворительным.
Типы используемой проволоки ПП АПЧ 1, 2 или 3, соответственно, для холодной, полугорячей и горячей сварки.
Работы в условиях дома или гаража могут быть произведены сварным инвертором, который можно приобрести по разумной цене в специализированных отделах или магазинах.
Видео:
Работа по свариванию чугуна инвертором представлена на видео, внимательно ознакомьтесь с ним, ведь многие процессы проще усвоить после просмотра.
В статье мы рассмотрели варианты, как может быть осуществлено сваривание чугуна различными методами.
Подбор электродов

Из-за своего физико-химического состава, чугун имеет свои качества, которые учитываются при выборе электродов.
Электрод состоит из внутреннего стержня и внешней обмазки. Должна быть полная совместимость материалов, например, чугунный электрод не может варить медь. Покрытие при нагревании выделяет газ, который защищает от окисления жидкий металл в ванне.

Сила тока указана для заварки в нижнем положении. Для сварки, например вертикальных труб, этот показатель уменьшают на 15-25А.
Медно-никелевые электроды (медь 30%, никель 65%) применяются, когда соединению не требуется большой прочности. Плотность шва удовлетворительная, но хорошо обрабатывается резкой.
Можно ли варить чугун простыми стальными электродами?
Да, но шов получится невысокого качества, т.к. сталь плохо сцепляется с чугуном.
При заварке медными электродами сварной шов – плотный, но недостаточно прочный.
Когда к конструкции предъявляются повышенные требования, используют марки УОНИ 13/55, МР-3С и подобные, для углеродистых и низколегированных сталей. Бренд ESAB – ОК 61.30, ОК – 63.35 и российские аналоги ЦЛ-11, ОЗЛ-8 и др. используются для сварки нержавейки.
Хранить электроды в сухом месте. Если они отсырели, необходимо их просушить при 250º – можно в духовом шкафу.
Ассортимент расходников большой и, чтобы выбрать правильно, надо читать сведения, указанные на упаковке.
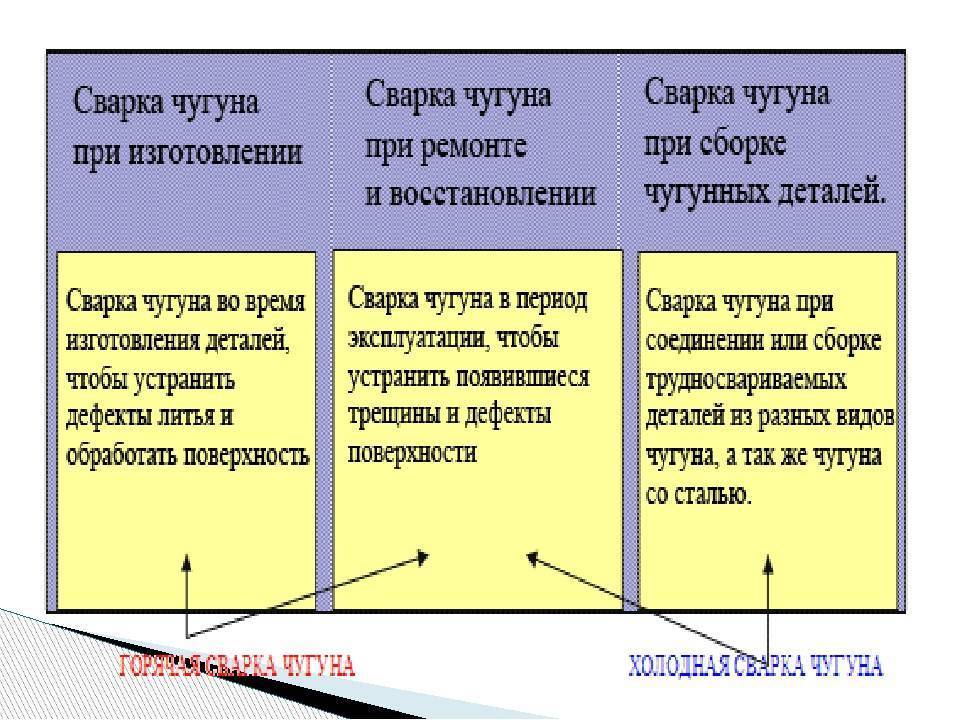
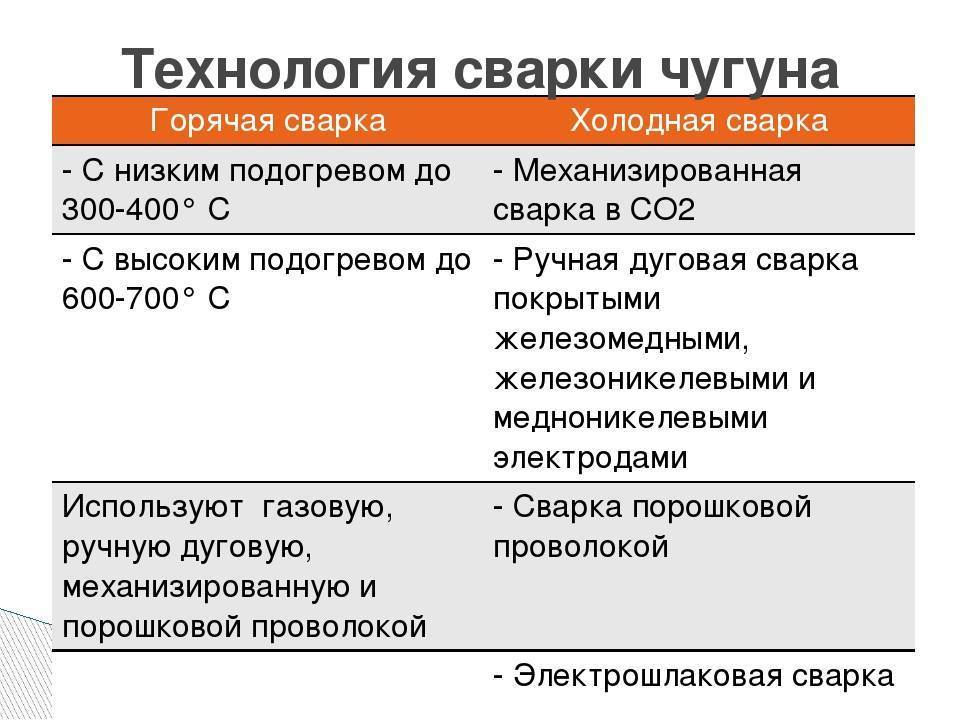
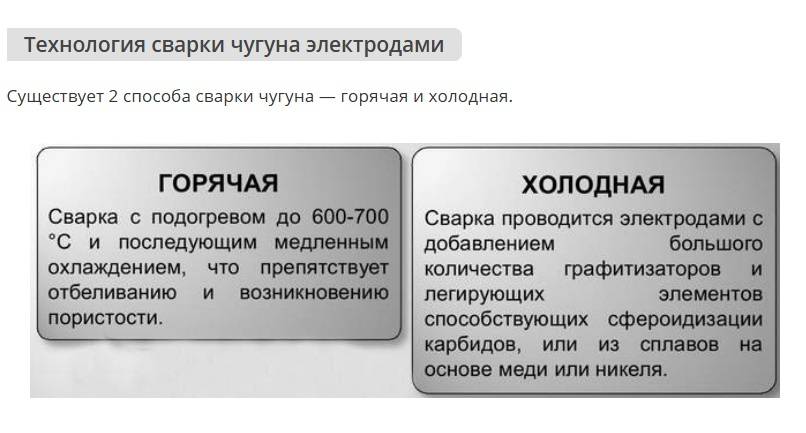
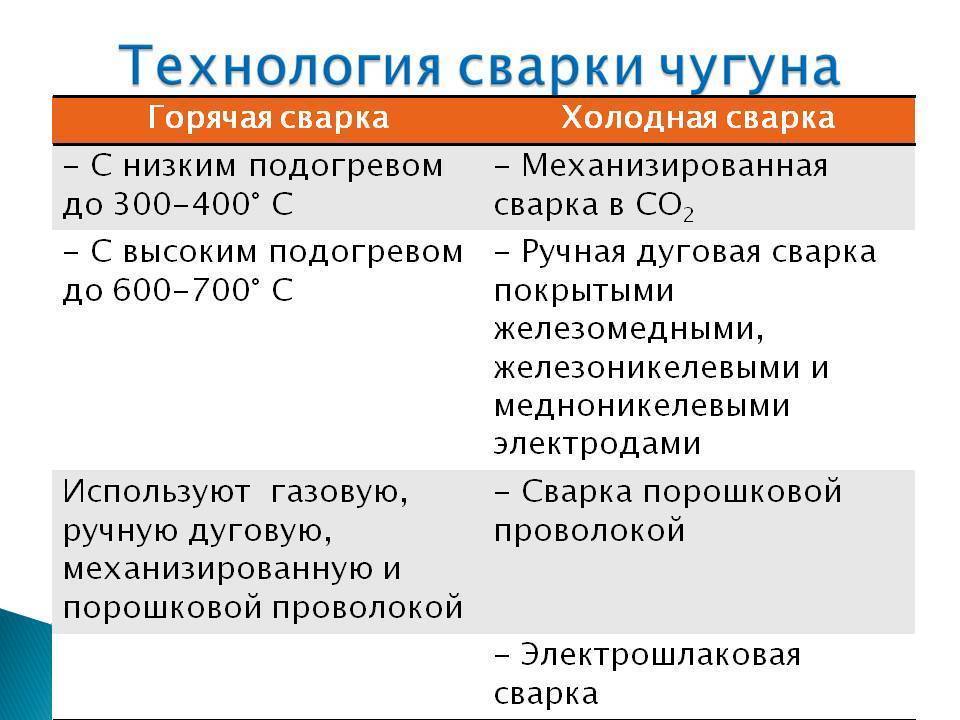
Виды сварки чугуна
Существует два вида сварки чугуна – холодная и горячая.
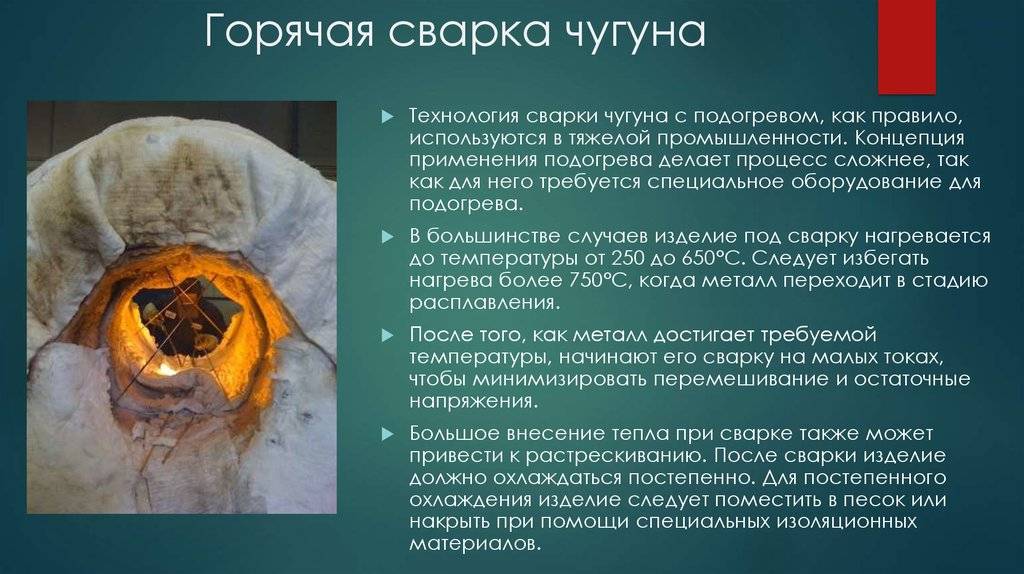
Горячая сварка чугуна
Суть её состоит в подготовке детали, нагрева её до температуры 600-800°C и медленном остывании.
Подготовка изделия из чугуна к горячей сварке
Зная особенности данного металла, перед выполнением сварочных работ, необходимо произвести подготовку чугуна к сварке.Для этого необходимо:
- Очистить поверхность изделия от загрязнения (масла, ржавчины, окалины и др. загрязнений).
- Выполнить разделку дефектного участка. При заварке трещины, необходимо «выбрать» трещину на всю её глубину. Если нет возможности добраться до корня трещины, тогда следует выполнить засверловку по краям трещины. Это поможет предотвратить её распространение при сварке.
При соединении двух деталей, необходимо выполнить разделку с учётом толщины металла и формой предполагаемого шва.
Выполнить подогрев чугуна. Подогрев свариваемой детали следует выполнять постепенно, так чтобы изделие прогревалось равномерно. Для этих целей применяются специальные нагревательные печи. При отсутствии таковых, нагрев производится газовой горелкой.
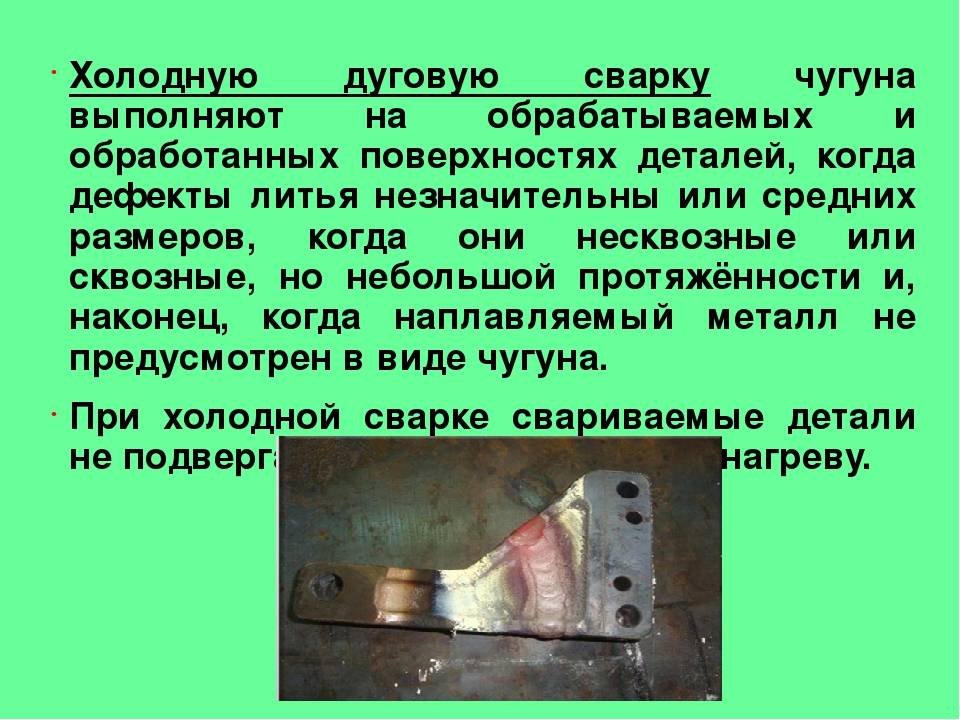
Холодная сварка чугуна
Технология холодной сварки чугуна заключается в выполнении сварочных работ без предварительного и сопутствующего подогрева изделия. В основном такой способ сварки выполняется покрытыми электродами, предназначенными для чугуна или обычными электродами
Применяется для устранения небольших дефектных участков на неответственных изделиях.
Подготовка изделия к сварке точно такая, как при горячем способе.
Дуговая сварка чугуна
К такому способу относится сварка покрытыми электродами. Причём возможно применять обычные электроды марки УОНИ-13/55. В качестве источника питания сварочной дуги применяются сварочные трансформаторы или инверторные аппараты. Это даёт возможность использования обратной полярности.
При отсутствии источников постоянного тока, можно использовать сварочный трансформатор. Дуга при переменном токе может обрываться и гореть не стабильно. По этой причине приходится завышать режимы сварки.
Для наилучшего качества следует применять электроды для холодной и горячей сварки чугуна марки ЦЧ-4, МНЧ-2 или ОЗЧ-6. Более подробно о применении электродов марки ЦЧ-4, МНЧ-2 и ОЗЧ-6 читайте в этой статье.






При отсутствии таких электродов, можно применить УОНИ-13/55 с намотанной медной проволокой. Такой «дедовский» метод применяется до сих пор, так как медь делает шов более пластичным. Но такой способ не даёт полной гарантии, что шов не треснет после остывания.

Перед ручной дуговой сваркой необходимо выполнить разделку, вырубив дефектный участок «под корень».
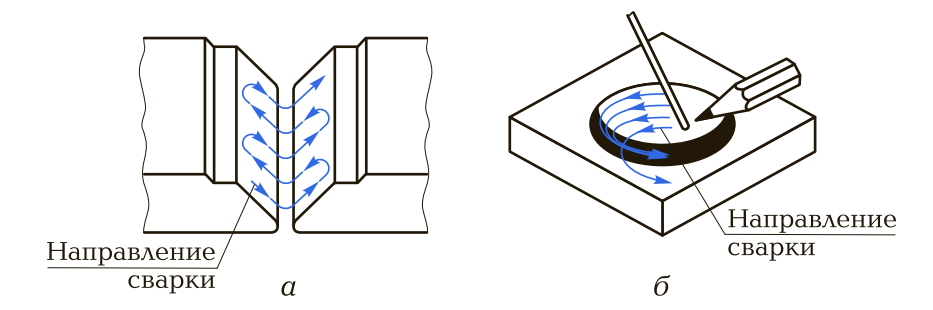
Для снижения перегрева зоны шва, сварку следует выполнять небольшими участками, давая возможность постепенно остывать шву. Движение электрода должно быть плавным, для избегания растекания металла.
Газовая сварка чугуна
Для расплавления чугуна применяется газовое пламя. В качестве газа применяется ацетилен. Он на много чище по составу, чем пропан и имеет более высокую температуру горения.

В качестве присадочного материала применяются чугунные прутки или прутки из никеля. Для раскисления зоны сварки применяются флюсы. Самым распространённым из них является бура.
Газовая сварка чугуна способна обеспечить стабильное прогревание зоны сварки, что положительно скажется на остывании сварного шва. Единственный недостаток такого способа – это большой расход ацетилена и кислорода.
Сварка чугуна аргоном
Такой тип сварки схож с газовой сваркой. Расплавление присадочного материала происходит за счёт горения дуги. В качестве присадочного материала применяются чугунные прутки.

Аргонодуговым способом очень редко выполняют заварку дефектов в изделии. Это связано с неэффективным использованием газа аргон. Для прогрева изделия приходится тратить большое количество аргона.
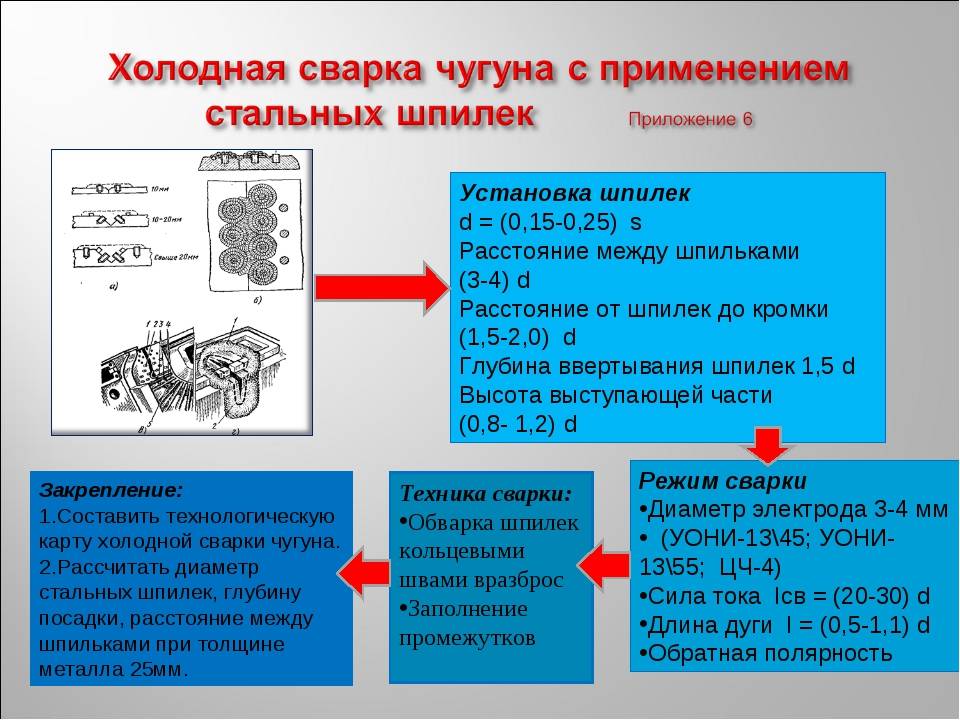
Возможные варианты устранения дефектов
Для заварки дефектный участков больших размеров можно применять следующий способ:
В изделии делают разделку под углом 90 градусов. В полученных сварках делаются отверстия, для вкручивания стальных шпилек. После вкручивания шпилек производится заварка разделки чугунным присадочным прутком или специальными электродами. После этого свариваются между собой стальные шпильки. Такое соединение напоминает соединение скобками, которые придают дополнительную жесткость шву.
Особенности работы с чугуном
Рабочие со стажем определят свариваемость металла всего лишь по единому разрезу. Если структура является мелкодисперсной, а оттенок близок к серому, то такой чугун сваривать намного проще, чем темные крупнозернистые породы. Если говорить о соединении деталей, находящихся длительное время в масле, или тех, что постоянно подвергались окислениям в воде, грунте либо других средах, то такие сварочные материалы не являются подходящими
Следует принимать во внимание, что чугун принадлежит к материалам с ограниченной свариваемостью, и учитывать ряд его особенностей:
- металл относится к жидкотекучим, потому единственным допустимым рабочим положением является нижнее;
- при несоблюдении температурных режимов и перекаливании металла углерод выгорит, образуются поры;
- отсутствие необходимой температуры и минимальная пластичность — главные причины напряжений в местах соединения швов;
- расплавленным чугуном могут создаваться окислы с температурой плавления выше, чем у исходного материала.
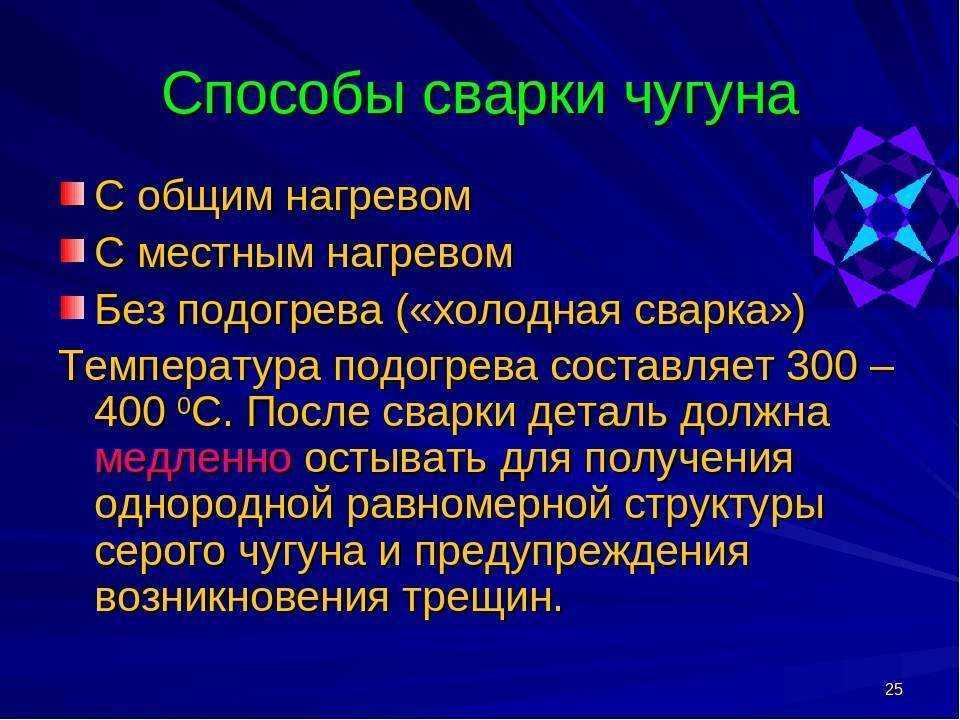
Технологии соединения деталей
Существует три широко известные методики соединения чугунных деталей. Речь идет о таких работах:
- Горячая сварка. Ее считают самой распространенной и правильной. Суть в том, что перед началом использования электрода заготовка должна прогреться до 600 градусов, давая возможность избегать появления соединений с завышенной температурой, перекалок и напряженностей в местах сваривания.
- Полухолодное сваривание. От первого способа отличается только температурой нагрева. В этом случае температура нагрева изделий не должна превышать 350 градусов.
- Холодная сварка. Нагрев заготовок исключается, но в пределах технологии есть многочисленные нюансы, без которых нельзя получить шов высокого качества. Сварка чугуна электродом в домашних условиях инвертором выполняется именно таким методом.
Как подготовить материал
Чугуну требуется предварительная подготовка перед началом сваривания. Сначала нужные места защищают, используя болгарку с кругом в виде лепестка либо другие подходящие насадки. Верхний слой защищают до уровня не окисленного металла, обезжиривая бензином или растворителем. Если нужно избавиться от трещин, металл чистят, пока не покажутся их окончания, строго в тех точках насверливают отверстия с диаметром 10 мм.
Говоря о том, как сварить чугунные детали, стоит выделить и некоторые особенности подготовительного этапа:
- Шпильки. Работы могут выполняться как послойно (опорные элементы не задействуются), так и со шпильками. Они полностью стальные. Размеры подпадают под строгий регламент, к примеру, их диаметр не должен занимать более 40% объема чугуна при максимальном расстоянии 6 диаметров и выступлении над основанием в 4−6 мм. На используемое количество влияют только величины соединений, но не более четверти от площади изломов.
- Проведение разделки кромок. Нельзя допускать острых краев в местах сопряжений металла, их следует сделать сферическими.
- Нужно пользоваться специальными электродами. Давая ответ на вопрос относительно того, как заварить чугун обычным электродом, нужно отметить, что это практически нереально. Специалисты советуют приобретать присадки, среди компонентов которых хром, медь, никель и другие лигатуры, упрощающие наплавление на чугун аргоном.