Почему возникает?
По теории в нормальных условиях газы являются диэлектриками. При возникновении подходящих условий они могут поддаваться ионизации, наделяя свои элементы положительными или отрицательными зарядами.
Внешнее электрическое поле, обладающее заданными параметрами, и высокая температура влияют на газ, преобразуя его в плазму, которая обладает всем свойствами проводника электричества.
Данное свойство получило широкое распространение в промышленности, используя дугу в качестве газового проводника.
Алгоритм образования электрической сварочной дуги следующий:
- Контакт. Он соединяет электрод и металл.
- Разрыв контакта. Под влиянием тока поверхность электрода и металла начинает плавиться, образуя прослойку жидкого металла. В течение некоторого времени, с увеличением слоя расплава происходит разрыв контакта.
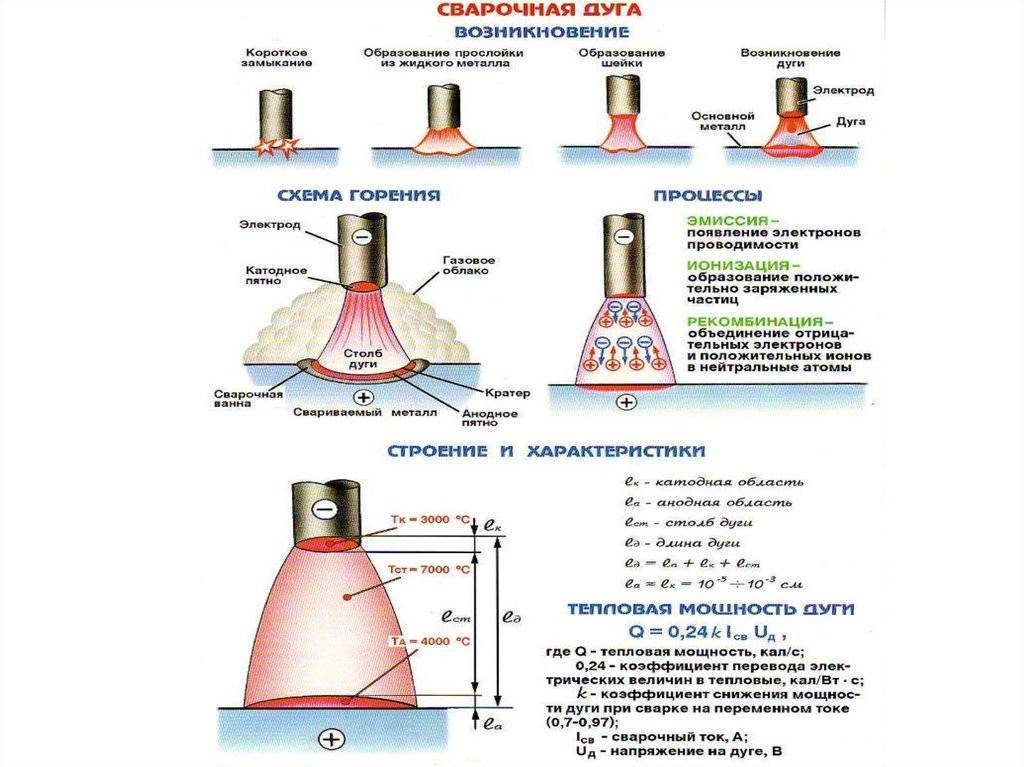
- Возбуждение дуги. Пространство между анодом и катодом заполняют ионы и электроны испарений расплавленного металла, которые под действием напряжения притягиваются противоположным полюсам, возбуждая дугу.
- Стабилизация дуги. С ростом концентрации заряженных частиц дуговое соединение подвергается интенсивной ионизации, в этой точке достигается полная стабилизация горения.
- Образование сварочной ванны. Под действием дуги металлы электрода и поверхности переходят в жидкое агрегатное состояние, образуя смесь.
- Кристаллизация. После отключения источника питания для сварки поверхность остывает, образуя сварное соединение.
Явления ионизации и деионизации
Внутренними процессами, которые способствуют возникновению и гашению дуги, являются ионизация и деионизация. Изучение данных явлений позволяет разобраться с факторами, влияющими на внешние процессы. Преобладание процессов ионизации характерно для причин возникновения дуги. При ее стабилизации явления происходят с равной периодичностью. С превалированием явлений деионизации дуга потухнет.
Виды ионизации:
- Термическая. Наиболее распространенный процесс, который способствует сохранению дуги после ее образования. Благодаря значительному температурному воздействию возрастает количество и скорость элементов, что благотворно сказывается на ионизации.
- Ударная. При перемещении на высокой скорости электрон неизбежно сталкивается с нейтральной частицей. После взаимодействия образуется новая заряженная частица – ион.
- Полевая электронная эмиссия. Под действием внешнего электрического поля с высокой напряженностью электроны покидают поверхность без предварительного возбуждения.
- Эффект Эдисона или термоэлектронная эмиссия. Под воздействием высокой температуры уровень энергии электронов увеличивается. При достижении определенного показателя они способные преодолеть потенциальный барьер на границе с металлом.
К явлениям деионизации относятся:
- Рекомбинация. Процесс взаимодействия частиц с противоположными зарядами сопровождается образованием нейтрально заряженных элементов.
- Диффузия. Процесс переноса заряженных частиц в окружающую среду, сопровождающийся выводом тепловой энергии.
Структура дугового разряда
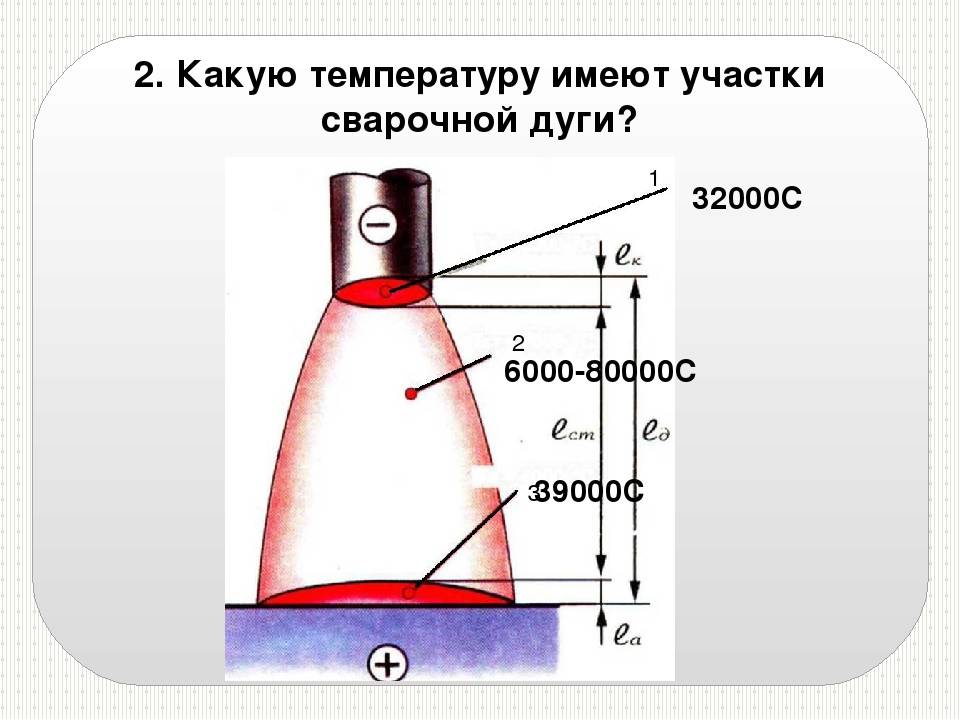
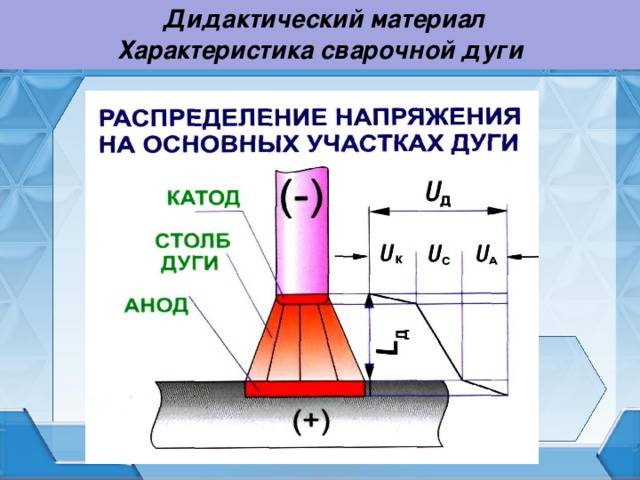
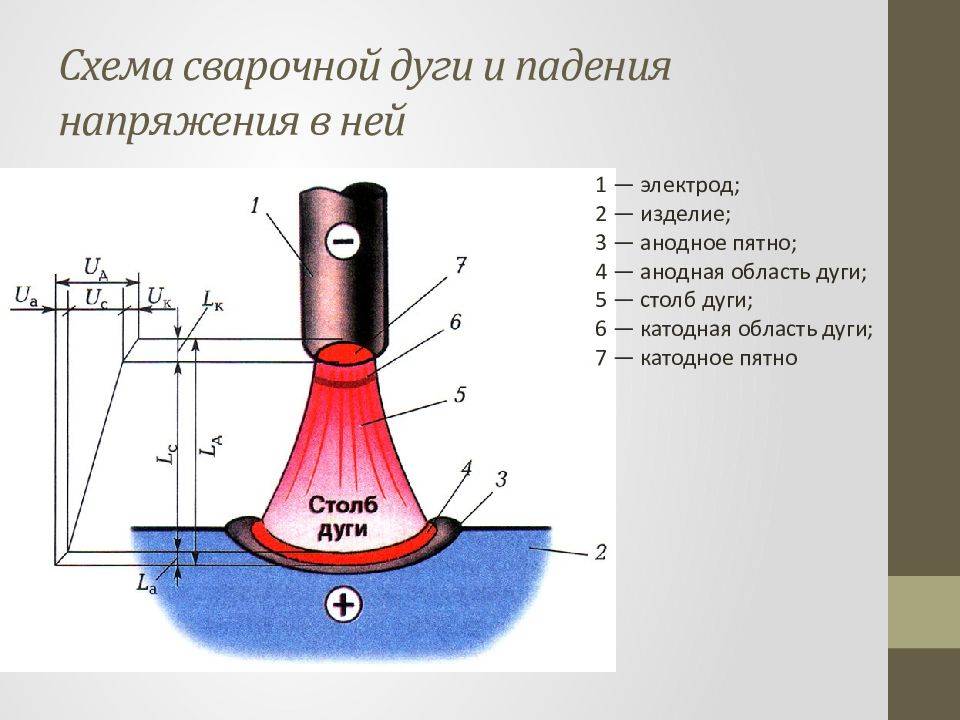
 Область дугового разряда условно принято делить на три участка. Участки, непосредственно прилегающие к полюсам (аноду и катоду), называют соответственно, анодным и катодным.
Область дугового разряда условно принято делить на три участка. Участки, непосредственно прилегающие к полюсам (аноду и катоду), называют соответственно, анодным и катодным.
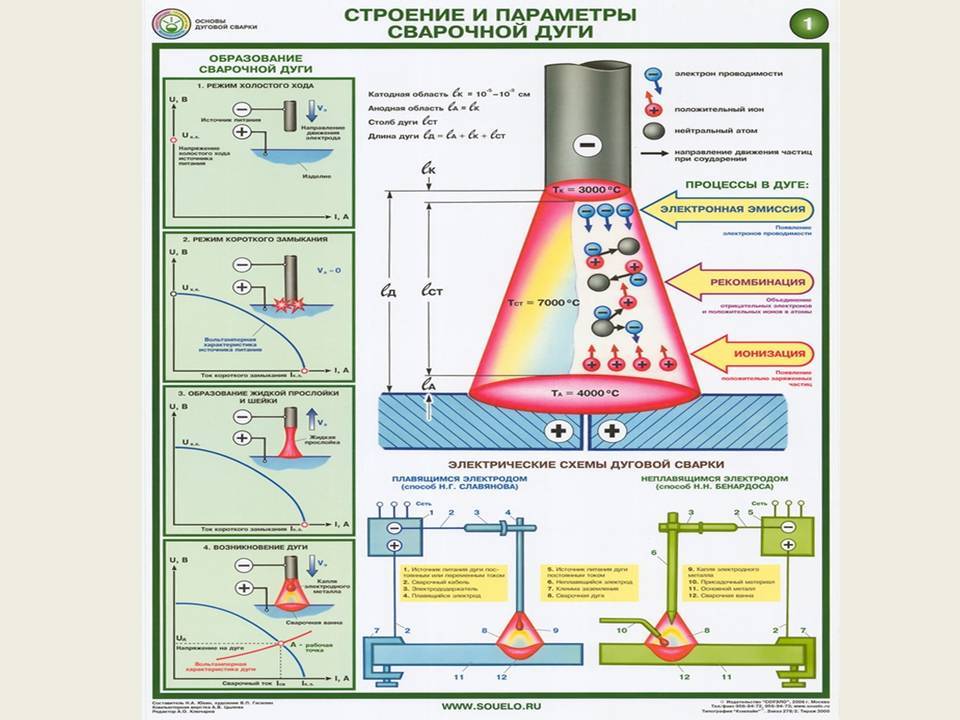
Центральную часть дугового разряда, расположенную между анодной и катодной областями, называют столбом дуги. Температура в зоне сварочной дуги может достигать нескольких тысяч градусов (до 7000 °C).
Хотя тепло не полностью передается металлу, его вполне хватает для расплавления. Так, температура плавления стали для сравнения составляет 1300-1500 °C.
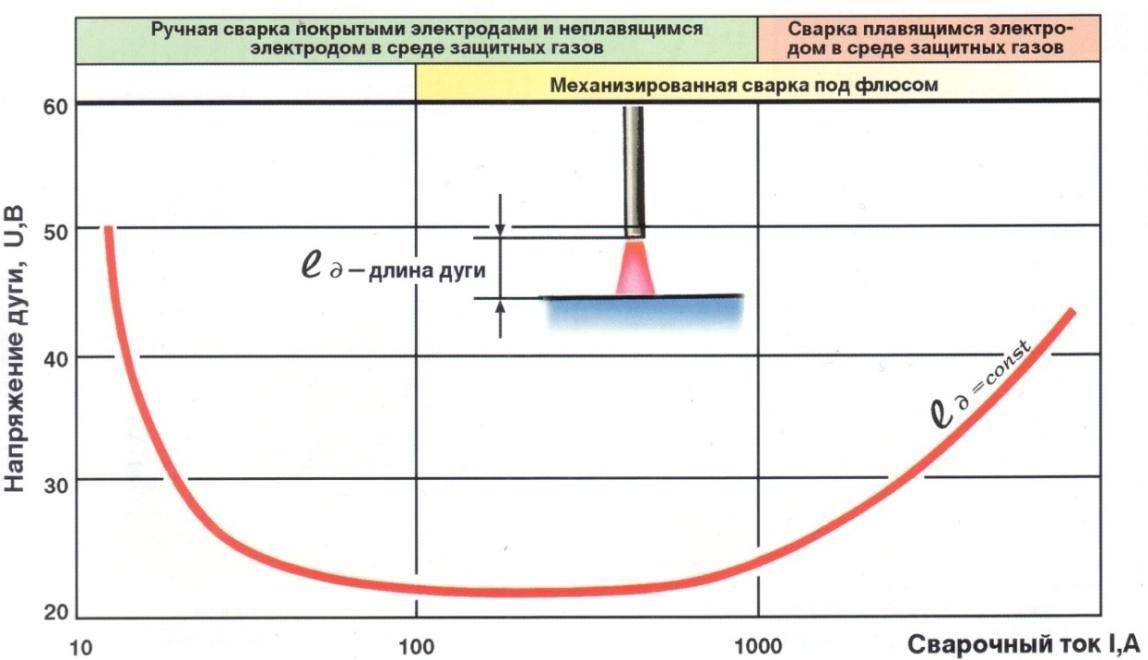
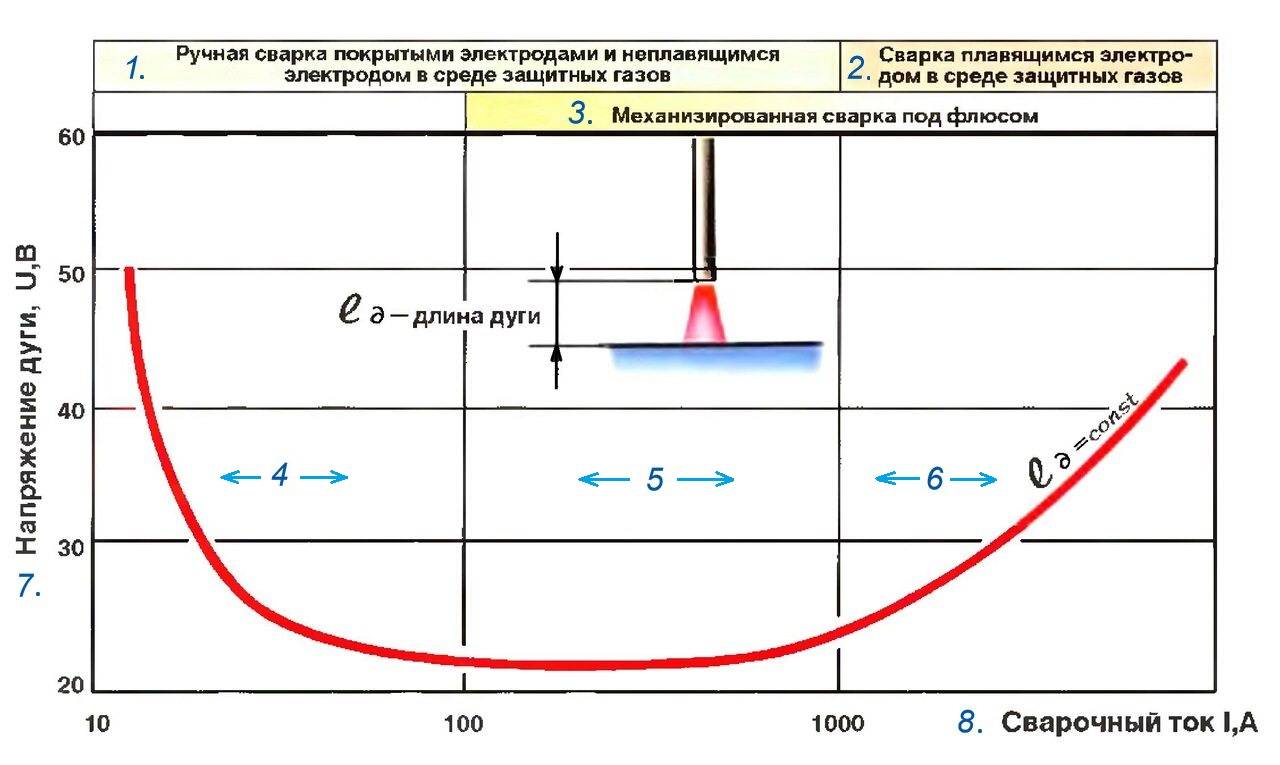
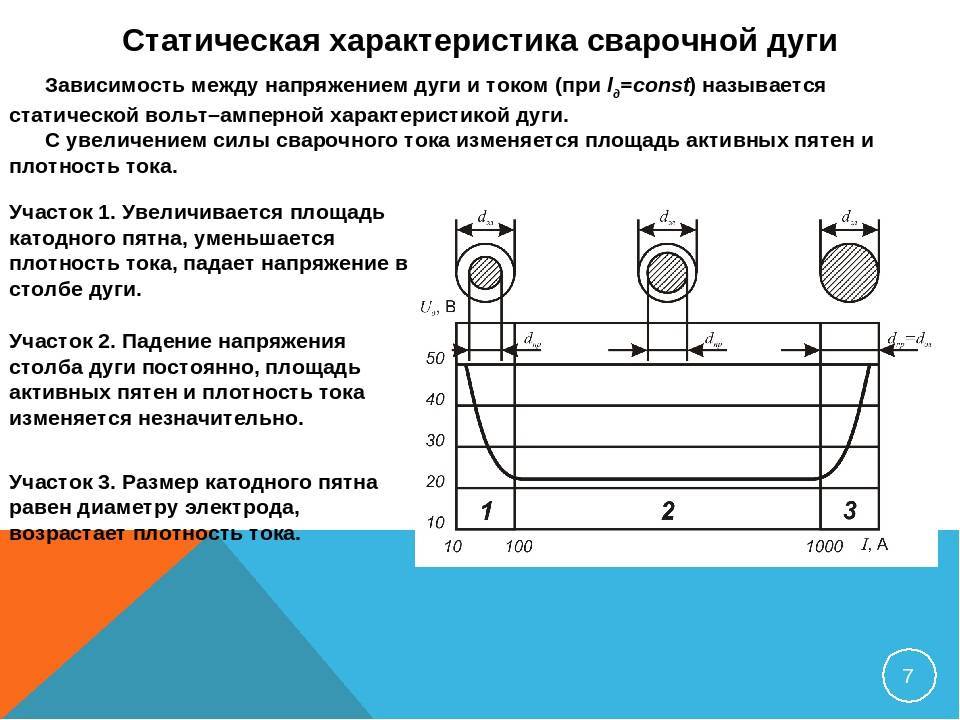
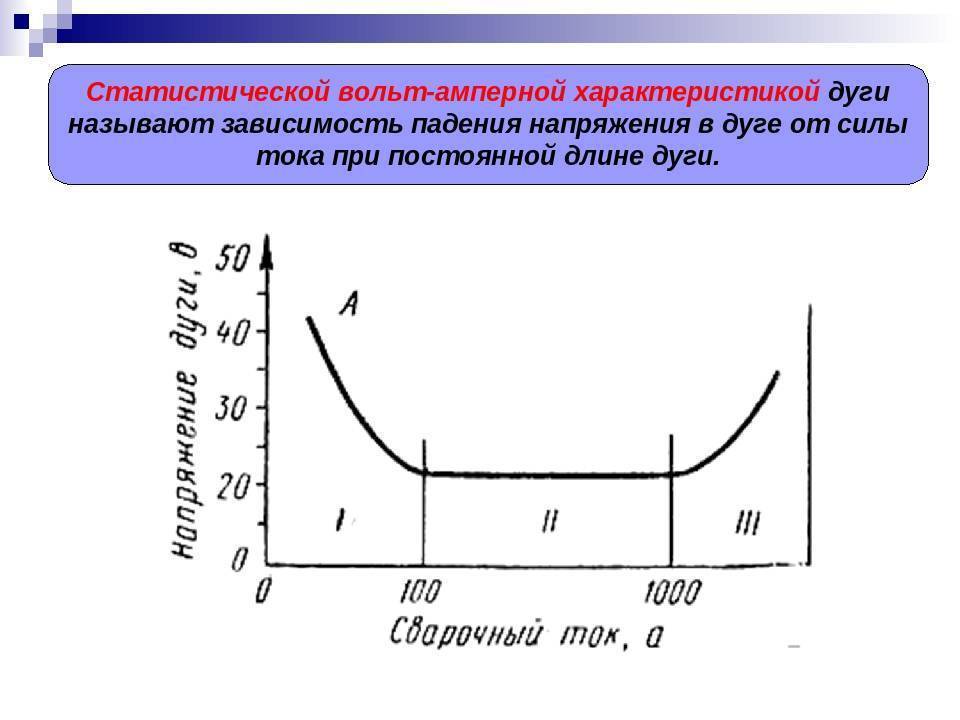
Для обеспечения устойчивого горения дугового разряда необходимы следующие условия: наличие тока порядка 10 Ампер (это минимальное значение, максимум может достигать 1000 Ампер), при поддержании напряжения дуги от 15 до 40 Вольт.
Падение этого напряжения происходит в дуговом разряде. Распределение напряжения по зонам дуги происходит неравномерно. Падение большей части приложенного напряжения происходит в анодной и катодной зонах.
Экспериментальным путем установлено, что при , наибольшее падение напряжения наблюдается в катодной зоне. В этой же части дуги наблюдается наиболее высокий градиент температуры.
Поэтому, при выборе полярности сварочного процесса, катод соединяют с электродом, когда хотят добиться наибольшего его плавления, повысив его температуру. Наоборот, для более глубокого провара заготовки, катод присоединяют к ней. В столбе дуги падает наименьшая часть напряжения.
При производстве сварочных работ неплавящимся электродом, катодное падение напряжения меньше анодного, то есть, зона повышенной температуры смещена к аноду.
Поэтому, при этой технологии, заготовка подключается к аноду, чем обеспечивается хороший ее прогрев и защита неплавящегося электрода от излишней температуры.
Краткая историческая справка о развитии источников питания для дуговой сварки
| Тип сварочного источника питания | С какого года используется (ориентировочно) |
Сварочный преобразователь (электродвигатель + генератор) | ≈ 1905 |
Трансформатор | ≈ 1920 |
| Выпрямитель | ≈ 1950 |
Сварочный тиристорный выпрямитель | ≈ 1970 |
Сварочный инвертор | ≈ 1980 |
Источники питания для дуговой сварки обеспечивают процесс сварки электрической энергией. В тоже время, они оказывают существенное влияние на характер протекания процесса сварки (в первую очередь, на качество и производительность). Поэтому более глубокое понимание свойств источников питания и принципов их работы является обязательным для тех, кто собирается работать в области сварки (хотя, конечно, нижеприведенная краткая классификация источников питания и несколько упрощенное рассмотрение их свойств не предполагают предоставления полной информации по этому вопросу).
Виды сварочной дуги
Сварочная дуга и ее характеристики могут отличаться по прямому и косвенному действию сварочного тока, а также по атмосфере, в которой они формируются. Давайте разберем эту тему подробнее.
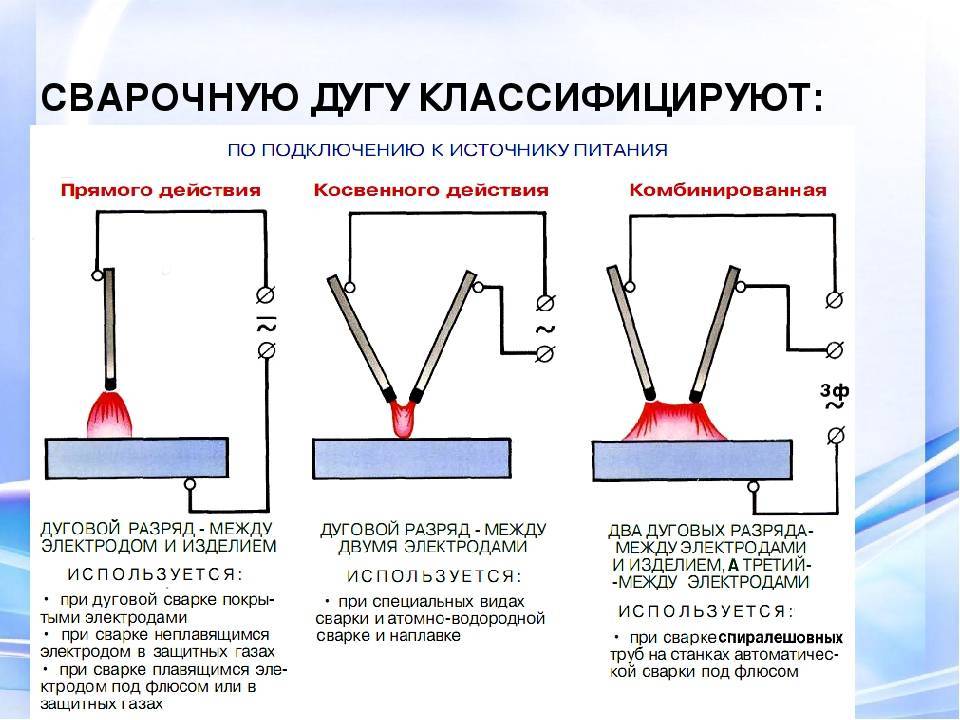
Прямое действие сварочной дуги характеризуется особым направлением тока. Электрод располагается почти параллельно свариваемой поверхности и при этом дуга формируется под углом в 90 градусов. Электрическая сварочная дуга и ее характеристики могут быть и косвенного действия. Она может формироваться лишь с использованием двух электродов, расположенным под углом над поверхностью свариваемой детали. Здесь так же возникает сварочная дуга и металл плавится. Как мы писали выше, сварочные дуги также делятся по атмосфере, в которой формируются. Вот их краткая классификация:
- Открытая среда. В открытой среде (атмосфере) дуга формируется за счет кислорода из воздуха. Вокруг нее образуется газ, содержащий пары свариваемого металла, выбранного электрода и его покрытия. Это самая распространенная среда при дуговой сварке.
- Закрытая среда. В закрытой среде дуга горит под толстым слоем защитного флюса при этом так же формируется газ, но содержащий не только пары металла и электрода, а еще и пары флюса.
- Газовая среда. Дугу поджигают и подают один из видов сжатого газа (это может быть гелий или водород). Дополнительная подача сжатого газа также защищает свариваемые детали от окисления, газы формируют нейтральную среду. Здесь, как и в остальных случаях, формируется газ, который содержит пары металла, электрода и сжатый газ, который сварщик дополнительно подает во время горения дуги.
Еще сварочные дуги могут быть стационарными и импульсными. Стационарные используют для долгой кропотливой работы без необходимости частого перемещения дуги. А импульсную используют для быстрой однократной работы.
Также сварочная дуга и ее характеристики могут косвенно классифицироваться по виду используемого в работе электрода (например, угольного или вольфрамового, плавящегося и неплавящегося). Опытные сварщики чаще всего используют неплавящийся электрод, чтобы лучше контролировать качество получаемого сварного соединения. Как видите, процесс сварки простой сварочной дугой может иметь множество особенностей, и их нужно учитывать в своей работе.
Источники тока для питания сварочной дуги

Рассмотрим классификацию и требования к источникам питания, а также выбор ИП по типу внешней характеристики в зависимости от способа сварки.
В основу классификации источников питания дуги могут быть положены различные признаки:
- род тока – источники переменного и постоянного тока;
- Источниками переменного тока являются трансформаторы (сварочные)
- к источникам постоянного тока относятся – выпрямительные устройства и генераторы.
- Внешняя характеристика – источники с крутопадающими, пологопадающими, жесткими, возрастающими и смешанными (универсальные источники) вольт–амперными характеристиками;
- характер горения дуги – источники для сварки непрерывногорящей дугой и импульсной;
- особенность горения дуги – источники для сварки свободногорящей дугой и сжатой;
- число одновременно питаемых постов – источники однопостовые и многопостовые.
К источникам тока предъявляются определенные требования. К основным требованиям можно отнести обеспечение легкого зажигания дуги и обеспечение устойчивого горения дуги в установившемся режиме, а также регулирование мощности (тока).


![Глава iii. сварочная дуга [1979 рыбаков в.м. - сварка и резка металлов]](https://stankotk.ru/wp-content/uploads/2/a/c/2acb8afedb9493b6a45ea7565f1f58b2.jpeg)



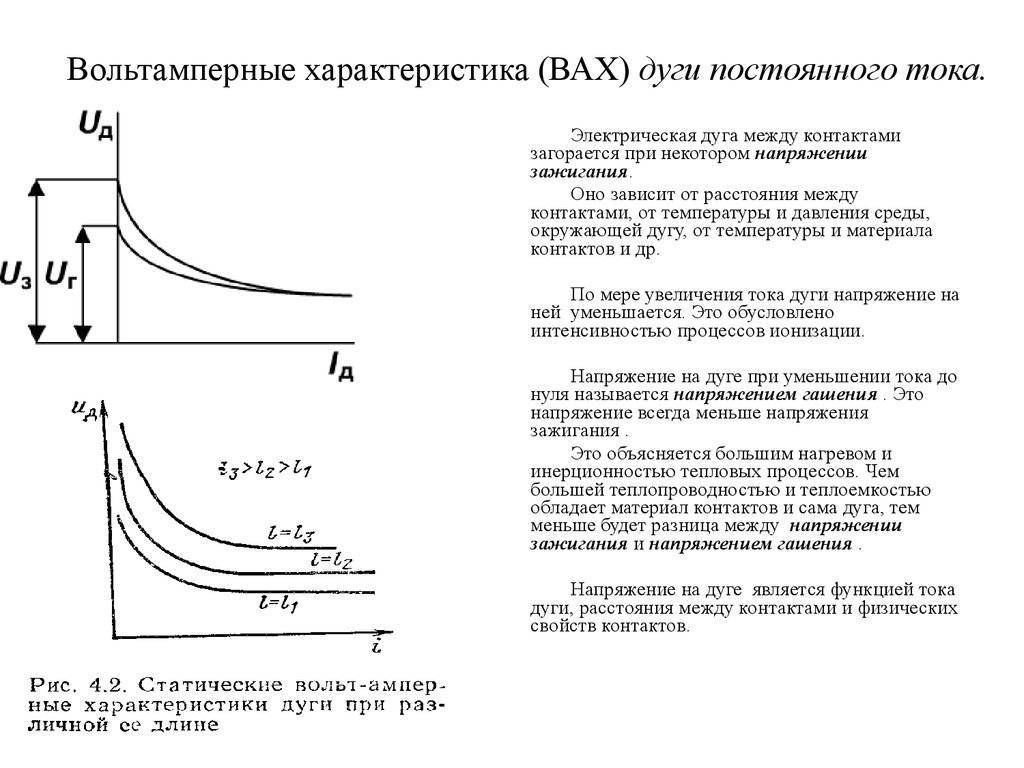
Процесс зажигания дуги обеспечивается за счет повышенного напряжения источника питания Uo = Uxx (45–75В
Сварочная дуга D, как потребитель энергии и источник питания дуги И.П. (св. трансформатор, генератор или выпрямитель) образуют взаимно связанную энергетическую систему.
- статический, когда J и Ud – const при нагрузке;
- переходной (динамический), когда J и U–var, непрерывно изменяются (холостой ход ≈ короткое замыкание).
Сварочная дуга как потребитель электрического тока резко отличается от других потребителей электроэнергии (электродвигатели, нагревательные устройства и т.д.).
Условия, при которых происходит зажигание дуги отличается от условий устойчивого ее горения. Так, для устойчивой дуги при ручной дуговой сварке достаточно напряжение 25–30 В, которое в широких пределах не зависит от силы сварочного тока; для зажигания дуги требуется как отметили более высокое напряжение: 45–75В.
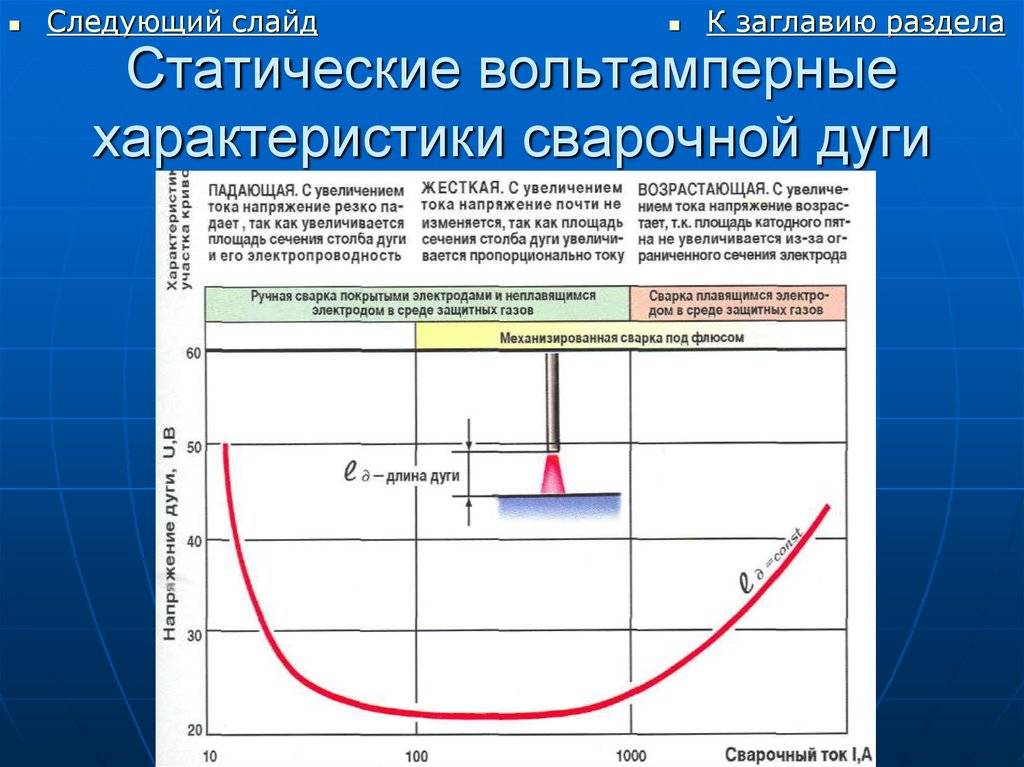
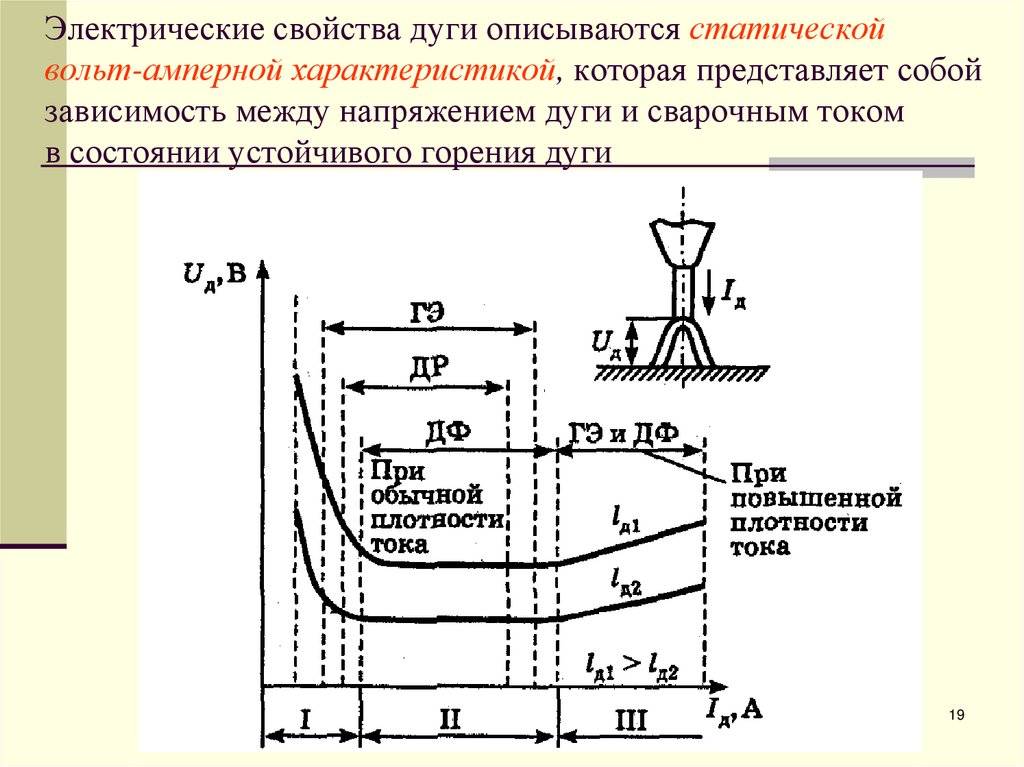
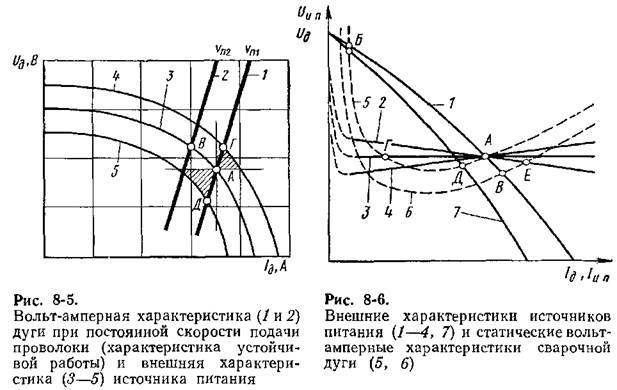
Зависимость между током в дуге и необходимым напряжением на дуге для поддержания устойчивого ее горения выражается статической вольтамперной характеристикой дуги, которую для каждого dэл можно разделить на: участок крутопадающей, горизонтальный (жесткий) и возрастающий режим горения при постоянной длине дуги (рисунок 3.
5).
Для объяснения многих процессов происходящих при механизированной сварке иногда удобно пользоваться вольтамперной характеристикой, снятой при постоянной подаче электродной проволоки (Vnn = const), то есть небольшие изменения силы тока сварки Jd, вызывают значительные изменения напряжения Ud. Каждой Vnn соответствует небольшой диапазон токов ΔJd, в котором устойчиво горит дуга и стабильно плавится электродная проволока.
Устойчивость горения дуги и стабильность режима сварки зависит:
- от условий существования дугового разряда (режима сварки, рода тока, атмосферы зоны D);
- свойств и параметров источника тока V – от внешней характеристики источника питания.
Внешняя характеристика источника питания – это зависимость между U на зажимах и током (рисунок 3.5).
Выбор источника питания по типу внешней характеристики производится в зависимости от способа сварки:
Например, – источники с падающей характеристикой применяются при сварке наплавящимся электродом; при ручной дуговой сварке плавящимся электродом – с крутопадающей.
При автоматической и полуавтоматической сварке плавящимся электродом выгоднее применять источники с пологопадающей характеристикой (т.е. за счет Vnn – саморегулирование дуги).
При автоматической сварке в защитных газах на постоянном токе (dэл ≤ 2,5 мм), когда вольт–амперная характеристика дуги возрастающая, рациональнее применять источники питания с жесткой характеристикой, а также в многопостовых источниках (через РБ–300).
Полого возрастающая характеристика ИП применяется для полуавтоматической сварки в среде защитного газа, где плотность тока доходит до 150-170 А/мм2 (dэл ≤ 2÷2,5 мм) и характеристика дуги также возрастающая.
Источники питания дуги переменного тока исходя из требований обеспечения устойчивости горения должны иметь падающие характеристики.
Дефекты сварных соединений >Теория по ТКМ >
Что такое сварочная дуга и почему так называется
По определению сварочная дуга это электрический разряд, который может стабильно гореть благодаря действию электрического поля. Сварочная дуга возникает только вы ионизированный смеси газов и паров металла. Она используется как инструмент обработки металла, являясь концентрированным источником тепловой энергии. Температура на дуге может достигать 20000 градусов Цельсия, что используется не только для сварки, но и для резки металла большой толщины.
Само название дуга появилась в 1802 году при экспериментах, описанных В. В. Петровым. Эксперимент выполнялся со столбчатыми разрядами, которые изгибались в “Дугу” под действием тёплого воздуха ими же разогретого.
Классификация сварочной дуги – основные виды
Существует несколько различных классификаций сварочной дуги:
- В зависимости от подключения к сварочному аппарату.
- По используемым в процессе электродам.
- В зависимости от тока.
- По степени сжатие.
- В зависимости от защиты.
- В зависимости от длины.
От подключения к сварочному аппарату
Тут уже идёт внутренний классификация: прямого действия; косвенного и комбинированная.
- Прямого действия – дуга горит между деталью и одним электродом;
- Косвенного – разряд горит между несколькими электродами, на изделия ток не подаётся (как пример атомно-водородная наплавка и сварка)
- Комбинированный способ включает в себя симбиоз методов прямого и косвенного. Дуга горит как между электродами, так и между изделиями (выполняется на трёхфазном токе)
По используемым в процессе электродам
При сварке могут использоваться следующий виды электродов, от которых будет отличаться дуга и её свойства:
- плавящиеся электроды – штучные электроды с обмазкой и металлическим стержнем внутри, порошковая проволока и проволока сплошного сечения;
- неплавящиеся электроды угольные или графитовые;
- неплавящиеся электроды из вольфрама и различными тугоплавкими добавками лантана, иттрия, тория и прочих.
От тока
В зависимости от тока существует следующая классификация:
- Дуга постоянного тока;
- Переменного тока;
- Импульсная.
Свою очередь дуга постоянного тока подразделяется на:
- прямая полярность;
- обратная полярность.
По степени сжатие
Дуга может быть:
- свободногорящая – дуговой разряд горит в защитной атмосфере без мероприятий по увеличению давления и сжатия.
- Сжатая – дуговой разряд сжимается за счёт воздуха или инертного газа с использованием специальных сопел и плазмотронов или с помощью электромагнитного поля.
В зависимости от защиты
Здесь выделяют три следующих в классификации:
- открытая – защита осуществляется газовой средой образующиеся от испарения обмазки электрода;
- открытая в среде инертного газа – защита осуществляется подачей инертного Газа;
- закрытая под слоем флюса – защита осуществляется за счёт плавления флюса, под которым и происходит ее горение.
В зависимости от длины
Классификация в зависимости от расстояния между электродом и изделием:
- Короткая – длинной 1,5-2,0 мм.
- Нормальная 2,0 – 3,0 (максимум 3,5 мм).
- Длинная – более 3,5 мм.
Условия горения
Сущность сварочного процесса заключается в преобразовании электрической энергии в тепловую.
Для поддержания сварочного столба необходимо создать условия для быстрой ионизации газа: детали прогревают, чтобы воздух вокруг них был теплым, или подают в рабочую зону газ, способный ионизироваться. Легче всего ионизируются частицы щелочных и щелочноземельных металлов. При пропускании тока через стержень их частицы становятся активными.
Чтобы дуговой столб не угасал, важно поддерживать постоянную температуру в катодной области. Она напрямую зависит от химического состава катода, его площади
Нужная температура поддерживается источником тока, в промышленных условиях она достигает 7 тысяч градусов.
Что такое сварочная дуга и почему так называется
По определению сварочная дуга это электрический разряд, который может стабильно гореть благодаря действию электрического поля. Сварочная дуга возникает только вы ионизированный смеси газов и паров металла. Она используется как инструмент обработки металла, являясь концентрированным источником тепловой энергии. Температура на дуге может достигать 20000 градусов Цельсия, что используется не только для сварки, но и для резки металла большой толщины.






Само название дуга появилась в 1802 году при экспериментах, описанных В. В. Петровым. Эксперимент выполнялся со столбчатыми разрядами, которые изгибались в “Дугу” под действием тёплого воздуха ими же разогретого.
Классификация сварочной дуги – основные виды
Существует несколько различных классификаций сварочной дуги:
- В зависимости от подключения к сварочному аппарату.
- По используемым в процессе электродам.
- В зависимости от тока.
- По степени сжатие.
- В зависимости от защиты.
- В зависимости от длины.
От подключения к сварочному аппарату
Тут уже идёт внутренний классификация: прямого действия; косвенного и комбинированная.

- Прямого действия — дуга горит между деталью и одним электродом;
- Косвенного — разряд горит между несколькими электродами, на изделия ток не подаётся (как пример атомно-водородная наплавка и сварка)
- Комбинированный способ включает в себя симбиоз методов прямого и косвенного. Дуга горит как между электродами, так и между изделиями (выполняется на трёхфазном токе)
По используемым в процессе электродам
При сварке могут использоваться следующий виды электродов, от которых будет отличаться дуга и её свойства:
- плавящиеся электроды — штучные электроды с обмазкой и металлическим стержнем внутри, порошковая проволока и проволока сплошного сечения;
- неплавящиеся электроды угольные или графитовые;
- неплавящиеся электроды из вольфрама и различными тугоплавкими добавками лантана, иттрия, тория и прочих.
От тока
В зависимости от тока существует следующая классификация:
- Дуга постоянного тока;
- Переменного тока;
- Импульсная.
Свою очередь дуга постоянного тока подразделяется на:
- прямая полярность;
- обратная полярность.
По степени сжатие
Дуга может быть:
- свободногорящая — дуговой разряд горит в защитной атмосфере без мероприятий по увеличению давления и сжатия.
- Сжатая — дуговой разряд сжимается за счёт воздуха или инертного газа с использованием специальных сопел и плазмотронов или с помощью электромагнитного поля.
В зависимости от защиты
Здесь выделяют три следующих в классификации:
- открытая — защита осуществляется газовой средой образующиеся от испарения обмазки электрода;
- открытая в среде инертного газа — защита осуществляется подачей инертного Газа;
- закрытая под слоем флюса – защита осуществляется за счёт плавления флюса, под которым и происходит ее горение.
В зависимости от длины
Классификация в зависимости от расстояния между электродом и изделием:
- Короткая — длинной 1,5-2,0 мм.
- Нормальная 2,0 — 3,0 (максимум 3,5 мм).
- Длинная — более 3,5 мм.
Разбираемся в конструкции и принципе действия осциллятора
Сварочные осцилляторы, способные работать с источниками переменного и постоянного тока, необходимы для того, чтобы одновременно повысить как величину напряжения, так и частоту электрического тока. Если на входе такого устройства напряжение составляет 220 В, а частота тока – 50 Гц, то на выходе уже получается 2500–3000 В и 150000–300000 Гц. Продолжительность импульсов, которые создает осциллятор, составляет десятки микросекунд. Мощность этих устройств, с помощью которых в сварочную цепь поступает ток высокой частоты и с большим значением напряжения, – 250–350 Вт.
Технические возможности, которыми обладает осциллятор, обеспечиваются его конструкцией и характеристиками его элементов.
Электрическую схему аппарата составляют следующие компоненты:
- колебательный контур, выступающий в роли искрового генератора затухающих колебаний (в состав такого контура входят конденсатор и катушка индуктивности – подвижная обмотка высокочастотного трансформатора);
- разрядник;
- дроссельные катушки в количестве двух штук;
- повышающий трансформатор;
- трансформатор высокой частоты.
Функциональная схема осциллятора
Кроме того, осциллятор содержит элементы, обеспечивающие безопасность как самого устройства, так и сварщика. К таким элементам относятся конденсатор, защищающий сварщика от удара электрическим током, и предохранитель, размыкающий электрическую цепь при пробое конденсатора.
Осциллятор, который используется в паре со сварочным аппаратом, работает по следующему принципу. После прохождения по обмоткам повышающего трансформатора напряжение поступает на конденсатор колебательного контура и начинает заряжать его. Когда конденсатор заряжается до величины, предусмотренной его емкостью, он выдает разряд на разрядник, что приводит к пробою. После этого колебательный контур оказывается закороченным, что и вызывает возникновение резонансных затухающих колебаний. Высокочастотный ток, формирующий эти колебания, через блокировочный конденсатор и обмотку катушки поступает на сварочную дугу.
Пример изготовления платы осциллятора
Блокировочный конденсатор устроен таким образом, что через него может свободно проходить только ток высокой частоты, отличающийся и большим значением напряжения. Низкочастотный ток через такой конденсатор проходить не способен из-за слишком большого сопротивления. Благодаря данной характеристике блокировочного конденсатора через него не может пройти и низкочастотный ток от сварочного аппарата, что защищает осциллятор от короткого замыкания.
Продолжительность разряда
В практических применениях чаще используется непрерывный режим разряда. Однако импульсный режим также распространен. Его используют при контактной сварке. Сварка заготовок проводится не сплошным швом, а в нескольких точках. Такое соединение не обеспечивает герметичности, но обладает достаточной прочностью для выполнения тонкостенных конструкций, таких, как корпуса бытовой техники, различных приборов и установок, корпуса автомобилей. Процесс осуществляется неплавящимся массивным электродом, который с большой силой прижимается к заготовке. Через электрод пропускается кратковременный ток очень большой силы – до нескольких тысяч ампер. В месте контакта металл обеих заготовки расплавляется, а по окончании импульса охлаждается и кристаллизуется как единое целое. Далее электрод (или заготовка) перемещается вдоль линии шва к новой точке, прижимается к ней и подается новый импульс.  Существует разновидность такого метода, позволяющая получать и герметичные соединения. Электрод в этом случае выполняется в виде ролика, катящегося по поверхности заготовки. Импульсы подаются с небольшими промежутками, зоны оправления вдоль линии качения частично перекрываются и образуют сплошной материал шва. Такая технология применяется при автоматической сварке трубопроводов.
Существует разновидность такого метода, позволяющая получать и герметичные соединения. Электрод в этом случае выполняется в виде ролика, катящегося по поверхности заготовки. Импульсы подаются с небольшими промежутками, зоны оправления вдоль линии качения частично перекрываются и образуют сплошной материал шва. Такая технология применяется при автоматической сварке трубопроводов.
Внешняя характеристика источников питания сварочной дуги
Внешняя характеристика источников питания (сварочного трансформатора, выпрямителя и генератора) — это зависимость напряжения на выходных зажимах от величины тока нагрузки. Зависимость между напряжением и током дуги в установившемся (статическом) режиме называется вольт-амперной характеристикой дуги.
Внешние характеристики сварочных генераторов, показанные на рис. 1 (кривые 1 и 2), являются падающими. Длина дуги связана с ее напряжением: чем длиннее сварочная дуга, тем выше напряжение. При одинаковом падении напряжения (изменении длины дуги) изменение сварочного тока неодинаково при неодинаковых внешних характеристиках источника. Чем круче характеристика, тем меньше влияет длина сварочной дуги на сварочный ток. При изменении напряжения на величину δ при крутопадающей характеристике изменение тока равно а1, при пологопадающей — а2.
|
Рис. 1. Внешняя характеристика источников питания: 1 — крутопадающая внешняя характеристика; 2 — пологопадающая; 3 — жёсткая; 4 — пологовозрастающая |
|
Рис. 2. Внешняя характеристика источников питания и сварочной дуги: а — сплошная линия — генератора, штрихованная — дуги в момент возбуждения; штрихпунктирная — дуги при горении; б — характеристика источников питания сварочной дуги. |


Для обеспечения стабильного горения дуги необходимо, чтобы характеристика сварочной дуги пересекалась с характеристикой источника питания (рис. 2).
В момент зажигания дуги (рис. 2, а) напряжение падает по кривой от точки 1 до точки 2 — до пересечения с характеристикой генератора, т. е. до положения, когда электрод отводится от поверхности основного металла. При удлинении дуги до 3 — 5 мм напряжение возрастает по кривой 2—3 (в точке 3 осуществляется устойчивое горение дуги). Обычно ток короткого замыкания превышает рабочий ток, но не более чем в 1,5 раза. Время восстановления напряжения после короткого замыкания до напряжения дуги не должно превышать 0,05 с, этой величиной оцениваются динамические свойства источника.
На рис. 2,6 показаны падающие характеристики 1 и 2 источника питания при жесткой характеристике дуги 3, наиболее приемлемой при ручной дуговой сварке.



Напряжение холостого хода (без нагрузки в сварочной цепи) при падающих внешних характеристиках всегда больше рабочего напряжения дуги, что способствует значительному облегчению первоначального и повторного зажигания дуги. Напряжение холостого хода не должно превышать 75 В при номинальном рабочем напряжении 30 В (повышение напряжения облегчает зажигание дуги, но одновременно увеличивается опасность поражения сварщика током). Для постоянного тока напряжение зажигания должно быть не менее 30 — 35 В, а для переменного тока 50 — 55 В. Согласно ГОСТ 7012 —77Е для трансформаторов, рассчитанных на сварочный ток 2000 А, напряжение холостого хода не должно превышать 80 В.
Повышение напряжения холостого хода источника переменного тока приводит к снижению косинуса «фи». Иначе говоря, увеличение напряжения холостого хода снижает коэффициент полезного действия источника питания.
Источник питания для ручной дуговой сварки плавящимся электродом и автоматической сварки под флюсом должен иметь падающую внешнюю характеристику. Жесткая характеристика источников питания (рис. 1, кривая 3) необходима при выполнении сварки в защитных газах (аргоне, углекислом газе, гелии) и некоторыми видами порошковых проволок, например СП-2. Для сварки в защитных газах применяются также источники питания с пологовозрастающими внешними характеристиками (рис. 1, кривая 4).
Относительная продолжительность работы (ПР) и относительная продолжительность включения (ПВ) в прерывистом режиме сварочной дуги
Относительная продолжительность работы (ПР) и относительная продолжительность включения (ПВ) в прерывистом режиме характеризуют повторно-кратковременный режим работы источника питания.
Величина ПР определяется как отношение продолжительности рабочего периода источника питания к длительности полного цикла работы и выражается в процентах
где tp — непрерывная работа под нагрузкой; tц — длительность полного цикла. Условно принято, что в среднем tp = 3 мин, а tц = 5 мин, следовательно, оптимальная величина ПР % принята 60%.
Различие между ПР% и ПВ% состоит в том, что в первом случае источник питания во время паузы не отключается от сети и при разомкнутой сварочной цепи работает на холостом ходу, а во втором случае источник питания полностью отключается от сети.
Длина сварочной дуги
Длина дуги являться важным теологическим параметром процесса сварки. От нее зависит качество формирования шва, защита сварочной ванны, величина разбрызгивание металла, величина тепловложения.
 Сварочная дуга
Сварочная дуга
В зависимости от вида покрытия электродов в процессе сварки необходимо поддерживать дугу определенного размера. Как правило от 0,5 до 1,5 диаметра покрытого электрода. При сварке электродами с основным видом покрытия следует производить сварку на как можно короткой дуге, не более диаметра электрода. При сварке слишком длинной дугой, процес горение становится неустойчивым, идет сильное разбрызгивание металла, ухудшаться защита сварочной ванны. Длинная дуга способствует более интенсивному окислению и азотированию расплавляемого металла, а при сварке покрытыми электродами с основным видом покрытия приводит к образованию пор. При короткой дуге обеспечивается мелко капельный перенос металла, что обеспечивает более качественный процесс сварки. Поддержание сварочной дуги нужной длины один из ключевых показателей техники сварки.
Преобразователь
Работа преобразователя заключается в преобразовании переменного ток сети в механическую энергию электрического двигателя. В результате вращения вала генератора механическая энергия преобразовывается в электрическую энергию постоянного тока.
Большим плюсом является нечувствительность к перепадам напряжения, поэтому на выходе получается постоянный ток имеющий стабильными ВАХ.
Из-за большой массы, практически всегда их делают стационарными. Минусом является низкое КПД и большой износ движущихся деталей.
На данный момент преобразователи утратили свою актуальность.