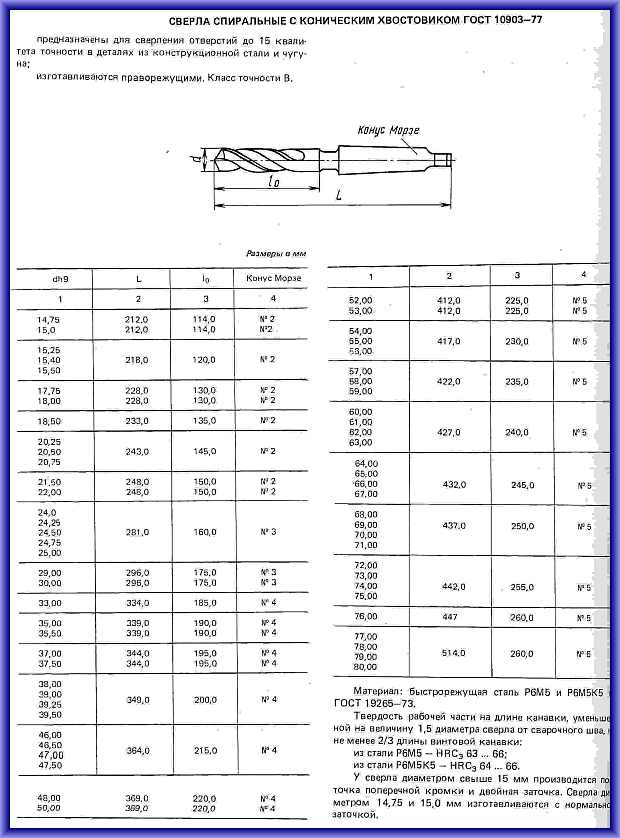
Основные параметры, технические характеристики по типу
Всем, кто подбирает для себя центровочное сверло, важно ознакомиться с его подробным описанием, ведь это весьма точный инструмент, которым пользуются профессионалы. Общие стандарты центровочных сверл можно узнать в ГОСТ 14952-75, где указаны их правила маркировки, типоразмеры, а также требования к сверлам
Общие стандарты центровочных сверл можно узнать в ГОСТ 14952-75, где указаны их правила маркировки, типоразмеры, а также требования к сверлам.
Тип центровочных сверл
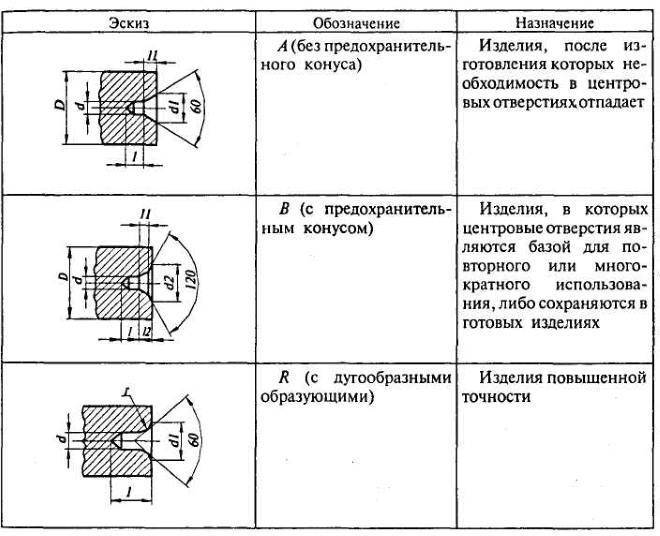
Есть четыре основных типа данного вида сверл:
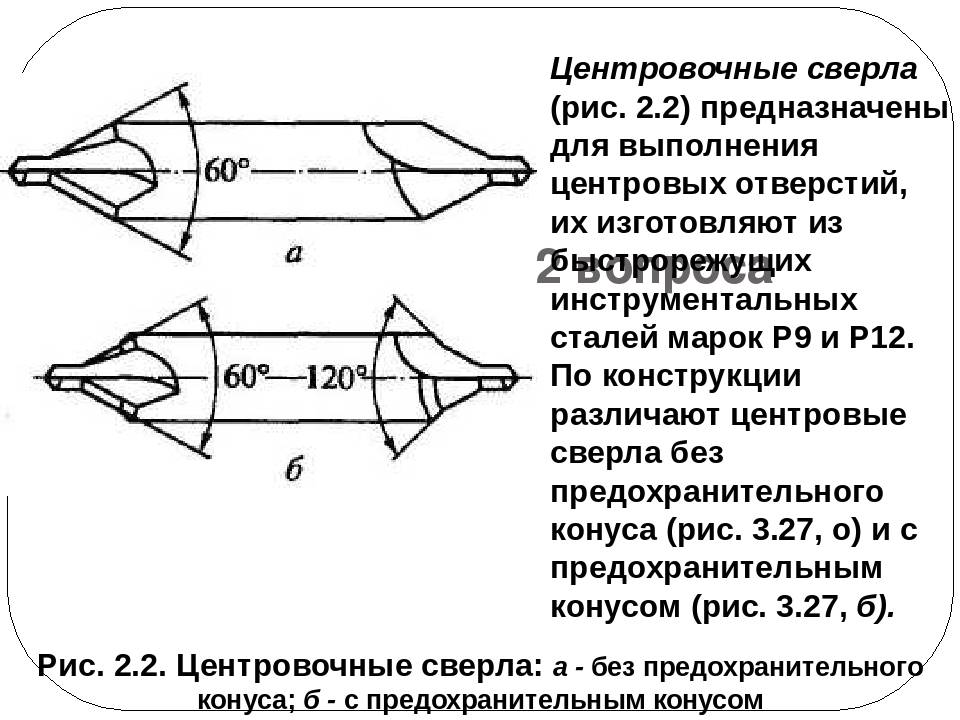
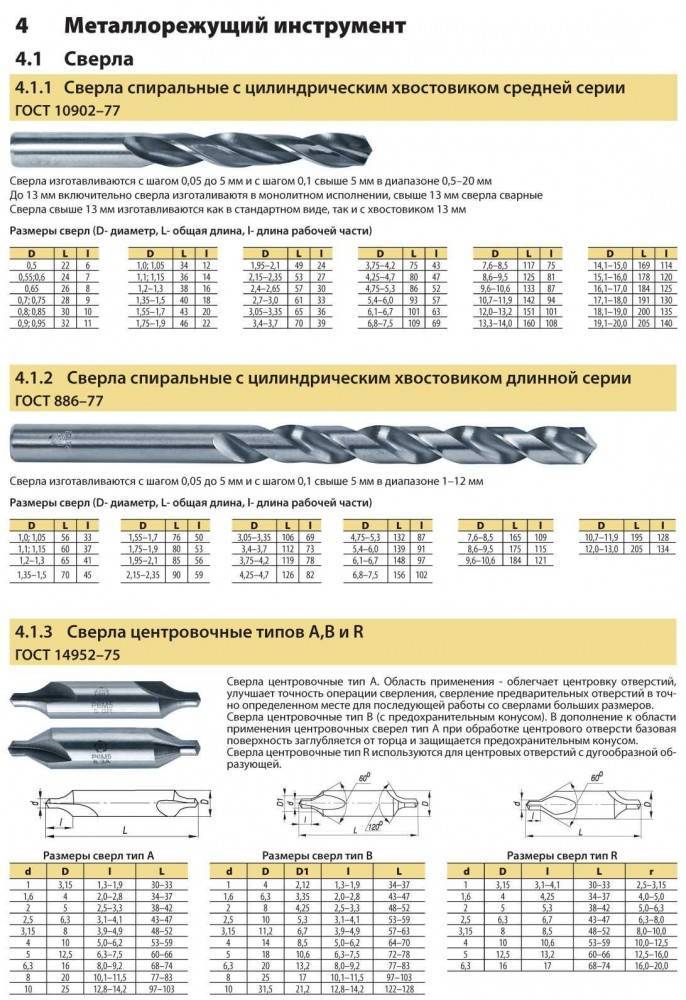
- Тип А – для создания центровочных отверстий, в которых угол конуса составляет 60°, а предохранительного конуса нет.
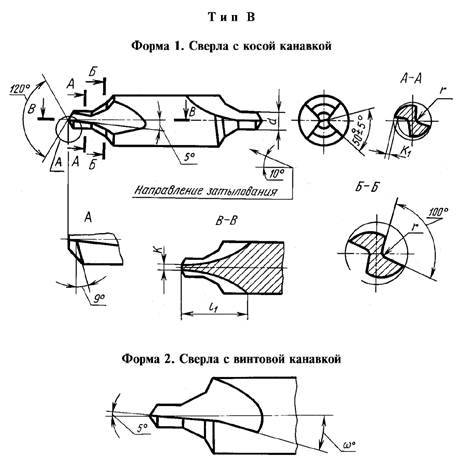
- Тип В — для создания центровочных отверстий, в которых угол конуса составляет 60°, а также есть предохранительный конус углом 120°.
- Тип С — для создания центровочных отверстий, в которых угол конуса составляет 75°, а предохранительного конуса нет.
- Тип R – для создания центровочных отверстий с поверхностью в виде дуги.
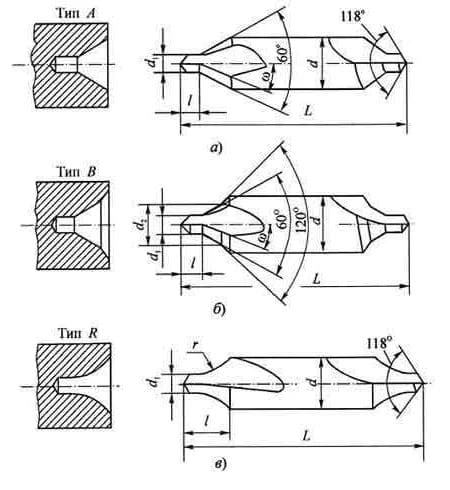
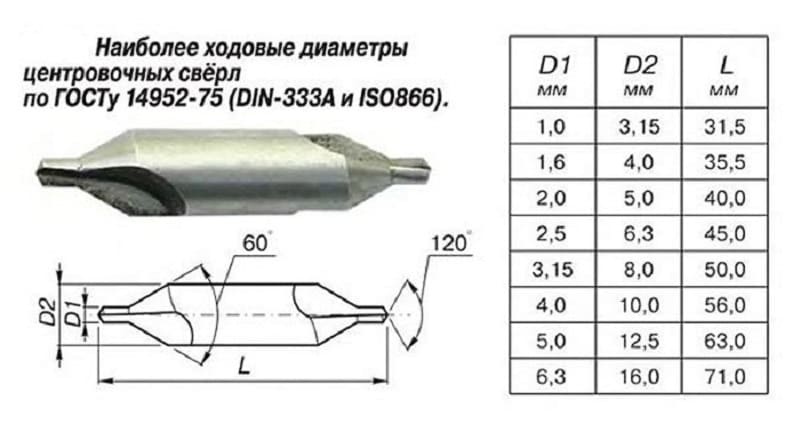
Сверло центровочное, согласно ГОСТ 14952-75 должно иметь рабочий диаметр 0,5 — 10 миллиметров. Во всех приведенных выше четырех типах есть два варианта исполнения, выбор которого зависит от требуемой шероховатости стенок отверстия.
Технические параметры
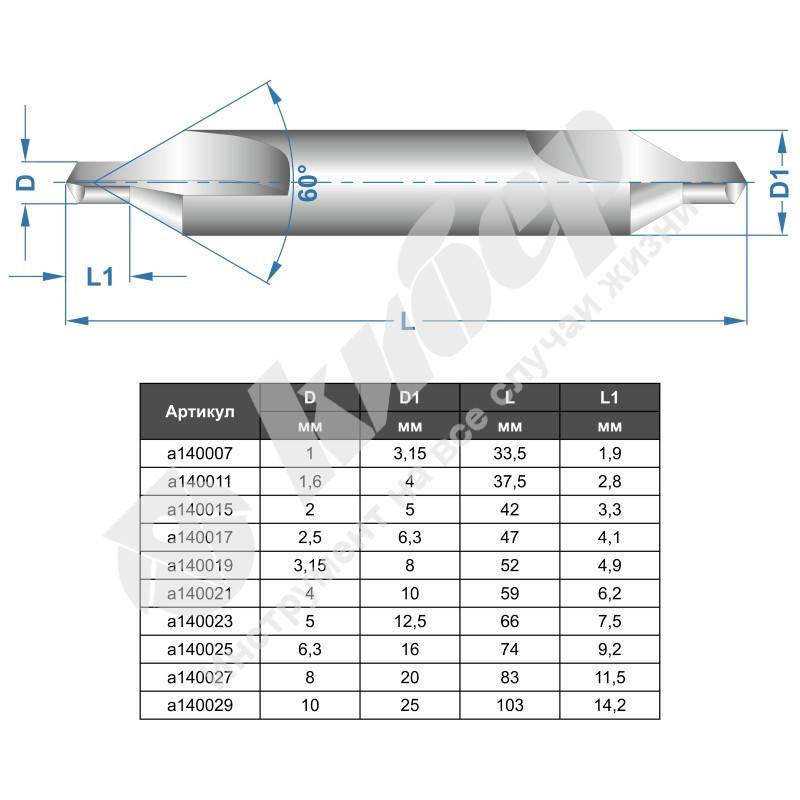
Сверла центровочные по металлу помимо своего типа (А, В, С, R) и диаметра рабочей части различаются по ряду параметров (они описаны в том же ГОСТ 14952-75). Их конструкция может быть односторонняя и двухсторонняя. Обычно они изготавливаются из таких материалов, как сталь легированная, углеродистая, быстрорежущая или сплав. Длина составляет от 21 до 108 миллиметров, посадочный диаметр от 3,15 до 31,5 мм, длина рабочей части такого сверла — от 1,0 до 9,2 миллиметров, а твердость рабочей части варьируется от 63 до 66 HRC.
Выбор центровочного сверла
Отметим, что при выборе центровочного сверла нужно обязательно обратить внимание на диаметр. Здесь есть одно существенное различие с «обычными» сверлами
Диаметр обычного сверла определяется по толщине его хвостовика, а в случае центровочного сверла он определяются по толщине режущей части сверла.
Особенности различных видов заточки сверл
Правильность выбранного метода зависит от точной оценки износа отдельных элементов. Наибольшему износу подвергаются:
- задняя или передняя поверхность;
- перемычка;
- установленные углы;
- снятая фаска.
В зависимости от степени износа одного из параметров или одновременно нескольких выбирают вид заточки, способный устранить эти недостатки.
Чтобы добиться качественного результата сверления необходимо правильно выбрать диаметр сверла, форму режущей кромки. Для поддержания её в рабочем состоянии, придания необходимой формы следует правильно выбрать способ (вид) заточки.
Применяемые виды обозначаются принятыми аббревиатурами и делятся на следующие категории:
- НП – предполагает последовательное подтачивание поперечной кромки. Это позволяет уменьшить её длину, тем самым снизить величину внешних нагрузок, увеличить срок нормальной работы сверла.
- НПЛ – этот вид предполагает обработку поперечной кромки и ленточки. Что приводит к уменьшению поперечного размера ленточки. Такая обработка способствует получению требуемого заднего угла. Это уменьшает силу трения режущей кромки о поверхность металла;
- ДП – относится к категории двойной заточки. Правильное применение позволяет получить одну поперечную и четыре дополнительных режущих кромки.
- ДПЛ – такая обработка свёрл по металлу предполагает последовательное подтачивание ленточки. В результате создаются лучшие условия для отвода тепла, повышается надёжность и долговечность.
Все виды обработки направлены на создание оптимальных условий при проведении сверления. Описание правил и характеристик заточки установлены соответствующими стандартами. Все параметры заточки сверла по металлу сведены в единую таблицу. В ней приведена геометрия применяемых форм режущей кромки для различных условий резания. Перечисленные виды заточки позволяют производить качественное восстановление параметров режущей части инструмента диаметром до 100 мм.
При применении перечисленных методов очень важно учитывать параметры металла, из которого изготовлен инструмент. Это необходимо для правильного выбора точильного инструмента (шлифовального круга). Например, для качественного восстановления свёрл изготовленных из быстрорежущей стали специалисты советуют применять электрокорундовый шлифовальный круг
Если сверло изготовлено из твердосплавных материалов, целесообразно производить обработку кругом с алмазным напылением. Операция восстановления параметров приводит к существенному нагреву детали, особенно его режущей кромки. Поэтому этот процесс необходимо проводить поэтапно с применением охлаждающей жидкости
Например, для качественного восстановления свёрл изготовленных из быстрорежущей стали специалисты советуют применять электрокорундовый шлифовальный круг. Если сверло изготовлено из твердосплавных материалов, целесообразно производить обработку кругом с алмазным напылением. Операция восстановления параметров приводит к существенному нагреву детали, особенно его режущей кромки. Поэтому этот процесс необходимо проводить поэтапно с применением охлаждающей жидкости.
Особое внимание следует уделить восстановлению основных параметров сверла в условиях домашней мастерской. Необходимо обеспечить высокое качество следующих показателей:
- одинаковую длину кромок и ленточки (измерение можно произвести имеющимся мерительным инструментом);
- остроту обеих кромок (проверка проводится визуально);
- значения обоих углов (переднего и заднего).
Для упрощения последней задачи многие мастера изготавливают самостоятельные шаблоны, которые обеспечивают требуемый угол заточки. Точное соблюдение этих параметров, правильная подточка перемычки существенно увеличивает срок службы сверла.
Однако существуют определённые виды свёрл, специфика которых значительно затрудняет процесс заточки. Проблемы с заточной спирального сверла или ступенчатого, связаны со сложной геометрией их конструкции. Поэтому заточку таких инструментов производят на специальных станках с применением разработанного оборудования.
Особую сложность представляет заточка ступенчатых свёрл по металлу. Такую заточку можно провести только с использованием специального инструмента и большого опыта. Однако следует отметить, что основное количество такого инструмента вообще не подлежит повторной заточке.
Не один из методов не применим к свёрлам с алмазным напылением или другими твёрдыми насадками.
Какие бывают виды сверл
1. Винтовое сверло (универсальное) – классический тип сверл для дрели, с помощью которого можно работать с деревом и другими поверхностями. Максимальная длина сверл винтового типа достигает 27,5 см. Диаметр винтовых сверл выпускается от крошечного (0,1 мм), до гигантского (8 см). Возможности винтового сверла зависят от материала, из которых оно изготовлено.
2. Сверла для глубокого сверления – сверла с двойным винтовым каналом, благодаря которым достигается больший разрушающий момент для особо глубоких отверстий. По каналам течет специальная эмульсия, которая создана для охлаждения сверл в процессе работы.
3. Плоские сверла – режущая кромка такого вида сверл изготовлена в форме лопатки с острым пером в центральной части. Такой вид сверл создан для сверления широких отверстий. Чаще всего применяется при сверлении дерева.
4. Кольцевые сверла с полостью внутри – сверла, созданные для сверления в материале отверстия в форме колечка. В народе такое сверло называют сверлом для коронок.
5. Сверла одностороннего резания – сверла для высокоточного сверления. Благодаря тому, что сверла данного типа режет лишь одной стороной, точность работы с ним возрастает в разы.
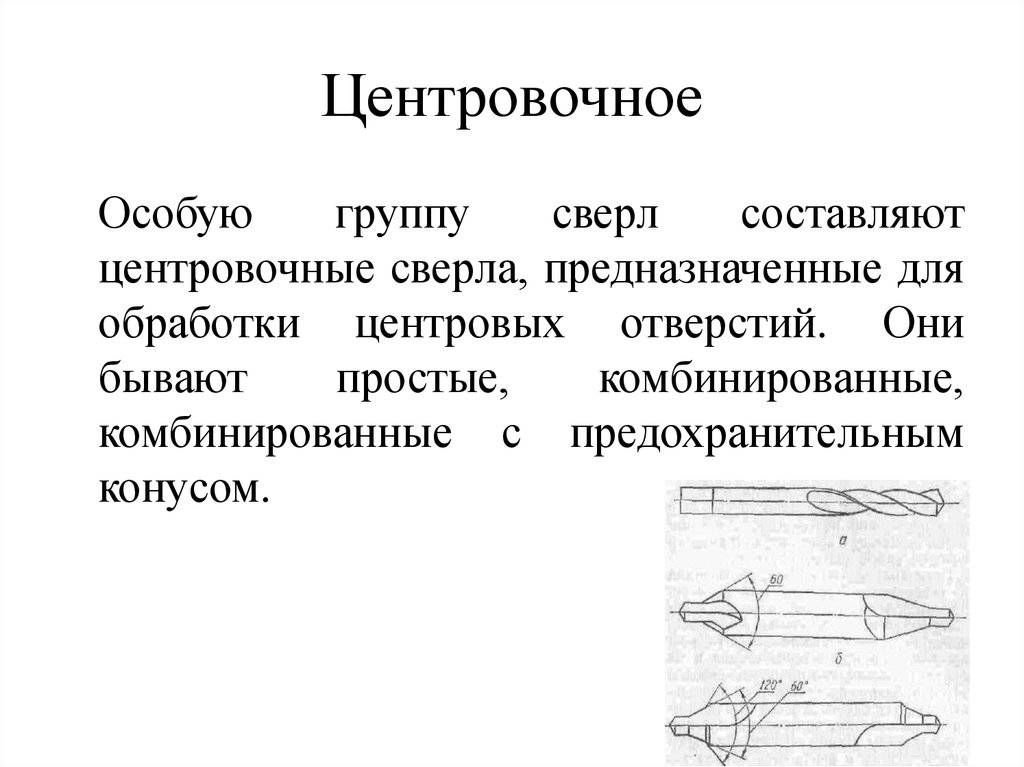
6. Центровочные сверла – специальные сверла для проделывания в поверхности материалов центровых отверстий.
Сверло центровочное – ГОСТ, типы и применение
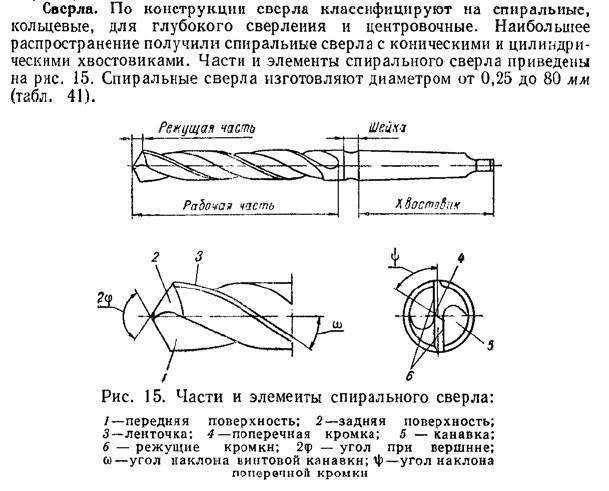
Сверло центровочное – это специальный металлорежущий инструмент с двухсторонней режущей частью и, как правило, большим по диаметру хвостовиком для зажима в патрон. Сверло имеет основную тонкую режущую часть, а также конусные режущие кромки для раззенковки отверстия под сверла больших диаметров. Из всех видов сверл именно сверло центровочное ГОСТ 14952-75 обеспечивает максимальное качество и точность сверления и строгую перпендикулярность, исключает скольжение по поверхности, что свойственно обычным сверлам.
Основные параметры центровочного сверла
Для правильного выбора центровочного сверла описание его характеристик играет важную роль. Ведь это точный профессиональный инструмент преимущественно для станочного оборудования, применение которого позволяет снять проблемы с накоплением неточностей при сверлении.
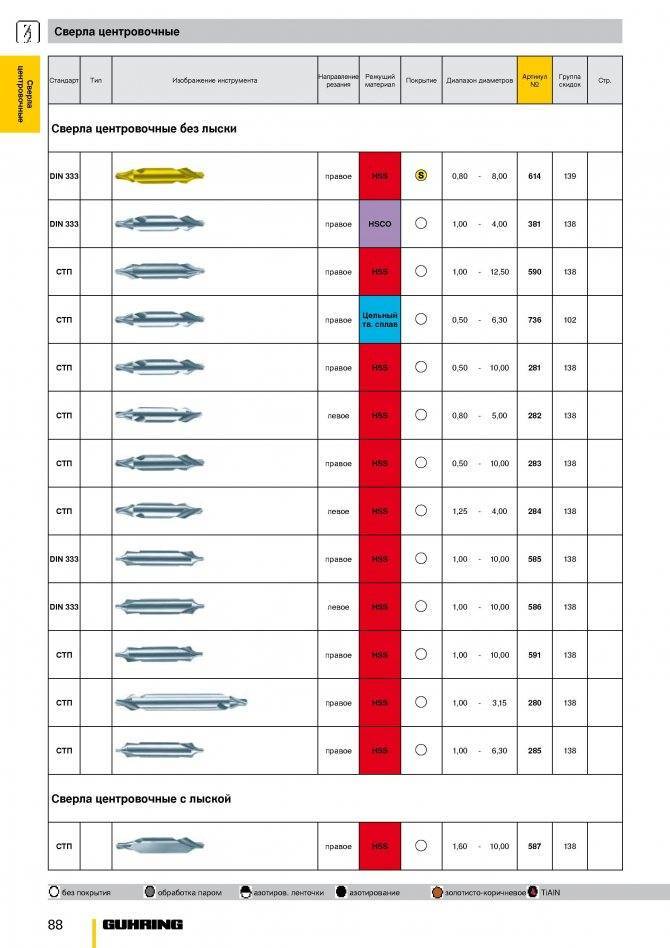
Стандартны на центровочные сверла комбинированные определены в ГОСТ 14952-75 с указанием типоразмеров, правил маркировки и требований к продукции. Так, определены следующие типы центровочных сверл:
- Тип А – для раззенковки отверстий с углом конуса 60° и предохранительным конусом.
- Тип В – для раззенковки отверстий с углом конуса 60° без предохранительного конуса.
- Тип С – для отверстий с углом конуса 75° без предохранительного конуса.
- Тип R – для отверстий с образующей дугообразной формы.
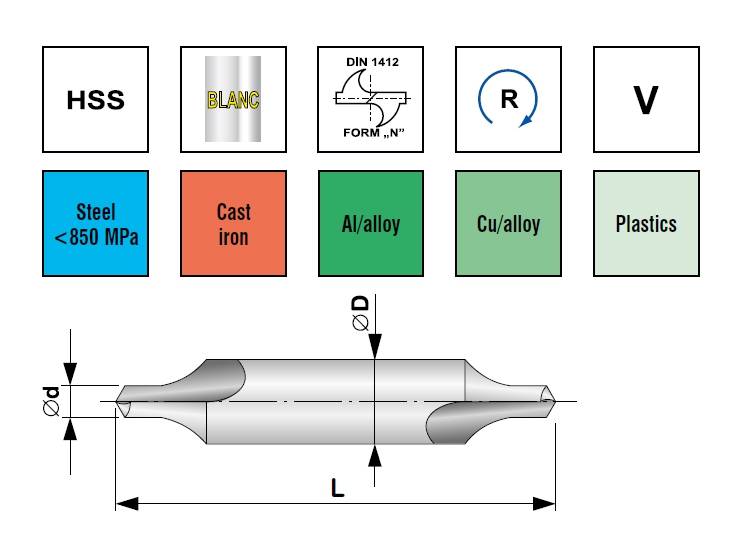
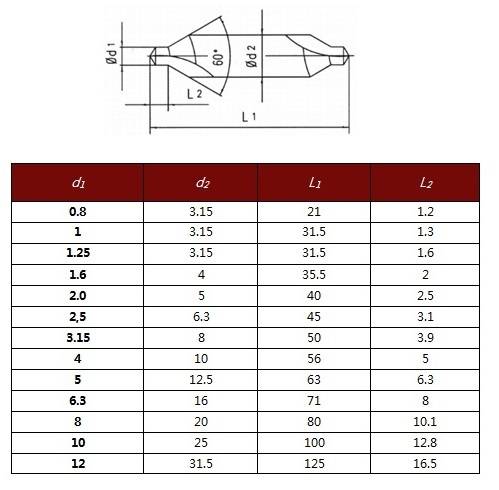
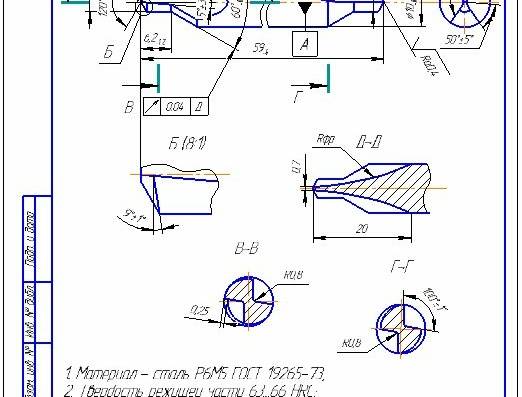
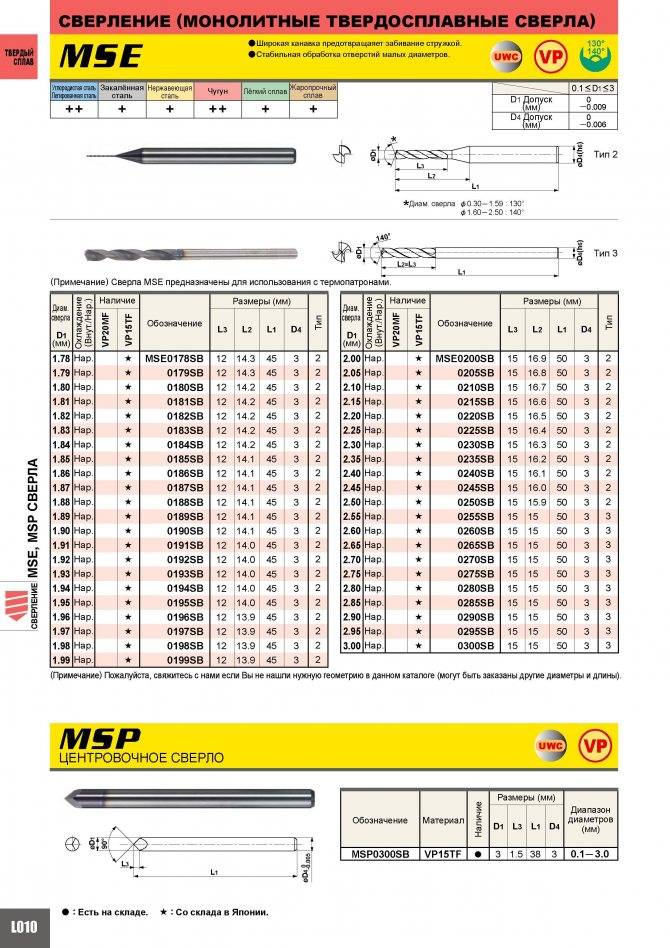
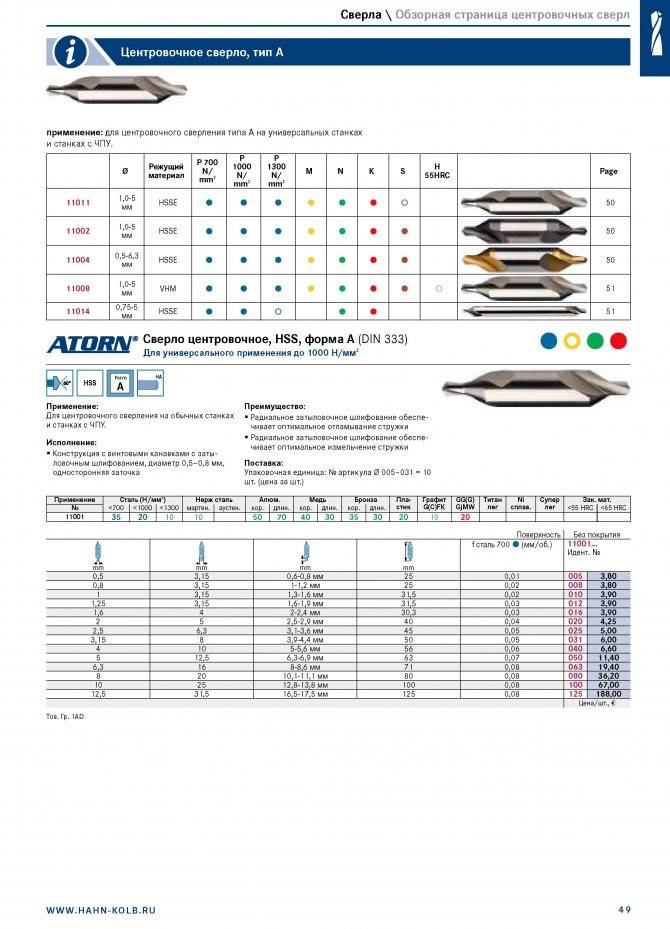
Диаметр сверл составляет от 0,5 до 10 мм. Каждый из типов имеет два варианта исполнения с параметром d менее или равно 0,8 и d более 0,8 мм. Выбор исполнения зависит от требований к шероховатости стенок. При d менее или равно 0,8 она меньше, при d более 0,8 мм – немного больше. В качестве материала используется инструментальная сталь Р6М5, зарубежный аналог HSS, или быстрорежущая сталь Р9.

Частой ошибкой при выборе центровочного сверла является неправильное определение диаметра. В отличие от обычного сверла, где диаметр определяется по диаметру хвостовика, в данном инструменте он определяется по диаметру основной режущей части.
Возможности применения центровочных сверл
Центровочные сверла – это высокоточный профессиональный инструмент, который необходим для токарных и сверлильных станков. Они востребованы механическими мастерскими, цехами, мебельными мастерскими, СТО и др. предприятиями. Он необходим в тех случаях, когда технология требует полной перпендикулярности сверления, отсутствия скосов и других неточностей. Центровочные сверла применяются и в деревообработке, так, например, они отлично подходят для подготовки конусов под потайные головки.
Помимо профессионального применения центровочные сверла используются и в быту. К примеру, это идеальный способ для высверливания срезанного заподлицо болта благодаря высокой точности и перпендикулярности сверления. Востребован данный инструмент и радиолюбителями для точного сверления печатных плат и во многих других целях
Обращаем ваше внимание, что, как и любой точный инструмент, сверла требуют бережного хранения, желательно в закрытых ящиках или футлярах, а также своевременной очистки от загрязнений
Принципы выбора
Строительные рынки, магазины представляют покупателям огромный выбор оснастки для электроинструментов, промышленного оборудования. Однако прежде чем покупать инструмент, необходимо ознакомиться с его характеристиками, изучить производителей.

Центровочное сверло
Производители
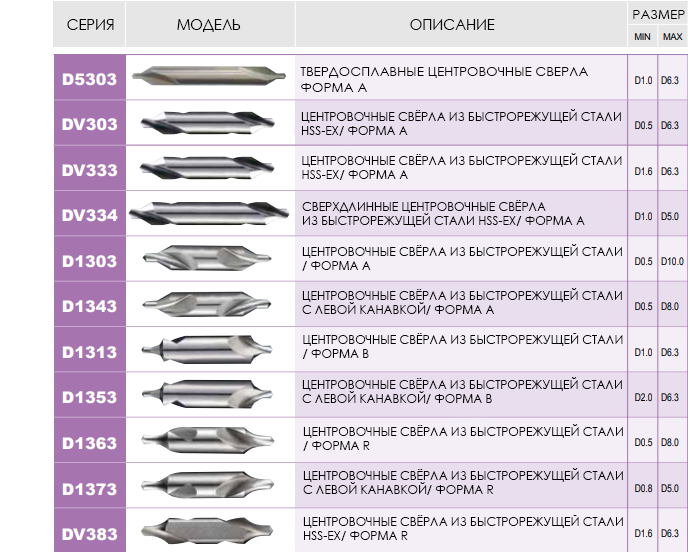
На качество и стоимость сверл влияет известность производителя. Чтобы подобрать наиболее надёжный, качественный инструмент, можно проконсультироваться с другими людьми. После анализа строительных форумов, отзывов, оставленных на торговых площадках, можно выделить оптимального производителя. Это компания Dormer. Покупатели выделяют производительность, точность, надёжность, долговечность продукции от этой компании. Фирма изготавливает сверла из быстрорежущей стали, проводя дополнительную термическую обработку. Чтобы оснастка выдерживала воздействие температур, производитель добавляет в состав кобальт. Этого компонента может быть до 5%.
Основные требования
Помимо выбора компании, которая изготавливает инструменты, при выборе оснастки следует учитывать ряд требований к сверлам:
- Изготавливаться профессиональные модели должны только из быстрорежущей стали. Дополнительными компонентами могут быть ванадий, кобальт.
- На поверхности стали не должно быть сколов, побежалостей, изменений цвета, неровностей, трещин.
Для оснастки допускаются отклонения по размерам. Например, модель диаметром до 0.8 мм может иметь погрешность +/- 0,05 мм. Конструкции диаметром до 5 мм может иметь отклонения +/- 0,15 мм.
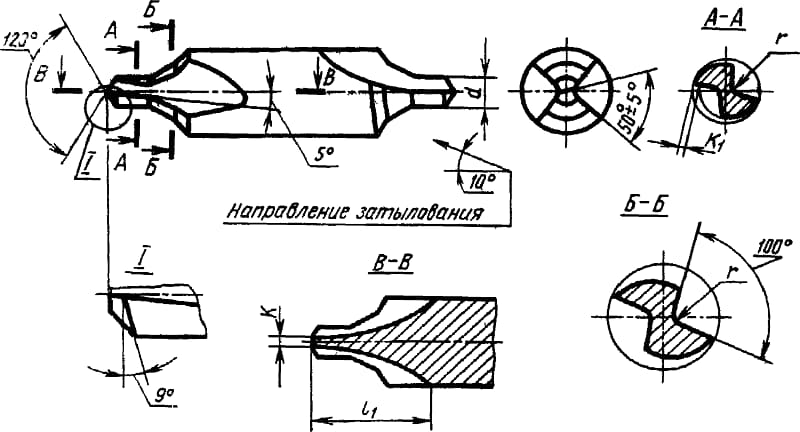
Особенности конструкции
Центровочные сверла изготавливаются в соответствии с ГОСТ 14952-75 и делятся на 3 главных части:
- Центр – рабочая область с меньшей величиной диаметра. Эта часть режущего приспособления предназначена для непосредственного сверления металлической поверхности.
- Основание – вторая рабочая область. Она увеличивает диаметр проделанного отверстия.
- Область фиксации – зона, с помощью которой режущее приспособление присоединяется к металлорежущему инструменту.
При сверлении отверстия рабочая зона с меньшей величиной диаметра конической частью располагается на коническом углублении в детали. Если мастер предварительно не сделает коническое углубление, то режущее приспособление потеряет опору и будет скользить. Во время проделывания отверстия сверло входит в деталь, образуя большое количество металлической стружки, удаляемой при помощи особых канавок в виде спиралей. Подобный принцип работы режущего инструмента исключает возможность возникновения отклонений. Полученное отверстие строго соответствует разработанному чертежу.
Каждая сторона может применяться в равной степени. Благодаря такой конструкции, режущий инструмент обладает высокой прочностью и практически не требует дополнительной заточки. Также центровочные сверла входят в группу инструментов комбинированного типа: они могут проделывать отверстия в деталях, изготовленных из разных материалов (чугун, железо, бронза, металлокерамические сплавы и легированные стали). Выделяют следующие виды комбинированных центровочных сверл:
- Категория A: отсутствует предохранительный конус. Конусность сторон сверла равняется 60°.
- Категория B: обладают режущей поверхностью, образующей предохранительный конус с углом разворота, равняющимся 120°.
- Категория C: не имеют режущей поверхности и используются для создания отверстий с углом разворота, равняющимся 75°.
- Категория D: применяются для проделывания отверстий, обладающих овальной формой.
Каждая категория сверл изготавливается в 2 различных вариациях. Первый тип обладает диаметром наконечника рабочей области до 0,8 мм, второй тип – более 0,8 мм. Перед началом применения режущего инструмента мастер обязан определить вид комбинированного центровочного сверла, потому что от его параметров зависит степень шероховатости стенок проделываемого отверстия. Определить разновидность инструмента можно при помощи маркировки, находящейся на его основании.
Назначение и особенности центровочных сверл
При сверлении отверстий бывает очень важно, чтобы отверстия получились ровным и были просверлены именно в том месте, где это необходимо. Зачастую при отклонении месторасположения отверстий обрабатываемый материал приходится выбрасывать в отходы и понятно, что это приводит к материальным потерям. Поэтому прежде, чем просверлить отверстие, обрабатываема деталь, центруется
Для исполнения процесса центрования используются сверла центровочные. Рассмотрим, какими особенностями, и какую область применения имеет этот инструмент
Поэтому прежде, чем просверлить отверстие, обрабатываема деталь, центруется. Для исполнения процесса центрования используются сверла центровочные. Рассмотрим, какими особенностями, и какую область применения имеет этот инструмент.
Как правило, сверло, предназначенное для центровки, имеет незначительную длину и толстый хвостовик. Для изготовления таких сверл используется твердый метал. Все это позволяет при осуществлении процедуры центрования прикладывать к сверлу значительные усилия, благодаря чему сверлу придается жесткая фиксация и как следствие этого точность засверливания.
Указанный вид сверл широко используется для центровки деталей на токарных станках, засверливания деталей, перед тем как поместить их под фрезерный или сверлильный станок. В быту центровочные сверла так же могут стать, незаменимы, при этом при помощи этого инструмента в бытовых условиях можно не только центровать детали, но и проводить другую работу.
Например, если вам требуется просверлить деталь, имеющую небольшую толщину, то для этого совершенно необязательно использовать обычные сверла, будет вполне достаточно воспользоваться центровочным сверлом, при помощи которого вы просверлите отверстие с высокой точностью и с минимальными усилиями. Многие применяют сверла для центровки в случае, если им необходимо высверлить отверстие. Так, если вам понадобилось высверлить застрявший в металле шуруп или саморез, то при помощи центровочного сверла это можно будет сделать достаточно быстро.
При выборе центровочного сверла необходимо учитывать следующее. Если вы планируете произвести центровку детали перед сверлением, то центровочное сверло должно иметь меньший диаметр, чем диметр будущего отверстия. И наоборот, если вам требуется высверлить застрявший шуруп или другой предмет, то диаметр инструмента необходимо выбирать аналогичный или больше того предмета, который вы собираетесь высверливать. Стоит отметить, что достаточно многие используют центровочные сверла для того, чтобы просверлить отверстие под резьбу. Здесь следует учитывать следующее. Диаметр сверла должен быть меньше, чем диаметр резьбы, иначе вы просто не сможете нарезать резьбу. Например, если вам необходимо нарезать метрическую резьбу М8, то вам понадобится сверло диаметром шесть миллиметров.
При выборе рассматриваемого инструмента следует обращать внимание на то, чтобы он изготовлен по ГОСТ. Как правило, сверла центровочные ГОСТ 14952-75 имеют необходимую универсальность применения и именно этот инструмент пользуются большой популярностью. Указанные центровочные сверла вы сможете приобрести в компании ФастБ, которая производит поставку инструмента от европейских производителей, что является гарантией того, что купленный у компании инструмент прослужит вам весь положенный срок эксплуатации
Указанные центровочные сверла вы сможете приобрести в компании ФастБ, которая производит поставку инструмента от европейских производителей, что является гарантией того, что купленный у компании инструмент прослужит вам весь положенный срок эксплуатации.
fastb.ru
Производство и основные параметры
Сверло, называемое центровочным, – это профессиональный инструмент, применяемый преимущественно крупными и средними предприятиями, в арсенале которых имеются токарные и фрезерные станки. Его производство регулируется таким документом, как ГОСТ 14952-75. С помощью центровочных сверл получают отверстия, ось которых располагается перпендикулярно к поверхности обрабатываемого изделия.

Разнообразие видов и типоразмеров центровочных сверл
При выполнении отверстий с использованием центровочного сверла сводится к нулю вероятность накопления ошибок, допускаемых в процессе обработки. Получать отверстия, размеры и расположение которых строго соответствуют чертежу, не позволяют сверла многих других типов. ГОСТ 14952-75 определяет широкий диапазон диаметров сверл данного типа: от 0,5 до 10 мм. В данном нормативном документе также выделены 4 основных типа центровочных сверл:
- A – для формирования центровочных отверстий, конусность сторон которых составляет 60 градусов (на таких сверлах нет режущей поверхности, которая формирует так называемый предохранительный конус);
- B – для выполнения центровочных отверстий с предохранительным конусом на рабочей части (угол разворота его сторон составляет 120 градусов);
- C – для создания центровочных отверстий без предохранительного конуса с углом разворота сторон, который равен 75 градусам;
- R – для формирования центровочных отверстий, образующие поверхности которых имеют дугообразную конфигурацию.
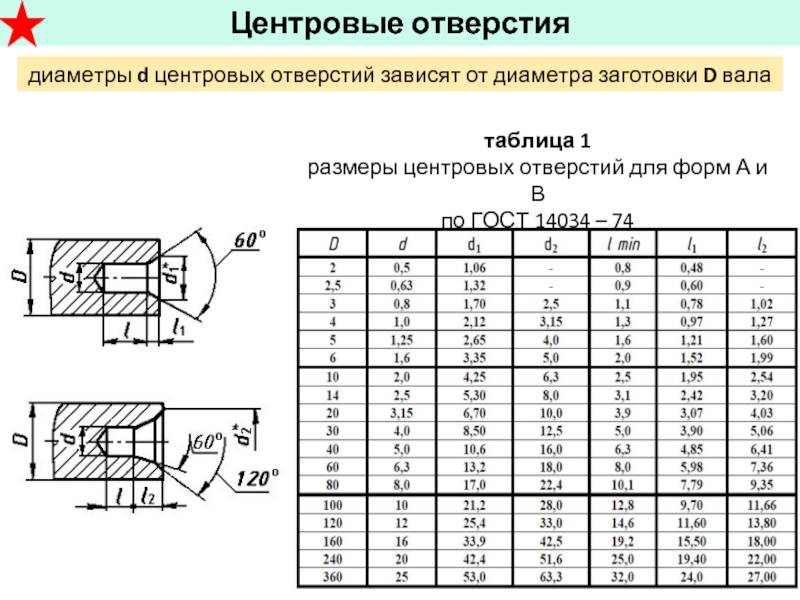
Размеры и формы центровых отверстий
Сверла каждой из представленных выше категорий выпускаются в двух вариантах: с диаметром основного режущего наконечника до восьми десятых миллиметра (первый тип) и больше восьми десятых миллиметра (второй тип). При использовании центровочного инструмента первого типа шероховатость стенок формируемого центрового отверстия меньше, чем при применении инструмента с диаметром наконечника больше восьми десятых миллиметра. Таким образом, на выбор сверла того или иного типа основное влияние оказывают требования к степени шероховатости стенок формируемого отверстия.
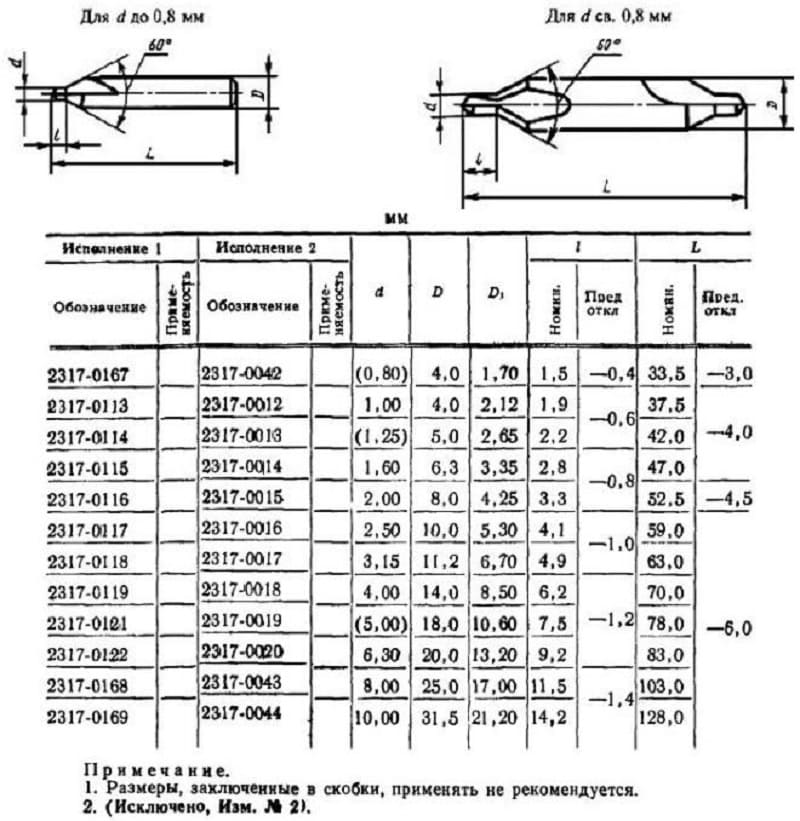


Определить, какого типа инструмент вы держите в руках, можно по его маркировке, правила которой также устанавливает ГОСТ 14952-75. Так, маркировка центровочных сверл с одинаковыми геометрическими параметрами, но различных типов выглядит следующим образом:
- сверла категории «А», диаметр которых составляет 1 мм: первого типа исполнения – 2317-0101, второго типа – 2317-0001.
- сверла категории «В», диаметр которых также составляет 1 мм: первого типа – 2317-0113, второго – 2317-0012.
- инструмент категории «С» диаметром 1 мм: первого типа – 2317-0124, второго – 2317-0022.
- сверла категории «R» аналогичного диаметра: первого типа – 2317-0129, второго – 2317-0027.

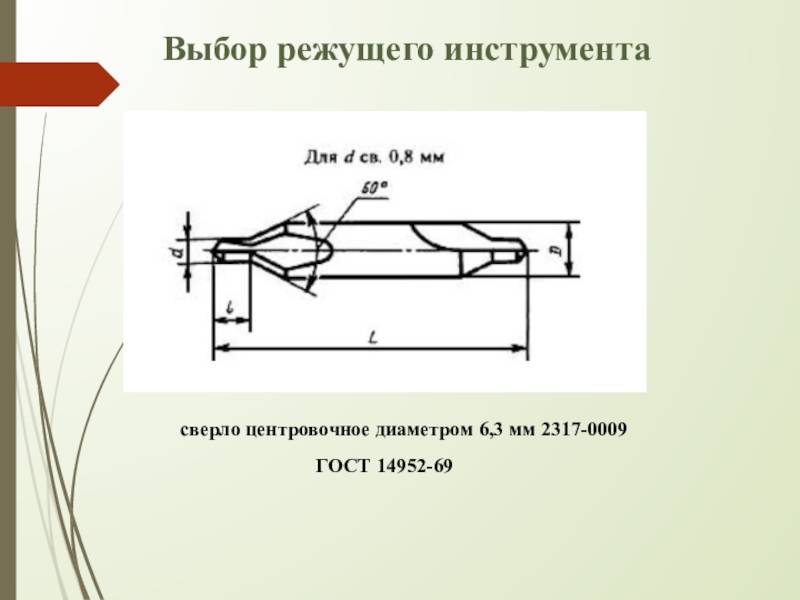
Центровочное сверло из быстрорежущей стали
ГОСТ 14952-75 Сверла центровочные комбинированные. Технические условия
Инструмент и приемы центрования отверстий
Главная / Слесарное дело / Совершенствование навыков выполнения слесарных и токарных работ / Разметка центровых отверстий, центрование и сверление на токарном станке / Инструмент и приемы центрования отверстий 14 марта 2012
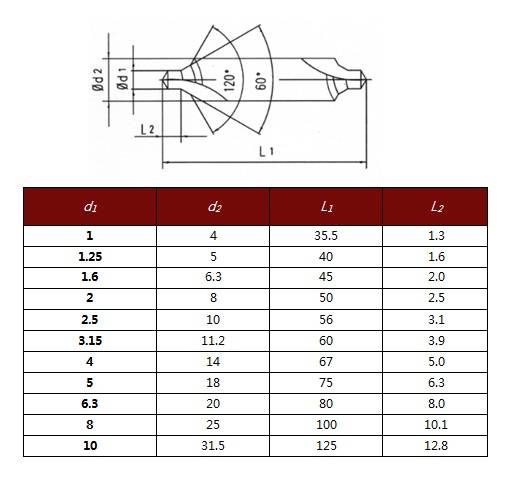
Центровые отверстия сначала сверлят коротким сверлом диаметром d на глубину L, а затем зенковкой с углом 60° раззенковывают их по диаметру.
| Сверление центрового отверстия сверлом (а) и обработка зенковкой (б) |
Размеры D, d и L выбирают по следующей таблице:
Размеры центровых отверстий
| Диаметр заготовки, мм | Размеры центровых отверстий, мм | ||
| D | d | L | |
| Более 5 до 8 | 2,5 | 1,0 | 2,5 |
| То же 8 до 12 | 4,0 | 1,5 | 4,0 |
| То же 12 до 20 | 5,0 | 2,0 | 5,0 |
| То же 20 до 30 | 6,0 | 2,5 | 6,0 |
| То же 30 до 50 | 7,5 | 3,0 | 7,5 |
| То же 50 до 80 | 10,0 | 4,0 | 10,0 |
Лучше применять комбинированное центровочное сверло, которое объединяет спиральное сверло и коническую зенковку. Центрование таким сверлом производительнее, чем спиральным сверлом и зенковкой.
Центровые отверстия сверлят на токарном станке несколькими способами.
Комбинированное центровочное сверло
а — с предохранительной ленточкой; б — без предохранительной ленточки.
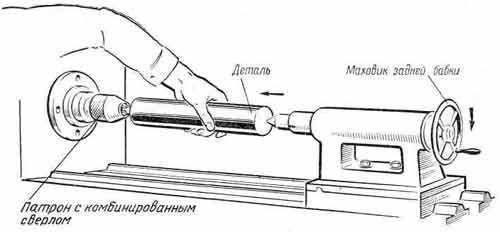
Первый способ
Патрон с комбинированным сверлом устанавливают в шпинделе вместо центра. Левой рукой, как показано на рисунке ниже, направляют деталь накерненными углублениями на задний центр и на сверло. Правой рукой равномерно вращают маховик задней бабки, выдвигая пиноль и задний центр, подают деталь влево до тех пор, пока центровое отверстие не будет просверлено на требуемую глубину. Так же центрируют другой торец.
Получение центрового отверстия комбинированным сверлом, установленным в шпинделе
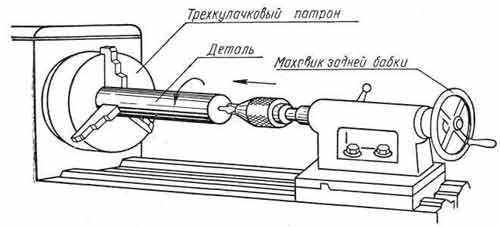
Второй способ
Деталь крепят в трехкулачковом патроне, а в пиноль задней бабки устанавливают патрон с комбинированным сверлом. Подачу осуществляют вручную, равномерно вращая маховик задней бабки.
Получение центрового отверстия комбинированным сверлом, установленным в пиноли задней бабки
Вопросы
- Каким инструментом получают центровые отверстия?
- Чем отличаются центровые сверла без предохранительной ленточки от сверл с предохранительной ленточкой?
- Как центрируют заготовки на токарном станке?
Упражнения
- Разметьте центровые отверстия при помощи циркуля.
- То же самое сделайте при помощи центроискателя.
- Разметьте заготовку круглого сечения при помощи колокола.
- На размеченных заготовках трех предыдущих упражнений выполните центровые отверстия.
«Слесарное дело», И.Г.Спиридонов, Г.П.Буфетов, В.Г.Копелевич
Кондиционеры с установкой – выгодное предложение
Уникальная технология ЛСТК в строительстве каркасных домов
Что такое укладчик и зачем он мне нужен?
Рамин: свойства и способы обработки
Применение в бытовых условиях
Невзирая на то, что центровые инструменты считаются профессиональными, множество домашних мастеров успешно их применяют. Распространены подобные приспособления среди радиолюбителей, нередко сверлящих отверстия малого размера в печатных платах. Располагая повышенной жесткостью, центровые инструменты отлично подходят для подобных работ.
В бытовых условиях применяются в основном приспособления, диаметр которых равен 0,05-0,08 см. Обусловлено это тем фактом, что маленький режущий элемент дает возможность с большой эффективностью разрешать множество бытовых задач.
Одной из процедур, которую осуществляют посредством сверла для центровки, считается высверливание шурупных, винтовых элементов. Зачастую их нереально открутить обыкновенной отверткой. Посредством сверла головки шурупов/винтов высверливаются, после чего без труда откручиваются. Особенно легко осуществить высверливание, если части крепежа располагают прорезями для крестовых отверток. Если же прорези предназначаются для прямых отверток, нужно выполнить наклон головки для обозначения участка входа сверлильного инструмента.

Каждый домашний мастер может без проблем купить центровое сверло какого угодно размера. В настоящее время в магазинах представлено множество разновидностей сверлильных инструментов, как российских, так и импортных.
Если ознакомиться с отзывами домашних умельцев, становится очевидно, что наиболее распространены изделия от . Данные сверла высококачественны, надежны, располагают продолжительным эксплуатационным периодом.
Центровые сверла Dormer производятся из быстрорежущего металла. Кроме того, они проходят особую термообработку, обеспечивающую максимальную твердость приспособления. После прохождения всех технологических процедур создается изделие, которым возможно легко просверливать твердые материалы, к примеру, нержавейку.
В сталь, из которой делаются центровые инструменты Dormer, изготовитель добавляет кобальт. Это дает возможность режущему элементу оставаться твердым даже в высокотемпературных условиях. Износоустойчивость изделий «Дормер» очень высокая. Недаром на сверла этой марки дается такая продолжительная гарантия.

Значимой характеристикой инструментов Dormer считается то, что они способны самоцентроваться. Благодаря этому можно создавать отверстия, имеющие высокую точность расположения. Как и прочие изготовители, производит центровые приспособления разного размера.


Технические требования
Твердосплавные сверлильные инструменты изготавливаются по требованиям государственного стандарта, который регламентирует ГОСТ 14952-75. Применяя это устройство, можно выполнить точное по диаметру отверстие, которое расположено в направлении под прямым углом относительно рабочей поверхности. Любые другие приспособления значительно уступают центровочному сверлу в надежности и точности выполнения отверстий.
Согласно нормативам ГОСТа диаметр центровочного приспособления может быть в диапазоне 0,5-10 мм. Различают 4 разновидности такого инструмента для сверления.
- Тип A – необходим при выполнении точных отверстий, центровка конуса которых равна 60°. У инструмента подобного типа отсутствуют режущие края, формирующие предохранительный конус в процессе выполнения сверления.
- Тип B – применяется для высверливания отверстия с наличием предохранительного конуса, размер которого составляет 120°.
- Тип C – используют для отверстий с точной центровкой, но без задействования конусовидного предохранителя. При этом разворот сторон отверстия составит 75°.
- Тип R – применяется для сверления точного по диаметру отверстия, разворот сторон у которого имеет срез в виде дуги.


Центровочные сверла перечисленных типов изготавливаются в 2-х вариациях:
- диаметр режущей части достигает не более 0,8 мм;
- диаметр режущей части превышает 0,8 мм.
При применении сверлильного инструмента, диаметр режущей части которого составляет менее 0,8 мм, гладкость стенок у отверстия намного выше, чем у аналогов. С режущей поверхность более 0,8 мм эта особенность является решающей при выборе типа сверла, применение которого дает разную степень шероховатости готового отверстия. Инструмент, предназначенный для сверления центрированных отверстий, делают из твердых сплавов стали, обладающих быстрорежущими характеристиками.
В соответствии с нормативами ГОСТа твердость изделия по Роквеллу в зависимости от диаметра выглядит следующим образом:
- диаметр до 3,15 мм – обладает твердостью 62-65 HRC;
- диаметр более 3,15 мм – обладает твердостью 63-66 HRC.


При изготовлении центровочного сверла допустимы небольшие отклонения в его диаметре. Эти показатели также регламентированы государственным стандартом:
- диаметры до 0,8 мм могут иметь погрешность в большую сторону на 0,05 мм;
- диаметры от 0,8 до 2,5 мм могут иметь погрешность до 0,1 мм;
- диаметры от 2,5 до 5 мм могут иметь погрешность до 0,12 мм;
- диаметры более 5 мм могут иметь погрешность на 0,15 мм.
Стандартами ГОСТа регламентируется также и внешний вид сверлильного приспособления. На поверхности инструмента не должно быть трещин и сколов, следов чернения или оксидов. Цвета оксидов могут проявлять себя в области канавок сверла, не выходя за пределы точильной окружности.


О чем говорит окраска сверла?
По цвету покрытия можно примерно определить характеристики сверла. Сверла обычного качества имеют характерную для стали серую краску.
Черный цвет говорит о том, что сверло подвергалось оксидированию. То есть, оно защищено от коррозии, и имеет улучшенные теплоотводящие свойства.

Легкий золотистый оттенок сообщает о том, что сверло прошла процедуру отпуска, во время которого снимаются внутренние напряжения.
Нитридное титановое покрытие проявляет себя ярким блеском позолоты. Сверла с ним имеют увеличенный срок службы и низкое трение при сверлении. Хотя они и стоят дороже, но с лихвой оправдывают свою цену длительной эксплуатацией.

Алмазное напыление можно узнать по желтому цвету и порошкообразной фактуре.
Область применения
Центровочные сверла по металлу позволяют массово проделывать отверстия, поэтому они широко используются на промышленных предприятиях. В промышленном секторе данные инструменты применяются для осуществления операций по центровке и металлообработке деталей на токарных, фрезерных или сверлильных станках. Они ускоряют процесс производства и снижают затраты на дополнительное оборудование. Помимо этого, данные инструменты применяются на мебельных фабриках, механических цехах, машиностроительных фабриках и в автосервисах. Благодаря перпендикулярности сверления они стали часто использоваться в деревообрабатывающем секторе.

Также эти металлорежущие инструменты активно применяются в бытовых условиях. Они используются для сверления отверстий малого диаметра. Популярность данных сверл в быту обусловлена их невысокой ценой (их стоимость варьируется от 28 до 486 руб.) и удобством использования. Также центровочные сверла, благодаря высокой прочности конструкции, в домашних условиях используются для высверливания застрявших шурупов или саморезов.

В нынешнее время средства для создания центровочных отверстий начинают внедряться в строительном секторе. Многие мастера используют их во время зенкования – процедуры обработки отверстия детали для создания потайных головок, к которым присоединяются крепежные элементы различных строительных конструкций (заклепки, винты и болты).