Центраторы по способу крепления на трубе
По способу крепления на трубе все наружные центрирующие устройства делятся на пять типов:
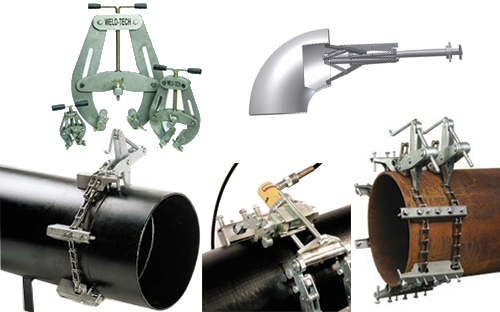
- Струбцинные — очень удобны для соединения относительно небольшого диаметра труб. Часто используются мастерами-любителями и малым бизнесом. Основная их часть — захват может выполняться в форме подходящей для конкретной трубы (трапеция, окружность или параллелепипед). Его нижняя часть является дополнительной опорой при монтаже. Легко ремонтируются, надежны, стоимость низка. Просты в эксплуатации.
- Эксцентриковые — по конструкции фактически совпадают с арочными, но имеют существенное дополнение — эксцентрик. Он представляет собой рычаг, стягивающий две рабочие половины устройства. Применение эксцентрика ускоряет центрирование, но требует значительного опыта. В случае ошибки с силой и местом монтажа устройства, оно может неожиданно раскрыться в момент сварки труб. Стоимость немного выше, чем у арочного варианта.
- Цепные — основная часть этого устройства представляет собой своеобразную цепь, затягиваемую на трубах специальным механизмом. Из-за маломощного редуктора процесс крепления довольно трудоемок, но такой механизм надежен и дешев.
- Арочные — простые устройства из двух крепящих элементов. В действие часто приводятся гидравлическим приводом (с помощью мускульной силы человека). Чаще всего они применяются при соединении труб диаметром до 1 метра.
- Многозвенные — конструктивно являются переходным вариантом между арочными и цепными. Могут иметь как ручной привод (винтовой ворот), так и гидравлический. Высокоэффективны при работе с трубами диаметром от 1 до 2 метров.
Любой из них может оснащаться гидроприводом и электрическим насосом к нему.
Внутренние центраторы для сварки труб
Гидравлический привод этого оборудования обеспечивает внутреннее центрование труб и устраняет прогибы. Они могут появиться под действием собственного веса или от подвижек почвы. Регулировка скорости движения и усилия прижатия зажимов осуществляется с помощью двигателя постоянного тока, установленного на гидроприводе. На трубопроводах с диаметром до 0,3 м возможно применение ручного привода.
При стыковке внутренним центратором его вставляют внутрь трубы, а вторую с помощью грузоподъемного механизма надвигают. Гидроприводом производится прижатие торцов, стык проваривается. Для предотвращения сильного нагрева труб во время наложения шва используется вентилятор. Оборудование извлекается специальной штангой, затем вставляется в следующий стык. Перемещения производятся до окончания монтажа трубопровода.
Внутренние центраторы чаще используются для стыковки труб больших диаметров
Приспособления для сварки труб
Правильно используя приспособления для сварки труб, мастеру удастся выполнить поставленные работы быстро и качественно. В быту применяется широкий спектр различных устройств для сварки профильных труб. Это могут быть как профессиональные, так и самодельные варианты.
Главная задача подобных механизмов – правильно установить детали в нужном положении.
По своей функциональности их классифицируют на:
- упоры;
- угольники;
- шаблоны;
- призмы.
Первый тип применяется для фиксации заготовки на основной поверхности. Второй вариант позволяет устанавливать детали под определенным углом. Призмы располагают трубы в нужном положении по отношению к уже стоящим частям конструкции.
Описанные механизмы позволяют надежно устанавливать трубы и фиксировать их положение от случайного смещения.
Приспособления для сварки труб.
- струбцины для выполнения сварочных работ;
- зажимы крокодилы;
- стяжки;
- распорки.
Струбцина является универсальным механизмом, широко используемым при выполнении различных работ с металлическими деталями. Они относятся к наиболее важным устройствам, без которых не обходится практически ни одна работа.
Струбцина может иметь различную форму и конструкцию. Например, существуют быстрозажимные струбцины с кулачковым механизмом.
Для работы с трубами более удобными зачастую оказываются зажимы. Они более приспособлены к такому применению. Их использование очень простое, деталь закрепляется путем изменения зева винтом зажимной ручки.
Стяжки применяются для сближения двух деталей. Длина подобного механизма бывает различной, в зависимости от поставленных задач.
Осуществлять сборку всей конструкции очень удобно с использованием сварочного кондуктора. Он позволяет обеспечить высокую точность сварки. Особенно часто данное приспособление используется в профессиональных мастерских и на производстве.
Для надежного закрепления частей изделия кондукторы оснащены крокодилами на 500 или 200 мм, в зависимости от выполняемой работы. Конечно эти параметры могут быть и другими. В бытовых условиях можно ограничиться клещами для точечной сварки, сделанными своими руками.
Разновидности швов
Независимо от того, какие по назначению варятся трубопроводы, они имеют сварные швы, которые формируются за счет переменного электрического тока по ранее выбранной технологии. На сегодняшний день различают швы под углом, встык и внахлест. Все они обладают своей индивидуальной методикой и особенностями.
Стыковые соединения являются самыми распространенными, так как им свойственно отсутствие деформации металла. Помимо этого, они минимально подвергаются внутреннему напряжению и характеризуются высокой прочностью по отношению к динамическим и статическим нагрузкам. Стыковые швы подразделяются на одинарные, применяемые для труб с сечением до 500 мм и двойные, предназначенные для труб, сечение которых превышает 600 мм.
Угловые соединения считаются подводом стыковых. Их выбирают, когда нужно закрепить детали под углом. Такие швы получают двумя способами: без скоса и со скосом кромки. Угловые соединения не такие прочные, как стыковые, но все же имеют хорошее качество. Швы внахлест отлично подходят для стыковки пластиковых труб. Их редко используют при варке металлических элементов. Это поясняется тем, что соединения получается не слишком надежными.










Некоторые другие виды центраторов для сварки труб
Кроме описанных выше двух наиболее распространенных категорий центраторов в общий перечень разновидностей данной техники входят и другие категории, менее популярные и более специфические. Здесь можно упомянуть такие центраторы, как:
- арочные;
- центраторы-струбцины;
- пружинные (для обработки обсадных труб в различных скважинах);
- центраторы для пропиленовых труб.
Таким образом, описанное вспомогательное оборудование для организации качественных сварочных работ представляется очень важным для строительной сферы. От правильности выбора и использования указанных приспособлений зависит в конечном счете прочность, надежность сварных соединений и, как следствие, длительность эффективной эксплуатации многочисленных трубопроводов.
Для получения прочного сварного шва при сборке трубопроводов применяется специальное оборудование – центратор для труб. Устройство способствует правильной установке труб перед выполнением сварных работ и их фиксации во время сварки, что и положительно отражается на сварном шве и прочности трубопровода в целом. Что такое центратор и как используется оборудование, читайте далее.

Устройство для корректной установки труб
Как выбрать агрегат?
Подбор центратора для сваривания трубопровода является одной из самых трудных задач, чтобы правильно обустроить водопровод, канализацию либо другую коммунальную коммуникацию. Данная конструкция дает возможность ровно соединить одну трубу с другой под правильным углом наклона, благодаря чему шов будет надежным и долговечным.
 Чертеж сварки при помощи центратора.
Чертеж сварки при помощи центратора.
Существует две основные особенности в этом выборе:
Необходимо определить сечение труб.
Важно правильно выбирать размер труб с большим диаметром, поскольку он должен быть одинаковым с сечением другой трубы для сваривания. Под работу с малым диаметром понадобится открытое оборудование, для большого – лучше выбирать закрытый агрегат
Последний способ более трудный в управлении, однако надежно фиксирует элементы.
При выборе между цепным, звеньевым либо эксцентричным оборудованием, необходимо руководствоваться своими финансами и планируемым объемом эксплуатации.
Первый вариант достаточно дешевый, многофункциональный, но не надежный. Второй – золотая середина рассматриваемых агрегатов. Самые дорогие и качественные – это эксцентричные устройства. Их особенность заключается в том, что они облегченные снаружи, что позволяет быстрее и качественнее справляться с поставленной задачей.
Центраторы

Здравствуйте под понятием «центраторы» подразумевают специальные приспособления, использующиеся при монтаже трубопроводных систем. Благодаря такому оборудованию можно соединять трубы, подготавливая их, таким образом, для последующей сварки. Если не использовать центраторы, то не только существенно усложнится процесс монтажа труб, но и увеличится время, требуемое для прокладки инженерной системы. Требования, предъявляемые к центраторам, являются довольно жесткими. Это прежде всего качество, долговечность и универсальность. В настоящее время промышленностью выпускаются различные по весу, форме, габаритам и конструктивному исполнению центраторы.
Наружные трубные центраторы предназначены для наружного монтажа. Такая разновидность центраторов может иметь различные свойства и модификации.
Эксцентриковые устройства предоставляют возможность регулировки диаметра труб. Они используются с коммуникациями, диаметр которых составляет в пределах 90–1000 мм. Эксцентриковые центраторы имеют форму дуги, а соединение в них выполнено посредством шарнира. Зажимы позволяют фиксировать приспособления на трубе. Сменив или добавив проставки, эксцентриковые центраторы можно использовать с различными по диаметру трубами.
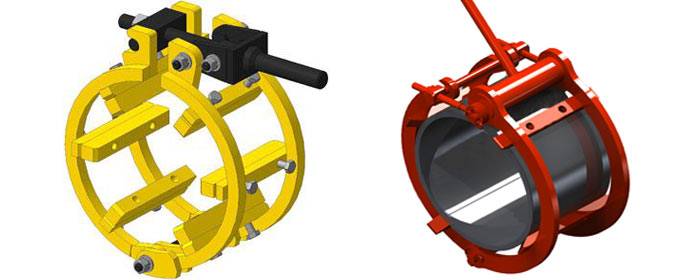
Центраторы гидрофицированного типа оборудованы гидродомкратом, обеспечивающим лучшую стыковку труб. Это особенно актуально для не поворачиваемых труб. Гидрофицированные центраторы предназначены для коммуникаций диаметром 720–1620 мм. Наличие гидравлического домкрата заменяет физические усилия рабочих. Гидрофицированные центраторы — это наиболее легкая разновидность из всех существующих на сегодня центраторов.
Звенные центраторы включают в себя определенное количество звеньев. Их можно использовать с трубами, диаметр которых составляет в пределах 50–1500 мм. Внешне звенные центраторы имеют вид многогранника, а на трубе они фиксируются посредством специального прижима.
Внутренние центраторы предназначены для соединения частей не поворачиваемых труб. Их можно применять с трубопроводами, которые имеют диаметр в диапазоне 320–1400 мм. Такие центраторы в определенных пределах можно подстраивать к тому или иному внутреннему диаметру трубы. Приспособление закрепляют на краю одной трубы, после чего с соблюдением определенного зазора к ней приставляют другую трубу. Нарастающее в цилиндре давление обеспечивает надежную центровку труб.

Центратор после сварки соединенных элементов перемещается к следующему участку, что осуществляется посредством такого приспособления, как штанга трубоукладчика. Большое преимущество внутренних центраторов — это возможность проведения непрерывной сварки. Такие приспособления изготовляются как с электрическим, так и с ручным насосом.
С уважением Олег Клышко
Ваша благодарность за мою статью это клик по любой кнопке ниже. Спасибо!
Наружные центраторы для сварки труб
Такие устройства (обозначаются буквами ЦН с последующим указанием предельного значения внешнего диаметра в мм) представляет собой разъёмную многозвенную конструкцию, которая отличается различным способом соединения свариваемых концов труб. Наибольшее применение получили следующие разновидности наружных центраторов:
Центраторы многозвенного типа, предназначенные для соединения трубопроводов с наружным диаметром до 2000 мм. Состоят из комплекта звеньев, которые соединяются между собой пальцевыми шарнирами. Стягивание звеньев между собой осуществляется либо вручную, при помощи винтового механизма, либо силового гидропривода по типу обычного домкрата. В последнем случае может быть достигнуто большее усилие стягивания, что обеспечит лучшее центрирование.











Центраторы арочного типа, которые представляют собой две клеммы с откидными частями, которые при центрировании накладываются одна на другую, после чего стягиваются вручную или гидравликой. Отсутствие звеньев упрощает конструкцию, и делает её более жёсткой и долговечной. Это связано с тем, что в процессе эксплуатации величина зазоров в звеньях центраторов предыдущего типа как правило, возрастает вследствие износа. Кроме того, исключается выход приспособления из строя вследствие поломки соединяющих пальцев. Количество арочных секций подбирается в зависимости от внешнего диаметра трубопровода. Арочные центраторы применяют для труб диаметром до 900 мм.

Цепные центраторы, прижимным органом которых является цепь. Такие приспособления отличаются наибольшей оперативностью при своей установке, вследствие чего используются не только при прокладке новых, но и ремонте действующих трубопроводов. Стягивание цепи, однако, выполняется вручную, что является недостатком данной конструкции. Цепные центраторы выпускаются для наружных диаметров труб до 1400 мм.

Эксцентриковые центраторы, которые по конструкции несколько напоминают арочные, однако прижим клемм производится при помощи эксцентрикового зажима. Это ускоряет процесс центрирования, однако требует высокой квалификации оператора, производящего стягивание, поскольку при недостаточно прочной фиксации эксцентрик может самопроизвольно отсоединиться. Кроме того, механизм быстро изнашивается, и при этом усилие прижима уменьшается. Ввиду отмеченных особенностей применение эксцентриковых центраторов ограничено трубопроводами сравнительно небольших диаметров – 400…500 мм.
Струбцинные центраторы, применяемые для фиксирования труб небольших диаметров. Они используются главным образом при прокладке бытовых трубопроводов. Такие устройства компактны, и представляют собой ручной рычажный механизм (в некоторых моделях имеется гидрозажим), которым производится прижим участков труб. Форма струбцин определяется внешней конфигурацией труб: струбцины могут быть и прямоугольными, и с дуговыми элементами. При этом нижняя струбцина, как правило – плоская.

Все конструктивные исполнения наружных центраторов для труб используются только совместно с дополнительным оборудованием. К нему относятся подставки, грузозахватные приспособления (крановые крюки), рабочие площадки для центрирования и пр.
Виды центраторов
Существует два способа деления трубных центраторов на подвиды. Их подразделяют исходя из области фиксации и способа закрепления.
По области фиксации направляющий механизм для труб ППУ или металлических может быть внутренний и наружный.
- Внутренние устройства устанавливают внутри соединяемых отрезков для фиксации в правильном положении труб ППУ или из любых других материалов. Данное оборудование используют, как правило, на трубопроводах большого диаметра. Оно имеет достаточно сложную конструкцию и предусматривает наличие гидравлических насосов, двигателя и фиксирующих механизмов.
- Наружный центратор обхватывает сварной стык снаружи. Он представляет собой довольно массивный зажим универсальной конструкции. Он более прост и удобен в применении.
Читать также: Виды топоров и их названия
Если внутренние механизмы могут работать только за счет гидравлических насосов, то наружные можно подразделить еще на несколько категорий по способу крепления на стыках труб ППУ или любых других изделий большого и малого диаметра.
- цепные. Вокруг стыка с помощью специальных натяжных закрепляется цепь, которая и фиксирует отрезки для сварки;
- звеньевые. Данное устройство состоит из набора звеньев, которые могут передвигаться и регулироваться, исходя из диаметра трубы;
- эксцентриковые. Такие центраторы состоят из двух металлических дуг, которые стягиваются перемычкой.
Кроме основных, наиболее часто используемых направляющих, существует еще несколько менее популярных устройств:
- наружный центратор пружинный обсадной. Используется, как правило, при вертикальном бурении, для соединения труб скважины ППУ. Такое оборудование имеет вид разрезанной по периметру металлической трубы с выпуклостью в местах разрезов. Именно эта выпуклость придает оборудованию пружинный эффект;
- мобильные бытовые устройства для соединения труб ППУ малого диаметра.
Установка агрегата
Установка внешних центраторов несколько отличается от внутренних. Она выполняется более просто и быстро.
Процесс сварки металлических труб с помощью внутреннего центратора
Порядок монтажа внутреннего устройства:
- Зачищаем соединяемые стыки.
- Фиксируем агрегат в одном из элементов.
- Фиксируем пружинный центратор возле края одного из отрезков.
- Устанавливаем второй элемент вплотную к первому.
- Запускаем двигатель. Гидравлические насосы сжимают отрезки, выравнивая по уровню за счет внутреннего диаметра.
- Проверяем правильность соединения.
- Варим стык.
Порядок монтажа наружного устройства:
- Подготавливаем стыки.
- Устанавливаем агрегат.
- Выравниваем отрезки по уровню.
- Поджимаем болты центратора.
- Проверяем правильность соединения.
- Зажимаем натяжные до упора.
- Приступаем к сварным работам.
Как выбрать центратор?
Выбор центратора для сварки труб, пожалуй, одна из главных задач при обустройстве водопровода, канализации или теплопровода.
Центратор для сварки полипропиленовых труб
Именно это оборудование позволит герметично соединить трубы и выдержать правильный угол уклона, что является залогом надежности и долговечности любого трубопровода. Нюансы таковы:
- Определитесь, с трубами какого сечения вам придется иметь дело. Для работы с элементами малого диаметра (до 500 мм) вполне подойдет открытый агрегат. Для соединения изделий от 500 мм лучше использовать закрытое устройство. Оно более сложно в управлении, но обеспечивает более надежную фиксацию.
- Чтобы выбрать между цепными, звеньевыми и эксцентричными моделями – определитесь с объемом работы и толщиной своего кошелька. Цепные модели – самые дешевые, наиболее функциональные, но наименее надежные. Средними по всем параметрам являются звеньевые устройства. Наиболее дорогие, но наиболее надежные – эксцентричные центраторы. Однако для бытовых трубопроводов выбрасывать 150-200 долларов на вспомогательное оборудование – как минимум не рационально.
Без надежной фиксации труб при стыковке невозможно получить надежное соединение даже, если сварочные работы проводятся рабочим высокого класса. На ручную установку и фиксацию в нужном положении уходит больше времени, чем на наложение шва. Поэтому при монтаже трубопроводов применяют центратор для сварки, который упрощает и сокращает сроки проведения работ.









Рубрика: Центраторы для сварки металлических труб
Подогреватели стыков труб (ПСТ) применяются для предварительного нагрева стыков трубы перед сваркой, что позволяет производить качественную проварку шва при строительстве трубопроводов из труб диаметром от 219-1720 мм.
В качестве нагревающего агента применяется пропан подаваемый из газового баллона. Пламя горелок, а также интенсивность нагрева кромки трубы регулируется посредством газового редуктора. Температура стыков труб контролируется по средством термокарандаша или пирометром.
Порядок запуска и работы с подогревателем стыков труб ПСТ:
- Установить подогреватель стыков труб ПСТ на нагреваемый участок.
- Отрегулировать давление на редукторе.
- Открыть кран подачи газа редуктора и произвести поджог горелки ПСТ источником пламени в нижней части.
- Отрегулировать величину факела горелки ПСТ краном подачи газа на редукторе.
В заключение
Вот что представляют собой эти приспособления. С их помощью процесс прокладки трубопроводов значительно ускорится и упростится. А точность и надежность сварного шва будет на высоком уровне.
Трубы больших размеров (диаметров, длины) сложно состыковать вручную так, чтобы кромки сошлись точно и без перекосов. Для этой цели применяют механические приспособления – центраторы для сварки труб. Они обеспечивают идеальную состыковку, которая позволяет сделать качественный сварочный шов. В основном их используют при проведении магистральных и местных трубопроводов. Диапазон размеров труб, соединяемых при помощи центраторов, находятся в пределах от 25 мм до 6000 мм. Преимущества использования центраторов:
- надежная фиксация труб;
- можно с высокой точностью состыковать кромки;
- быстрота и простота использования;
- долговечность приспособления.
Центраторы незаменимы во время сооружения громоздких магистральных трубопроводов для перекачки газа, нефти, химических веществ и других, опасных жидкостей и газов. Это несколько увеличивает расходы, но обеспечивает надлежащее качество сварного соединения. Трубы в секции собирают на стендах, линиях, передвижных трубосварочных базах. По технологическому назначению и месту применения центраторы делятся на две группы:
- для внутренней установки;
- для наружной установки.
Выполняют они одни и те же функции, но могут использоваться не везде, а только в определенных условиях, заменяя друг друга. Например, при соединении прямых отрезков труб одинакового диаметра можно использовать как наружный, так и внутренний центратор. При соединении трубы с коленом внутрь устройство установить невозможно, а для фиксации элементов используют наружное устройство. Центраторы повышают производительность и качество сборки как больших, так и малых трубопроводов. Их можно использовать для сварки любых типов соединений (прямых, поворотов, тройников, запорной арматуры, фланцев). Внутренние центраторы дают возможность механизировать процесс сборки трубопровода, при этом стык целиком доступен для сварки, шов накладывают непрерывно, без установки прихваток. Применение центраторов значительно облегчает работу сварщика, так как позволяет наложить весь шов сразу и без остановок. В зависимости от размера труб центраторы могут иметь различную конструкцию:
- центраторы внутренние гидравлические – используются для центровки, как отдельных труб, так и секций, а перемещение устройства от стыка к стыку производится при помощи специальной штанги;
- ручные с распорными клиньями – автоматически центрирует трубы, в том числе и с разными диаметрами;
- ножничные – в зависимости от модели и конструкции могут центрировать трубы не только одинакового, но разного диаметра.
Внутренние более равномерно распределяют разницу периметров относительно друг друга по всему стыку. Они способны исправить незначительные вмятины, отклонения от цилиндричности и приводить торцы к правильной окружности. Если строиться крупный магистральный трубопровод, то используют самоходные гидравлические центраторы. Они способные перемещаться на большие расстояния посредством дистанционного управления. Внутренние (распорные) центраторы обеспечивают наиболее точное совпадение кромок труб, так как за базу считают внутреннюю поверхность трубы. Достаточно мощные механизмы могут осуществлять выравнивание кромок и используются как расширители. Они повышают степень механизации и производительность сборки практически всех участков трубопровода.