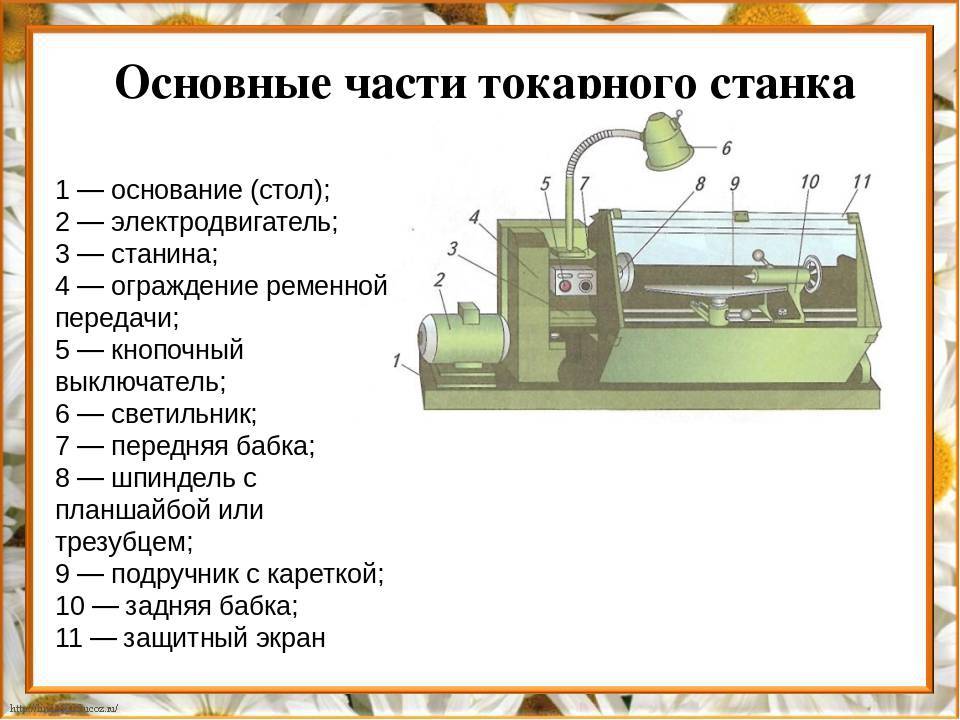
Понятие о процессе резания при точении на токарном станке
Обработка резанием представляет совокупность действий, направленных на изменение формы заготовки путем снятия припуска режущим инструментом на металлорежущих станках с целью получения детали требуемой формы и размеров. Припуском на обработку называется слой металла, который срезается с заготовки в процессе изготовления детали. Величина припуска определяется разностью размеров заготовки и обработанной детали.
Кроме общего припуска различают промежуточный припуск. Промежуточный припуск — это слой металла, необходимый для осуществления определенной технологической операции. На величину припуска оказывают влияние такие факторы, как вид заготовки (отливка, штамповка, поковка, прокат и др.), материал заготовки, технологический процесс обработки, сложность конфигурации детали, требуемые точность и чистота обрабатываемых поверхностей и т. д.
При резании снятием стружки усилие резания воспринимается только одной (передней) поверхностью резца, благодаря чему отгибается и отводится в сторону слой снимаемого материала, т. е. образуется стружка. Вторая поверхность (задняя) оказывает давление на деталь и скользит по уже обработанной поверхности.
Пластической деформации подвергается весь отделяемый слой металла, превращающийся в стружку, а также те слои, которые непосредственно примыкают к острию клина инструмента, т. е. впереди стружки и на подрезцовой поверхности.
В зоне соприкосновения рабочих поверхностей инструмента и срезаемого слоя заготовки происходят упруго-пластические деформации, развивающиеся вплоть до отделения частиц металла и образования элементов стружки.
Токарные станки служат вот именно для такой обработки, при воздействии резца передней поверхностью на элемент срезаемого слоя вначале происходят упругие, а затем пластические деформации в ограниченной области вплоть до отделения стружки. В связи с относительной малостью упругой деформации в сравнении с пластической первой обычно пренебрегают и считают, что резание представляет процесс пластической деформации, доведенной до разрушения срезаемого слоя металла.
В процессе обработки резанием под влиянием внешней силы станка, приложенной к инструменту, на передней и задних поверхностях инструмента возникают нормальные силы и силы трения, которые вызывают деформацию срезаемого слоя и образование стружки, трение по передней и задней поверхностям инструмента, деформацию поверхностного слоя заготовки.
Процесс резания сопровождается выделением большого количества тепла, образуемого в результате деформации и трения по контактирующим поверхностям инструмента.
Деформации и тепловые явления определяют силы резания, расходуемую мощность, влияют на износ и стойкость инструмента, на характер температурного поля в зоне резания, что приводит к изменению механических свойств обрабатываемого слоя металла около режущего инструмента.
Процесс стружкообразования сопровождается большим трением, завиванием и усадкой стружки, наростообразованием и износом режущего инструмента, упрочнением поверхностного слоя и детали.
Для увеличения стойкости режущих инструментов, повышения класса чистоты обработанных поверхностей, уменьшения сил резания, облегчения процесса пластического деформирования и удаления стружки при обработке резанием применяются смазочно-охлаждающие жидкости (СОЖ).
Виды движений при токарной обработке. Для осуществления процесса резания при токарной обработке необходимо иметь два одновременно действующих рабочих движения, одно из которых вращательное, а второе — поступательное. Вращение обрабатываемой заготовки называется главным движением, а скорость ее вращения — скоростью резания.
Поверхности на обрабатываемых деталях. В процессе резания на детали различают три поверхности:
- обрабатываемая поверхность, т. е. поверхность детали, которая подлежит обработке;
- поверхность резания, которая образуется на детали непосредственно режущей кромкой резца;
- обработанная поверхность, полученная после снятия стружки.
Виды припусков и допусков
В зависимости от способа обработки детали различают два основных вида припусков:
- промежуточный или межоперационный;
- общий.
Промежуточные припуски представляют собой слой металла, снимаемый на отдельном переходе обработки. Общий припуск – это слой, снимаемый на всех технологических этапах. Данная величина рассчитывается путём сложения промежуточных припусков.
Припуск на обработку – величина непостоянная, и связано это с тем, что размеры заготовки до и после выполнения технологического перехода могут колебаться в пределах установленного допуска. Припуск на обработку может быть минимальным, номинальным или максимальным. При минимальном припуске снимаемый слой является разностью между наименьшим размером после выполнения операции. Номинальный припуск – это разность между номинальными размерами до и после осуществления технологического перехода. Максимальный припуск представляет собой разность между наименьшими размерами поверхности после выполнения предыдущего перехода и наибольшим размером после завершения текущей операции.
Технология машиностроения неразрывно связана с метрологией – наукой об измерениях, средствах и методах обеспечения их единства для достижения необходимой точности обработки. Две детали, соединяемые между собой, называются сопрягаемыми. Величину, по которой осуществляется соединение, называют сопрягаемым размером. В качестве примера сопрягаемых деталей можно рассмотреть диаметр отверстия в шкиве и соответствующий ему диаметр вала. Величину, по которой соединение не происходит, называют свободным размером (наружный диаметр вала).
В целях обеспечения взаимозаменяемости деталей сопрягаемые величины должны всегда иметь точные значения. Однако обеспечить такую точность в процессе механической обработки не всегда удаётся, а иногда это просто нецелесообразно. Поэтому в машиностроении используется способ получения взаимозаменяемых деталей с так называемой приближённой точностью. Суть данного способа заключается в том, что для различных условий эксплуатации деталям и узлам задаются допустимые отклонения от установленных размеров. Данные отклонения никак не влияют на безупречность работы элементов и рассчитываются для различных условий эксплуатации. Выстраиваются они в определённой схеме, которая называется «Система допусков и посадок».
Допуски и посадки являются разностью между наименьшими и наибольшими предельными значениями параметров (массовой доли, массы и размеров). Устанавливаются эти параметры с учётом технологических требований к детали. Расчётные данные детали называются номинальным размером. Выражаются они в целых миллиметрах. Фактические размеры детали, получаемые после обработки, называются предельными. На чертежах эти величины обозначаются числовыми значениями и указываются при номинальном размере (верхнее значение отмечается в верхней части записи размера, нижнее – в нижней).
Припуски и допуски на механическую обработку напрямую влияют на производительность и себестоимость технологического процесса. Чем больше эти величины, тем выше трудоёмкость механической обработки. Это приводит к увеличению энергозатрат, быстрому износу инструмента и большому расходу металла.
Одним из способов уменьшения припусков является повышение точности изготовления заготовки и выполнение предварительных механических операций. Но это, в свою очередь, требует более точной и тщательной установки деталей в приспособлениях и на станках.
Размер припуска зависит от целого ряда факторов:
- требований к точности;
- заданной шероховатости детали;
- конфигурации и размеров готового изделия.
Влияют на величину тип производственной операции и погрешность установки детали в приспособлении.
Шероховатость поверхности деталей
На поверхностях деталей после их механической обработки всегда остаются неровности. Совокупность неровностей, образующихся при обработке, называют шероховатостью поверхности.
Величина шероховатости оказывает непосредственное влияние на качество неподвижных и подвижных соединений.
Детали с большой шероховатостью поверхности в неподвижных соединениях не обеспечивают требуемой точности и надежности сборки, а в подвижных соединениях быстро изнашиваются и не обеспечивают первоначальных зазоров.
На поверхности, например, обработанной токарным резцом, образуются неровности в виде винтовых выступов (рис. 1, а) и винтовых канавок (рис. 1, б).
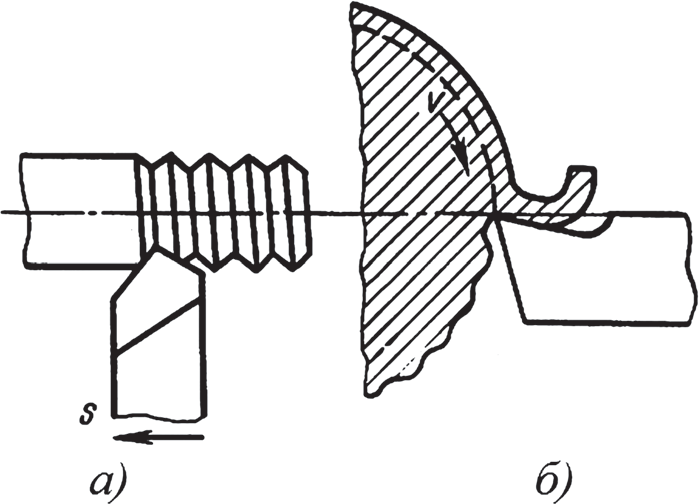
Рис. 1. Образование шероховатости поверхности при токарной обработке: а — поперечной; б — продольной
Неровности, расположенные в направлении подачи s, образуют поперечную шероховатость, а неровности, расположенные в направлении скорости υ резания – продольную шероховатость — волнистость.
Высота Н и характер неровностей зависят от обрабатываемого материала, режима резания, геометрии режущих кромок инструмента и других факторов (рис. 2).
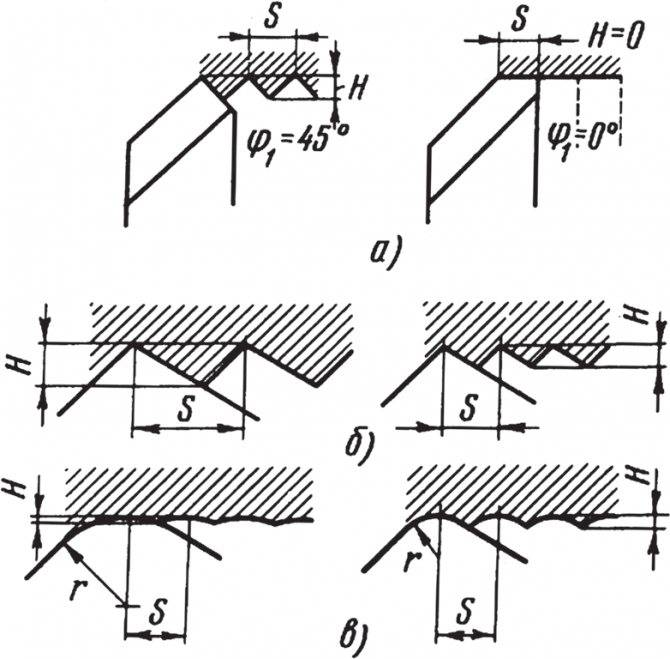
Рис. 2. Высота Н неровностей при точении: а — влияние вспомогательного угла φ в плане; б — влияние подачи s; в — влияние радиуса r, скругления режущей кромки резца
Величина Н увеличивается с увеличением подачи и уменьшается с увеличением радиуса скругления режущей кромки инструмента.
При увеличении скорости резания высота Н неровностей уменьшается. Увеличение вспомогательного угла в плане, уменьшение заднего угла, затупление режущей кромки приводят к увеличению шероховатости поверхности.
Средняя экономическая точность и шероховатость, получаемые на различных операциях технологического процесса при обработке заготовок из стали и серого чугуна, приведена в табл. 1.
Таблица 1. Средняя экономическая точность и шероховатость при обработке заготовок
| Операция | Квалитет точности | Шероховатость Ra, мкм |
| Точение наружное и растачивание: предварительное | 12 и грубее | 12,5 |
| чистовое | 10 и грубее | 3,2—1,6 |
| тонкое на станках класса П | 5—6 | 0,8-0,4 |
| Фрезерование: предварительное | 12 и грубее | 6,3 |
| чистовое | 8 | 3,2—1,6 |
| тонкое | 6 | 0,8—0,4 |
| Сверление | 11—12 | 6,3—3,2 |
| Зенкерование | 10 и грубее | 3,2—1,6 |
| Развертывание: предварительное | 8 и грубее | 1,6—0,8 |
| чистовое | 7 | 0,8—0,4 |
| Протягивание отверстия | 8—7 | 0,8—0,4 |
| Шлифование наружное и внутреннее: чистовое | 7 | 0,4—0,2 |
| тонкое на станках класса П | 5—6 | 0,1—0,05 |
| Притирка | 5 и точнее | 0,1—0,25 |
| Доводка | 4 и точнее | 0,05 и менее |
| Хонингование | 5 и грубее | 0,05—0,025 |
| Суперфиниш | Точность заготовки | 0,05 и менее |
В производственных условиях шероховатость обработанной поверхности детали оценивают методом сравнения с образцом или в инструментальной лаборатории на профилометре, инструментальном микроскопе и др. В качестве образца используют обработанную деталь, шероховатость поверхности которой аттестована.
Припуски на механическую обработку
Припуски на обработку
Припуском на обработку называется слой металла, подлежащий удалению с поверхности заготовки в процессе обработки для получения готовой детали.
Размер припуска определяют разностью между размером заготовки и размером детали по рабочему чертежу; припуск задается на сторону.
 Припуски подразделяют на общие, т. е. удаляемые в течение всего процесса обработки данной поверхности, и межоперационные, удаляемые при выполнении отдельных операций.
Припуски подразделяют на общие, т. е. удаляемые в течение всего процесса обработки данной поверхности, и межоперационные, удаляемые при выполнении отдельных операций.
Общий припуск на обработку равен сумме межоперационных при пусков по всем технологическим операциям — от заготовки до размера.
Межоперационный припуск равен сумме припусков, отведённых на черновой, получистовой и чистовой проходы на данной операции.
 Понятие двухстороннего припуска чаще всего относится к обработке цилиндрических поверхностей и тогда оно равнозначно понятию припуска на диаметр. С другой стороны, численные значения припуска прямо связаны с режимами резания при обработке (глубиной резания). Поэтому более употребительными и удобными для практического использования считают припуски на сторону.
Понятие двухстороннего припуска чаще всего относится к обработке цилиндрических поверхностей и тогда оно равнозначно понятию припуска на диаметр. С другой стороны, численные значения припуска прямо связаны с режимами резания при обработке (глубиной резания). Поэтому более употребительными и удобными для практического использования считают припуски на сторону.
Назначение припусков на механическую обработку представляет собой важную задачу, поскольку от их численных значений зависит эффективность технологического процесса и качество обрабатываемых поверхностей. В реальном проектировании надо стремиться к тому, чтобы назначенные припуски были минимально необходимыми и достаточными. Из первого условия следует, что припуски не должны быть чрезмерно большими, для того чтобы не удорожать обработку. По второму условию припуски должны гарантировать качественное изготовление деталей по всем параметрам точности и состоянию поверхностного слоя
В технологии машиностроения различают два подхода к назначению припусков на механическую обработку: опытно-статистический и расчётно-аналитический.
Сущность опытно-статистического метода (представленного в данном справочном пособии) состоит в том, что численные значения общего припуска и его распределение по операционным составляющим осуществляют по нормативным таблицам в зависимости от методов получения заготовок, геометрических форм и конструктивных размеров деталей. В этих случаях припуски оказываются безусловно гарантированными, но в то же время несколько завышенными. С таким положением практические работники соглашаются и ищут пути компенсации затрат на удаление больших припусков в интенсификации механической обработки.
Припуски на разрезку, Припуски на механическую обработку алюминиевых отливок,
Припуски на механическую обработку оловянистых, бронзовых отливок,
Припуски на механическую обработку чугунных и стальных отливок
Припуски и предельные отклонения для поковок типа дисков
Припуски и предельные отклонения для гладких поковок
Припуски на механическую обработку отливок из серого чугуна
Припуски на обтачивание валов
Припуски на растачивание отверстий
Припуски на шлифование валов
Припуски на шлифование отверстий
Припуски для поковок с уступами
Припуски для поковок с отверстиями
Припуски на механическую обработку отливок из цветных сплавов
Припуски на механическую обработку стальных фасоных отливок
Припуски на штамповки
ТАБЛИЧНЫЙ МЕТОД РАСЧЕТА РЕЖИМА РЕЗАНИЯ
ПРИ ТОЧЕНИИ
Выбор марки инструментального материала, сечения державки резца и геометрических параметров режущей части инструмента
1. Выбирают и обосновывают в зависимости от марки обрабатываемого материала марку инструментального материала. Для токарных резцов рекомендуется применять твердые сплавы или минералокерамику, так как они обеспечивают значительно большую производительность обработки по сравнению с быстрорежущими сталями. Статистика показывает, что в металлообрабатывающей промышленности на долю твердосплавного инструмента приходится 70 %объема снятой стружки (табл. П. 1.3, П. 1.4 или ).










2. Выбирают форму заточки передней поверхности резца в зависимости от марки обрабатываемого материала и его прочностных свойств, жесткости технологической системы, характера выполняемой операции и необходимости завивания и дробления стружки.
3. Выбирают размеры поперечного сечения державки резца, исходя из паспортных данных станка. Выбранные размеры округляют до ближайших меньших стандартных размеров, приведенных в справочной литературе или в табл. П. 2.1–П. 2.11.
4. Выбирают геометрические параметры режущей части инструмента (табл. П. 2.1–П. 2.11 или ).
При токарной обработке используются как резцы общего назначения (табл. П. 2.1–П. 2.8), так и резцы с МНП (табл. П. 2.9–П. 2.12).
2.2. Выбор глубины резания и числа проходов
При выборе глубины резания необходимо стремиться снять весь припуск за один проход и лишь при чистовой и отделочной обработке припуск снимается за два и более проходов.
Например, при черновой обработке с шероховатостью поверхности до мкм весь припуск следует снимать за один проход, т.е. . При получистовой обработке от 10 до 40 мкм припуск мм следует снимать за один проход, т.е. . Если же припуск более 2 мм, то обработку производят за два прохода.
При проектировании технологических процессов рекомендуется выбирать значения параметров шероховатости из числа предпочтительных значений, принятых ГОСТ 2789-73 и приведенных в табл. 2.1 или прил. 10.
Таблица 2.1
Предпочтительные значения шероховатости
| Область применения | Значение Rz , мкм | Значение Rа , мкм |
| Отделочная и доводоч- ная обработка | 0,025 | — |
| 0,05 | 0,012 | |
| 0,1 | 0,025 | |
| 0,2 | 0,05 | |
| 0,4 | 0,1 | |
| 0,8 | 0,2 | |
| Чистовая и получистовая обработка | 1,6 | 0,4 |
| 3,2 6,3 12,5 | 0,8 1,6 3,2 | |
| 25,0 | 6,3 | |
| Предварительная (черновая) обработка | 50 | 12,5 |
| 100 | 25 | |
| 200 | 50 | |
| 400 | 100 |
2.3. Выбор подачи
Подача назначается с учетом требований к шероховатости обработанной поверхности, радиуса при вершине резца r
, марки обрабатываемого материала, жесткости технологической системы (табл. П. 3.1–П. 3.11 или ).
Величина подачи уточняется по станку; берется ближайшая меньшая подача.
Выбранная величина подачи проверяется по прочности пластинки твердого сплава или минералокерамики, для чего находится тангенциальная составляющая силы резания Рz
при выбранном режиме резания и сопоставляется с силой резания, допустимой прочностью пластинки для заданных условий обработки. Если фактическая силаРz не превышает допустимой, то подача выбрана правильно, в противном случае выбранную подачу необходимо уменьшить.
2.4. Расчет скорости резания
Скорость резания (м/мин): при наружном продольном и поперечном точении и растачивании рассчитывают по эмпирической формуле
, (2.1)
а при отрезании, прорезании и фасонном точении – по формуле
. (2.2)
Среднее значение стойкости Т
при одноинструментальной обработке 30–60 мин. Значения коэффициентаСV показателей степених ,у иm приведены в справочной литературе , табл. П. 3.12.
Коэффициент КV
является произведением коэффициентов, учитывающих влияние материала заготовкиК МV , состояния поверхностиК ПV , материала инструментаК ИV , СОТСКV СОТС (табл. П. 3.12–П. 3.20, П. 9.1–9.7).
При многоинструментальной обработке и многостаночном обслуживании период стойкости увеличивают, вводя соответственно коэффициенты К
ТИ иК ТС, угол в плане резцовК φ и радиуса при вершине резцаКr , табл. П. 3.19.
Оптимальную скорость резания V
0 при точении выбирают из или подсчитывают по формулам (1.1–1.7).
После окончательного выбора или расчета скорости резания, с учетом всех поправок, произвести сравнительный анализ их величин и в дальнейших расчетах использовать наибольшую из них.
Определяют число оборотов шпинделя
, об./мин, (2.3)
где D
– диаметр обрабатываемой поверхности, мм.
Число оборотов шпинделя уточняется по станку (для универсального оборудования) и рассчитывается уточненная скорость резания.
Расчет припусков на механическую обработку
Контрольная работа
Расчет припусков на механическую обработку
Предметом анализа является ступица, изготовленная из стали 45. Длина детали 225 мм. Деталь образованна тремя поверхностями: двумя цилиндрическими Ø175 мм и Ø270 мм, длины которых 70 мм и 25 мм соответственно, и одной конической длиной 130 мм под углом 14˚. На диаметре 225 мм имеются восемь сквозных отверстий цилиндрической формы диаметром 20 мм, расположенных относительно друг друга под углом 45˚±0,01´. На всей длине ступицы имеется сквозное отверстие переменного сечения.
Общий припуск на обработку – слой материала, удаляемый с поверхности исходной заготовки в процессе механической обработки с целью получения готовой детали.
Операционный припуск на обработку – слой материала, удаляемый с заготовки при выполнение одной технологической операции. Операционный припуск равняется сумме промежуточных припусков, т.е. припуски на отдельные переходы, входящие в данную операцию.
Различают:
– минимальный промежуточный припуск – разность наименьшего предельного размера до обработки и наибольшего предельного размера после обработки;
максимальный – разность наибольшего предельного размера после обработки и наименьшего предельного размера после обработки на данной операции:

Припуски на механическую обработку
номинальный – сумма минимального припуска и допуска на обработку заготовки на предшествующей операции.
Расширение допуска на предыдущей операции вызывает увеличение припуска на обработку для последующей операции.
Допуск припуска – разность между максимальным минимальным значением размера припуска.
Расчетно-аналитический метод (метод В.М. Кована) определение припусков позволяет учесть конкретные условия выполнения технологического процесса. Согласно этому методу промежуточный припуск должен быть таким, чтобы при его снятии устранились погрешности обработки и дефекты поверхностного слоя, полученные на предыдущих технологических переходах.
Минимальный промежуточный припуск:
Где , – высота микронеровности поверхности и глубина дефектного слоя, полученные на предшествующем переходе;
– пространственное отклонение расположения обрабатываемой поверхности относительно базовых поверхностей заготовки;
– погрешность установки детали на выполняемом переходе.
По номинальному значению припуска определяются номинальное (расчетное значение) на сторону для всех переходов (кроме первого) по формуле:
Где – допуск на размер предшествующего перехода.
Для первого перехода значение номинального припуска равно:
а. для наружных поверхностей
б. для внутренних поверхностей
Где , – нижнее и верхнее предельное отклонения размера заготовки.
Припуски на механическую обработку:
Формула расчета пространственных отклонений:
Вычисляем =
Где =4 – кривизна
l – длинна заготовки
=4·139=556 мкм =0,556 мм
=0,3 мм
=
Где TD = 1,2 мм – допуск на диаметральный размер заготовки.
=мм
мм
Найдем пространственные отклонения после черновой обработки:
После чистовой обработки:
Для дальнейших переходов примем р=0.
Качество поверхностей поковок, изготовляемых штамповкой, характеризуется следующими величинами: Rz=160 мкм, h=200 мкм.
Обработка вала ведется в центрах, поэтому =0 для всех переходов, поэтому
z
Составляем расчетную карту (таблица 1)
Определяем минимальные припуски:
z=2 (25+25+2,5)=104,4 мкм
z=2 (50+50+44)=288 мкм
z=2 (160+200+740)=2200 мкм
Определяем номинальные припуски:
z=104,4+70=174,4 мкм
z=288+180=468 мкм
z=2200+600=2800 мкм
Все расчеты заносим в таблицу 1.
припуск технологический деталь кован
Таблица 1
Элементарная поверхность детали и технологический маршрут ее обработки | Элементы припуска, мкм | Допуск, мкм | Операционный размер, мм | Полученные предельные припуски, мкм | |||||
Rz | h | p | έ | Zмин | Zном | ||||
Заготовка | 160 | 200 | 740 | 14 | +800 -400 | 19,084– | |||
Точение: черновое | 50 | 50 | 12 | 0 -180 | 16,4822002600 |
Чистовое Тонкое 25 5 25 10 2,2 0 0 0 10 9 0 -70 16,16
16288 104,4468 174,4 |
Величина припусков на швы
Для массового производства или стандартной фигуры, или проверенной выкройки, которую вы уже знаете, что она вам подходит, ширина шва при стачивании или припуск на швы при раскрое следующий:
Таблица припусков на швы для массового пошива.
Почему я даю вам припуски при массовом пошиве? Я работала с коллегой в школе, которая начала шить, работая на фабрике массового пошива. Это была ее школа шитья. И она категорически отвергает все ручные работы и припуски на швы с «запасом». Так она обучает и учащихся девочек на уроках труда в школе. Я же училась в учебном заведении, ориентированном на индивидуальный пошив, и поэтому все работы у нас выполняются только с примеркой и с ручными временными строчками. Более того, я начала шить самоучкой, как писала о себе на сайте, и конечно, у меня свой опыт и шитья, и обучения, который я считаю правильным и наиболее качественным. Поэтому вы, столкнувшись с разным опытом работы, разными советами, должны понимать, откуда это, почему и выбрать свои предпочтения. При индивидуальном пошиве припуски на швы распределяются согласно таблице.








Таблица припусков на швы для индивидуального пошива.
таблица припусков на швы в индивидуальном пошиве
После примерки припуски по шву на спинке и по плечевому срезу можно подрезать до 1,0 см. В этой статье говорилось о припусках для плечевого изделия. Обычно, при изготовлении конкретного изделия указываются технологические условия: вид ткани, способы обработки швов согласно модели, и, конечно же, величина припусков на швы, например, припуски на швы для платья, припуски на швы ночной сорочки или юбки. Некоторые опытные закройщики кроят мужские брюки сразу, включая припуски на швы, и выкраивают детали по линиям кроя. Можно так делать, потому что мужские брюки шьют без примерки в силу стройности «мужских ножек». А вообще припуски при построении выкройки не учитываются, их прибавляют при раскрое. Каждый мастер делится своим опытом, поэтому вы можете столкнуться с самыми разными советами по размеру припусков на швы. Руководствуйтесь своим опытом: если вы еще работаете не уверенно, криво режете и шьете, то давайте припуски побольше, чтобы потом было что бесконечно выравнивать. Если рука держит ножницы более уверенно и машинка вас слушается, то лишние припуски только усложнят вам работу.
Совет.
Хочу обратить ваше внимание на работу с журналами мод. Есть журналы, в которых выкройки даны с припусками на швы
Это плохо
Плохо, потому что все припуски на всех участках даны одинаковые. Как правило, они по 1,5 см. Этого припуска по боковому срезу и низу изделия мало, а по линии горловины, бортам, пройме – много и очень много. Поэтому, мой совет: сразу срежьте на выкройке параллельно краю все припуски. В изделии осноравливать срезы будет куда сложнее
Это плохо. Плохо, потому что все припуски на всех участках даны одинаковые. Как правило, они по 1,5 см. Этого припуска по боковому срезу и низу изделия мало, а по линии горловины, бортам, пройме – много и очень много. Поэтому, мой совет: сразу срежьте на выкройке параллельно краю все припуски. В изделии осноравливать срезы будет куда сложнее.
Кроят симметричные детали, сложив ткань вдвое, лицевыми сторонами друг к другу, чтобы они были абсолютно одинаковыми. Ассиметричные детали и в массовом производстве, и в индивидуальном пошиве располагают в полный разворот на ткань лицевой стороной вниз.
И еще: как-то видела на форуме самодельное приспособление: два карандаша скреплены скотчем, чтобы один карандаш обводил контуры выкройки, а второй сразу очерчивал припуски. Много восторженных отзывов, но это тех женщин, которые только начинают шить. Как вы теперь поняли, это приспособление бесполезное.
В этой статье мы узнали, какие припуски ткани на швы нужно давать на разных конструктивных участках изделия и отчего это зависит.
Задавайте вопросы. Если статья была полезной, делитесь ею с друзьями в соцсетях, буду признательна за лайки. Подписавшись на новости, вы не пропустите новые уроки, а также получите полезную книгу в подарок «Швейная машинка домашнего использования».
С любовью, Ольга Злобина
Оборудование, материаловедение, механика и …
Статьи Чертежи Таблицы О сайте Реклама
Припуски на подрезание торцов и уступов (в мм)
ПРИПУСКИ НА ПОДРЕЗАНИЕ ТОРЦОВ И УСТУПОВ
Величины припусков на подрезание торцов и уступов в зависимости от диаметра и длины обрабатываемой детали указаны в табл. 68.
Припуски на чистовое подрезание торцов и уступов. Шлифование торцов Размеры в мм
Припуски на черновое и чистовое обтачивание цилиндрических поверхностей, подрезание торцов и уступов в зависимости от диаметра и длины обрабатываемой заготовки указаны в табл. 3.14 — 3.17, а также в табл. 3.44 для обработки резцами из природных алмазов, карбонадо, эльбора-Р, композита 05 и гексанита- .
| Таблица 24 Припуски на чистовое подрезание торцов и уступов |
Припуски на длину при черновом подрезании торцов и уступов
Заготовку переставляют и обрабатывают коренную шейку 60 3 до диаметра 65 мм в размер 182 мм от торца уступа первой коренной шейки (рис. 261, в) при этом оставляют припуск на подрезание уступов.
Решение. Устанавливаем структуру операции. В первой токарной операции, производимой с использованием гидрокопировального суппорта модели ГС-1 или другой, выполняем последовательно обтачивание поверхностей 4, 7, 5, б и 2. Ввиду значительного припуска на поверхности 4, достигающего 53,77 мм на диаметр (100—46,23), обработку следует вести в пять проходов (/ =5 мм). Схема удаления припуска показана на рис. 14.5. Во вторую операцию или во вторую установку этой же операции, выполняемую без использования гидрокопировального суппорта или при его отключении, вошло следующее содержание работ обтачивание поверхности I и подрезание торца уступа 5. Подробная запись содержания первой из этих операций приведена в табл. 14.5.
При наличии гидрокопировального или электрокопироваль-ного устройства (рис. 159) обработку всех поверхностей уступов с одной стороны можно вести по шаблону или по эталону с автоматической подачей. Одновременно вытачивают канавки резцами, установленными в обычном резцедержателе. Если заготовка предварительно обработана и припуск на подрезание торца небольшой, можно объединить подрезание торца и вытачивание канавки в совмещенный переход, используя для обработки резец Сельцова (рис. 160).
Выбор той или иной схемы определяется подсчетом машинного и вспомогательного времени обработки. При этом обычно возникает вопрос что выгоднее — сначала подрезать ступени, а потом обтачивать их начисто или производить чистовую обработку в обратной последовательности После подрезания всех уступов отпадает необходимость измерения длин шеек при их чистовой обработке, что является преимуществом такого порядка работы. Неудобство этого метода заключается главным образом в том. что при срезанном припуске по длине пробные стружки при установке резца на размер приходится снимать с участка шейки, который должен остаться неповрежденньш на готовом валу. В случае ошибки нри установке резца на размер концевая часть шейки может оказаться меньшего диаметра, чем это требуется по чертежу. При обтачивании шеек до подрезания полученные при установке на стружку уступы будут срезаны при подрезании торцов. Очевидно, целесообразнее все-таки сначала обтачивать, а затем подрезать последовательно торцы каждой ступени.
Проходным отогнутым резцом (рис. 6.2) можно выполнять подрезку торца при поперечной подаче 5г и о(5тачивание при продольной подаче 5 резца. Проходным упорным резцом (рис. 6.3) можно подрезать торцы и обтачивать уступы при продольной подаче 5 . Резцы для подрезания торцов должны устанавливаться точно по оси детали, иначе на торце ее остается выступ. При большом диаметре торцовой поверхности припуск снимают с поперечной подачей 5г за несколько рабочих ходов. Уступы более 2—3 мм подрезают проходными резцами в несколько приемов. Сначала образуется уступ при продольной подаче 5ь а затем он подрезается при поперечной подаче (рис. 6.4).
Смотреть страницы где упоминается термин Припуски на подрезание торцов и уступов: Смотреть главы в:
Справочник молодого токаря Издание 2 -> Припуски на подрезание торцов и уступов
Справочник молодого токаря Издание 2 -> Припуски на подрезание торцов и уступов
Подрезание
Подрезание торцов и уступав
Подрезание торцов и уступов
Подрезание торцов и уступов чистовое — Припуски
Уступы
Уступы Припуски
Шаг торцовый