Классификация литьевых машин
По виду перерабатываемого полимера машины делятся на термопластавтоматы (для переработки термопластичных материалов), реактопластавтоматы (для переработки термореактивных материалов), машины для литья изделий из резиновых смесей. В задачи данного учебного пособия входит описание методики выбора термопластавтоматов.
По назначению литьевые машины разделяют на универсальные, специальные, лабораторные и машины для микролитья.
Универсальные машины предназначаются для производства самого широкого ассортимента изделий, их конструкция предусматривает удобство и быстроту замены литьевых форм, а система управления позволяет менять в широких пределах технологические параметры литья. Схема одного из возможных вариантов конструкции универсальной машины представлена на рис. 1. Основные компоненты литьевой машины – узел пластикации и впрыска, узел смыкания форм и компоненты привода, включая систему электроуправления.
Специальные машины создаются для производства узкой номенклатуры близких по конструкции изделий и, как правило, включают в себя дополнительные узлы, не свойственные универсальным машинам. Достаточно часто
эти машины предназначаются для производства только одного вида изделия. В ряде случаев специальные машины являются составной частью сложных автоматизированных технологических линий. Иногда они используются для осуществления «нестандартных» технологий литья под давлением (табл. 1).
-269130-41689
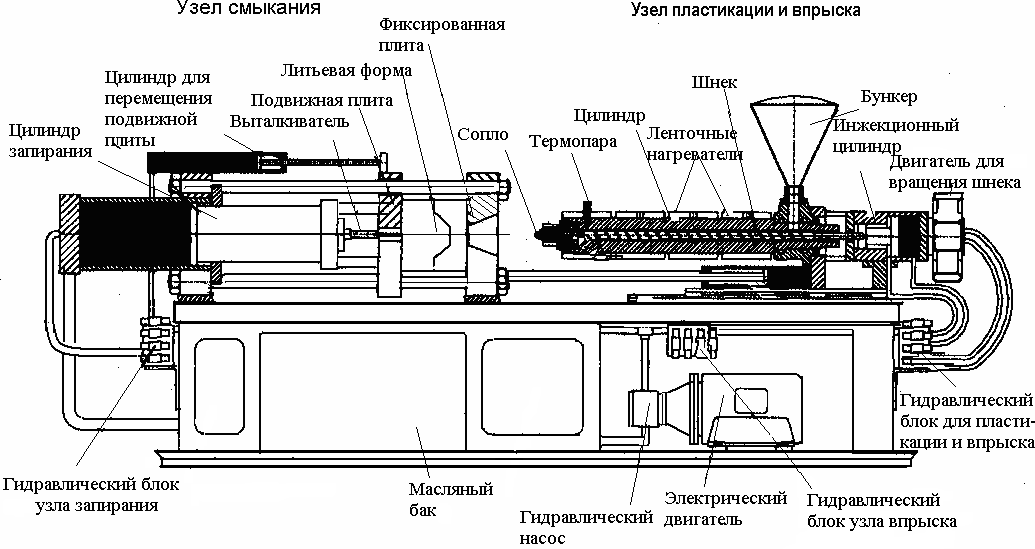
Рис. 1 Схема одного из возможных вариантов конструкции универсальной машины
Таблица 1
Эффективность производства отливок и область их применения
Учитывая опыт производства отливок под давлением, можно отметить следующие его преимущества:
1. Возможность изготовления отливок значительной площади с малой толщиной стенок (менее 1 мм).
2. Возможность повышения качества отливок: отливка получается с высокой точностью размеров и низкой шероховатостью поверхности; практически не требует обработки резанием; механические свойства отливок получаются достаточно высокими.
3. Возможность многократного использования металлической пресс-формы. При этом сборка формы и извлечение из нее готовой отливки выполняются машиной, а процесс получения отливки является малооперационным. Указанные обстоятельства и высокая скорость затвердевания отливки в пресс-форме делают процесс литья под давлением одним из самых высокопроизводительных литейных процессов и создают предпосылки для полной автоматизации данного производства.
4. Значительное улучшение санитарно-гигиенических условий труда вследствие устранения из литейного цеха формовочных материалов, меньшее загрязнение окружающей среды.
Наряду с указанными преимуществами литье под давлением имеет и ряд недостатков, в том числе следующие:
1. Габаритные размеры и масса отливок ограниченны мощностью машины (усилием, развиваемым механизмом запирания).
2. Высокая стоимость пресс-формы, сложность и трудоемкость ее изго-товления, ограниченная стойкость, особенно при литье сплавов черных металлов и медных сплавов, что снижает эффективность процесса и ограничивает область его использования. Повышение стойкости пресс-форм является одной из важных проблем, особенно при литье сплавов, имеющих высокую температуру плавления. Удлинение срока службы пресс-форм повышает эффективность производства, позволяет расширить номенклатуру сплавов, из которых могут быть получены отливки под давлением.
3. Трудности изготовления отливок со сложными полостями, поднутрениями, карманами.
4. Наличие в отливках газовоздушной и усадочной пористости, которая снижает механические свойства материала отливок, их герметичность, ограничивает возможности изготовления отливок из сплавов, упрочняемых термической обработкой. Устранение газовоздушной и усадочной пористости отливок является одной из важных проблем, решение которой позволяет расширить область применения этого перспективного технологического процесса, повысить эффективность его использования.
5. Наличие напряжений в отливках при усадке из-за неподатливости пресс-формы также ограничивает номенклатуру сплавов, из которых могут быть изготовлены отливки данным способом.
С учетом преимуществ и недостатков способа литья под давлением определяется рациональная область его использования. Вследствие высокой стоимости пресс-форм, сложности оборудования, высокой производительности литье под давлением экономически целесообразно применять в массовом и крупносерийном производстве точных отливок с минимальными припусками на обработку резанием из алюминиевых, цинковых, магниевых и медных сплавов, а в некоторых случаях специальных сплавов и сталей.
Этот процесс с полным основанием может быть отнесен к малооперационным и практически безотходным технологиям, так как литники и облой подвергают переплавке, а отходы в стружку малы. Наивысшие экономические показатели достигаются при изготовлении отливок под давлением на машинах с горячей камерой прессования.
Источник
Оборудование для литья под давлением
Центральным узлом любого оборудования, предназначенного для литья пластика под давлением, является пресс-форма, от качества которой довольно сильно зависит качество готовой продукции. Кроме пресс-форм требуются также средства подготовки и подачи сырья, подогрева и поддержания температуры, подачи расплава в пресс-форму, постепенного охлаждения пресс-формы, заполненной под давлением исходным материалом, а также средства механизации и автоматизации процесса, облегчающие работу, увеличивающие ее производительность и повышающие качество готовой продукции. В зависимости от конкретных условий, указанный комплект может быть полным, включающим в себя все перечисленное и даже более, или неполным, ограничивающимся пресс-формой и минимумом навесного оборудования.








Надо сказать, соответствующее оборудование (машины для литья под давлением) изготавливается в современном мире самое различное, поэтому познакомиться со всем его многообразием нет никакой возможности. Но, как пример, мы можем рассмотреть чуть подробнее саму процедуру литья под давлением. Упрощенно сам принцип этой технологии выглядит примерно так:
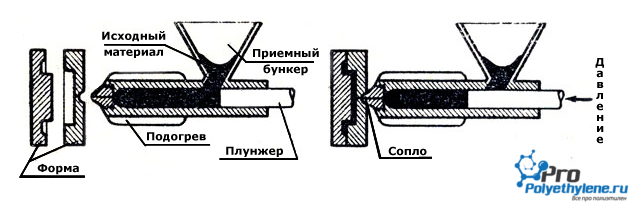
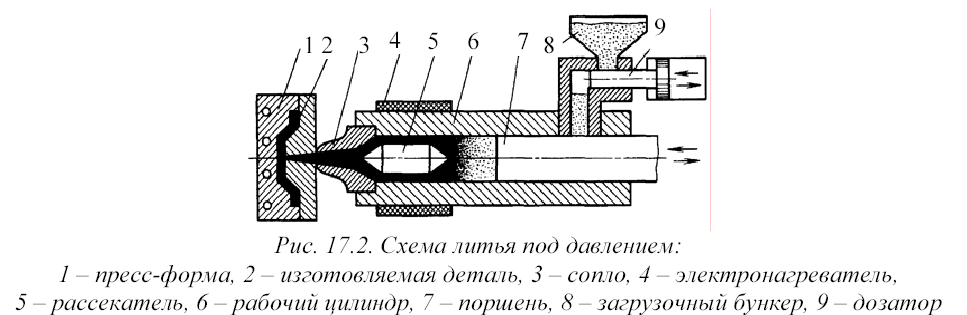
Рисунок: слева – исходный пласт-порошок поступает в цилиндр, справа – процесс прессования.
Порошок полимера (например, полиэтилена) подается через приемный бункер литьевого аппарата в цилиндр, в котором под воздействием подогрева расплавляется. После этого цилиндр примыкает своим соплом к собранной форме, а плунжер от воздействия подаваемого на него давления перемещает расплавленный материал влево (см.рис.), заполняя им полость формы. В итоге объем формы заполняется расплавленным полимером, после чего плунжер убирается в крайнюю правую позицию (см.рис). После этого расплаву дается возможность остыть, тем самым образовав готовое твердое изделие. После достаточного остывания форма разделяется, и из нее вынимается готовое изделие. Далее весь цикл начинается заново.
Таким образом, в данном технологическом процессе можно условно выделить такие фазы:
- дозируется исходный материал и далее отмеренная доза загружается в рабочий цилиндр;
- плавление исходного материала;
- подача (как правило, путем впрыска) расплавленного исходного пластика в сцепленную форму;
- выдерживание пластика в форме под давлением в течение необходимого времени;
- охлаждение достигшего заданной формы изделия во всем объеме;
- разделение формы с удалением из нее уже готового изделия.
Температуру пластикации материала необходимо поддерживать на уровне, превышающем температуру текучести пластика на 10 – 20°С. Если поднять значение температуры еще выше, то уменьшится вязкость расплава, а значит, облегчатся условия формовки изделия, повысится производительность процесса, однако одновременно с этим резко увеличивается и скорость старения пластика, что недопустимо.
Рабочую температуру формы следует держать несколько ниже температуры размягчения пластика, однако слишком заниженное ее значение может стать существенной преградой для нормального заполнения формы во время впрыска расплавленного пластика. Ввиду противоречивости требований выбрать оптимальное значение температуры проще всего экспериментально. Время изготовления готового изделия определяется суммой времен подачи порошка, его плавления, впрыскивания расплавленного материала внутрь полости формы, выдержки заготовки под необходимым давлением, охлаждения.
Выдержка изделия под давлением должна заканчиваться, как только застынет расплав во впускных каналах формы. Требуемая продолжительность времени зависит от свойств конкретного пластика, от температуры расплавленного пластика, от температуры формы, от свойств литниковой системы. Длительность охлаждения зависит от степени нагрева материала и формы, объемом изделия. Именно это время (длительность охлаждения) вносит самый большой вклад в общую длительность цикла.
Наибольшая доля отходов при литье под низким давлением – это пластик, застывший в литниках. Однако все отходы литья, осуществляемого по данной технологии, могут быть использованы повторно.
Примеров подобного оборудования в Интернете можно найти множество в силу распространенности как полиэтилена, так и технологий его получения и применения, например, видео процесса литья под давлением вы можете увидеть ниже.
https://youtube.com/watch?v=iaDOjuoOZxI
Общая информация #Литье металлов_иннов_описание
2.1 Описание назначения #Литье металлов_иннов_назначение
Литьём под давлением изготавливают:
- детали автомобильных двигателей (в том числе алюминиевые блоки, детали карбюраторов);
- детали сантехнического оборудования;
- детали бытовых приборов (пылесосы, стиральные машины, телефоны);
- детали приборов
- детали кораблей
- детали самолетов
- детали для аэрокосмической промышленности
- детали автомобилей
- корпуса электродвигателей
- детали для энергетической промышленной
- деталей для централизованного отопления квартир и домов
Также литьё под давлением используется при производстве компьютеров, смартфонов и прочей электроники.
Практически любую деталь из алюминия можно отлить на машинах литья под давлением. Поскольку при литье под давлением можно получить детали с высокими допусками по пористости и плотности изделия.
2.2 Используемые материалы #Литье металлов_иннов_материалы
Способ литья под давлением применяется для сплавов цветных металлов (на основе цинка, алюминия, меди, магния, сплав олово-свинец) из-за их низкой температуры плавления, а также для некоторых сталей.Важнейшее свойство металла, который предполагается использовать для литья, – его текучесть. Сплав в расплавленном виде должен максимально легко перетекать из одного тигля в другой, заполняя при этом его мельчайшие выемки. Чем выше текучесть, тем тоньше стенки можно сделать у готового изделия. С металлом, который растекается плохо, намного сложнее. В обычных условиях он успевает схватиться значительно раньше, чем заполнит все промежутки формы. Именно с этой сложностью промышленники сталкиваются, когда выполняют литье сплавов металлов.Наиболее востребованными в промышленности являются металлы, имеющие низкую температуру плавления, так как их производство менее затратное. Чем ниже температура плавления материала, тем легче производится его отливка.
2.3 Описание технологического процесса #Литье металлов_иннов_процессы
Современное литейное производство кроме традиционной технологии заливки жидкого металла в песчаные формы применяют и другие высокотехнологичные, производительные способы литья:
- вакуумный;
- центробежный;
- под давлением;
- центробежный;
- оболочковый;
- многократный;
- ртутный;
- по выплавляемым моделям;
- электрошлаковый.
Чаще всего сегодня в промышленных масштабах используются следующие технологии производства:
- в металлические формы (коколь);
- статическое литье;
- отливка под давлением;
- в оболочковые формы;
- в выплавляемые модели.
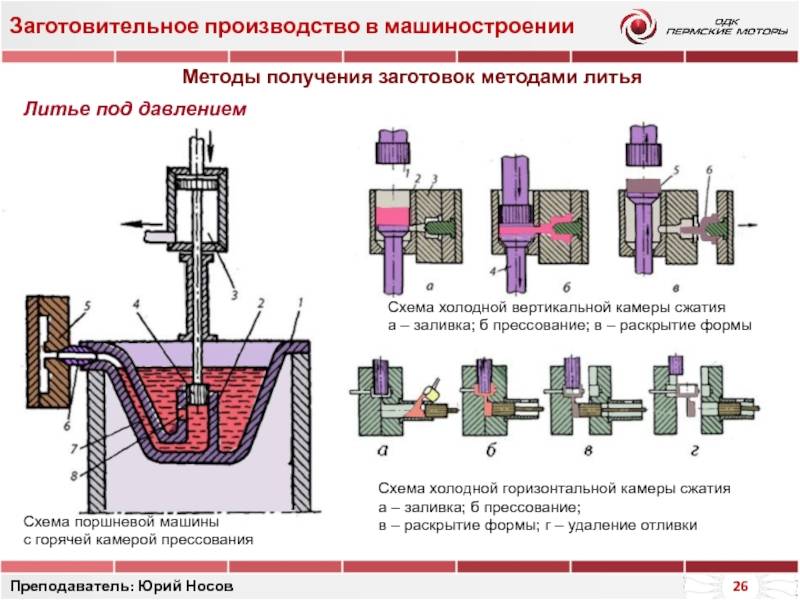
Отливка под давлением
- Первый этап, это раскрытие пресс-формы и смазка. Это необходимо для того, чтобы готовая отливка легко отходила от полостей пресс-формы и металл в поршне не застывал до того, как он будет запрессован. Также образуется пленка, которая помогает стабилизировать температуру и защищает поверхность пресс-формы, что увеличивает срок службы оснастки.
- Второй этап, это смыкание пресс-формы. Усилие смыкания пресс-формы эта та характеристика, которая по современной классификации дает название всей машине, то есть например если у машины литья под давлением название C300D, то ее усилие смыкания 3000 кило-Ньютонов или 300 тонн и она является аналогом машины литья под давлением 711А08 по Советской классификации. Другими словами такая машина способна сдержать металл, который создает усилие, стремящееся раскрыть пресс-форму в триста тонн.
- Третий этап, это заливка металла в поршень. После смазки пресс-формы и поршня рабочий зачерпывает из печи необходимое количество металла и заливает его в горловину поршня.
- Четвертый этап, это запрессовка металла. Поршень под воздействием пневматики, в которую как правило закачан азот, совершает поступательное движение и закачивает метал в камеру прессования.
- Пятый этап, это снятие готового изделия.
2.4 Серийность (#Литье металлов_иннов_серийность)
Данный метод изготовления заготовок отличается высокой производительностью. Но иногда чтобы переналадить линию для выпуска новой заготовки требуется вложить значительные средства, так как оборудование и оснастка очень дорогие (литье металлов под давлением).
Выбор материалов
Сегодня в нашем распоряжении оказалось невероятное разнообразие полимеров в различными характеристиками. Два самых распространенных полимера в
производстве электроники
— поликарбонат (ПК / PC) и АБС-пластик (ABS /акрилонитрилбутадиенстирол).
Поликарбонат обладает гораздо более высокой устойчивостью к ударам и на вид кажется более качественным по сравнению с АБС. Однако ПК, конечно, дороже АБС.







Поликарбонат — самый популярный пластик в изделиях более высокого класса, его любят за прочность и эстетичный внешний вид.
Если качество поверхности имеет решающее значение для нового продукта, то лучше остановить свой выбор на ПК. Если же продукт рассчитан на низкую ценовую категорию, то лучше выбрать АБС.
Различные типы машин для литья под давлением
Существует три основных типа машин для литья под давлением. Это гидравлические, электрические и гибридные. Давайте обсудим каждую из них
1) Гидравлические машины для литья под давлением
Гидравлические машины для литья под давлением являются наиболее широко используемым типом машин для литья пластмасс под давлением. Они могут впрыскивать расплавленный пластик в форму под высоким давлением и быстро производить крупные детали. Эти машины также относительно просты в эксплуатации и обслуживании, что делает их хорошим выбором для предприятий, только начинающих литье под давлением. Однако у гидравлических машин есть и недостатки. Например, они обычно шумные
Кроме того, гидравлические машины требуют постоянного снабжения маслом под давлением, что может представлять опасность для окружающей среды. Несмотря на эти недостатки, гидравлические машины для литья под давлением остаются популярным выбором для предприятий, которым необходимо быстро и эффективно производить большое количество пластиковых деталей
2) Электрические машины для литья под давлением

Электрические термопластавтоматы – это другой тип термопластавтоматов, который становится все более популярным. Хотя их первоначальная стоимость выше, чем у гидравлических аналогов, они обладают рядом преимуществ, которые делают их стоящими инвестиций. Например, электрические машины более энергоэффективны, что приводит к снижению эксплуатационных расходов. Они также быстрее реагируют на изменения скорости и давления, что делает их идеальными для динамичных производственных процессов
Кроме того, электрические машины производят меньше шума и вибрации, что делает их более удобными в эксплуатации. Поскольку производители продолжают искать пути повышения эффективности и снижения затрат, электрические машины для литья под давлением, скорее всего, получат более широкое распространение
Гибридные машины для литья под давлением
Гибридные машины для литья под давлением – это новейшая разработка в области литья пластмасс под давлением. Гибриды сочетают в себе лучшие характеристики гидравлических и электрических машин. Эти машины более энергоэффективны, что позволяет экономить деньги на коммунальных платежах. Они также работают тише и производят меньше вибрации, что делает их идеальными для использования в помещениях с повышенным уровнем шума
Кроме того, гибриды обеспечивают большую точность и контроль, чем их гидравлические или электрические аналоги, что делает их идеальными для производственных приложений, требующих жестких допусков
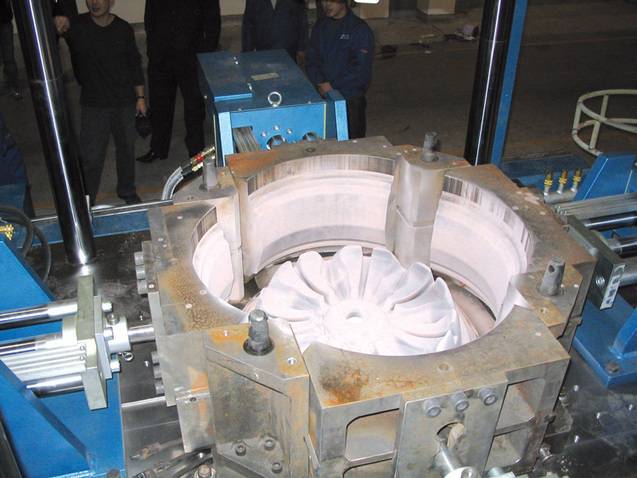
Точное литье
Точное литье по выплавляемым моделям — так называют и технологию, и саму конечную продукцию. Высокая точность литья обеспечивается тем, что в процессе подготовки формы нет необходимости извлекать из нее макет изделия. При использовании традиционного метода производство матрицы для отливки – сложный и весьма трудоемкий многоэтапный процесс. Особенно это актуально в случае отливки деталей сложной конфигурации, с выемками, впадинами и внутренними полостями.
Например, при отливке чугунной или медной вазы, имеющей переменную кривизну поверхности, приходится применять немало ухищрений. Так, сначала набивают нижнюю половину опоки, потом модель извлекают, переворачивают и трамбуют верхнюю половину. Модель приходится делать составной, ручки вазы выполняют из двух элементов, их вытаскивают через модельную полость в два приема — сначала нижний элемент, потом верхний. Все эти многочисленные переворачивания и протаскивания не могут положительно влиять на целостность поверхности формы и в конечном счете на точность соблюдения размеров отливки и качества ее поверхности. Кроме того, остается проблема точного совмещения частей опок и надежного крепления их друг к другу.
Изготовление литья по выплавляемым моделям лишено этих недостатков, оно не требует столь высокой квалификации модельщиков и существенно сокращает трудоемкость подготовительных к литью операций. Особенно ярко это проявляется при больших тиражах отливок.
Метод позволяет достигать 2-5-го класса точности по ГОСТ 26645-85. Это позволяет отливать такие высокоточные изделия, как турбинные лопатки, режущий инструмент, включая высокопроизводительные фрезы и сверла, ответственные высоконагруженные кронштейны, небольшие высоконагруженные детали транспортных средств, станков и других сложных механизмов.
Высокая точность соблюдения размеров и высокий класс поверхности сводят к минимуму потребность в дальнейшей механической обработке отливки, что позволяет экономить металл и снижать себестоимость продукции.
Литье в землю
Это самый ранний освоенный человечеством способ обработки металлов. Он освоен нашими предками одновременно с началом применения металлических изделий в качестве оружия, инструментов или утвари, то есть около 5 тысяч лет назад. Отливают расплавленный металл в подготовленную матрицу из смеси песка и глины. Самые ранние места обработки металлов как раз возникали там, где рядом размещались залежи металлов в виде самородков и россыпей. Характерный пример — всемирно известный своим чугунным кружевным литьем Каслинский завод на Урале.

Способ литья по выплавляемым моделям применяется для изготовления металлических изделий — как черных, так и цветных. И только для металлов, проявляющих повышенную склонность к реакции в жидкой фазе (таких как титан), приходится делать матрицы из других составов.
Производственный процесс литья в ПГС состоит из следующих фаз:
- изготовление модели;
- подготовка опоки;
- засыпка и уплотнение смеси в опоке;
- отливка металла;
- извлечение и очистка отливки.
Форма из ПГС — однократного применения. Чтобы достать готовое изделие, ее придется разбить. В то же время большая часть смеси доступна для вторичного применения.
В качестве материалов для ПГС применяют составы из преимущественно кварцевых песков различной зернистости и пластичных глин, содержание которых колеблется от 3 до 45 процентов. Так, например, художественные отливки производят с использованием смеси с 10-20 % содержанием глины, для особо крупных отливок содержание глины доводят до 25 %.
Применяют два подвида:
- Облицовочные смеси. Находятся на внутренней поверхности формы и взаимодействуют с расплавленным металлом. Должны быть жаростойкими, способными не разрушаться от разницы температур и возникающих вследствие этого напряжений. У таких смесей мелкое зерно, чтобы тщательно передать детали поверхности. Весьма значима и способность смеси к газопропусканию.
- Наполнительные смеси. Применяются для засыпки между облицовочным слоем и стенками опоки. Должны противостоять весу залитого металла, сохранять форму изделия и способствовать своевременному и полному отводу газов. Производятся из более дешевых сортов песка, подлежат повторному использованию.
Если же литьевые газы выходят не через массы формовочной смеси, а через литниковую систему, в отливке возникают дефекты, ведущие к браку.
Традиционная технология литья в землю детально проиллюстрирована в ленте А. Тарковского «Андрей Рублев». В новелле «Колокол» юноша Бориска, сын умершего мастера, по сюжету возглавляет литейную артель и отливает церковный колокол.







Варианты [ править ]
Акурад править
Acurad – это процесс литья под давлением, разработанный General Motors в конце 1950-х и 1960-х годах. Название является аббревиатурой от «точный, надежный и плотный». Он был разработан для сочетания стабильного заполнения и направленного отверждения с коротким временем цикла традиционного процесса литья под давлением. В этом процессе были внедрены четыре прорывных технологии для литья под давлением: термический анализ , моделирование потока и заполнения, термически обрабатываемые отливки с высокой степенью целостности и литье под давлением с непрямым давлением (пояснения ниже).
Термический анализ был первым из всех процессов литья. Это было сделано путем создания электрического аналога тепловой системы. Поперечное сечение штампов было нарисовано на бумаге Teledeltos, а затем на бумаге были нанесены тепловые нагрузки и схемы охлаждения. Водные линии были представлены магнитами разного размера. Теплопроводность была представлена обратной удельного сопротивления бумаги.
В системе Acurad использовалась нижняя система заполнения, которая требовала стабильного фронта потока. Использовались логические процессы мышления и метод проб и ошибок, потому что компьютерного анализа еще не существовало; однако это моделирование было предшественником компьютеризированного моделирования потока и заполнения.
Система Acurad была первым процессом литья под давлением, который позволил успешно отливать алюминиевые сплавы с низким содержанием железа, такие как A356 и A357 . В традиционном процессе литья под давлением эти сплавы припаиваются к матрице. Точно так же отливки Acurad могут подвергаться термообработке и соответствовать военной спецификации США MIL-A-21180-D .
Наконец, в системе Acurad использовалась запатентованная конструкция поршня с двойным выстрелом. Идея заключалась в использовании второго поршня (расположенного внутри первичного поршня) для приложения давления после частичного затвердевания дроби по периметру литейной полости и гильзы дроби. Хотя эта система была не очень эффективной, она заставила производителя машин Acurad, Ube Industries , обнаружить, что столь же эффективно прикладывать достаточное давление в нужное время позже в цикле с помощью первичного поршня; это непрямое литье под давлением.
Без пор править
Когда в отливке недопустима пористость, используется беспористый процесс литья . Он идентичен стандартному процессу, за исключением того, что кислород вводится в матрицу перед каждым выстрелом, чтобы удалить воздух из полости формы. Это вызывает образование мелкодисперсных оксидов, когда расплавленный металл заполняет матрицу, что практически устраняет газовую пористость. Дополнительным преимуществом этого является большая сила. В отличие от стандартных отливок под давлением, эти отливки можно подвергать термообработке и сварке . Этот процесс можно проводить на сплавах алюминия, цинка и свинца.
Литье под высоким давлением под вакуумом править
При вакуумном литье под высоким давлением , также известном как вакуумное литье под высоким давлением (VHPDC) , вакуумный насос удаляет воздух и газы из полости матрицы и системы подачи металла до и во время впрыска. Литье под вакуумом снижает пористость, позволяет проводить термообработку и сварку, улучшает чистоту поверхности и может повысить прочность.
Прямой впрыск подогреваемого коллектора править
Литье под давлением с прямым впрыском с подогревом , также известное как литье под давлением с прямым впрыском или литье под давлением без ротора , представляет собой процесс литья под давлением цинка, при котором расплавленный цинк проталкивается через нагретый коллектор, а затем через мини-форсунки с подогревом, которые ведут в отливку. полость. Этот процесс имеет преимущества, заключающиеся в более низкой стоимости детали за счет уменьшения количества брака (за счет исключения литников, литников и направляющих) и экономии энергии, а также лучшего качества поверхности за счет более медленных циклов охлаждения.
Полутвердые править
В полутвердом литье под давлением используется металл, который нагревается от температуры ликвидуса до температуры солидуса или эвтектики, так что он находится в «мягкой области». Это позволяет создавать более сложные детали и более тонкие стены.