Необходимое оборудование
Чтобы изготовить алюминиевые детали разного назначения с высокой точностью под давлением, потребуется специальное оборудование: автоматическая машина и прочные пресс-формы. Для литья алюминия их обычно делают на основе стальных сплавов.
Их поверхность отливки должна быть почти идеальной, не допускаются никакие искажения геометрической конфигурации и размера. Пресс-форма должна быть оснащена механизмом, благодаря которому из нее готовую деталь можно будет извлечь без труда. Помимо этого, в ее составе должны присутствовать и подвижные стержни из металла, с помощью которых образуются внутренние полости заготовок.
Будущим изделиям, которые вы будете заливать в специальные формы, потребуется придать ту или иную конфигурацию, которые преимущественно зависят от самих форм. В таком литейном процессе также используются специализированные машины и прочее оборудование.
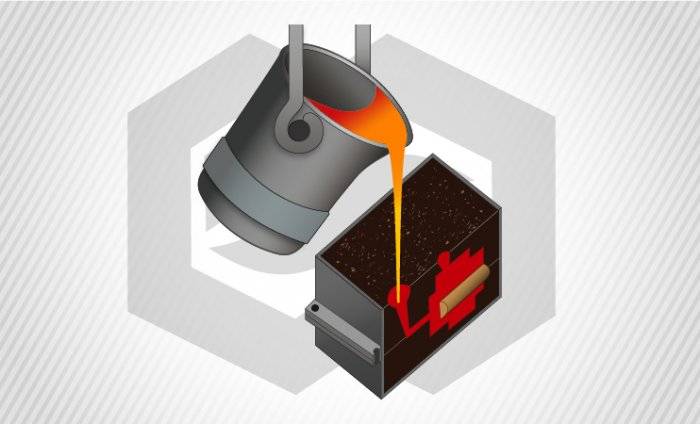
Литейные машины могут иметь холодную или горячую камеру, в которой осуществляется процесс прессования форм. Обычно машины с горячей камерой для плавки металла применяются для изготовления сплавов преимущественно на основе цинка. Нужное давление в них нагнетается благодаря применению поршня или сжатого воздуха. Под давлением расплавленная смесь медленно вытесняется вовнутрь предварительно приготовленных пресс-форм.
А машины, где применяют холодное давление, в основном используются тогда, когда потребуется сделать отливки с добавлением медных и магниевых сплавов. Расплавленная смесь в таком случае в процессе литья попадает вовнутрь форм под очень большим давлением, иногда оно может составлять около 700 мегапаскаль.
Благодаря литью под давлением можно в плане производительности достичь высоких показателей, также не нужно будет детали подвергать дополнительно механической обработке. Машины отличаются по моделям в зависимости от своих рабочих параметров.
Производство форм
Специальные литейные машины в домашних условиях практически не используются. Это не целесообразно не только в отношении больших затрат на их приобретение, но и потому что процесс достаточно сложный в техническом плане. А еще оборудование, которое работает под давлением, очень габаритное.
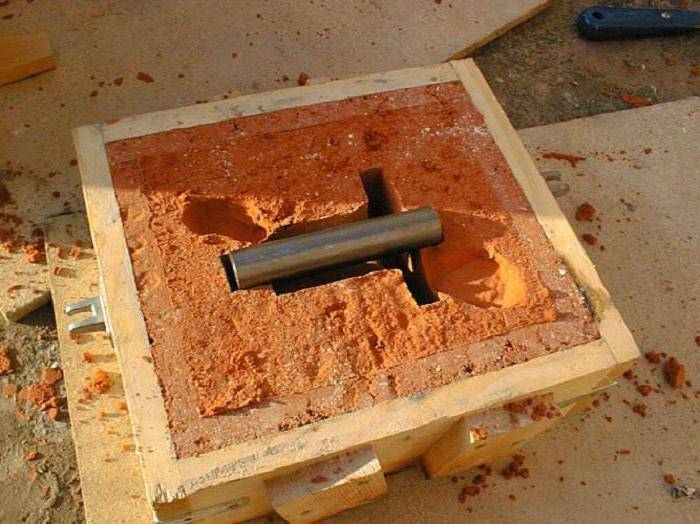
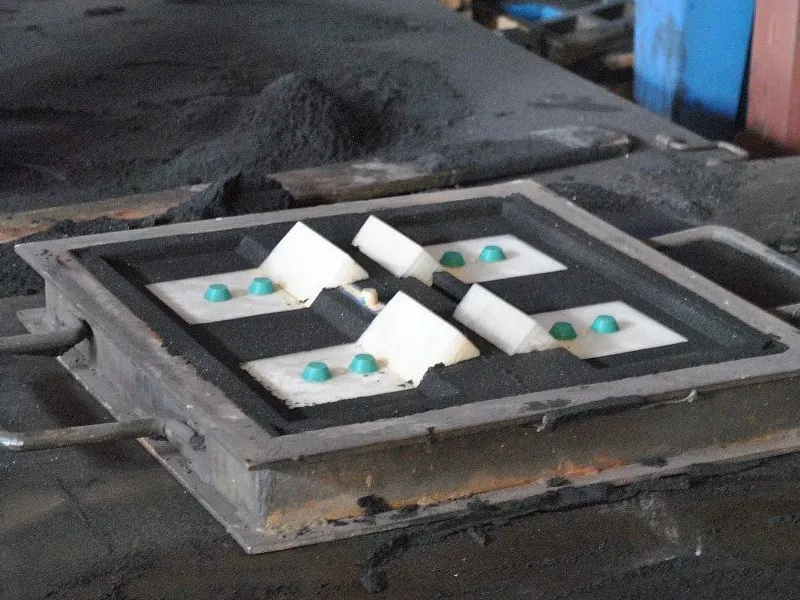
В домашних условиях выплавляемым изделиям на основе алюминия требуемая форма придается ручным способом. Форму при этом тоже можно сделать самому. Многие домашние мастера применяют методику литья «в землю», благодаря которой можно в итоге получить необходимые алюминиевые детали без специального оборудования.
Моделям форм, с которыми приходится работать, вы сможете придать определенную конфигурацию, причем сами формы изготавливаются на основе подручных материалов своими руками. В частности, форму можно получить из простого цементного раствора. В такой ситуации выплавляемой заготовке можно придать прямоугольную или квадратную форму. В интернете можно отыскать видеоуроки, как правильно залить алюминий в цемент.
Для литья нередко применяются гипсовые формы. Гипсовым моделям в такой ситуации можно придать почти любую конфигурацию. Очень важным показателем при работе с формами является усадка материала. При его застывании он должен быть минимальным.
Под заливку алюминия моделям можно придать желаемую конфигурацию благодаря применению воска. Но здесь нужно сказать, что посредством воска можно изготавливать на основе алюминия только небольшие детали. Благодаря ряду эксплуатационных характеристик восковым моделям можно будет придать даже сложные конфигурации, но изготовить детали таким способом можно только один раз.
https://youtube.com/watch?v=gpariUr_FZE
Литейным методом можно с легкостью изготавливать детали на преимущественно дюралевой основе. Дюраль — это материал, состоящий преимущественно из алюминиевого сплава с рядом других компонентов. Но нужно знать, что заготовки, которые выплавляются на его основе, застывают долго.
Модели, которые используются под литье металла, должны обязательно быть подготовлены: их потребуется очистить и нанести масло в качестве смазки.
Технология литья по выплавляемым моделям
Оборудование для литья серебра по выплавляемым моделям относительно несложно и доступно для использования на дому. Суть метода заключается в том, что модель, изготовленная из легкоплавкого материала, при контакте с заливаемым жидким металлом плавится и вытесняется из формы по специально предусмотренным отверстиям. Металл занимает пустоту, образовавшуюся на месте модели и точно повторяет ее пространственную форму.
Заливать металл необходимо тонкой струйкой, чтобы дать возможность материалу выплавляемой модели покинуть форму, во избежание образования брызг расплавленного металла.
Первоисточники
Чтобы определить, какая технология использовалась при литье икон в XVIII-XIX веках, обратимся к первоисточникам — документам того времени. В «Указе о медном мастерстве» (XVIII век) подробно описаны все этапы получения формы для литья в землю: «То возьми верхнюю половину опоки да положи на доску да землю набей туго… » В «Истории литейного дела икон и крестов медно-литейного заведения Серова П.Я., с. Красное Костромской области» читаем: «… Для всякой какой-бы то ни было отливок (вещи) в литейном производстве нужна модель для формовки в земле. И после извлечения ее из земли образует литейную форму со всеми ее точными очертаниями, что и будет называться литейной формой. Куда и будет заливаться жидкий металл и при остывании принимает твердую массу с ее точными очертаниями.» Далее: «… Формовочная смесь (глина и песок)…» В статье Г.И. Фроловой «К вопросу о технологии выговского (поморского) литья» есть строки из описи обыска крестьян Олонецкой губернии (документ середины XIX века): «Найдено: … в корыте сырая земля, употребляемая при вылитии створов и крестов, на полке четыре железные опоки».
Во всех упомянутых документах описываются материалы и технологические моменты, характерные для технологии, которая называется литье в землю (варианты названия: литье в песчаные формы, литье в песчано-глинистые формы). В «Истории литейного дела Серова П.Я. из села Красное» есть упоминание о технологии литья по восковым (выплавляемым) моделям, но отмечено, что эта технология использовалась только при получении заготовки для модели.
Слайд 3ФОРМОВОЧНЫЕ И СТЕРЖНЕВЫЕ СМЕСИ ГОТОВЯТ ИЗ СПЕЦИАЛЬНЫХ ПЕСКОВ И ГЛИН И
СВЯЗУЮЩИХ МАТЕРИАЛОВ — РАСТИТЕЛЬНЫХ И МИНЕРАЛЬНЫХ МАСЕЛ, КАНИФОЛИ И Т.Д. ГОТОВЫЕ СМЕСИ ПОСТУПАЮТ К ФОРМОВЩИКАМ, ЗАДАЧА КОТОРЫХ — ИЗГОТОВИТЬ ЛИТЕЙНЫЕ ФОРМЫ. ДЛЯ ЭТОГО НА МЕТАЛЛИЧЕСКУЮ МОДЕЛЬНУЮ ПЛИТУ СТАВЯТ ОДНУ ПОЛОВИНУ МОДЕЛИ РАЗЪЁМОМ ВНИЗ, А ЗАТЕМ МЕТАЛЛИЧЕСКИЙ ЯЩИК БЕЗ ДНА — ОПОКУ ТАК, ЧТОБЫ ПОЛОВИНА МОДЕЛИ ОКАЗАЛАСЬ ВНУТРИ НЕГО. ОПОКУ ПЛОТНО НАБИВАЮТ ФОРМОВОЧНОЙ ЗЕМЛЁЙ И ПЕРЕВОРАЧИВАЮТ. ТЕПЕРЬ ПОЛОВИНКА МОДЕЛИ ЛЕЖИТ В ОПОКЕ РАЗЪЁМОМ ВВЕРХ. НА ЭТУ ОПОКУ ФОРМОВЩИК СТАВИТ ЕЩЁ ОДНУ И СКРЕПЛЯЕТ ИХ ШТЫРЯМИ. ЗАТЕМ В ВЕРХНЮЮ ОПОКУ УСТАНАВЛИВАЮТ ДВА ДЕРЕВЯННЫХ КОНУСА И ПЛОТНО ЗАПОЛНЯЮТ ЕЕ ФОРМОВОЧНОЙ СМЕСЬЮ.

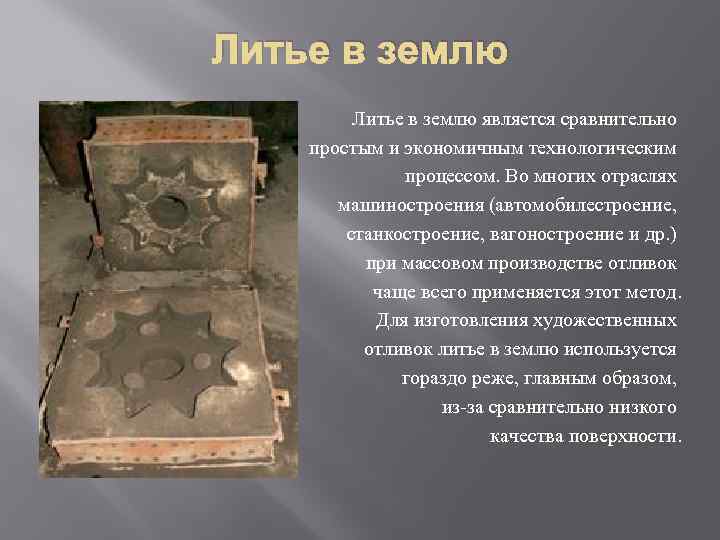
Технология литья в землю
Литье в землю применяется при выплавке большинства металлов — как черных, так и цветных. Исключение составляют металлы, химически активные в обычном либо в нагретом до температуры плавления виде. Для них применяются специальные методы литья в землю и специальные же составы для форм.

Технология литья в землю
Технология литья в землю разбивается на несколько этапов:
- изготовление модели
- подготовка опоки
- формовка земли в опоке
- отливка металла
- извлечение и обработка получаемой заготовки
Форма используется для литья только один раз. Ее придется разрушить, чтобы извлечь отливку. Однако материал формовочной земли после переработки доступен для повторного использования.
Средневековая технология литья в землю подробно показана в фильме А. Тарковского «Андрей Рублев». Один из героев, Потомственный мастер-литейщик, руководит отливкой бронзового колокола.
Слайды и текст этой презентации
Слайд 2 ЛИТЬЁ МЕТАЛЛА В ЗЕМЛЮ. САМЫЙ ДРЕВНИЙ СПОСОБ ЛИТЬЯ — ЛИТЬЁ В
ПЕСЧАНО-ГЛИНИСТЫЕ ФОРМЫ, ИЛИ ЛИТЬЕ В ЗЕМЛЮ. ОДНАКО ЭТОТ СПОСОБ, ХОТЯ ЕГО И СЧИТАЮТ ПРОСТЫМ, ТРЕБУЕТ БОЛЬШОЙ ПРЕДВАРИТЕЛЬНОЙ РАБОТЫ.
Сначала в модельном цехе из дерева или металла делают модель будущей отливки. Она должна быть несколько большего размера, чем отливка, с учетом усадки металла при охлаждении. Модель разъемная и состоит из двух половинок. В землеприготовительном отделении литейного цеха из земли и различных добавок готовят формовочную смесь. Если у отливки должно быть внутреннее отверстие или полость, то необходимо приготовить еще одну смесь — для стержней. Назначение стержней — заполнить те места в форме, которые в детали соответствуют отверстиям или полостям.

Слайд 3ФОРМОВОЧНЫЕ И СТЕРЖНЕВЫЕ СМЕСИ ГОТОВЯТ ИЗ СПЕЦИАЛЬНЫХ ПЕСКОВ И ГЛИН И
СВЯЗУЮЩИХ МАТЕРИАЛОВ — РАСТИТЕЛЬНЫХ И МИНЕРАЛЬНЫХ МАСЕЛ, КАНИФОЛИ И Т.Д. ГОТОВЫЕ СМЕСИ ПОСТУПАЮТ К ФОРМОВЩИКАМ, ЗАДАЧА КОТОРЫХ — ИЗГОТОВИТЬ ЛИТЕЙНЫЕ ФОРМЫ. ДЛЯ ЭТОГО НА МЕТАЛЛИЧЕСКУЮ МОДЕЛЬНУЮ ПЛИТУ СТАВЯТ ОДНУ ПОЛОВИНУ МОДЕЛИ РАЗЪЁМОМ ВНИЗ, А ЗАТЕМ МЕТАЛЛИЧЕСКИЙ ЯЩИК БЕЗ ДНА — ОПОКУ ТАК, ЧТОБЫ ПОЛОВИНА МОДЕЛИ ОКАЗАЛАСЬ ВНУТРИ НЕГО. ОПОКУ ПЛОТНО НАБИВАЮТ ФОРМОВОЧНОЙ ЗЕМЛЁЙ И ПЕРЕВОРАЧИВАЮТ. ТЕПЕРЬ ПОЛОВИНКА МОДЕЛИ ЛЕЖИТ В ОПОКЕ РАЗЪЁМОМ ВВЕРХ. НА ЭТУ ОПОКУ ФОРМОВЩИК СТАВИТ ЕЩЁ ОДНУ И СКРЕПЛЯЕТ ИХ ШТЫРЯМИ. ЗАТЕМ В ВЕРХНЮЮ ОПОКУ УСТАНАВЛИВАЮТ ДВА ДЕРЕВЯННЫХ КОНУСА И ПЛОТНО ЗАПОЛНЯЮТ ЕЕ ФОРМОВОЧНОЙ СМЕСЬЮ.
Слайд 4ФОРМОВОЧНЫЕ И СТЕРЖНЕВЫЕ СМЕСИ ГОТОВЯТ ИЗ СПЕЦИАЛЬНЫХ ПЕСКОВ И ГЛИН И
СВЯЗУЮЩИХ МАТЕРИАЛОВ — РАСТИТЕЛЬНЫХ И МИНЕРАЛЬНЫХ МАСЕЛ, ИСКУССТВЕННОЙ СМОЛЫ, КАНИФОЛИ И Т.Д. ГОТОВЫЕ СМЕСИ ПОСТУПАЮТ К ФОРМОВЩИКАМ, ЗАДАЧА КОТОРЫХ — ИЗГОТОВИТЬ ЛИТЕЙНЫЕ ФОРМЫ. ДЛЯ ЭТОГО НА МЕТАЛЛИЧЕСКУЮ МОДЕЛЬНУЮ ПЛИТУ СТАВЯТ ОДНУ ПОЛОВИНУ МОДЕЛИ РАЗЪЁМОМ ВНИЗ , А ЗАТЕМ МЕТАЛЛИЧЕСКИЙ ЯЩИК БЕЗ ДНА — ОПОКУ ТАК, ЧТОБЫ ПОЛОВИНА МОДЕЛИ ОКАЗАЛАСЬ ВНУТРИ НЕГО. ОПОКУ ПЛОТНО НАБИВАЮТ ФОРМОВОЧНОЙ ЗЕМЛЁЙ И ПЕРЕВОРАЧИВАЮТ. НА ЭТУ ОПОКУ ФОРМОВЩИК СТАВИТ ЕЩЁ ОДНУ И СКРЕПЛЯЕТ ИХ ШТЫРЯМИ. ЗАТЕМ В ВЕРХНЮЮ ОПОКУ УСТАНАВЛИВАЮТ ДВА ДЕРЕВЯННЫХ КОНУСА И ПЛОТНО ЗАПОЛНЯЮТ ЕЕ

Слайд 5ЧУГУН ДЛЯ ЛИТЬЯ ПРИГОТОВЛЯЮТ В СПЕЦИАЛЬНЫХ ПЕЧАХ — ВАГРАНКАХ. ЕСЛИ ОТЛИВКИ
СТАЛЬНЫЕ, ТО СТАЛЬ ДЛЯ НИХ ПЛАВЯТ В КОНВЕРТЕРАХ, МАРТЕНОВСКИХ И ЭЛЕКТРИЧЕСКИХ ПЕЧАХ. ДЛЯ РАСПЛАВЛЕНИЯ ЦВЕТНЫХ МЕТАЛЛОВ СУЩЕСТВУЮТ СВОИ ПЛАВИЛЬНЫЕ ПЕЧИ. ЖИДКИЙ МЕТАЛЛ ЗАЛИВАЮТ В ФОРМУ ИЗ КОВША, КОТОРЫЙ ДВИЖЕТСЯ ВДОЛЬ РЯДА ОПОК, А ИНОГДА ОПОКИ НА КОНВЕЙЕРЕ ДВИЖУТСЯ МИМО КОВША. КОГДА МЕТАЛЛ ЗАСТЫВАЕТ, ОТЛИВКУ ВЫНИМАЮТ ИЗ ФОРМЫ. С ПОМОЩЬЮ НАЖДАЧНЫХ СТАНКОВ, ПЕСКОСТРУЙНЫХ ИЛИ ДРОБЕСТРУЙНЫХ АППАРАТОВ ОТЛИВКУ ОЧИЩАЮТ ОТ ПРИСТАВШЕЙ ФОРМОВОЧНОЙ ЗЕМЛИ.

Виды формовки
Определяются разновидностью модели и выбранного метода литья.
По простой модели
Модель размещают на доске лицевой стороной вверх. Центруют ее относительно опоки. Покрывают облицовочной смесью, позже послойно добавляют наполнительную, тщательно уплотняя каждый слой. В опоку добавляют землю до заполнения. Сняв верхнюю опоку, вынимают макет и создают литниковую систему. Собирают опоки вместе, закрепляют и сушат.
По разъемной модели
Способ существенно упрощает технологию и повышает точность изготовления формы для литья. На доску помещают часть макета без шипов, устанавливают нижнюю опоку и формуют землю. По окончании конструкцию переворачивают, присоединяют к макету вторую часть, присоединяют верхнюю опоку и проводят ее набивку.
С фальшопокой
При особо сложной геометрии изделия применяю фальшопоку. Она не контактирует с расплавом, а играет роль фигурной подмодельной доски.

Способы формовки
Кусковая
Применяется при художественном литье, особенно скульптурных композиций. Модель обставляют несколькими независимыми опоками, соприкасающимися своими краями. Иногда отливку делят на относительно простые по конфигурации сегменты, макетируют и льют их независимо, после чего соединяют готовые отливки.








Шаблонная
Производится при литье в землю изделий определенной формы. Различают
- Тела вращения (цилиндрические, конические и эллиптические)
- Прямоугольные или призматические.
Формовка земли осуществляется шаблоном соответствующей конфигурации, приводимым в действие мощным шпинделем для тел вращения или двигающимся по специальным направляющим для призматических форм.
Необходимое оборудование
Для литья алюминиевых деталей различного назначения с высокой точностью непосредственно под давлением необходимо специальное оборудование для литья алюминия и автоматические машины.
В этом случае не обойтись и без прочных пресс-форм. Для литья алюминия пресс-формы в станок, как правило, изготавливают из стальных сплавов.
Они должны иметь практически идеальную поверхность отливки, а какие-либо искажения размеров и геометрической конфигурации недопустимы.
Кроме этого, в состав пресс-форм должны входить и такие элементы, как подвижные металлические стержни, которые участвуют в образовании внутренних полостей заготовок.
Выплавляемым изделиям, которые будут заливаться в такие формы, можно придавать практически любую конфигурацию, которая, главным образом, зависит от самих форм.
В данном процессе литья алюминиевых изделий также участвуют специальные литейные машины, а также некоторое другое оборудование.
Данные машины могут быть оснащены, как холодной, так и горячей камерой, в которой и происходит процесс прессования форм.
Машины, которые имеют горячую камеру для плавления металла, как правило, используются для производства сплавов, основу которых составляет преимущественно цинк.

В них необходимое давление нагнетается за счет использования сжатого воздуха или поршня.
При помощи давления расплавленная смесь постепенно вытесняется во внутреннее пространство предварительно подготовленных форм.
В свою очередь машины, в которых используется холодное давление, преимущественно применяются в том случае, когда необходимо выполнить отливки с добавлением магниевых и медных сплавов.
В этом случае расплавленная смесь за счет литья поступает во внутреннюю поверхность форм под достаточно высоким давлением, которое в некоторых случаях может составлять порядка семисот мега паскаль.
За счет литья под давлением удается добиться высоких показателей производительности, а кроме этого, нет необходимости подвергать детали дополнительной механической обработке.
Используемые при этом машины, как правило, предназначены для различных типов форм.
Такие машины могут различаться по моделям, в зависимости от некоторых параметров работы. На видео ниже показан процесс литья алюминия под давлением, при котором используется специальное оборудование.
Для надежной и долговечной работы пресс-форм требуется регулярный осмотр и техническое обслуживание.
При смене оснастки проводите очистку направляющих штифтов и гнезд от смолы, смазки и прочих загрязнений.
Чтобы избежать коррозии, важно защищать устройство от влажности и смазывать форму антикоррозийными средствами. Проверяйте на легкость движения подвижные элементы пресс-форм
При необходимости, выполняйте своевременно настройку
Проверяйте на легкость движения подвижные элементы пресс-форм. При необходимости, выполняйте своевременно настройку.
Способы устранения дефектов, возникающих в процессе литья под давлением
В процессе литья под давлением могут проявляться различные дефекты, которые можно устранить, зная причины их образования: 1. Расслоения на поверхности изделий устраняются при повышении температуры расплава и понижении скорости впрыска. 2. Облой может появится при использовании большого объема впрыска или недостаточном смыкании пресс-формы. 3. Пустоты могут образовываться при недостаточном объеме впрыска или длительном и неравномерном охлаждении изделия. 4. Коробление изделий бывает из за низкой текучести материала, недостаточной скорости впрыска или неравномерного охлаждения изделий в форме. 5. Хрупкость и ломкость изделия возникает при малой толщине стенок изделий или низкой температуры форм при заливке.
Для профессионального обслуживания литьевых форм обратитесь в выполняющую поставку, пусконаладку и техническое сопровождение литьевого оборудования.
Формовочные инструменты
По своему назначению подразделяются на два основных вида
Набивочные
- Подмодельные доски
- Лопаты и совки для земли
- Сита
- Трамбовки: с тупым концом для уплотнения поверхности и с узким концом для мест со сложным рельефом. Применяют также и универсальные пневматические трамбовки со сменным наконечником.

- Счищалка, или правило — для разравнивания смеси и удаления ее избытков
- Душники-наколки. Тонкие острые стержни служат для прокалывания в земле тонких газоотводящих канальцев
- Киянки — используют для сплочения подмоделей и при их выколачивании.
- Трепало — доска, опирающаяся на края формы. Уплотняет землю в случае применения макетов из малопрочных материалов.
- Щетки. Чистить поверхность от остатков земли
Читать также: Высота листа профнастила для забора
| литье в землю (слева) литье в ХТС (справа) |
- Отделочные
- Гладилки — для коррекции изъянов
- Режущие и колющие инструменты
- Кисти для нанесения покрытий
- Емкости — ведерки или мешки для хранения и нанесения порошковых покрытий.
Опока для литья своими руками

Благородный металл серебро является одним из древнейших металлов, освоенных человечеством.
Нахождение в природе в самородном виде, а также невысокая температура плавления- 962 °C дало нашим далеким предкам возможность использовать этот металл в IV -III тысячелетии до н.э.
Серебро
Серебро — мягкий, пластичный металл, отлично подходящий для производства украшений, ритуальных предметов, зеркал и для чеканки монет.
Серебро обладает наилучшей среди металлов электропроводностью и применяется в наиболее ответственных электроприборах и компонентах. Отличная теплопроводность дает возможность применения и в теплотехнике.
Теплопроводность серебра
Благородный металл в 19-20 веке широко использовался в фотографии.
Бактерицидность серебра










В христианстве и некоторых других религиях в серебряных сосудах приготовляется т.н.
«святая вода», помогающая при соответствующей молитве от всех недугов.
Инструменты для формовки и приспособления для литья по моделям
Для литья изделий из благородного металла в домашних условиях потребуются
- Тигель для расплавления или очистки металла.
- Муфельная печь или газовая горелка.
- Стальные щипцы.
- Огнеупорная подставка.
- Весы
- Воск для моделирования. Свечной воск не подойдет.
- Формовочные смеси
- Емкость для разведения смеси
- Скальпель, ножи и надфили для обработки модели и для доводки готового изделия.
- Форма для литья
- Молоток для разбивания опоки.
- Защитные рукавицы, очки и фартук.
- Огнетушитель.
- Дремель (мини — бормашина)
- Тиски, Ригели и оправки
На изготовлении формы для литья серебра стоит остановиться чуть подробнее.
Сначала из воска путем лепки и вырезания скальпелем мелких деталей создается модель будущего изделия, полностью повторяющая его форму, но имеющая тонкий выступ в виде круглого прутка.
Модель из воска для литья из серебра
Это литник, по которому расплавленный металл попадет в форму. Далее в опоку помещается модель и заливается формовочная смесь.
Если используется сухая формовочная смесь, то для формовки применяется метод виброуплотнения. Далее воск модели выжигается, и форма готова к заливке расплава.
Литье из бронзы: технология художественного бронзового литья
Литье бронзы позволяет изготавливать изделия, отличающиеся исключительной декоративной привлекательностью.
Технология литья из данного сплава, основу которого составляет медь, известна на протяжении многих веков, но и в наше время она продолжает совершенствоваться.
Внешний вид бронзовых изделий говорит об кропотливом труде мастера, превращающего безликий металл в художественное произведение
История технологии
По мнению историков, возраст, который имеет бронзовое литье, составляет 12 тысяч лет.
Изначально при помощи такой технологии из бронзы изготавливались украшения и простейшие орудия труда.
С течением времени данная технология совершенствовалась, и сегодня она представляет собой метод, при помощи которого создают множество уникальных изделий из данного сплава.
Благодаря изобретению бронзы, а также развитию технологий ее обработки, основной из которых является литье, мы и сегодня можем наслаждаться видом произведений искусства, которые были созданы мастерами еще в Средние века и в античные времена.
Старинный бронзовый набор письменных принадлежностей
Наибольшую популярность бронзовое литье, а также литье латуни – еще одного сплава, основу которого составляет медь, приобрело в эпоху классицизма и европейского барокко. Именно в те времена люди научились использовать эти материалы для того, чтобы создавать уникальные интерьерные элементы и декор.
Такие сплавы, созданные на основе меди, и сегодня активно применяются при изготовлении:
- предметов, служащих для оформления интерьера;
- ворот и заборов, выполняющих не только декоративную, но и защитную функцию;
- скульптурных композиций и сувенирной продукции;
- барельефов и элементов оформления осветительных приборов – люстр и бра;
- элементов лестничных конструкций и входных групп.
Технология литья
- Куски сырья кладут в тигель и нагревают в печи до нужной температуры (на 50-100˚ Цельсия выше температуры заливки) и выдерживают 4-5 минут. Перегрев нежелателен, так как некоторые компоненты сплава могут гореть при высоких температурах. До заливки расплав несколько раз перемешивают палочкой. Плавку ведут под слоем флюса. Он изолирует металл от воздуха и не дает окисляться.
- Тигель с жидким металлом вынимают из печи с помощью крюка и щипцов. Обязательно ложкой снимают шлак с поверхности расплава.
- Тонкой непрерывной струей аккуратно заливают материал в полость оснастки через специальное отверстие (литник).
- Когда металл остыл, затвердевшее изделие вынимают. Иногда плавильную форму размыкают и деталь выбивают оттуда либо разрушают оснастку, если она одноразовая.
Если деталь сложная по геометрии или очень маленькая, расплав может выдавливать не весь воздух из полости, и на детали возникают дефекты. В этом случае используют центробежное литье. Оснастку устанавливают во вращающуюся центрифугу. Под действием центробежной силы жидкий металл равномерно распределяется по полости формы. Привод центрифуги бывает ручной или электрический.

Подготовка формы
Перед работой форму прогревают. Печь греют до 500-600˚С, помещают туда оснастку и повышают температуру в печи до 900˚С. Прокаливают в течение 2-5 часов. Время зависит от размера формы. Затем ее достают и остужают до 500-600˚С. После этого можно лить металл.
Как отлить алюминий дома?
Технология домашнего получения алюминия практически идентична промышленным способам. Поэтому при отливе требуют использовать заводские методы с небольшими поправками на масштабы производства и домашние условиях. Наиболее распространенная технология лить алюминия дома – использование форм.
Пресс-форм для литья алюминия
Учитывая все вышесказанное, требуется подобрать необходимое оборудование (печь для лома алюминия) и соорудить форму для литья (как сделать будет рассмотрено позже).
Сам процесс будет состоять из нескольких этапов:
- Очищение лома от грязи, примесей и различных наполнителей, которые могут повлиять на конечную чистоту сплава. На этом же этапе требуется измельчить алюминий до малого размера.
- Проводится процесс плавления при помощи заранее подобранного способа. Полное расплавление металла позволяет убрать из массы металла все ненужные добавки. А также на этом шаге подбирается формовочная смесь.
- Последним шагом станет добавление алюминия в подготовленную форму для плавления. Далее, следует дождаться затвердевания массы и после этого можно освобождать сплав от формы.
На этом процесс литья будет завершен. На протяжении всей процедуры следует соблюдать правила безопасности при работе с раскаленным металлом.
Формовочные материалы
Представляют собой смесь особо отобранных песков и глины, доля которой меняется от 2 до 50%. Доля определяется видом литья в землю и назначением земли. Архитектурное и скульптурное литье проводят в формы, содержащие 12-25%, для больших по размерам и отливок долю увеличивают до 25%  Формовочные материалы по назначению делят на: Облицовочные смеси Располагаются на внутренней поверхности формы и контактируют с жидким расплавом. К ним предъявляются особые требования по термостойкости, возможности противостоять перепадам температур, значительным поверхностным и объемным напряжениям. Облицовочные составы имеют мелкодисперсную структуру для более точной передачи деталей рельефа литья. От них также требуется достаточная пластичность, чтобы покрыть модель и точно повторить ее конфигурацию. Также важна и газопроницаемость.
Формовочные материалы по назначению делят на: Облицовочные смеси Располагаются на внутренней поверхности формы и контактируют с жидким расплавом. К ним предъявляются особые требования по термостойкости, возможности противостоять перепадам температур, значительным поверхностным и объемным напряжениям. Облицовочные составы имеют мелкодисперсную структуру для более точной передачи деталей рельефа литья. От них также требуется достаточная пластичность, чтобы покрыть модель и точно повторить ее конфигурацию. Также важна и газопроницаемость.  Наполнительные смеси Заполняют часть опоки между моделью и стенками. К ним предъявляются другие требования. Их главное назначение –
Наполнительные смеси Заполняют часть опоки между моделью и стенками. К ним предъявляются другие требования. Их главное назначение –
- держать форму отливки, перераспределяя механические напряжения при литье и последующем остывании
- обеспечить выход плавильных газов, просачивающихся сквозь массы смеси.
В случае выхода плавильных газов через литники, верхняя часть отливки будет испорчена. Там образуются пузырьки и более крупные каверны.
Земли для литья в сырую форму используют для отливок несложных по геометрии чугунных деталей. Земли для литья в подсушенную форму применяют при подготовке к высокоточному, а также к художественному литью.
Технология ЖСС
Технология жидко-стекольной смеси применяется там, где вдвигаются повышенные требования к качеству поверхности отливки. В состав смеси добавляют жидкое стекло и получившимся составом заливают модель. В опоку вводят углекислый газ, Проходит реакция, и ЖСС приобретает твердость. Требуется получить две полуформы, которые по окончании их твердения и извлечения макета соединяют. Получается оболочка, вокруг которой формируется наполнительная смесь.  Качество поверхности отливки, соприкасающейся со слоем гладкого стекла, зачастую позволяет обойтись даже без последующей механической обработки. Остатки смеси сбиваются с отливки с помощью дробеструйной установки.
Качество поверхности отливки, соприкасающейся со слоем гладкого стекла, зачастую позволяет обойтись даже без последующей механической обработки. Остатки смеси сбиваются с отливки с помощью дробеструйной установки.
Формовочные инструменты
По своему назначению подразделяются на два основных вида
Набивочные
- Подмодельные доски
- Лопаты и совки для земли
- Сита
- Трамбовки: с тупым концом для уплотнения поверхности и с узким концом для мест со сложным рельефом. Применяют также и универсальные пневматические трамбовки со сменным наконечником.

- Счищалка, или правило — для разравнивания смеси и удаления ее избытков
- Душники-наколки. Тонкие острые стержни служат для прокалывания в земле тонких газоотводящих канальцев
- Киянки — используют для сплочения подмоделей и при их выколачивании.
- Трепало — доска, опирающаяся на края формы. Уплотняет землю в случае применения макетов из малопрочных материалов.
- Щетки. Чистить поверхность от остатков земли
Читать также: Высота листа профнастила для забора
| литье в землю (слева) литье в ХТС (справа) |
- Отделочные
- Гладилки — для коррекции изъянов
- Режущие и колющие инструменты
- Кисти для нанесения покрытий
- Емкости — ведерки или мешки для хранения и нанесения порошковых покрытий.
Подготовка формовочных материалов и приготовление смесей
Формовочные и стержневые смеси составляются в большинстве случаев из свежих песчано-глинистых формовочных материалов, регенерата, оборотной смеси и различных добавок. Процесс приготовления смесей включает:
- разгрузку, складирование и подготовку свежих песчано-глинистых материалов и добавок;
- подготовку оборотной формовочной смеси;
- регенерацию отработанных смесей;
- приготовление смесей.

Рис. 1. Схема технологического процесса изготовления отливок в песчаных формах








Свежие пески и необходимые добавки подготавливаются на складах формовочных материалов, где производятся сушка, охлаждение и просеивание кварцевых песков; резка, сушка и измельчение глины; размалывание каменного угля; измельчение и просеивание высокоогнеупорных материалов (магнезита, циркона и др.); приготовление жидких связующих материалов, глиняных суспензий и др.
Подготовка оборотной смеси заключается в просеивании, магнитной сепарации, охлаждении и гомогенизации, т.е. придании ей однородности по содержанию влаги и температуре.
Регенерация отработанных смесей — это восстановление зернового состава смеси и активация поверхности зерен песка.
Приготовление смесей включает дозирование исходных материалов, их смешивание, выдержку смеси и ее разрыхление. Оборудование, применяемое для этого, можно разделить на следующие группы:
а) оборудование для складирования и подготовки формовочных материалов;
б) оборудование для подготовки оборотных смесей;
в) смесеприготовительное оборудование;
г) транспортное оборудование.
Установка для сушки песка в потоке горячего воздуха изображена на рис. 2. Сырой песок из расходного бункера 10 при помощи дискового 9 и ленточного 8 питателей подается в сушильную трубу 1, температура в которой достигает 500 °C. Разрежением, создаваемым вентилятором 4, сырой песок увлекается вверх со скоростью 15… 17 м/с и, проходя по трубе, в горячем газе быстро высыхает. Установка снабжена батарейным циклоном-осадителем 2 и скруббером 3 для сбора пыли. Из циклона-осадителя высушенный песок поступает в бункер 6, из которого подается на вибрационное сито 5, где просеивается и частично охлаждается. В качестве источника тепла рекомендуется использовать газ, подводимый к горелкам 7.
Влага с поверхности зерен удаляется тем быстрее, чем выше температура и скорость воздуха, омывающего частицы материала.

Рис. 2. Установка для сушки песка в потоке воздуха: 1 — сушильная труба; 2 — батарейный циклон-осадитель; 3 — скруббер для сбора пыли; 4 — вентилятор; 5 — вибрационное сито; 6 — бункер; 7 — горелка; 8 — ленточный питатель; 9 — дисковый питатель; 10 — расходный бункер Рис. 2. Установка для сушки песка в потоке воздуха
Этот метод позволяет реализовать многие преимущества пневматического транспорта: возможность совмещения по времени сушки и транспортирования, а также одновременного обеспыливания песка, компактность установки и др.
Классификация применяемых составов для точного литья
Материал можно сгруппировать по нескольким параметрам: основа, тип используемого наполнителя, температурный диапазон запрессовки в пресс-форму, размер линейной усадки.
По первому параметру смеси делят на следующие группы:
- вещества на базе парафина и других углеводородов;
- составы с базой из минвоска;
- сплавы на основе ряда смол естественного происхождения;
- материалы на основе искусственных смол и восков;
- металлы с пониженной температурой плавления.
В зависимости от типа используемого наполнителя в пастообразном видемодельные составы делят на несколько групп:
- без наполнителя;
- газообразные (обычный воздух);
- жидкий (обычная обессоленная вода);
- твердые, нерастворимые (ограниченно растворимые или полностью растворимые) в жидком пластификаторе.
В зависимости от каждого из следующих типов определяется маркировка модельных составов. На практике применяют чаще всего парафиново-стеариновые модельные смеси, имеющие доступную стоимость и хорошие характеристики. Они могут многократно использоваться при условии регенерации после 5-6 циклов. Последняя выполняется серной кислотой, которую добавляют в нагретую до 70-90 градусов смесь с последующим перемешиванием и выдержкой при этой температуре в течение часа. За это время происходит выпадение осадка, который удаляется, а в оставшуюся часть добавляется жидкое стекло. Последнее удаляет остатки серной кислоты, которая выпадает в удаляемый осадок в течение 2-3 часов. Завершающей стадией регенерации модельного состава остается добавление 3-5% свежего стеарина, который частично теряется во время обработки серной кислотой.