Технические характеристики
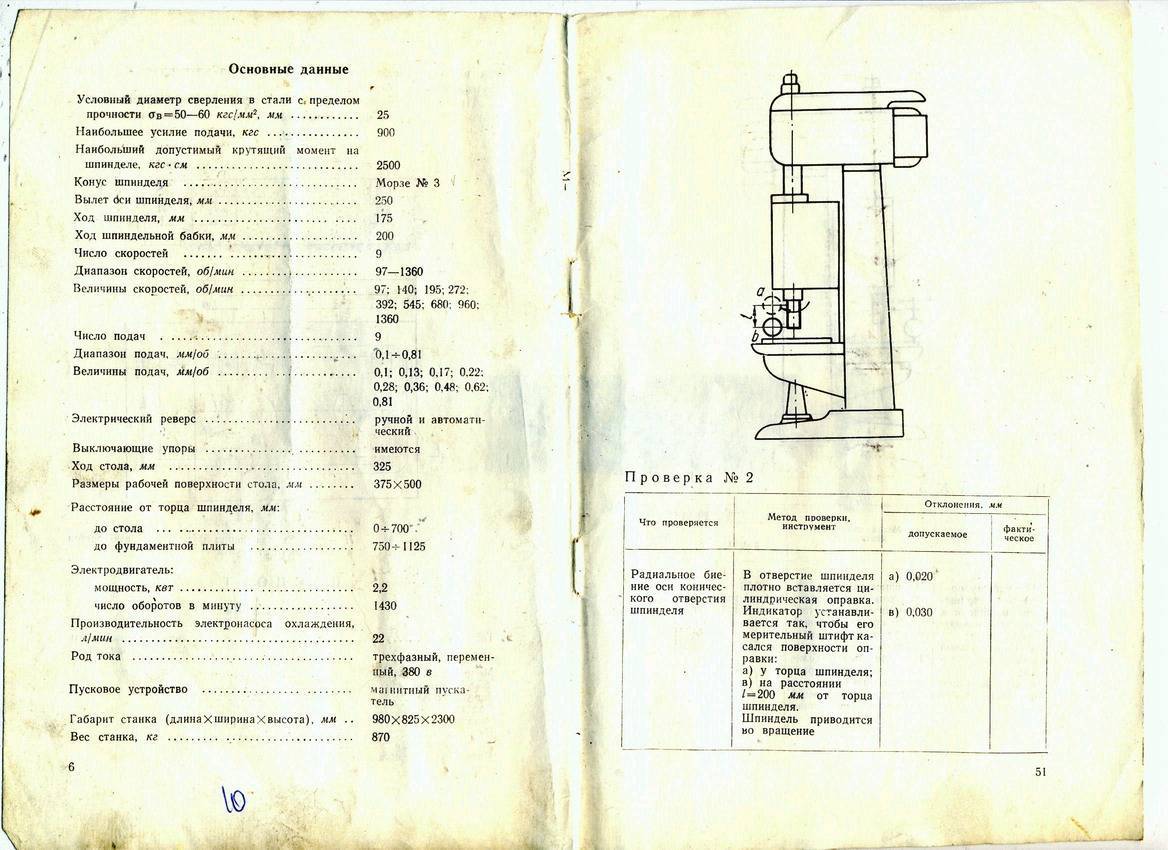
Характеристики станка указывают на его хорошую универсальность. С помощью станка 2Н135 можно выполнять технологические операции с заготовками из разнообразных материалов, причём с размерами довольно широкого диапазона. Благодаря применению инструментов, изготовленных из быстрорежущих сталей и сплавов, имеющих высокие показатели твёрдости, это оборудование способно выполнить различные работы. Основными техническими характеристиками, от которых зависит функциональность любого оборудования, являются: ход шпинделя; наибольший диаметр сверления; максимальный промежуток между рабочим столом и шпинделем; количество оборотов в минуту; размер рабочей поверхности.
Для станка 2Н135 эти параметры выглядят так:
- Расстояние между направляющими и осью шпинделя — 300 мм.
- Максимальный диаметр отверстий, которые способен проделывать станок в стали — 35 мм.
- Минимальное расстояние между опорной плитой и торцом шпинделя — 700 мм, максимальное — 1120 мм.
- Минимальное расстояние между рабочим столом и торцом шпинделя — 30 мм, максимальное — 750 мм.
- Максимальный крутящий момент, способный развивать шпиндель — 400 Нм.
- Частота вращения от 31,5 до 1400 оборота в минуту.
- Количество скоростей вращения -12.
- Максимальный ход шпинделя — 250 мм.
- При одном обороте маховика-рукоятки шпиндель совершает ход на 122,46 мм.
- Деление лимба соответствует ходу шпинделя на 1 мм.
- Максимальное усилие подачи — 15 кН.
- За один оборот шпиндель совершает подачу на 0,1−1,6 мм.
- Регулировка подачи — 9 ступеней. Все режимы устанавливаются вручную. Существует система динамической остановки шпинделя.
- Размеры рабочего стола — 450×500 мм, в вертикальной плоскости рабочая поверхность может перемещаться на 300 мм. Имеется три Т-образных паза.
- Габариты станка 2Н135—2535×825×1030 мм.
- Мощность электрического двигателя, осуществляющего за подачу шпинделя — 4 квт.
- Подача жидкости для охлаждения в зону обработки производится электрическим насосом серии Х14−22М.
- Масса станка — 1200 кг.
Этот станок, как и всё другое оборудование, собранное в производственных цехах станкостроительного завода города Стерлитамак, сделан с умом и на совесть. Пластмассовые детали, которые широко используются современными производителями для удешевления своей продукции, в конструкции этого станка полностью отсутствуют. Этот фактор даёт полную гарантию, что ремонт оборудования можно будет произвести при любой его поломке. Причём обойдётся ремонт не очень дорого из-за широкого ассортимента запасных частей на рынке.
Конечно, этот станок по многим техническим характеристикам уступает современному оборудованию. Сверлильные станки хороших производителей по скорости проведения операций, точности сверления, эргономичности и удобстве работы превосходят 2Н135. Однако, если вам важна надёжность, функциональность и минимальная стоимость для выполнения сверлильных работ в гараже или небольшой мастерской, то лучше чем станок 2Н135 не найти.
Основные преимущества этого оборудования — долговечность, выносливость и простой ремонт.
Назначение аппарата и сферы его использования
Вертикально-сверлильный агрегат 2А135 предназначен для выполнения широкого ряда операций:
- зенкование;
- развертывание отверстий;
- зенкерование;
- подрезание заготовочных торцов;
- нарезание резьбовыми метчиками.

Выполнение широкого спектра работ позволяет относить агрегат к универсальным устройствам. Указанный аппарат не предназначен для серийного производства и не используется на промышленных предприятиях, выпускающих широкий спектр изделий. Применение станка сводится к мелкосерийным производствам единичных изделий.
Оборудование идеально подходит для ремонтных отделов заводов и инструментальных цехов. При условии внесения усовершенствований в конструкцию агрегат возможно использовать для массового производства продукции.
Станок относится к четвертой группе размещения. Аппарат оборудован режущими инструментами, изготовленными из трех основных видов материала:
- высоколегированных сталей;
- быстрорежущих сталей;
- сплавов высокой твердости.
Агрегат обладает относительно небольшим по размерам рабочим столом. По этой причине на нем обрабатываются детали малых размеров. Подходящими изделиями для обработки на станке являются:
- чугунные детали;
- заготовки из разных видов стали;
- детали из цветных металлов.

Обработка деталей на станке https://www.youtube.com/watch?v=ywmMxacPUeI
Условия эксплуатации
Как свидетельствует паспорт, сверлильный станок 2С132л может использоваться при температуре не ниже плюс 1ºC, а также не выше плюс 35ºC. При 25ºC относительная влажность должна составлять до 80%.
Он предназначен для выполнения типичных сверлильных работ, а именно:
- сверление;
- рассверливание;
- развертывание;
- нарезание резьбы;
- зенкерование;
- растачивание отверстий;
- зенкование;
- подрезка торцов.
Также руководство по эксплуатации подтверждает, что устройство может быть произведено по заказу для более жестких эксплуатационных климатических условий: от минус 10 до плюс 45ºC.
Не должно наблюдаться сильных температурных перепадов, а также воздействия прямого местного нагрева. Иначе в первую очередь страдает электрическая схема, а также отдельные узлы.
Вертикально-сверлильный станок 2С132 расположенный в цеху
Руководство по эксплуатации гласит, что к техническому обслуживанию, ремонту, эксплуатации, наладке и монтажу допускается квалифицированный персонал, прошедший обучение работе на оборудовании. Квалификация должна быть подтверждена документально.
Обучающийся персонал должен оставаться под наблюдением опытного специалиста, предварительно внимательно изучить паспорт станка. За соблюдением правил безопасность должно следить руководство. к меню
Модификации и особенности
Расшифруем модификацию станка 2С132:
«2» — сверлильная группа станков; «С» — модернизация станка; «132» — главная техническая характеристика станка – максимальный диаметр сверления.
На основе базовой модификации появились такие модели:
- 2C132К – координатный станок с плавающим столом;
- 2С132Ц – с автоматизированным управлением;
- 2С132ПФ2И — с числовым программным управлением (ЧПУ).
Панель управления станком 2С132
Особенности конструкции 2С132:
- высокая жесткость обеспечена чугунными литыми деталями корпуса;
- подача СОЖ с баком, который встроен в основание;
- электрооборудование встроено в колонну;
- рабочий стол имеет механизм регулировки высоты;
- есть узел, позволяющий осуществлять контроль глубины сверления.
Паспорт указывает на такие основные составляющие оборудования:
- система охлаждения;
- сверлильная головка;
- шпиндельная бабка;
- механизм управления подачами и скоростями;
- плита;
- коробка подач;
- плунжерный насос;
- коробка скоростей;
- привод;
- электрическая схема.
Стойка – пустотелая чугунная отливка, на которой по направляющим двигается стол и головка. На столе имеется три Т-образных паза, позволяющих фиксировать оснастку.
Набор фрез для сверлильного станка
data-ad-client=»ca-pub-8514915293567855″ data-ad-slot=»5929285318″>
На фундаментной плите размещается электронасос для СОЖ. Вверху колоны устанавливается шкаф с электрическим оборудованием.
Еще одной частью является коробка скоростей. Она служит для реализации вращения шпинделя. Электродвигатель через муфту и зубчатую передачу вращает входной вал коробки скоростей. Подвижные блоки могут задавать 12-15 скоростей.
Коробка подач служит для осевого движения шпинделя. Два тройных подвижных блока реализуют девять подач – это подтверждает схема и паспорт станка. Выходной вал узла имеет связь с верхней опорой червяка механизма подач. Ему передается вращение за счет муфты, находящейся на валу. Такова схема работы узла.
Шпиндельная бабка находится на двух подшипниках, находящихся в пиноли, перемещаемой вдоль оси при помощи реечной передачи. Выбивка инструмента из конуса Морзе шпинделя реализуется специальным приспособлением на головке шпинделя.
Схема устройства станка 2С132
Вращая штурвал, поднимается шпиндельная бабка, происходит выбивка. Обойма приспособления контактирует с корпусом головки, а поворот рычага способствует выбиванию режущего инструмента.
Нижний паз крепится шпонкой оправки, в которой находится фреза. Чтобы в процессе работы шпонка не выпадала из паза, имеется втулка, размещенная в пазах стакана. Она используется только при фрезеровании, о чем свидетельствует паспорт устройства. к меню
2 Функциональное назначение и особенности выполнения разных видов работ
Вертикальный сверлильный станок 2а135, как указывает паспорт агрегата, является многофункциональной конструкцией, на которой можно выполнять такие виды работ: зенкерование, сверление, цекование, зенкование, нарезание резьбы, и развертывание.
В зависимости от требований, выдвигаемых к точности сверления, данный процесс может выполняться как по обычной карандашной разметке, так и с применением кондуктора.
2.1 Рассверливание
Рассверливание на станке 2А135 – это обработка предварительно просверленных сквозных отверстий в металлических, либо деревянных заготовках, с целью увеличения их диаметра. Рассверливание выполняется посредством последовательной замены рабочих сверл на сверла большего диаметра до тех пор, пока не будет получено отверстие требуемых размеров.

Бережно эксплуатируемый 2А135 может находится в отличном состоянии и спустя 40 лет с момента производства
Важным требованием к технологии выполнения рассверливания на 2А135 (также на универсальный сверлильный станок 2а112 или настольный 2н106п) является необходимость использования первого сверла диаметром больше, чем размер перемычки на втором сверле. В таком случае уменьшается осевая сила сопротивления.


В случае если сверла подобраны не правильно, и перемычка второго сверла полностью не погружается в просверленное отверстие, резко возрастает осевое сопротивление, так как перемычка выдавливает металл, а не врезается в него.
2.2 Зенкерование
Производитель заявляет, что зенкерованию на станке 2А135 подлежат кованные, литые, или штампованные детали, детали, обладающие внутренними отверстиями цилиндрической, либо конической формы.
Зенкера, использующиеся для данного процесса, по своей форме похожи на классические спиральные сверла, использующиеся на 2А135 для сверления, однако они оборудованы большим количеством режущих кромок и увеличенным числом спиральных контуров. Паспорт станка указывает, зенкера какого диаметра можно использовать.
2.3 Развертывание
Развертывание на сверлильном станке модели 2А135 это процесс, который выполняется после сверления в деталях, к которым выдвигаются повышенные требования к точности и фактуре внутренней поверхности отверстий, как например на универсальный сверлильный станок 2н118, настольный 2н106п или 2г125 станок вертикально сверлильный.
Развертывание дает возможность получить предельно точные размеры и идеально гладкие, без какой-либо шероховатости, стенки просверленного отверстия.
Развертки для 2А135 (как и на настольный станок 2с132, 2н106п или вертикально сверлильный станок 2т140) выполняются в виде конических, либо цилиндрических конструкций, оборудованных от 6 до 12 рабочими зубьями. Основные элементы развертки – хвостовик, шейка, и рабочая часть из твердосплавного металла.
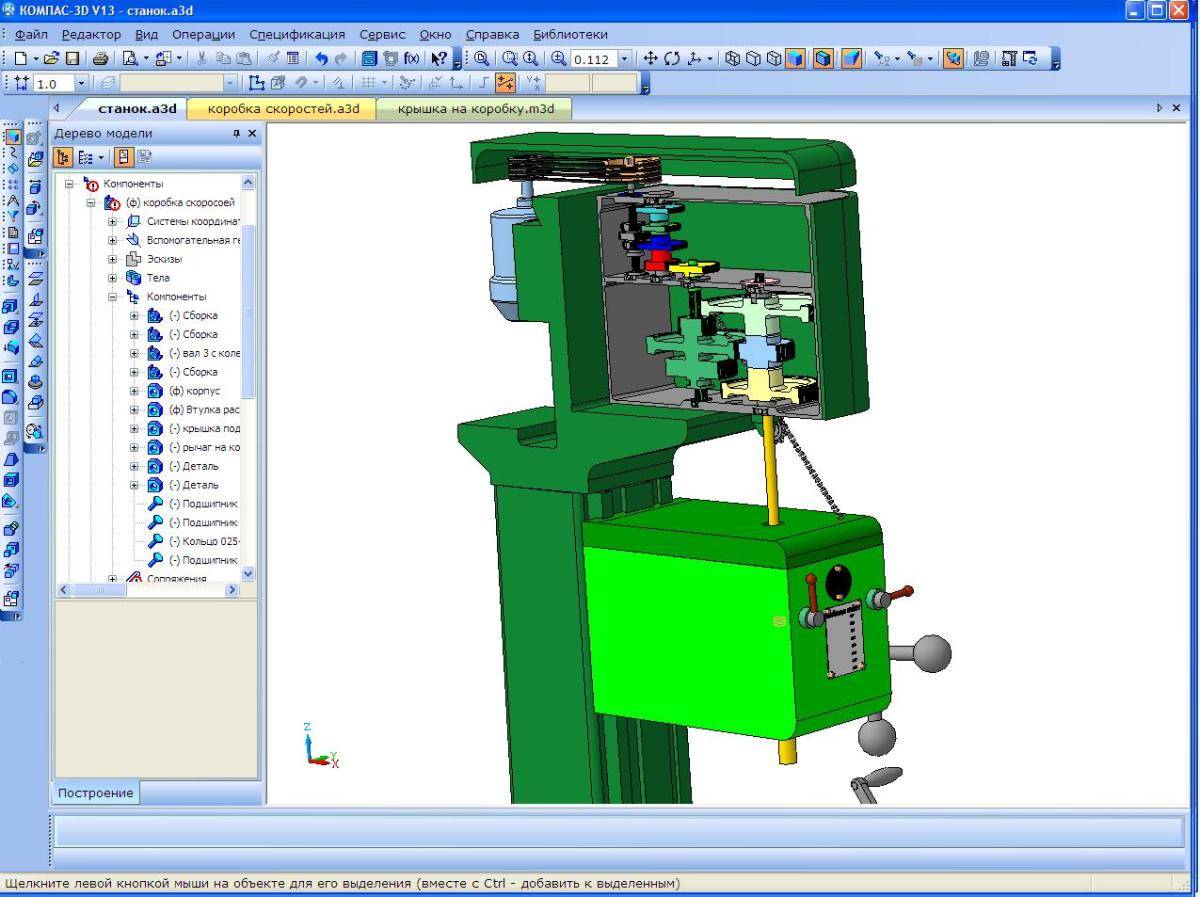
Коробка скоростей сверлильного станка 2А135
Чтобы создать в обрабатываемой металлической заготовки коническое отверстие, изначально в ней нужно просверлить обычное цилиндрическое отверстие требуемого диаметра, после чего отверстие обрабатывается коническим зенкером ступенчатого типа. Далее в ход идет развертка конической формы.
На втором этапе рекомендуется использовать модели разверток, оборудованные стружкоразделительными канавками, так как они лучше подходят для грубой обработки металла. По завершению грубого развертывания, на напольный вертикально сверлильный станок 2А135 устанавливается развертка конической формы с гладкими режущими кромками, и выполняется чистовое развертывание.
2.4 Зенкование
Зенкование – это, по сути, внутреннее нарезание резьбы в предварительно просверленных цилиндрических отверстиях под винты и шурупы. В зависимости от требуемой формы отверстия могут использоваться как цилиндрические, так и конические зенковки.
Все зенковки цилиндрической формы для модели 2А135 снабжены специальными круглыми направляющими головками, благодаря которым обеспечивается ровная ось углубление зенковки в отверстие, и гарантируется точность внутренней резьбы.
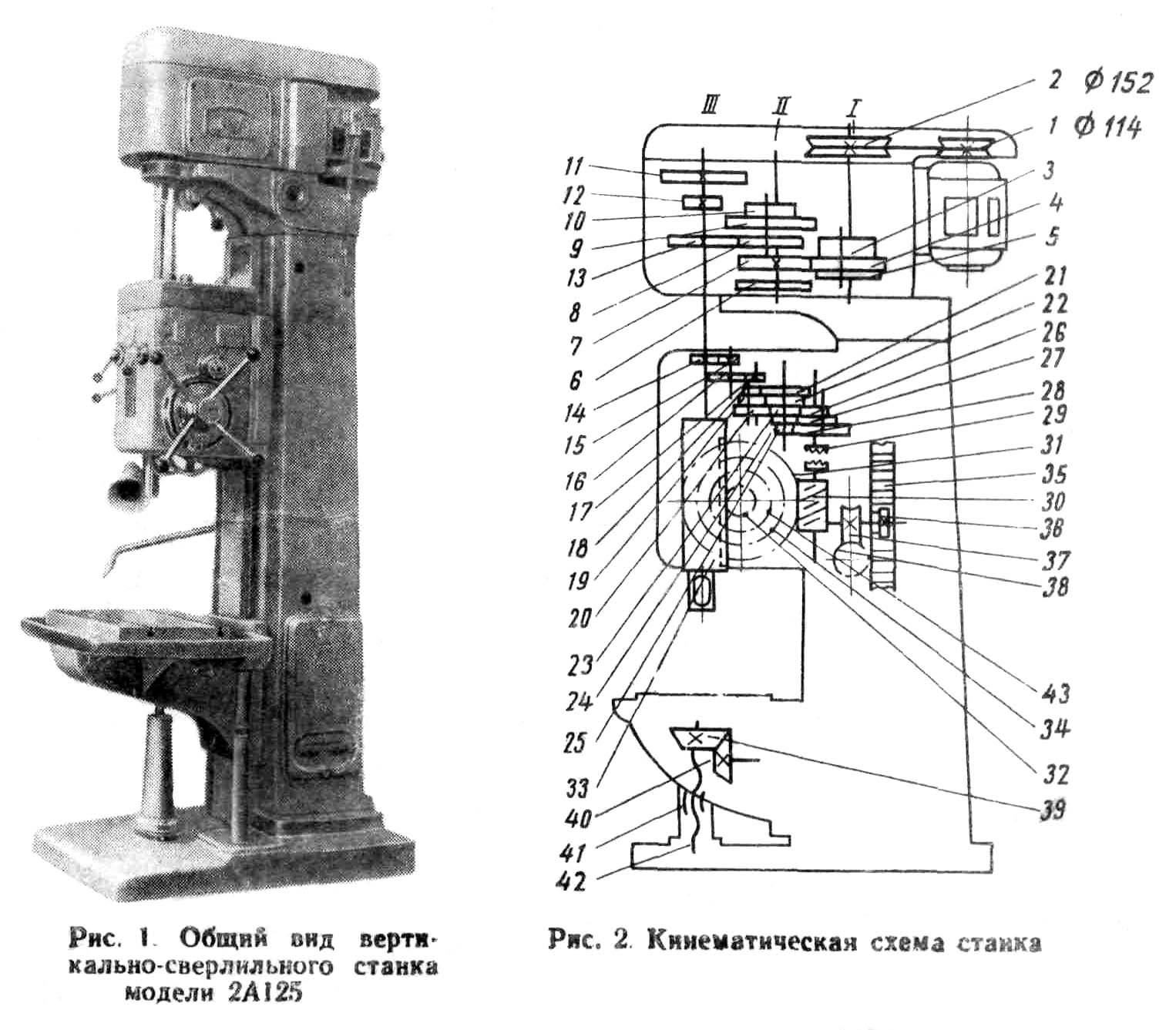
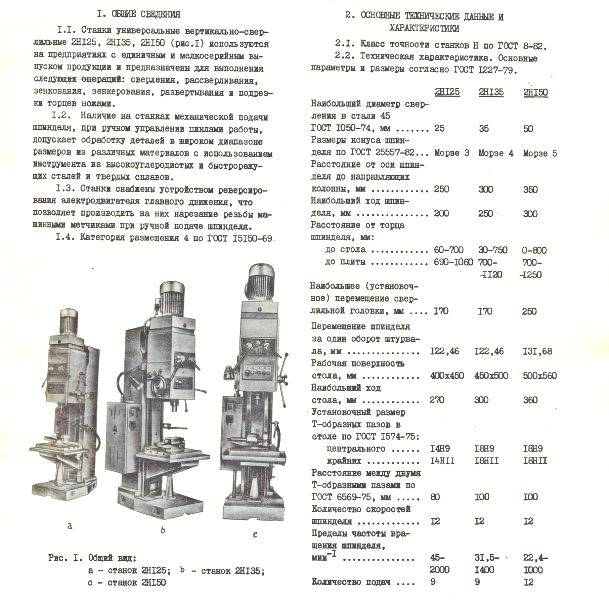
2 Сверлильный станок 2Н135 – характеристики, конструкция его отдельных узлов
Основные параметры рассматриваемой нами сверлильной установки имеют следующие значения:
- расстояние от направляющих до оси шпинделя (вертикального) – 300 мм;
- максимальный диаметр отверстия в стальной детали – 35 мм;
- наибольшая дистанция от плиты до торцевой части шпинделя – 1120 мм, наименьшая – 700 мм;
- максимальная дистанция от стола до торца шпинделя – 750 мм, минимальная – 30 мм;
- шпиндель: максимальный крутящий момент – 400 Нм, частота вращения – от 31,5 до 1400 об/мин, предельно возможный ход – 250 мм, число скоростей – 12, передвижение на оборот маховичка-рукоятки – 122,46 мм, на деление лимба – 1 мм;
- рабочий стол: размеры – 450 х 500 мм, предельно допустимое передвижение по оси Z (в вертикальной плоскости) – 300 мм, количество пазов Т-образной формы – 3;
- механика: допустимое (максимальное) усилие подачи – 15 кН, лимиты вертикальных рабочих подач шпинделя (один оборот) – от 0,1 до 1,6 мм, количество ступеней подач – 9, циклы работы на станке задаются вручную, шпиндель оснащен системой динамической остановки;
- размеры установки – 2535 х 825 х 1030 мм;
- мощность двигателя основной подачи – 4 кВт;
- охлаждающая жидкость подается под действием отдельного электрического насоса серии Х14–22М;
- вес – 1200 кг.
Колонна агрегата делается из чугунной отливки. Вдоль нее происходит передвижение стола и сверлильной головки (данные узлы перемещаются вручную по направляющим). Внутри фундаментной плиты размещен отстойник и емкость для охлаждающего состава, непосредственно на плите – электрический насос.
Коробка подач расположена в сверлильной головке, в верхней опоре (точнее в ее расточке) червяка устройства подач. Червяк получает вращение от муфты, которая находится на последнем валу. Оператор имеет возможность выбрать одну из десяти подач. Это доступно, благодаря передвижению двух блоков (тройных) шестерен.
Коробка скоростей способна за счет перемещаемых блоков передавать 12 частот вращения шпинделю. В нижней и верхней плите размещены опоры валов коробки скоростей. Между собой они соединены стяжками (таковых насчитывается четыре). «Сигнал к действию» подается механизму через зубчатую передачу и муфту электрическим двигателем, который находится в вертикальном положении. Плунжерный насос, за функционированием которого оператор может следить по маслоуказателю на подмоторной плите, смазывает элементы коробки.
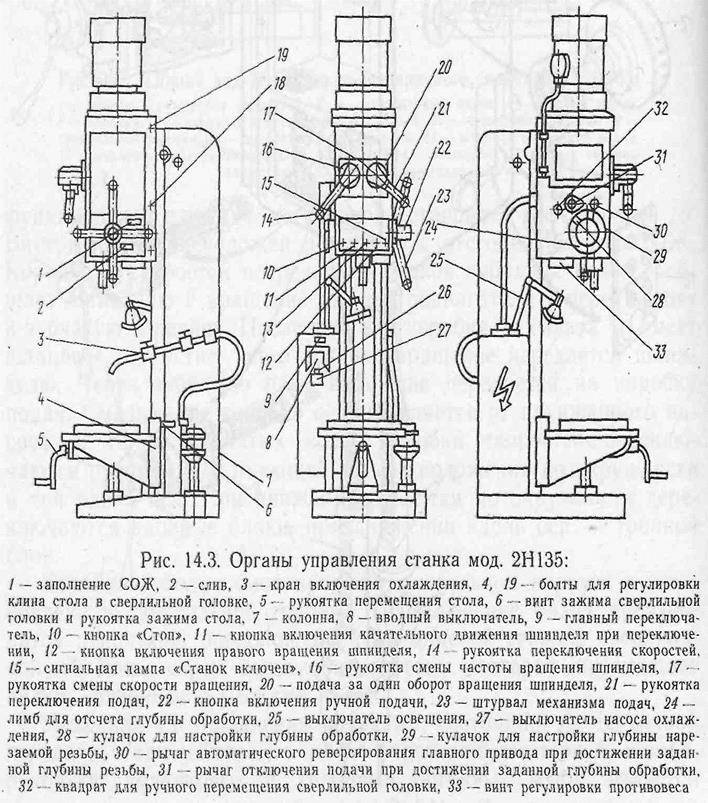
В сверлильной головке станка расположены все его основные сборочные компоненты:
- устройство переключения подач и скоростей;
- коробки скоростей и подач;
- противовес шпинделя и непосредственно шпиндель;
- узел подачи.
Переключение подач и скоростей осуществляется рукояткой с шестью вариантами положения:
- вдоль оси – три;
- по окружности – три.
Это интересно: Сверлильный станок на магнитном основании (видео)
Условия эксплуатации
Как свидетельствует паспорт, сверлильный станок 2С132л может использоваться при температуре не ниже плюс 1ºC, а также не выше плюс 35ºC. При 25ºC относительная влажность должна составлять до 80%.
Он предназначен для выполнения типичных сверлильных работ, а именно:
- сверление;
- рассверливание;
- развертывание;
- нарезание резьбы;
- зенкерование;
- растачивание отверстий;
- зенкование;
- подрезка торцов.
Также руководство по эксплуатации подтверждает, что устройство может быть произведено по заказу для более жестких эксплуатационных климатических условий: от минус 10 до плюс 45ºC.
Не должно наблюдаться сильных температурных перепадов, а также воздействия прямого местного нагрева. Иначе в первую очередь страдает электрическая схема, а также отдельные узлы.
Вертикально-сверлильный станок 2С132 расположенный в цеху
Руководство по эксплуатации гласит, что к техническому обслуживанию, ремонту, эксплуатации, наладке и монтажу допускается квалифицированный персонал, прошедший обучение работе на оборудовании. Квалификация должна быть подтверждена документально.
Обучающийся персонал должен оставаться под наблюдением опытного специалиста, предварительно внимательно изучить паспорт станка. За соблюдением правил безопасность должно следить руководство. к меню
Модификации и особенности
Расшифруем модификацию станка 2С132:
«2» — сверлильная группа станков; «С» — модернизация станка; «132» — главная техническая характеристика станка – максимальный диаметр сверления.
На основе базовой модификации появились такие модели:
- 2C132К – координатный станок с плавающим столом;
- 2С132Ц – с автоматизированным управлением;
- 2С132ПФ2И — с числовым программным управлением (ЧПУ).
Панель управления станком 2С132
Особенности конструкции 2С132:
- высокая жесткость обеспечена чугунными литыми деталями корпуса;
- подача СОЖ с баком, который встроен в основание;
- электрооборудование встроено в колонну;
- рабочий стол имеет механизм регулировки высоты;
- есть узел, позволяющий осуществлять контроль глубины сверления.
Паспорт указывает на такие основные составляющие оборудования:
- система охлаждения;
- сверлильная головка;
- шпиндельная бабка;
- механизм управления подачами и скоростями;
- плита;
- коробка подач;
- плунжерный насос;
- коробка скоростей;
- привод;
- электрическая схема.
Стойка – пустотелая чугунная отливка, на которой по направляющим двигается стол и головка. На столе имеется три Т-образных паза, позволяющих фиксировать оснастку.
Набор фрез для сверлильного станка
data-ad-client=»ca-pub-8514915293567855″ data-ad-slot=»5929285318″>
На фундаментной плите размещается электронасос для СОЖ. Вверху колоны устанавливается шкаф с электрическим оборудованием.
Еще одной частью является коробка скоростей. Она служит для реализации вращения шпинделя. Электродвигатель через муфту и зубчатую передачу вращает входной вал коробки скоростей. Подвижные блоки могут задавать 12-15 скоростей.
Коробка подач служит для осевого движения шпинделя. Два тройных подвижных блока реализуют девять подач – это подтверждает схема и паспорт станка. Выходной вал узла имеет связь с верхней опорой червяка механизма подач. Ему передается вращение за счет муфты, находящейся на валу. Такова схема работы узла.
Шпиндельная бабка находится на двух подшипниках, находящихся в пиноли, перемещаемой вдоль оси при помощи реечной передачи. Выбивка инструмента из конуса Морзе шпинделя реализуется специальным приспособлением на головке шпинделя.
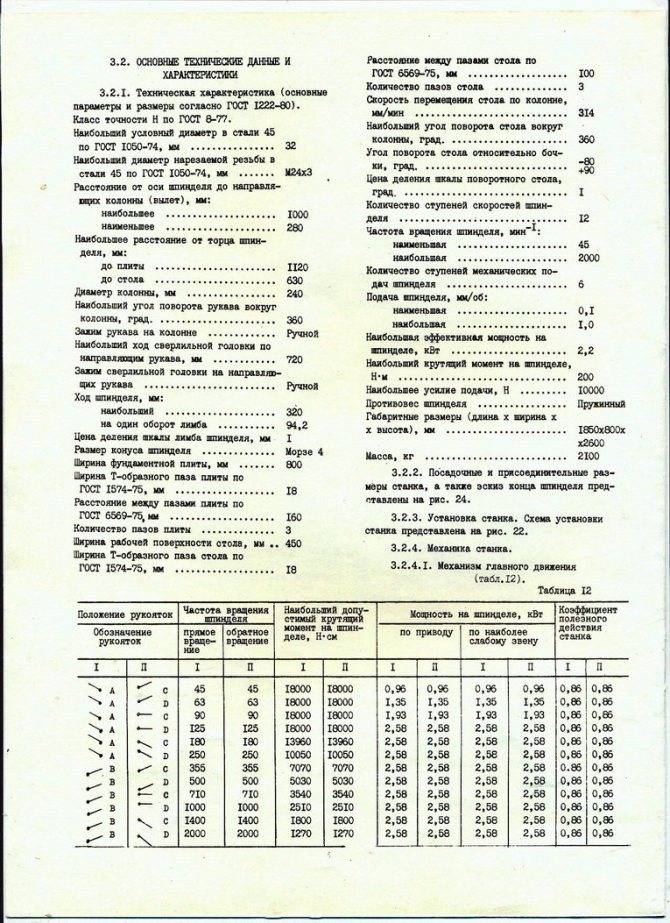
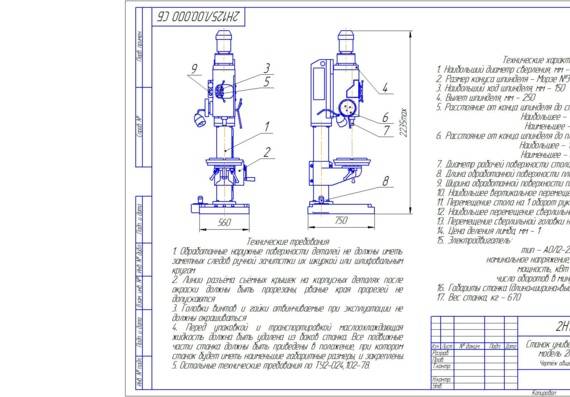

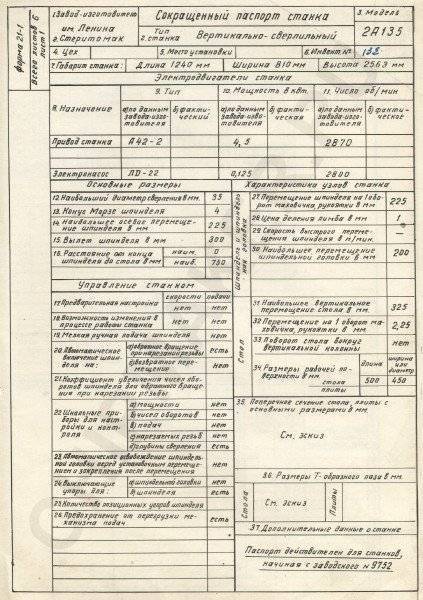

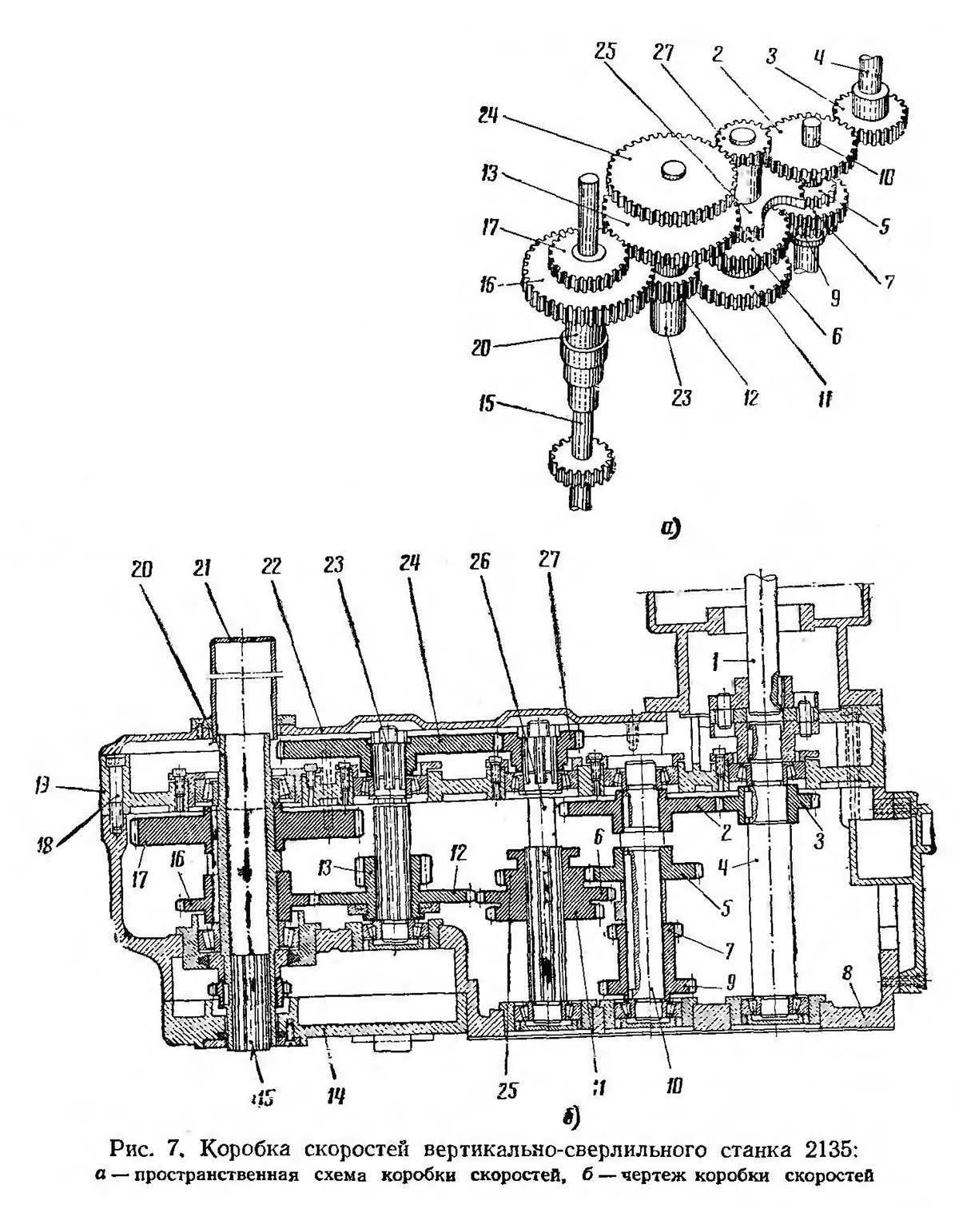
Схема устройства станка 2С132
Вращая штурвал, поднимается шпиндельная бабка, происходит выбивка. Обойма приспособления контактирует с корпусом головки, а поворот рычага способствует выбиванию режущего инструмента.
Нижний паз крепится шпонкой оправки, в которой находится фреза. Чтобы в процессе работы шпонка не выпадала из паза, имеется втулка, размещенная в пазах стакана. Она используется только при фрезеровании, о чем свидетельствует паспорт устройства. к меню
Плавающий стол
Необходим для сверления изделий, включает такие части:
- стол;
- салазки;
- основание.
Стол двигается продольно с применением игольчатых подшипников. В поперечном направлении осуществляется движение салазок при помощи также игольчатых подшипников. Они делают перемещение плавным и легким, обеспечивая нужное положение стола.
Поверхность плавающего стола на станке 2С132
Его фиксация осуществляется с помощью зажимного устройства, включающего такие элементы:
- эксцентриковый вал;
- нижняя и верхняя тяга;
- два клина.
Винт способствует регулировке зажимного устройства. Обеспечивается надежная схема работы узла. к меню
Сверлильное оборудование
В станочном парке большой процент занимает сегмент сверлильных станков. Это объясняется необходимостью проводить сверление практически в любом технологическом процессе. Всю необходимую информацию, связанную с устройством агрегата содержит паспорт, поставляемый с любой моделью агрегата.
Все оборудование данного сегмента представляет собой три группы, каждая из которых выделяется в зависимости от специфики работы:
- специальные;
- специализированные;
- универсальные.
В каждой из этих групп можно провести градацию в зависимости от размеров сверла, и соответственно отверстий, которые под силу данному сверлильному станку. Выделим основные:
- легкие, до 12 мм;
- средние, 18-50 мм;
- тяжелые, свыше 50 мм.
Электрооборудование и электрическая схема сверлильного станка 2А135
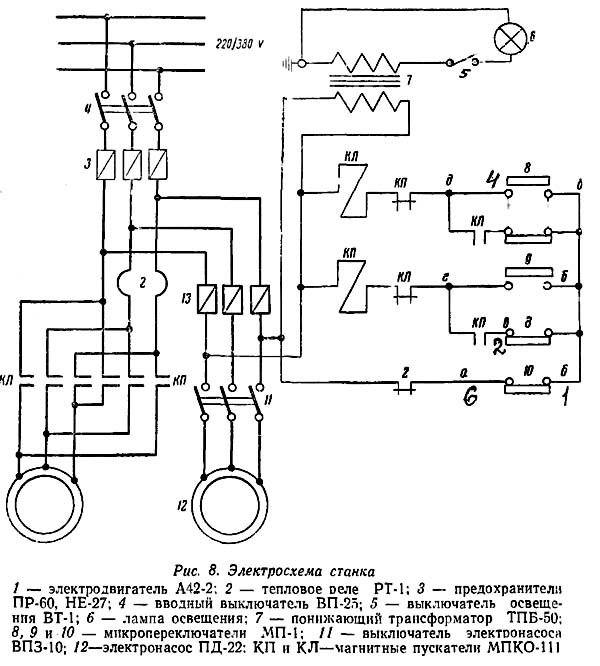
Электрическая схема сверлильного станка 2А135
Перечень элементов схемы электрической вертикально-сверлильного станка 2А135
- электродвигатель А42-2
- тепловое реле РТ-1
- предохранители ПР-60, НЕ-27
- вводный выключатель ВП-25
- выключатель освещения ВТ-1
- лампа освещения
- понижающий трансформатор ТПБ-50
- микропереключатели МП-1
- микропереключатели МП-1
- микропереключатели МП-1
- выключатель электронасоса ВПЗ-10
- электронасос ПД-22
КП и КЛ — магнитные пускатели МПКО-111
Электрооборудование вертикально-сверлильного станка 2А135. Общие сведения
Электрооборудование станка состоит из следующих узлов:
- Трехфазного асинхронного короткозамкнутого электродвигателя типа А42-2 мощностью 4,5 кВт, служащего для вращения шпинделя и рабочей подачи инструмента
- Электронасоса ПД-22 мощностью 0,125 кВт
- Пусковой и защитной аппаратуры, встроенной в нишу колонны станка
- Командной аппаратуры, состоящей из трех микропереключателей, управляемых от рукоятки
- Коммутационных проводов, идущих в основном по внутренним полостям колонны
На станке можно производить как сверление с автоматическим выключением подачи по окончании сверления, так и нарезание резьбы с автоматическим или ручным реверсированием вращения инструмента. Перестройка производится перестановкой кулачка на лимбе.
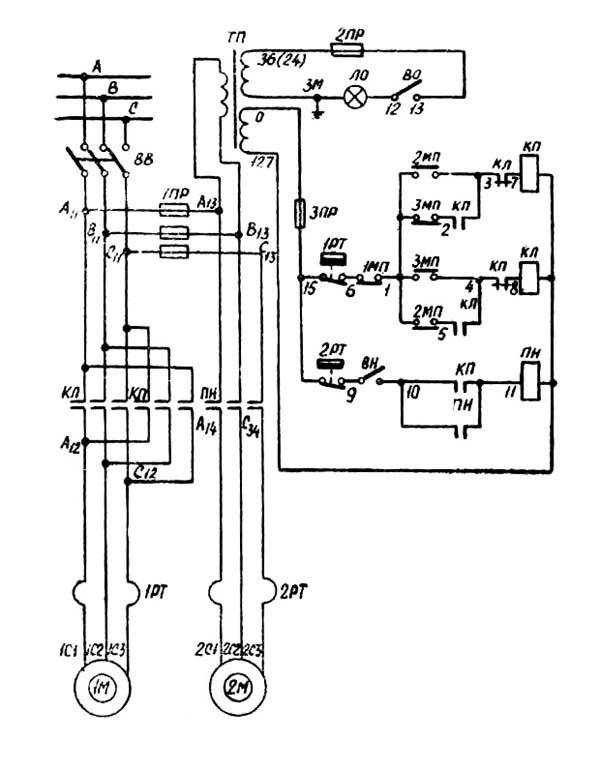
Описание электросхемы вертикально-сверлильного станка 2А135
- Включением вводного пакетного выключателя (ВПВ) 4 подается напряжение на пусковую и командную аппаратуру; пакетный выключатель насоса (ВПН) 11 служит для включения и выключения насоса охлаждения
- В исходном (среднем) положении рукоятки контакты а и б микропереключателя 10 разомкнуты, цепь управления обесточена
- Для пуска станка рукоятка управления переводится вниз, контакты о и б и контакты б и г микропереключателя 9 замыкаются, включается пускатель КП, включающий электродвигатель 1. Если станок был налажен для сверления, то по окончании обработки, в зависимости от настройки, происходит выключение подачи без выключения вращения. Отвод шпинделя производится вручную.
- Если станок был настроен для нарезки резьбы, то по окончании нарезания кулачок, укрепленный на лимбе, через специальный механизм воздействует на микропереключатель 8, контакты которого б и в размыкаются, и отключается пускатель КП; контакты б и д замыкаются, в результате чего включается реверсивный пускатель КЛ.
- Двигатель реверсируется, метчик вывертывается из изделия. При выводе метчика контакты б и д размыкаются, но пускатель КЛ питается через блок-контакты д и е
- Для следующей операции необходимо рукоятку дожать в положение «вправо», вследствие чего выключается пускатель КЛ и включается пускатель КП
- В любой момент станок можно выключить, переводя рукоятку в среднее положение и реверсировать двигатель вручную переводом рукоятки вверх
Защита электрооборудования вертикально-сверлильного станка 2А135
Схемой предусмотрена защита от короткого замыкания, от перегрузки и нулевая защита.
Кронштейн заземлен дополнительной жилой.
Станок должен быть заземлен, для чего имеется специальный болт.
Уход за электрооборудованием проводится согласно типовым инструкциям.
Принцип работы сверлильного станка 2А135
Обрабатываемая деталь устанавливается на столе станка и закрепляется в машинных тисках или в специальных приспособлениях. Совмещение оси будущего отверстия с осью шпинделя осуществляется перемещением приспособления с обрабатываемой деталью на столе станка.
Режущий инструмент в зависимости от формы его хвостовика закрепляется в шпинделе станка при помощи патрона или переходных втулок. В соответствии с высотой обрабатываемой детали и длиной режущего инструмента производится установка стола и шпиндельной бабки.
Отверстия могут обрабатываться как ручным перемещением шпинделя, так и механической подачей.
Принцип работы сверлильного станка 2А135
Обрабатываемая деталь устанавливается на столе станка и закрепляется в машинных тисках или в специальных приспособлениях. Совмещение оси будущего отверстия с осью шпинделя осуществляется перемещением приспособления с обрабатываемой деталью на столе станка.
Режущий инструмент в зависимости от формы его хвостовика закрепляется в шпинделе станка при помощи патрона или переходных втулок. В соответствии с высотой обрабатываемой детали и длиной режущего инструмента производится установка стола и шпиндельной бабки.
Отверстия могут обрабатываться как ручным перемещением шпинделя, так и механической подачей.
Где применяется сверлильный станок с ЧПУ 2р135ф2?
Рассматриваемый станок используется для регулирования процесса прямоугольной обработки и позиционирования. Программоносителем является перфолента с восьмью дорожками. Станок снабжен цифровой индикацией, возможен ввод до 15 корректировок на длину инструмента.

Станок обладает замкнутой системой, в которой в роли датчиков выступает сельсин БС155А. Стол и салазки позиционируются с точностью до 0,02 мм, цифровая индикация и задания перемещений имеют дискретностью до 0,01 мм. Всего имеется 3 координаты с возможностью управления, из которых 2 можно использовать одновременно.
Особенности станка 2Н135
Модель вертикально-сверлильного станка 2Н135, характеризующегося условным диаметром сверления 35 мм, была в свое время спроектирована и разработана специалистами Одесского конструкторского бюро. Выпуском станка 2Н135, которым оснащались преимущественно небольшие предприятия, занимался станкостроительный завод в Стерлитамаке. Схожими с данной моделью техническими характеристиками обладают еще несколько типов станков, которые выпускали следующие предприятия:
- Стерлитамакский станкостроительный завод (2С125, 2С125-01, 2С125-04, 2Н132, 2С132);
- Гомельский завод станочных узлов (2Т140, 2ТС140);
- Киевский станкостроительный завод (КА-232);
- Краснореченский станкостроительный завод (2Н135Л);
- в Болгарии (РК032).

Вертикально-сверлильный станок 2Т140
Станок 2Н135 был использован в качестве базы для создания нового, более усовершенствованного оборудования. На его основе, в частности, были разработаны следующие модели станков:
- 2Н135-1 и 2Н135К – координатный вертикально-сверлильный станок и модель, оснащенная круглым поворотным столом;
- 2Р135Ф2 – автоматизированный сверлильный станок, оснащенный револьверной головкой и крестовым столом (работу данного станка в автоматизированном режиме обеспечивает система ЧПУ);
- 2Н135С – вертикально-сверлильный станок с пинолью, на которой может крепиться рабочая головка с несколькими шпинделями;
- 2Н135А – еще одна автоматизированная модель станка, управление в которой обеспечивается за счет системы кнопок и кулачков;
- 2Н135Н – станок многопозиционного типа, который в зависимости от необходимости может оснащаться поворотными столами и рабочими головками с несколькими шпинделями.
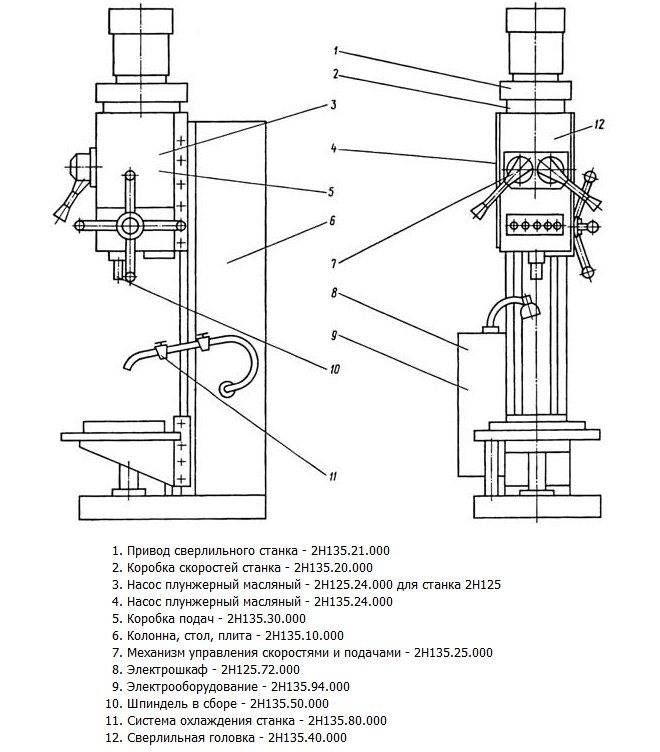
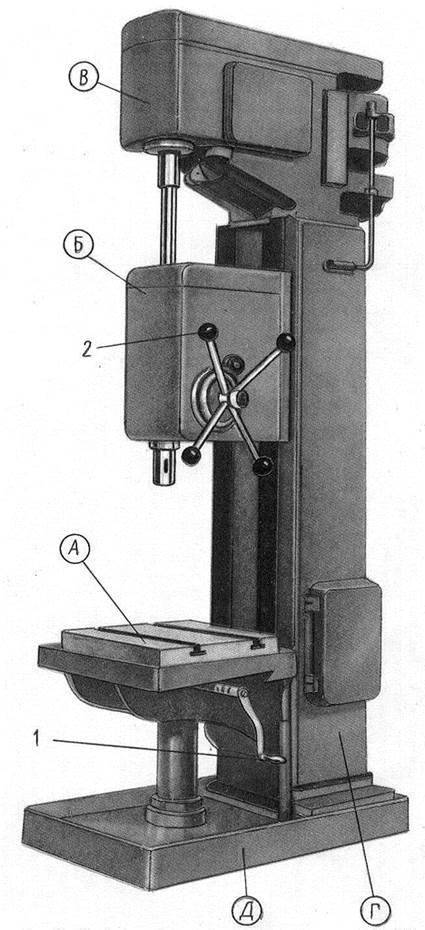
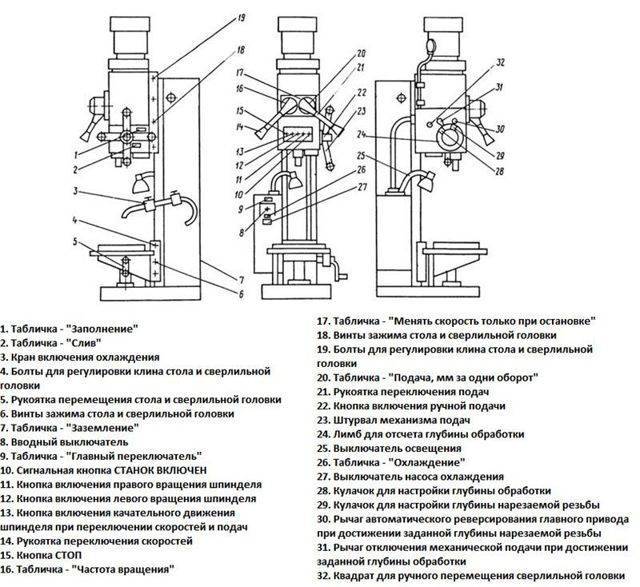
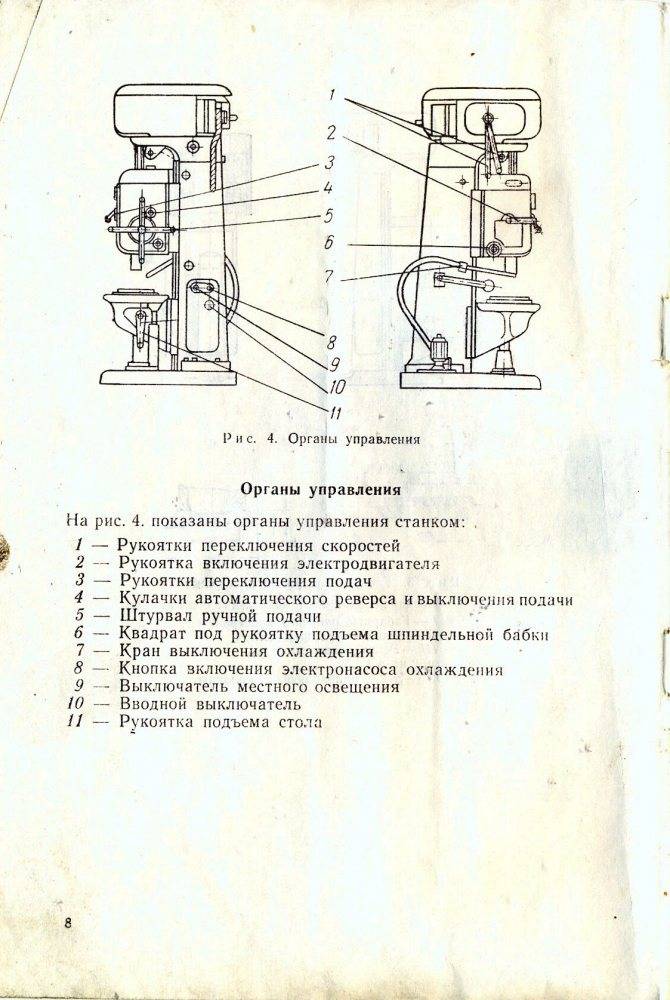
Расположение основных частей сверлильного станка 2Н135
Технические возможности станка 2Н135 обеспечиваются, в первую очередь, особенностями его конструкции, состоящей из таких элементов, как:
- рабочая головка, в которой закрепляется инструмент;
- масляный насос плунжерного типа;
- привод;
- система, обеспечивающая охлаждение зоны обработки;
- коробка подач;
- шпиндель;
- элементы системы электроснабжения станка, включая электрический шкаф;
- коробка скоростей;
- элементы системы, обеспечивающей контроль за подачами и скоростями;
- рабочий стол, плита-основание, колонна.
Характеристики станка 2Н135 свидетельствуют о его высокой универсальности. С его помощью можно выполнять обработку заготовок из разных материалов и с размерами, находящимися в достаточно широком диапазоне. Вариативность материалов, которые можно обрабатывать на данном станке, достигается за счет использования инструментов, изготовленных из быстрорежущих сталей или сплавов, обладающих высокими показателями твердости.
Порядок работы на станке
Наладка станка на работу заключается в установке стола и сверлильной головки в необходимые для работы положения, в зажиме их на колонне, в установке необходимых частот вращения и подач шпинделя.
На станке 2С132ПФ2И предусмотрены следующие режимы управления:
- наладочный (управление вручную от кнопок);
- автоматический (управление от УЦИ К524);
- полуавтоматический (позиционирование стола по программе от устройства УЦИ, а подвод и отвод пиноли со шпинделем вручную).
Для установления наладочного режима необходимо переключатель «Выбор режима» на пульте управления станка установить в положение «Наладка».
Работа на станке в режиме «Наладка» осуществляется нажатием соответствующих кнопок на пульте управления.
Для выбора оси перемещения служит переключатель «Выбор осей X и У». Для перемещения стола в положительном и отрицательном направлениях служат соответственно кнопки «Положительное направление перемещения». Для управления направлением вращения шпинделя служат кнопки «Вращение шпинделя влево» на пульте управления.

Для проворота зубчатых колес в коробке скоростей во время переключения скоростей вращения шпинделя служит кнопка «Проворот шпинделя».
На станке 2С132Ц предусмотрены следующие режимы управления:
- ручной режим;
- автоматический.
При ручном режиме, переключатель «Выбор режима» установить а среднее положение «Ручной режим». Управление станком осуществляется нажатием соответствующих кнопок на пульте станка «Вращение шпинделя влево», «Останов». Рабочая подача осуществляется как от штурвала, так и с помощью механической передачи от электродвигателя главного движения.
При автоматическом режиме, переключатель «Выбор режима» установить в крайнее левое положение «Сверление». Установить кулачки в зависимости от глубины обработки. С помощью штурвала перевести шпиндель в верхнее исходное положение. Нажать кнопку «Пуск цикла».
Нарезание резьбы в автоматическом цикле
ВНИМАНИЕ! Нарезание резьбы с автоматическим циклом подачи шпинделя, возможно только для станков 2С132ПФИ и 2С132Ц. Диапазоны подач указаны в табл. 10
10.
При автоматическом цикле нарезание резьбы переключатель «Выбор режима» установить в крайнее правое положение «Нарезание резьбы». Установить кулачки в зависимости от глубины обработки. Нажать кнопку «Пуск цикла». Окончание нарезания резьбы на станке 2С132Ц контролируется соответствующими кулачками на лимбе, а на станке 2С132ПФ2Й по заданной программе.
На станках 2С132К и 2С132 предусмотрены следующие режимы:
- ручная подача шпинделя;
- механическая подача шпинделя.
Установить кулачки в зависимости от глубины обработки.
После включения вращения и подачи шпинделя начинается обработка детали. По достижении нужной глубины обработки подача шпинделя прекратится, а шпиндель будет продолжать вращаться. Для его остановки нужно нажать кнопку «Останов».
Нарезание резьбы на станке с реверсом шпинделя на определенной глубине, лимб на сверлильной головке установить так, чтобы против указателя находилась цифра, соответствующая глубине обработки. Совместить риску кулачка «Р» с соответствующей риской на лимбе и закрепить кулачок. Выключить механическую подачу. После включения вращения шпинделя метчик вручную ввести в отверстие. Через 2-3 оборота шпинделя надобность в ручной подаче отпадает. По достижении заданной глубины нарезания шпиндель автоматически реверсируется и метчик выходит из отверстия. Чтобы шпиндель принял правое вращение, нужно нажать на соответствующую кнопку.
Приемы работы на сверлильном станке
Перед остановом станка обязательно отвести инструмент от обрабатываемой детали.
При затуплении инструмента, его поломке, а также при выкрашивании кромок у твердосплавных режущих пластин остановить станок и заменить инструмент.
При сверлении отверстий подачу врезания осуществлять вручную, а механическую подачу включать после полного входа в материал режущих кромок сверла.
Сверление глубоких отверстий выполнять в два приема: сначала отверстие сверлить на глубину, равную 5 . 6 диаметрам, обычным сверлом, затем на заданную глубину — удлиненным сверлом.
При обработке глубоких отверстий периодически выводить режущий инструмент из отверстия, очищать его кисточкой или щеткой от стружки и производить подачу СОЖ.
При сверлении полых заготовок или заготовок, у которых поверхность на выходе сверла расположена под углом к оси его вращения, применять автоматическую подачу и использовать фигурные подкладки. При обработке отверстий в тонких пластинах и полосах закреплять их в специальных приспособлениях.