

Технические характеристики и принцип работы
Независимо от устройства, станок характеризуется несколькими показателями:
- максимальная толщина (диаметр) болванки из металла для обработки;
- максимальное расстояние между серединами бабок;
- наибольшая толщина заготовки, которая устанавливается над суппортом.
А — передняя бабка, Б — суппорт, В — задняя бабка, Г — станина, Д — основание, Е — фартук, Ж — привод деления и затылования, З — гитара
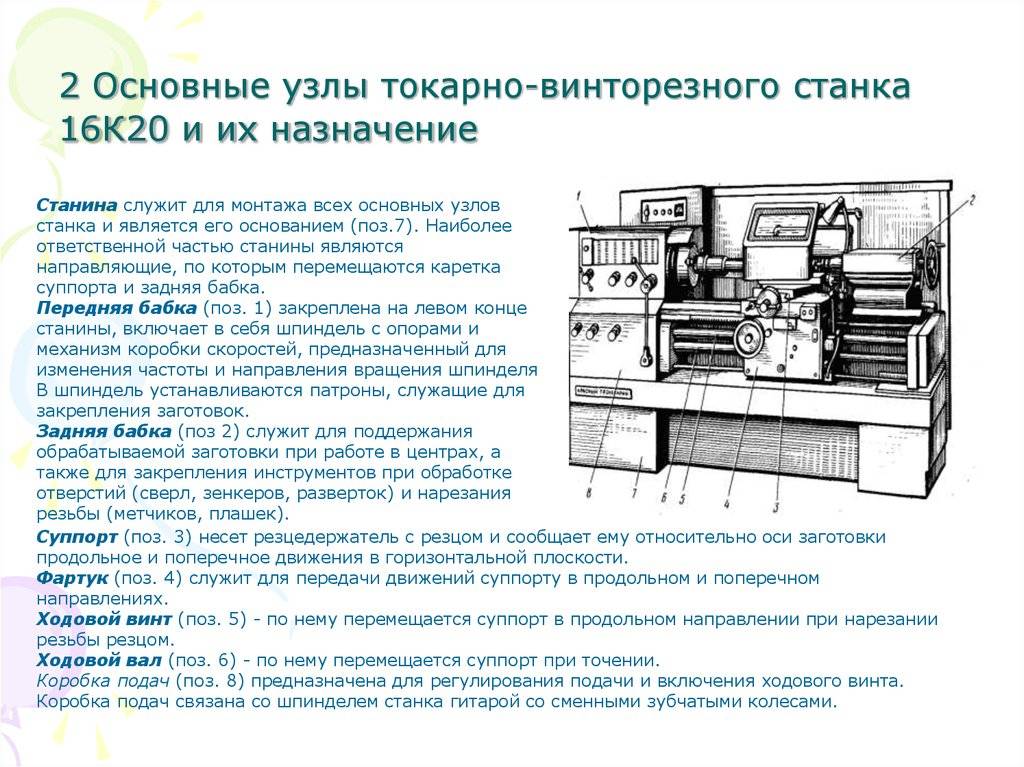
В крепления на задней бабке устанавливается инструмент, которым будет производиться обработка детали. Бабка перемещается по рельсам станины на расстояние, определяемое длиной обрабатываемой заготовки. Суппорт располагается между передней и задней бабками, во время работы каретка двигается по рельсам и перемещает резак вдоль заготовки. Устройство резцедержателя зависит от металла детали и степени нагрузки на инструмент. Если работа не слишком сложна, достаточно будет одиночного держателя. На токарных станках современных моделей обычно устанавливают головки резцов. Это достаточно устойчивое устройство, способное удержать до четырех инструментов одновременно.
В качестве двигателя используется электрический мотор с ременной передачей
Ремень идет от двигателя к шкиву токарного станка, основное внимание следует уделять его натяжке, обеспечивающей хороший ход. Ремень изготавливается из брезентовой ленты, прорезиненной ткани или другого прочного материала
Видео о том, как правильно выбрать токарный станок по металлу:
Конструкция и принцип работы
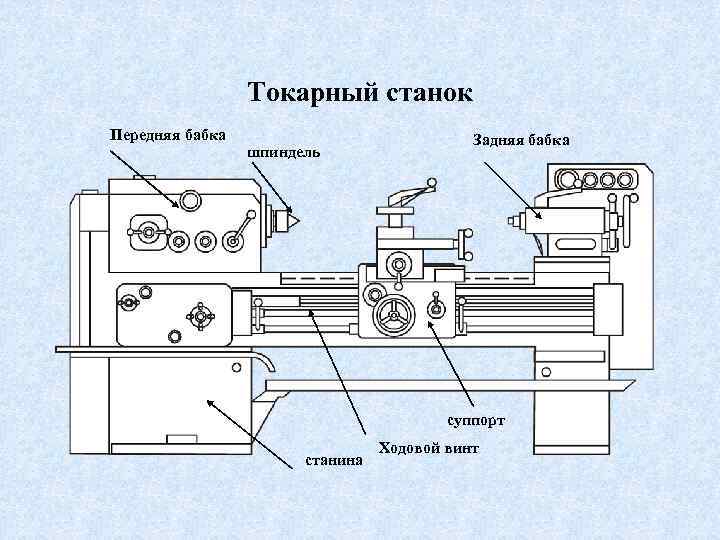
Большинство токарных станков имеют схожую конструкцию и имеют одни и те же элементы. Отличаются они только габаритами и расположением некоторых деталей.

На токарных станках производится в результате вращения обработка деталей режущим инструментом. При поступательном движении резца с поверхности заготовки снимается слой металла, ей придается нужный вид и форма. Современные станки обладают высокой точностью, резьба может быть нарезана любого профиля.
Принцип работы токарного станка состоит в следующем:
- инструмент для работы вставляется в пиноль задней бабки;
- задняя бабка должна быть установлена в соответствии с размерами детали; она передвигается по направляющим станины;
- между передней и задней бабками располагается суппорт, в процессе работы он перемещается по направляющим с помощью каретки;
- резцедержатели подбираются в зависимости от размера детали, они могут быть как одиночными, так и предназначенными для нескольких резцов.
Лучшие токарные станки по металлу
Для обработки металлов требуется высокая скорость вращения шпинделя. Для охлаждения заготовки в рабочую зону подают СОЖ. Высокие требования предъявляются к точности настроек, качеству кулачковых зажимов.
Jet BD-8VS 50000911M
Швейцарский мини токарный станок по металлу укомплектован коллекторным электродвигателем мощностью 600 Вт, который вращает шпиндель со скоростью до 2500 об/мин. Параметры вращения плавно регулируются в двух диапазонах. На лицевой панели расположены кнопки управления и метрические таблицы для настройки на резьбу. Скорость вращения выводится на дисплей, позволяет точно контролировать базовые параметры. В стандартной комплектации установлен трехкулачковый патрон с диаметром 100 мм.
Модель имеет две продольные подачи, работающие в автоматическом режиме. В резцедержатель можно установить до 4 резцов. Вращение этого узла производится точно перпендикулярно оси вращения. Все шестерни гитары изготовлены из закаленного металла, имеют продолжительный срок службы и высокую устойчивость к истиранию.
Достоинства:
- Все органы управления расположены удобно в одном месте;
- Заготовка позиционируется с высокой точностью;
- Массивная задняя бабка;
- Рабочая зона имеет длину 400 мм;
- Надежный защитный экран;
- Прямой привод шпинделя.
Недостатки:
Небольшой вес.
Для исправления недостатка необходимо внимательно отнестись к рекомендациям производителя по монтажу. Токарно-винторезный станок через поддон для сбора стружки прикручивается к верстаку. Это заметно снижает вибрацию и позволяет выполнять обработку металла с высокой точностью.
Proma SM-300E 25951830
Легкий настольный токарный станок известного чешского бренда предназначен для обработки цилиндрических и конических поверхностей. Коллекторный двигатель разгоняет шпиндель до 2500 об/мин. Скорость плавно регулируется в широком диапазоне. Легко справляется с нарезкой резьбы на металле и пластике. Заготовка позиционируется с высокой точностью, это способствуют направляющие с идеальной геометрией. При небольших размерах длина рабочей зоны составляет 250 мм.
Пользователи отмечают плавный ход задней бабки и суппорта, отсутствие люфтов. По этим показателям станок не отличается от профессионального оборудования. Модель предназначена для подключения бытовой электросети, а экономичный двигатель потребляет в среднем не более 300 Вт энергии. Качественно обрабатывает любой металл.
Достоинства:
- Ровная станина;
- Две скорости;
- Информативное управление;
- Защитный кожух;
- Удобная регулировка для дюймовой резьбы.
Недостатки:
Небольшой вес.
Ferrox ML 110×125 Vs 44924
Мини станок по металлу весит всего 13 кг. Производитель установил компактный коллекторный электродвигатель мощностью 250 Вт. Мотор легко разгонят шпиндель до скорости в 3600 об/мин, что является высокими показателями для своего класса. Предназначен для обработки цилиндрических заготовок, можно выполнять шлифование и сверление.
Скорость шпинделя варьируется в широком диапазоне, для регулировки на панели управления предусмотрены удобные рычаги. Обороты увеличиваются плавно, что гарантирует высокое качество обработки. Способствует этому и хорошо отшлифованные направляющие суппорта. При небольших размерах устройства, на нем обрабатываются детали, длиной до 125 мм.
Достоинства:
- Экономичность;
- Занимает мало места в мастерской;
- Не нуждается в сложном техническом обслуживании;
- Прочный корпус;
- Станина изготовлена из чугуна.
Недостатки:
Нет метрической и дюймовой резьбы.
Triod Lamt-500P/400 113016
Шесть скоростей и расстояние между центрами в 550 мм делает этот токарный станок для дома универсальным. Двигатель мощностью 370 Вт разгоняет шпиндель в диапазоне от 170 до 1950 об/мин, позволяя использовать твердосплавные резцы. Удобно расположенные рычаги управления скоростями помогают выбрать оптимальный режим быстро и с высокой точностью. Пиноль задней бабки выдвигается и позволяет надежно зафиксировать заготовку. Подача суппорта вперед и вбок расширяет возможности, позволяет выполнять мастеру фигурную проточку.
Резцедержатель четырехсторонний, в нем устанавливается 4 режущих инструмента, что помогает увеличить производительность. Защитный экран прочный, устойчивый к динамическим нагрузкам и не мешает обзору. При желании можно изменить величину подачи, установив другие шестерни гитары, которые идут в комплекте.
Достоинства:
- Точность при обработке;
- Хорошая комплектация;
- Устойчивость;
- Метрическая и динамическая резьба.
Недостатки:
- Высокая цена;
- Требуется подключение к трехфазной электросети.
Лучшие плоскошлифовальные машины
Варианты и расшифровка вариантов модификаций
Маркировка оборудования показывает, какими особенностями оно обладает, его сферу применения.
Токарные станки имеют буквенное и числовое название. Буквенные обозначения характеризуют его конструктивные особенности: уровень автоматизации, степень точности обработки, модификацию, тип ЧПУ.
Значение букв в маркировке приборов:
- С – особая точность.
- В – высокая точность.
- Н – нормальная точность.
- А – особо высокая точность.
- П – повышенная точность.
Цифры обозначают:
- первая цифра 1 указывает на то, что это токарный станок;
- вторая цифра обозначает тип устройства;
- третья и четвертая – показывают особенности обработки.
Например, 16К20Т обозначает:
- 1 – токарный станок;
- 6 – тип лобовой;
- 20 – 200 мм основной параметр;
- Т – модифицированный.
2 Задняя бабка токарной установки по металлу
Этот узел дает возможность надежно фиксировать протяженные детали в тех случаях, когда их помещают в обрабатывающий центр. Кроме того, задняя бабка служит для крепления разных рабочих приспособлений (например, метчиков, разверток, всевозможных видов сверл и т.д.). Если схема передней бабки всегда одинакова, то задняя бабка может быть нескольких разновидностей. Она может иметь: обычный центр; встроенный вращающийся центр.
Центр, указанный вторым, ставится на те станки, на которых планируется скоростная обработка детали (применяется специальная кинематическая схема). Задняя бабка в этом случае будет иметь следующую конструкцию: выточенное отверстие в пиноли с коническими роликами и подшипниками в нем. Подшипник шарикового типа нужен для установки втулки с отверстием в форме конуса. В это отверстие помещается центр.
Упорный шарикоподшипник берет на себя осевое усилие. Втулка не сможет вращаться в тех случаях, когда пиноль соединяется с втулкой специально смонтированным стопорящим приспособлением. Если реализовывается такая кинематическая схема (ее чертеж набросать совсем несложно), задняя бабка может служить в качестве держателя развертки, сверла, любого зенкера и прочего центрового инструмента.
Когда бабка имеет обычный центр, ее корпус находится на плите, установленной на направляющих. В корпусе вырезается отверстие, по которому передвигается (в продольном направлении) гайка с пинолью. Центр либо хвостовик какого-либо рабочего инструмента вставляют в коническое отверстие на переднем торце пиноли, которую перемещают маховичком. Кроме того, есть возможность смещать пиноль поперечно к плите при помощи винтов. При обработке детали с пологим конусом такая возможность незаменима.
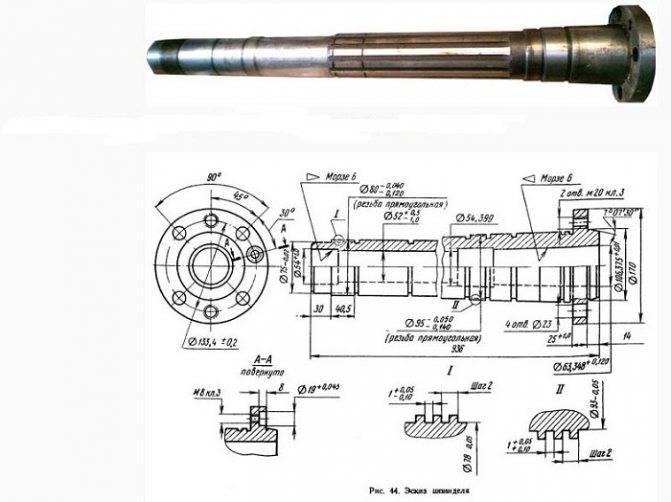
Шпиндель
Маловероятно, что ещё можно встретить устройство токарного станка по металлу с монолитным шпинделем. Современные станки имеют полые модели, но это не упрощает требований предъявляемых к ним. Корпус шпинделя должен выдерживать без прогибов:








- детали с большим весом;
- предельное натяжение ремня;
- нажим резца.
Особые требования предъявляются к шейкам, на которые устанавливаются в подшипники. Шлифовка их должна быть правильной и чистой, шероховатость поверхности не более Ra = 0,8.
Шпиндель
В передней части отверстие имеет конусную форму.
Подшипники, шпиндель и ось должны при работе создавать единый механизм, не имеющий возможности создавать лишних биений, которые могут получаться при неправильной расточке отверстия в шпинделе или небрежной шлифовке шеек. Наличие люфта между подвижными частями станка приведут к неточности в обработке заготовки.
Устойчивость шпинделю придают подшипники и механизм регулировки натяга. К правому подшипнику он крепится посредством расточенной, по форме шейки, бронзовой втулки. Снаружи её расточка совпадает с гнездом на корпусе передней бабки. Втулка имеет одно сквозное отверстие и несколько надрезов. Крепится втулка, в гнезде передней бабки гайками, накрученными на её резьбовые концы. Гайки крепления втулки используются для регулировки натяга разрезного подшипника.
За изменение скорости вращения отвечает коробка скоростей. Справа к шкиву присоединяется зубчатая шестерня, справа от шкива шестерня насажена на шпиндель. За шпинделем имеется валик со свободно вращающейся втулкой с ещё 2 шестернями. Через шейку, закреплённому в кронштейнах валику, передаётся вращательное движение. Разный размер шестерней позволяет варьировать скорость вращения.
Перебор увеличивает количество рабочих скоростей токарного станка вдвое. Строение токарного станка по металлу с использованием перебора позволяет выбрать среднюю скорость между базовыми. Для этого достаточно перекинуть ремень с одной передачи на следующую или установить рычаг в соответствующее положение, в зависимости от конструкции станка.
Шпиндель получает вращение от электродвигателя через ременную передачу и коробку скоростей.
Назначение токарных мини-станков
По сути, мини-станок — это уменьшенная копия более крупного заводского оборудования.
Она подходит для работы с относительно небольшими заготовками, в основном с телами вращения: к таким относятся детали в виде сфер, цилиндров, конусов и так далее. Можно с помощью такого станка и сверлить, вытачивать канавки, нарезать резьбу, подрезать торцы и многое другое. Подойдёт он и для выравнивания поверхности. Его удобно использовать при разнообразных видах работы, а качество зависит лишь от конкретной фирмы и модели.
Приобретя настольный токарный станок, установите его на специальной подставке или просто поставьте на рабочий стол. Однако он может сдвигаться и качаться при выполнении работы, поэтому для устойчивости рекомендуем прикрепить его к поверхности. Это необязательно делать, если у вас есть специальный поддон или рабочие детали небольшие.
Основная масса таких аппаратов используется мастерами в быту, в небольших автомастерских, а также для обучения школьников и студентов токарному делу — в школьных кабинетах труда или в цехах институтов технической направленности. Они славятся высокой функциональностью, при этом не занимая много места и не требуя особенного дополнительного оборудования. Для работы с большими объёмами деталей и в промышленном производстве они, как правило, не подходят.
Тем не менее и на крупных предприятиях возникает необходимость изготовления миниатюрных изделий — например, при производстве часовых механизмов. В таких случаях используются особо точные модели для серийного и мелкосерийного производства.
Старые советские модели станков по дереву и металлу
Советское оборудование все еще эксплуатируется на производстве. Некоторые принципиально предпочитают оборудовать домашние мастерские агрегатами из СССР.
Важно!
На советское оборудование иногда проблемно найти оснастку или комплектующие в случае поломки.
Токарно-винторезный станок ИТ-1М
Станок облегченного типа предназначался для наработки практики в мастерских. Позволяет обрабатывать цилиндрические заготовки снаружи, сверлить и растачивать, нарезать резьбу. В настоящее время снят с производства.
Токарно-винторезный станок ТВ-6
Появился на рынке в 80-х годах. Применяется в основном для обучения будущих токарей в мастерских и учебных центрах. Позволяет выполнять базовые операции.
Характеристики:
- Диаметр шпинделя — 12 мм.
- Частота вращения шпинделя — 130-170 об./мин.
- Расстояние между центрами — 350 мм.
- Максимальная длина обработки — 300 мм.
Токарные станки Универсал 2 и Универсал 3
Настольные станки для изготовления мелких деталей. Возможно выполнение большинства токарных работ. Максимальный диаметр и длина заготовки — 12,5 см и 18 см.
Токарный станок ТШ-3
Выполняет функцию точильного и шлифовального агрегата. Пригоден к эксплуатации в домашней мастерской и промышленных целях. Кроме классических токарных работ, агрегат пригоден для финишной шлифовки изделий и заточки режущих, а также слесарных инструментов.
1Е61М, 1Е61ПМ, 1Е61ВМ токарно-винторезные станки
Относятся к специальным станкам, обеспечивающим более высокую точность обработки. Все три модификации относятся к токарно-винторезной группе с высотой над центрами 175 мм.
Диаметр обрабатываемого прутка не превышает 32 мм. Максимальное расстояние перемещения суппорта составляет 200 мм.
Токарно-винторезный станок 1М63Н
Многофункциональный агрегат, предназначенный для выполнения всех типов токарных операций. Данная модель позволяет также работать с коническими поверхностями и нарезать многозаходные резьбы.
Буква Н в маркировке говорит о способности получить размеры нормальной точности. Возможна установка дополнительной оснастки при работе с крупногабаритными заготовками.
Токарно-револьверный станок 1341
Станок револьверной группы позволяет выполнять обработку с использованием нескольких инструментов одновременно. Доступные операции:
- Обработка наружных и внутренних поверхностей.
- Нарезка резьбы.
- Сверловка, зенкование, развертывание.
- Работа с фасонными поверхностями.
Обработка выполняется в автоматическом и полуавтоматическом режиме. Возможно изготовление деталей из прутка и штучных заготовок.
Токарно-винторезный станок 1Н65
Усовершенствованная модификация агрегата 1М65. Возможна обработка цилиндрических и конических деталей, а также сложных фасонных поверхностей.
Технические характеристики:
- Высота центра над станиной и суппортом — 500 и 325 мм.
- Диаметр шпинделя — 128 мм.
- Максимальный вес заготовки — 5 т.
- Максимальный диаметр заготовки в кулачках — 870 мм.
Токарно-винторезный станок 1М63
Разработан в 50-х годах для обработки заготовок из разного металла. По тем временам это был агрегат с уникальными характеристиками, и его закупали крупные промышленные предприятия. Он обеспечивал высокое качество и точность обработки при точении изделий любой сложности.
Станок токарно-винторезный 1А616
Агрегат выпущен в 50-х годах прошлого века. В ту эпоху технические характеристики были одними из лучших. На многих предприятиях станок успешно используется по сей день.
Оборудование предназначено для широкого спектра работ с небольшими заготовками. Буква А говорит про особо высокую точность обработки. Возможно нарезание модульной, дюймовой, питчевой резьбы без перестройки кинематики.
Токарный школьный станок ТВ-4
Разрабатывался для обучения токарному делу в школьных мастерских и учебных центрах. Универсальный станок, пригодный для выполнения базовых токарных операций. Имеет небольшой вес и габариты, из-за чего пользуется популярностью в домашних мастерских.
Токарный станок по металлу Школьник ТВ-7
Станок с ручным управлением, предназначен для обработки заготовок 100-300 мм. Поддерживает четыре скоростных режима. Позволяет выполнять базовые операции — наружное точение, расточка, нарезка метрической резьбы, обработка торца, сверление отверстий. Назначение — практическое обучение будущих токарей.
Настольный токарный станок по металлу ТВ-16
Станок с малыми габаритами для выполнения операций средней сложности. Доступно сверление отверстий, нарезка резьбы, наружное точение, расточка.
Параметры:
- Расстояние между центрами — 250 мм.
- Максимальный диаметр заготовки над станиной — 160 мм.
- Диаметр отверстия шпинделя — 18 мм.
- Мощность — 0,4-0,5 кВт.
Старые советские модели станков по дереву и металлу
Советское оборудование все еще эксплуатируется на производстве. Некоторые принципиально предпочитают оборудовать домашние мастерские агрегатами из СССР.
Важно!
На советское оборудование иногда проблемно найти оснастку или комплектующие в случае поломки.
Токарно-винторезный станок ИТ-1М
Станок облегченного типа предназначался для наработки практики в мастерских. Позволяет обрабатывать цилиндрические заготовки снаружи, сверлить и растачивать, нарезать резьбу. В настоящее время снят с производства.
Токарно-винторезный станок ТВ-6
Появился на рынке в 80-х годах. Применяется в основном для обучения будущих токарей в мастерских и учебных центрах. Позволяет выполнять базовые операции.










Характеристики:
- Диаметр шпинделя — 12 мм.
- Частота вращения шпинделя — 130-170 об./мин.
- Расстояние между центрами — 350 мм.
- Максимальная длина обработки — 300 мм.
Токарные станки Универсал 2 и Универсал 3
Настольные станки для изготовления мелких деталей. Возможно выполнение большинства токарных работ. Максимальный диаметр и длина заготовки — 12,5 см и 18 см.
Токарный станок ТШ-3
Выполняет функцию точильного и шлифовального агрегата. Пригоден к эксплуатации в домашней мастерской и промышленных целях. Кроме классических токарных работ, агрегат пригоден для финишной шлифовки изделий и заточки режущих, а также слесарных инструментов.
1Е61М, 1Е61ПМ, 1Е61ВМ токарно-винторезные станки
Относятся к специальным станкам, обеспечивающим более высокую точность обработки. Все три модификации относятся к токарно-винторезной группе с высотой над центрами 175 мм.
Диаметр обрабатываемого прутка не превышает 32 мм. Максимальное расстояние перемещения суппорта составляет 200 мм.
Токарно-винторезный станок 1М63Н
Многофункциональный агрегат, предназначенный для выполнения всех типов токарных операций. Данная модель позволяет также работать с коническими поверхностями и нарезать многозаходные резьбы.
Буква Н в маркировке говорит о способности получить размеры нормальной точности. Возможна установка дополнительной оснастки при работе с крупногабаритными заготовками.
Токарно-револьверный станок 1341
Станок револьверной группы позволяет выполнять обработку с использованием нескольких инструментов одновременно. Доступные операции:
- Обработка наружных и внутренних поверхностей.
- Нарезка резьбы.
- Сверловка, зенкование, развертывание.
- Работа с фасонными поверхностями.
Обработка выполняется в автоматическом и полуавтоматическом режиме. Возможно изготовление деталей из прутка и штучных заготовок.
Токарно-винторезный станок 1Н65
Усовершенствованная модификация агрегата 1М65. Возможна обработка цилиндрических и конических деталей, а также сложных фасонных поверхностей.
Технические характеристики:
- Высота центра над станиной и суппортом — 500 и 325 мм.
- Диаметр шпинделя — 128 мм.
- Максимальный вес заготовки — 5 т.
- Максимальный диаметр заготовки в кулачках — 870 мм.
Токарно-винторезный станок 1М63
Разработан в 50-х годах для обработки заготовок из разного металла. По тем временам это был агрегат с уникальными характеристиками, и его закупали крупные промышленные предприятия. Он обеспечивал высокое качество и точность обработки при точении изделий любой сложности.
Станок токарно-винторезный 1А616
Агрегат выпущен в 50-х годах прошлого века. В ту эпоху технические характеристики были одними из лучших. На многих предприятиях станок успешно используется по сей день.
Оборудование предназначено для широкого спектра работ с небольшими заготовками. Буква А говорит про особо высокую точность обработки. Возможно нарезание модульной, дюймовой, питчевой резьбы без перестройки кинематики.
Токарный школьный станок ТВ-4
Разрабатывался для обучения токарному делу в школьных мастерских и учебных центрах. Универсальный станок, пригодный для выполнения базовых токарных операций. Имеет небольшой вес и габариты, из-за чего пользуется популярностью в домашних мастерских.
Токарный станок по металлу Школьник ТВ-7
Станок с ручным управлением, предназначен для обработки заготовок 100-300 мм. Поддерживает четыре скоростных режима. Позволяет выполнять базовые операции — наружное точение, расточка, нарезка метрической резьбы, обработка торца, сверление отверстий. Назначение — практическое обучение будущих токарей.
Настольный токарный станок по металлу ТВ-16
Станок с малыми габаритами для выполнения операций средней сложности. Доступно сверление отверстий, нарезка резьбы, наружное точение, расточка.
Параметры:
- Расстояние между центрами — 250 мм.
- Максимальный диаметр заготовки над станиной — 160 мм.
- Диаметр отверстия шпинделя — 18 мм.
- Мощность — 0,4-0,5 кВт.
Что представляет собой шпиндель для токарного станка
Шпиндель для токарного станка представляет собой вал с отверстием посередине. В него, в отверстие, вставляют заготовки будущих деталей. Изготавливают его из высокопрочной стали, так как на него постоянно ложится большая нагрузка. Теперь немного поподробнее.
Чертеж и конструкция устройства
То, какой конструкции будет шпиндель, зависит от большого перечня факторов. К примеру, от того, какие работы нужно будет выполнить, или от скорости, с которой будет происходить работа. Также в этот перечень можно внести виды станка, так как для разных видов нужен разный шпиндель.
Требования к шпиндельному узлу
В прошлом основным упором для данного узла были подшипники, на которых вращается шпиндель. Отклонение на них достигало около одного микрометра. Сейчас же всё поменялось: теперь требования к современным шпинделям усилились, и они изготавливаются при помощи либо магнитных, либо воздушных опор.
Это позволяет добиться намного лучших результатов, чем при использовании подшипников: теперь отклонения от нормы составляют лишь около двух десятых микрометров, что позволяет работать даже с самыми сложными деталями, не боясь выпустить брак.
Однако, две десятые микрометров не придел. При помощи маховика, который разгоняет шпиндель, можно добиться снижения погрешности до трёх сотых микрометров, что намного меньше предыдущего результата. Правда, такие работы должны выполняться после того, как маховик будет отключен. То есть, работы выполняются за счёт инерции, при помощи которой шпиндель продолжает движение.

Вот список требований, которым должны соответствовать шпиндельные узлы:
- Точность. Это требование проверяется на основание того, для какого станка нужен шпиндель и применения.
- Скорость обработки. Шпиндельные узлы вращаются всегда с разной скоростью (это зависит от вида). Если говорить грубо: чем быстрее — тем лучше. От скорости зависит, на каком уровне будет качество выполненной детали.
- Жёсткость. Здесь всё не так, как со скоростью. То есть, чем ниже — тем лучше. Вычисляется он при помощи соотношения величины прогиба шпинделя и уровня радиального биения. Вычислив получившееся число у двух шпинделей, можно сказать: какой из них лучше.
- «Время жизни». Этот показатель означает, сколько шпиндель сможет прослужить при выполнении предназначенных работ. Он зависит от того, какой подшипник используется при эксплуатации. Естественно, чем он хуже — тем быстрее сломается шпиндельный узел.
- Устойчивость к вибрации. Естественно, при работе станок очень много вибрирует, что может привести к браку, если шпиндель не соответствует этому требованию. Если шпиндельный узел плохо переносит вибрацию, то уровень точности при работе будет заметно ниже.
- Максимальный уровень нагревания. Это — одно из важнейших требований. При работе шпиндельный узел, из-за силы трения, сильно нагревается, а потому иногда ему нужно, так сказать, «отдохнуть» от работы. При сильном нагреве он может начать видоизменятся и поломаться, а потому нужно выбирать самый устойчивый к высокой температуре.
- Максимально переносимый вес. Благодаря этому требованию можно определить — какого веса инструменты можно закреплять на шпиндельном узле. Также от этого показателя зависит размер используемого инструмента.
Учитывая все эти требования, которые предъявляют к шпинделю можно выбрать максимально хороший и подходящий для работ шпиндельный узел.
Назначение и принцип действия
Самым главным и, как следствие, основным назначением шпиндельного узла является закрепление на нём патрона, который в свою очередь предназначенных для зажима заготовки будущей детали.

Справка! Закрепление заготовки на шпинделе осуществляется благодаря специальному зажимному патрону, планшайбе или цанговому зажиму, которые крепятся на конце шпинделя.
Классификация металлорежущих станков
Металлорежущий станок – машина для обработки резанием металлических и др. материалов, полуфабрикатов или заготовок с целью получения из них изделий путём снятия стружки металлорежущим инструментом. Все металлорежущие станки классифицируются по определенным признакам, зависящим от рода технологического процесса, режущего инструмента, компоновки станка.
Металлорежущие станки подразделяются на 9 групп (рисунок 1).

Рисунок 1 – Классификация станков по методу обработки
Каждая группа станков делится на типы. Так например, токарные станки бывают специализированные, одношпиндельные, многошпиндельные, револьверные, лобовые, многорезцовые, карусельные и т.д.

Станки одного и того же типа могут отличаться компоновкой (например, фрезерные универсальные, горизонтальные, вертикальные), кинематикой, т.е. совокупностью звеньев, передающих движение, конструкцией, системой управления, размерами и точностью обработки (рисунок 2).

Рисунок 2 – Основные виды фрезерных станков
При этом, например, если рассматривать операцию зубофрезерную, то для этой операции можно выбрать станки 5-й группы, но это будет зубофрезерный станок, а фрезерные станки расположены в 6-й группе. То есть четкого разграничения между группами нет, тем более появляются новые станки, реализирующие ранее неиспользуемые методы обработки.
Согласно стандартов, оборудование имеет основные размеры, характерные для станков каждого типа. Так, например, для токарных и круглошлифовальных станков это наибольший диаметр обрабатываемой заготовки (рисунок 3), для фрезерных станков — длина и ширина стола, на который устанавливаются заготовки или приспособления, для поперечно- строгальных станков — наибольший ход ползуна с резцом.

Рисунок 3 – Наибольший диаметр заготовки для токарных станков
Группа однотипных станков, имеющих сходную компоновку, кинематику и конструкцию, но разные основные размеры, составляет размерный ряд. Так, по стандарту, для зубофрезерных станков общего назначения предусмотрено 12 типоразмеров с диаметром устанавливаемого изделия от 80 мм до 12,5 м.
Конструкция станка каждого типоразмера, спроектированная для заданных условий обработки, называется моделью. Каждой модели присваивается свой шифр — номер, состоящий из нескольких цифр и букв. На рисунке 4 показан пример обозначения токарного станка с ЧПУ (числовое программное управление).




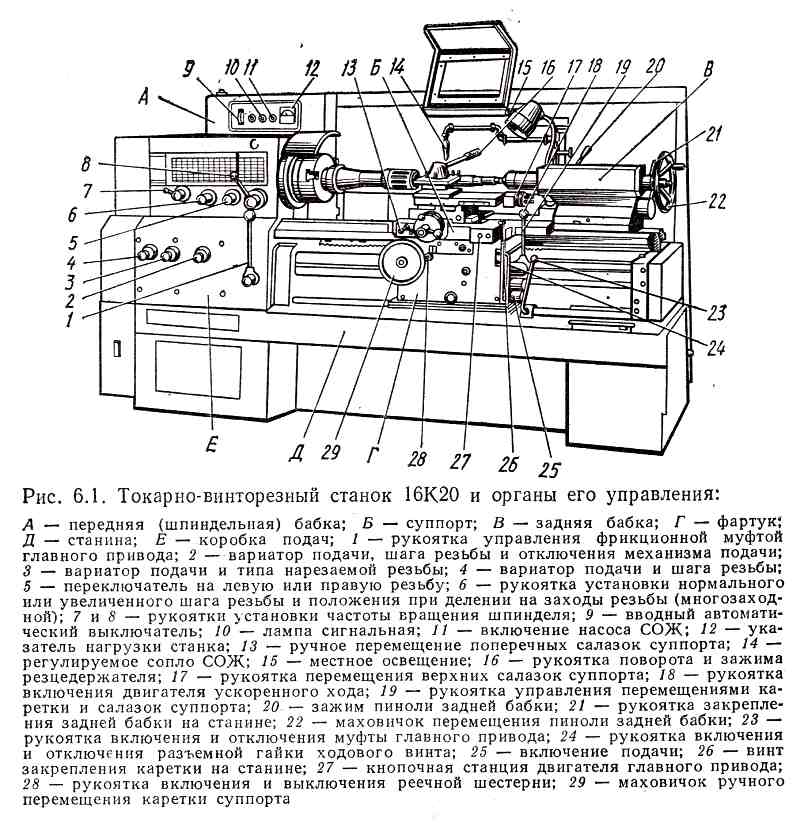



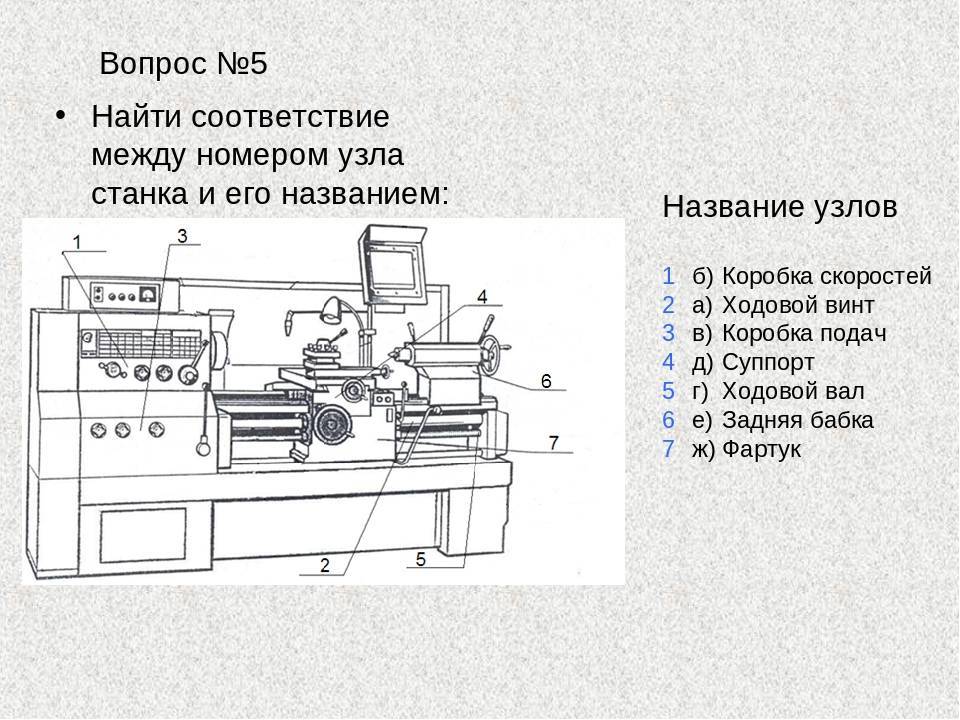

Рисунок 4 – Обозначение токарного станка с ЧПУ
Первая цифра означает группу станка, вторая – его тип, третья цифра или третья и четвертая цифры отражают основной размер станка. Например, модель 16К20Ф3 означает: токарно-винторезный станок с наибольшим диаметром обрабатываемой заготовки 400 мм. Буква между второй и третьей цифрами означает определенную модернизацию основной базовой модели станка.
Выделяют станки-автоматы и полуавтоматы. Автоматом называют станок, в котором после наладки все движения, необходимые для выполнения цикла обработки, в том числе загрузка заготовок и выгрузка готовых деталей, осуществляется автоматически, т.е. выполняется механизмами станка без участия оператора.
Цикл работы полуавтомата выполняется также автоматически, за исключением загрузки-выгрузки, которые производит оператор, он же осуществляет пуск полуавтомата после загрузки каждой заготовки.
С целью комплексной автоматизации для крупносерийного и массового производства создают автоматические линии и комплексы, объединяющие различные автоматы, а для мелкосерийного производства – гибкие производственные модули (ГПМ). Пример ГПМ приведен на рисунке 5.
Автоматизация мелкосерийного производства деталей достигается созданием станков с программным управлением (цикловым), в обозначение моделей вводится буква Ц (или числовым буква Ф).
Цифра после буквы Ф обозначает особенность системы управления:
- Ф1 – станок с цифровой индикацией (с показом чисел, отражающих, например, положение подвижного органа станка) и предварительным набором координат;
- Ф2 – станок с позиционной или прямоугольной системой; Ф3 – станок с контурной системой;
- Ф4 – станок с универсальной системой для позиционной и контурной обработки, например, модель 1Б732Ф3 – токарный станок с контурной системой ЧПУ.
Станки с ЧПУ постепенно вытесняют другие установки, благодаря высокой точности обработки, повышенной производительности и соответственно сравнительно быстрой окупаемости.

Рисунок 5 – Пример гибкого производственного модуля
Кроме того, металлорежущие станки делятся по степени универсальности, по степени автоматизации и классу точности. Классификация станков представлена на рисунке 6.

Рисунок 6 – Классификация станков
Виды деревообрабатывающих станков
Выделяют 3 разновидности токарных станков для обработки дерева. Различия состоят в их назначении и основных функциях:
- промышленные – агрегаты используются на предприятиях, фабриках, устанавливаются в цехах;
- полупрофессиональные – станки предназначены для использования на небольших фабриках, где выработка продукции производится в небольших объемах;
- бытовые (настольные) – приборы применяются для изготовления деревянных деталей в домашних условиях.
Не пропустите: Электростамеска: виды и характеристики электрической стамески
Промышленные устройства показывают высокую производительность. Их преимущества:
- способность выполнять большой объем работы;
- функциональность;
- надежность.

Масса конструкции от 200 кг, мощность – от 1 кВт.
Полупрофессиональные токарные станки по дереву компактные, масса 40-90 кг, показатели мощности 0,5-1 кВт.
Станок бытовой используется для обработки 1-2 деталей за один раз. Масса установки составляет 20-40 кг, показатели мощности – 0,2-0,5 кВт. Агрегаты для использования в домашних условиях отличаются минимальным набором функций. Отличия имеются по производительности и возможностям, также методикам выполнения работы. Виды бытовых станков:
- фрезерные устройства (применяются в 90% случаев для расточки пазов);
- винтовые (нанесение резьбы, придание детали формы конуса);
- копировально-фрезерные устройства (применяются для получения заготовок в нестандартных формах, для работы применяются специализированные трафареты);
- рейсмусовые (обстругивание доски).
Также выпускаются устройства с ЧПУ. Это автоматические агрегаты, которые выполняют этапы работы по заданной программе.

Варианты и расшифровка вариантов модификаций
Маркировка оборудования показывает, какими особенностями оно обладает, его сферу применения.
Токарные станки имеют буквенное и числовое название. Буквенные обозначения характеризуют его конструктивные особенности: уровень автоматизации, степень точности обработки, модификацию, тип ЧПУ.
Значение букв в маркировке приборов:
- С – особая точность.
- В – высокая точность.
- Н – нормальная точность.
- А – особо высокая точность.
- П – повышенная точность.
Цифры обозначают:
- первая цифра 1 указывает на то, что это токарный станок;
- вторая цифра обозначает тип устройства;
- третья и четвертая – показывают особенности обработки.
Например, 16К20Т обозначает:
- 1 – токарный станок;
- 6 – тип лобовой;
- 20 – 200 мм основной параметр;
- Т – модифицированный.





