Технология изготовления приспособления «Улитка»
Упрощенно технологический процесс изготовления станка «Улитка» своими руками можно представить в виде ряда последовательных операций.
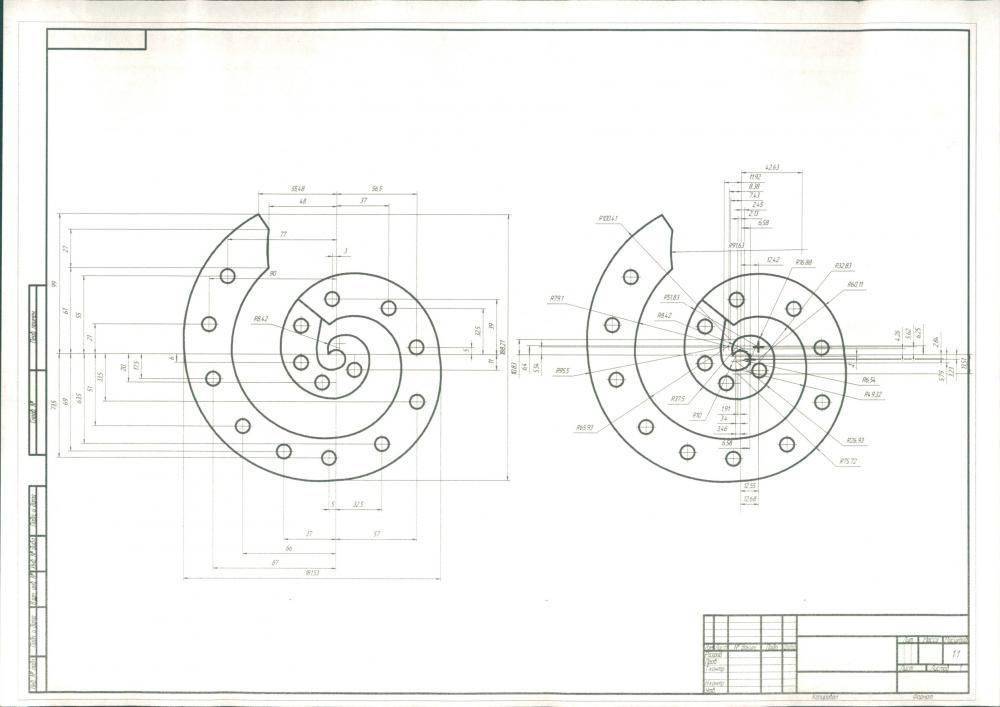
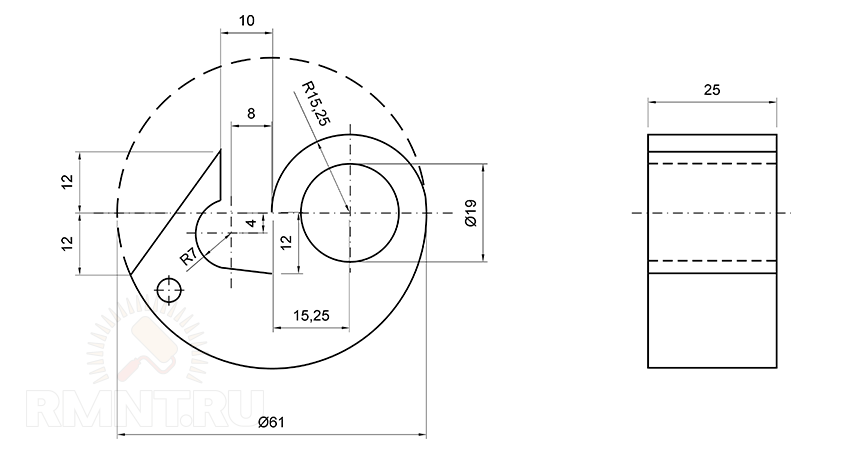
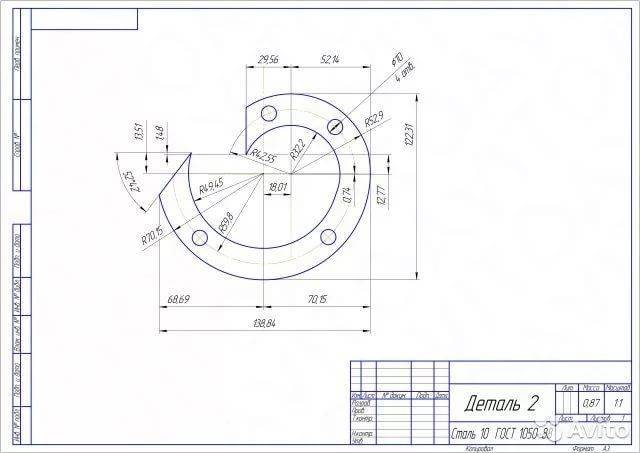
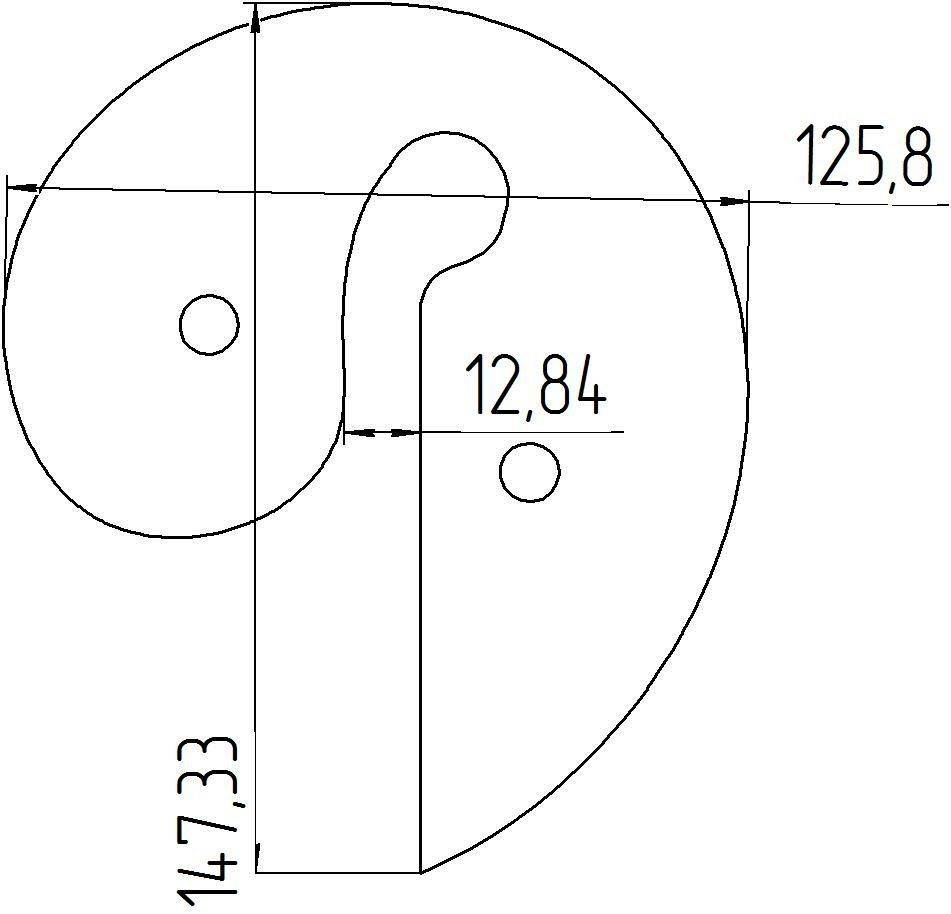
На листе бумаги вычерчивается профиль изделия, который требуется изготовить. При вычерчивании выдерживаются размеры изделия. Чертеж нужен только для получения профиля самой детали
Внимание! При проработке учитываются толщина заготовки. Нужен зазор не менее 3…4 мм, тогда изделия можно снять после его изгибания в приспособлении.
Для большинства станков изготавливают центральный упор
В нем будет фиксироваться начало.
Разные мастера используют свои приемы фиксации, поэтому изделия у них можно отличить по почерку.
Из стального листа вырезается опорная пластина. К ней будет привариваться центр, а также спираль. Толщина пластины должна быть не менее 3 мм, так как будут прилагаться значительные усилия. Размер пластины в будущем определит и параметры завитка.
Пользуясь чертежом спирали, изгибается из полосы заготовка. При ее гибке контролируются параметры. Чем точнее будет изготовлен этот элемент, тем проще будет выполнять изготовление элементов для кузнечных изделий. Внимание! При необходимости изготовления завитков с количеством витков более одного нужно срезать полосу спирали по диагонали. Поэтому используют полосу значительно ширины. Минимальный размер соответствует высоте профиля, который собираются гнуть на станке.
Приспособление размещают на специальной стойке, чтобы легче формировать готовые изделия. Для небольших по размеру деталей удобно размещать на вертикальной стойке.
Чтобы проще выполнять работу приваривают ручку. Ее устанавливают с обратной стороны, чтобы не мешала устанавливать и снимать заготовки.
Чертежи улитки для ковки
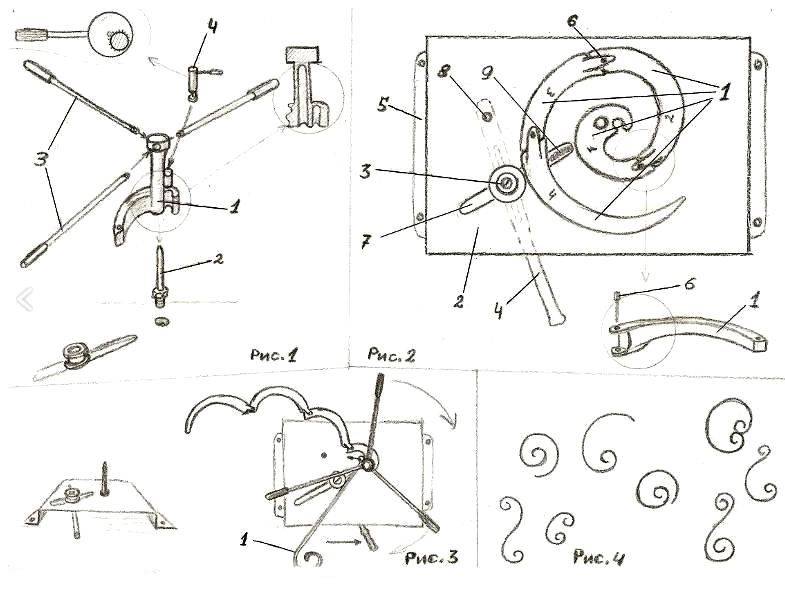
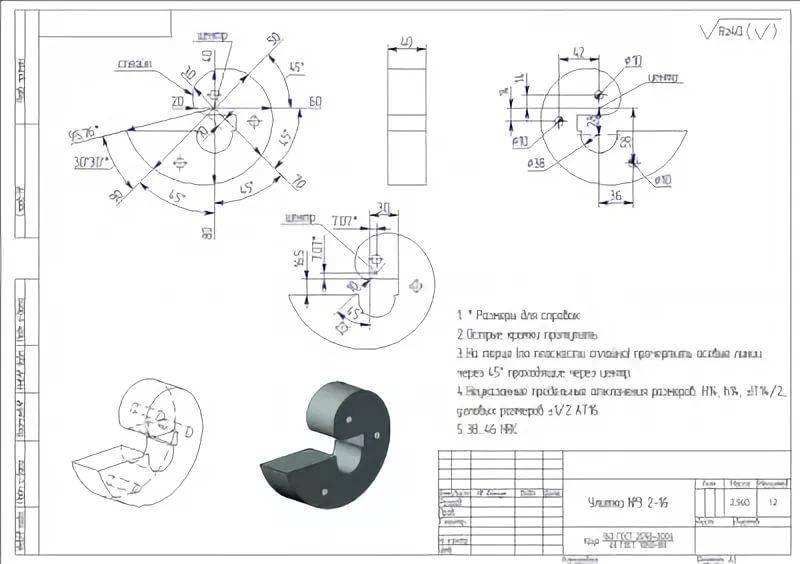
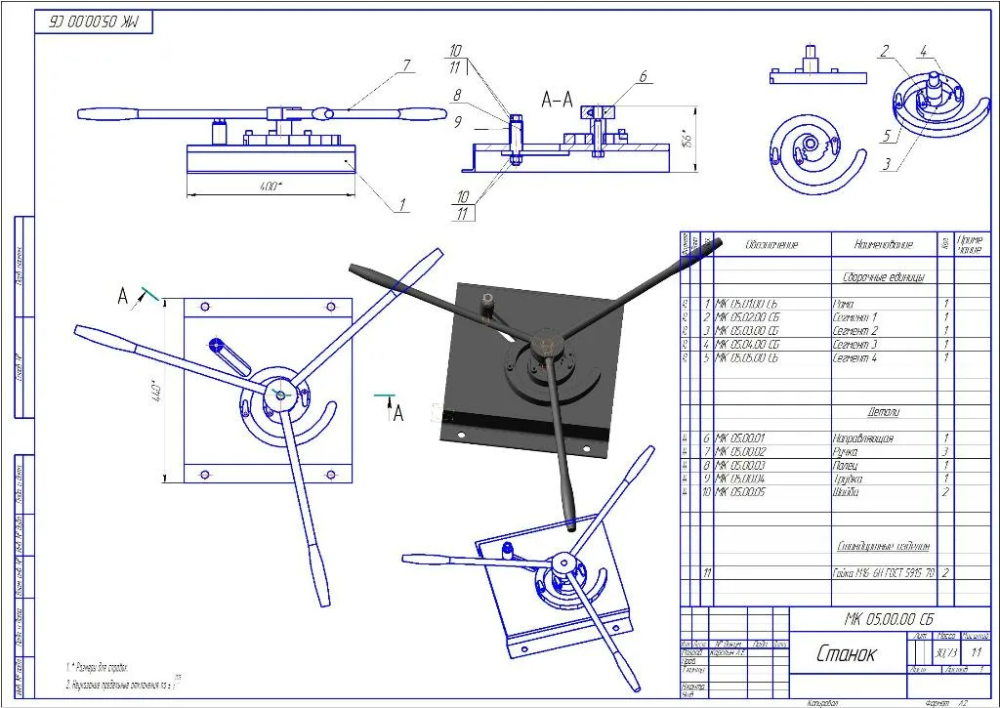
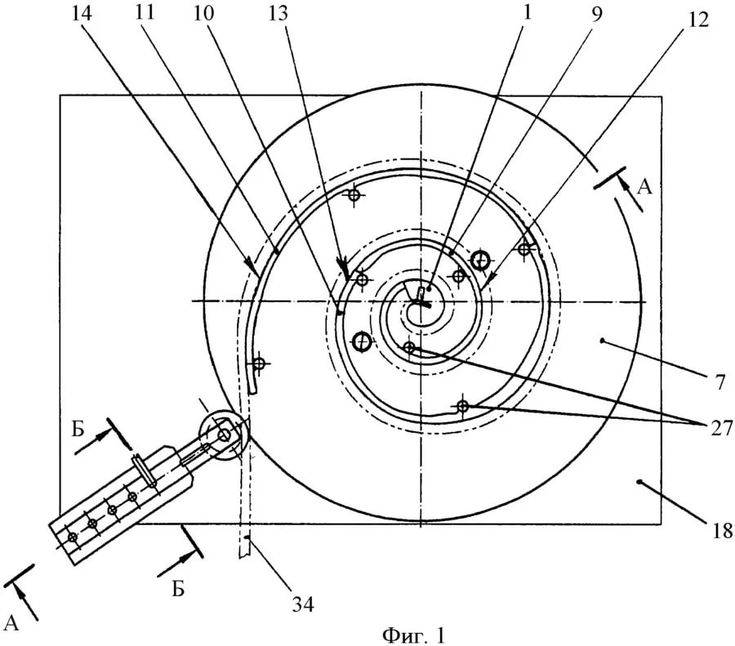
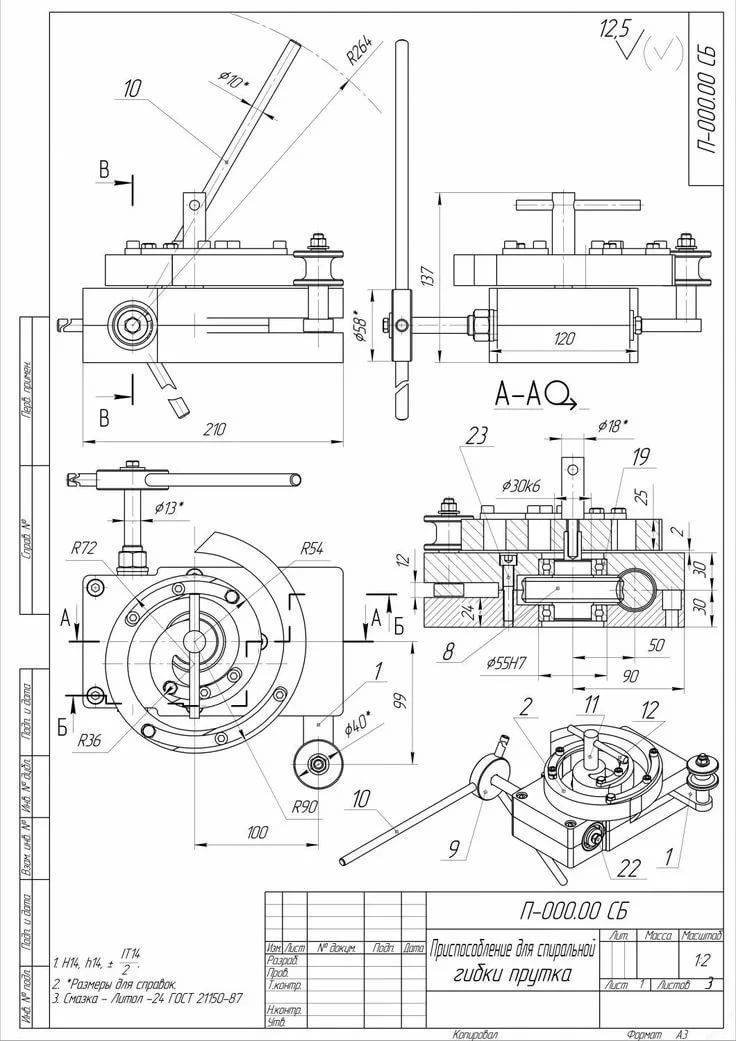
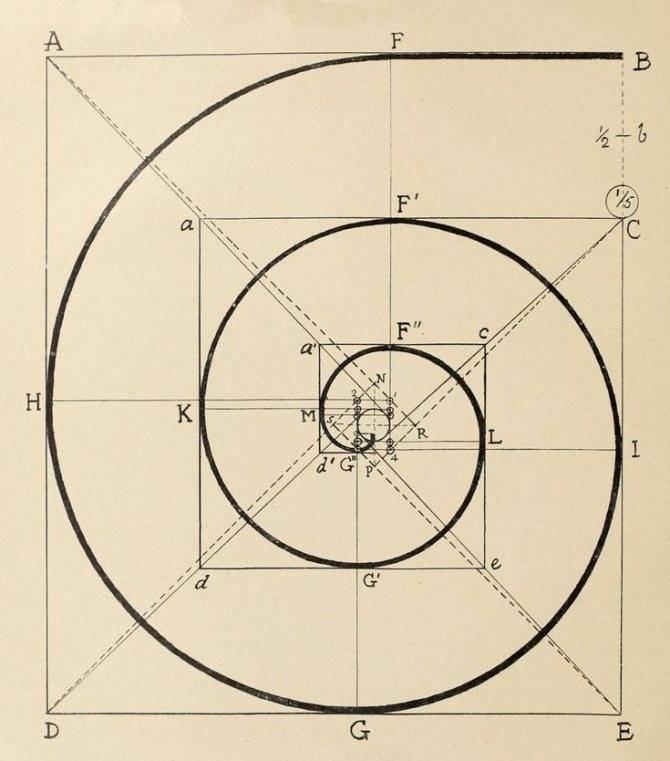
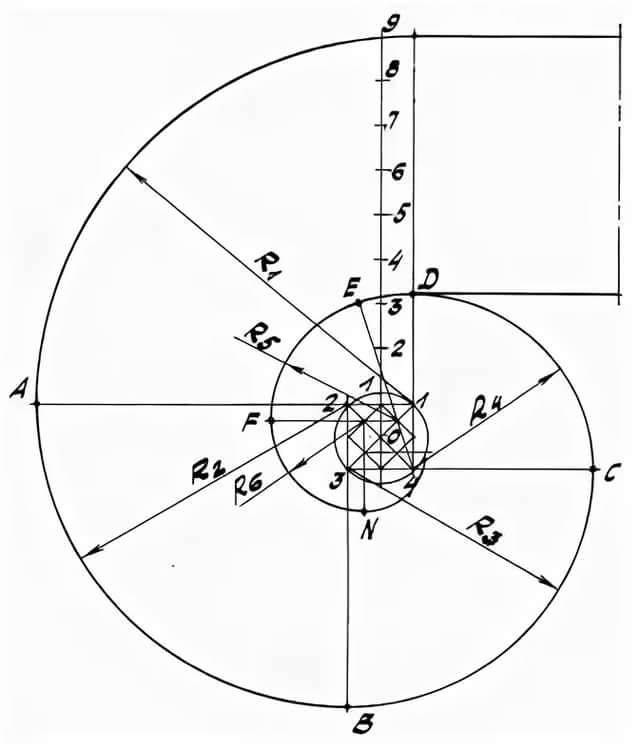
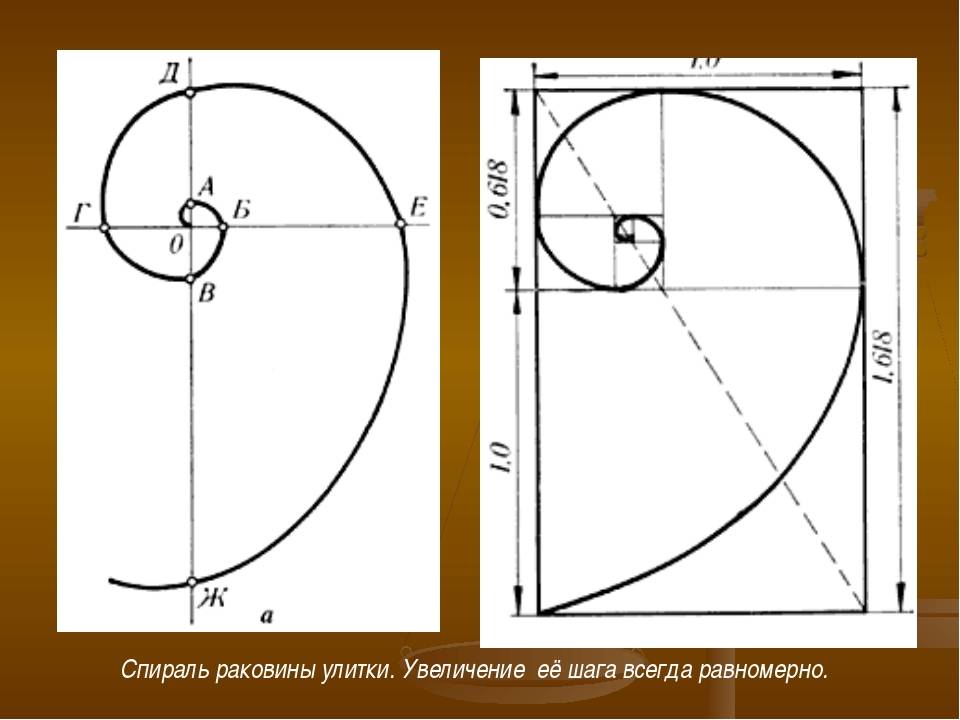
Начинающие мастера часто обходятся без чертежа, нанося контуры улитки на само основание без всяких расчетов. Для первого раза это допустимо, но, если вы хотите сделать качественный станок улитку для холодной ковки, то нужно, все-таки, пользоваться чертежами, в которых рассчитаны все параметры. В зависимости от выбранного вида конструкции улитки существуют разные варианты их чертежей, по которым изготавливают эти приспособления. Например, схема устройства улитки, изображенной на фото, показана ниже.
На схеме также описан принцип работы такого станка, в котором использован привод с помощью трех рычагов, вращающих вал и улитку.
Изгиб осуществляется после жесткого закрепления конца заготовки за первый завиток шаблонной формы с помощью фиксатора и последующего наматывания прутка вокруг вращающегося спиралевидного шаблона при вращении вала.
Станки для холодной ковки: преимущества их применения
Метод холодной ковки использует такое свойство металла, как пластичность, то есть при механических воздействиях можно изменить изначальную форму заготовки в заданных пределах. Поэтому для данного процесса подходят мягкие металлы, например: низкоуглеродистая сталь, медь, алюминий и пр. Для использования в качестве заготовок могут применяться:
Примеры различных материалов, используемые для холодной ковки
- прутки любого сечения: круглого или квадратного;
- полосы металла различной нарезки;
- трубы;
- прокатный профиль.
Изделия, которые производит кузнец при горячей ковке металла, в своем роде единичны и уникальны. Если необходимо создать набор из одинаковых элементов, которые потом собираются в готовую структуру, то уникальность будет только мешать. Именно с этой целью применяют метод холодной ковки: он гарантирует формирование большого количества идентичных элементов.
С горячим металлом работают профессионалы, которые обладают опытом в применении данной технологии и способны виртуозно обращаться со сложным инструментом. При холодной ковке высочайшего мастерства не понадобится – все гораздо проще. Ручные станки для ковки позволяют без значительных физических усилий получить достаточное количество изделий для выполнения того или иного проекта.
Универсальный станок улитка для создания художественных спиралей и завитков
Кроме того, временные затраты на подготовку элементов значительно сокращаются при работе на специальных станках, не говоря уже о сравнении данного метода с технологией горячей ковки: несколько минут на изготовление одного элемента – это неоспоримое преимущество.
Видео: самодельный электрический станок для холодной ковки
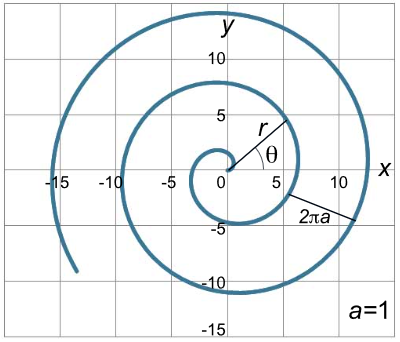
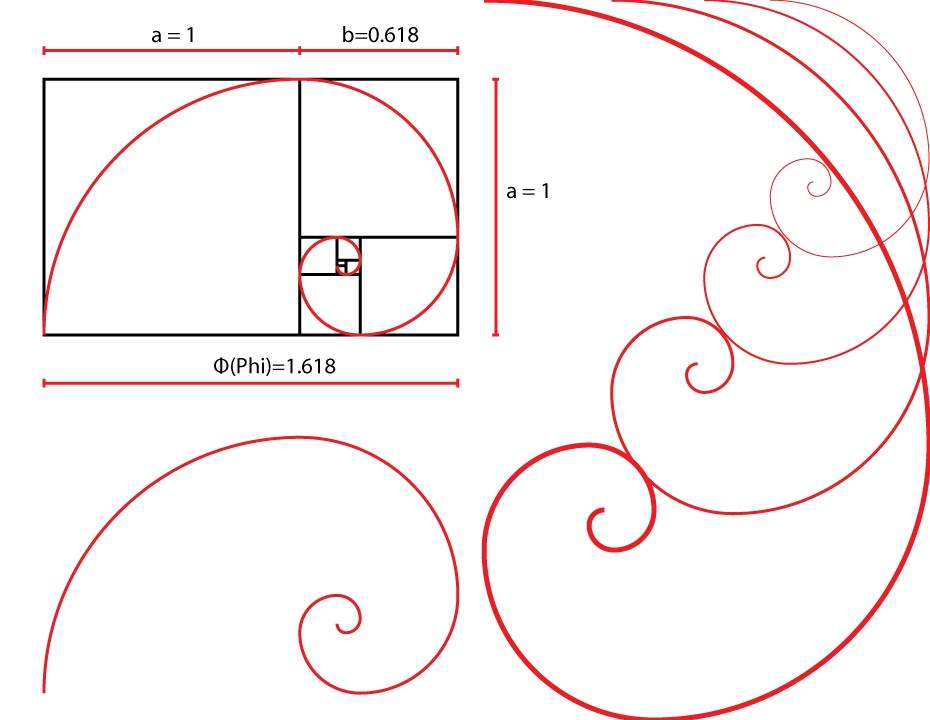
Спираль как спираль
Приспособление для навивки спиралей вручную
В некоторых случаях как элемент художественной ковки используются обычные ровные прямые восходящие спирали. Сделать для этого пружинный станок-твистер своими силами абсолютно нереально. Но вспомним: спирали в кованом узоре пружинить ни к чему и ее можно навить из обычной пластичной стали с помощью простого приспособления (см. рис. справа). Шаг (восхождение) спирали определяется рогом ворота (залит красным); отгибая рог вверх-вниз, можно получать спирали пореже и погуще. Квадратный пруток берется на заготовку или круглый, безразлично. Можно также вить спирали из закрученного на торсионе прутка.
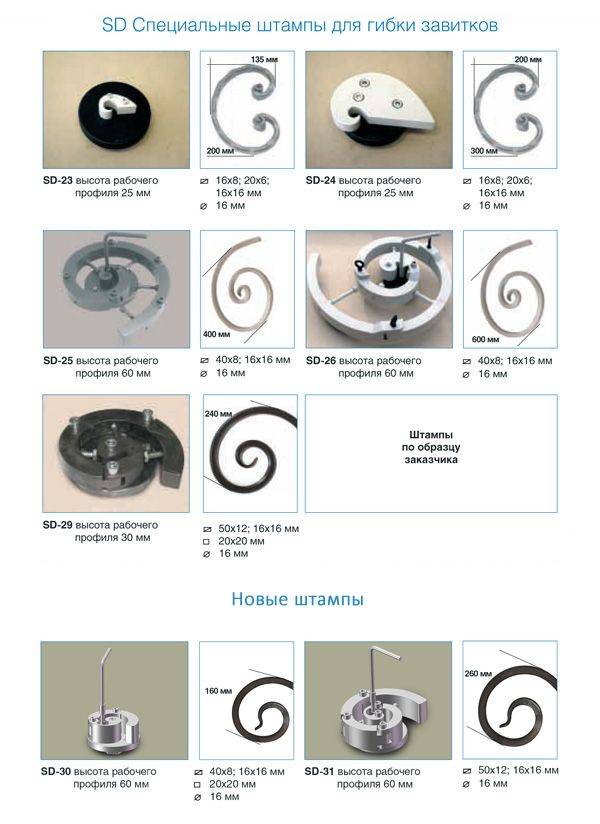
Приспособление Улитка для гибки завитков методом холодной ковки

Устанавливается на:
Приспособление предназначено для изготовления элементов “завиток”, “волюта”, “запятая” из металлопроката.Инструмент для гибки завитков располагается в горизонтальной плоскости, что позволяет изготавливать элементы больших диаметров (до 500 мм) в несколько оборотов.
Станок для гибки завитков
Обратите внимание, чтобы получить полноценный станок для изготовления завитков ПГУ устанавливается на приводы Д-1, Д-УКГБ или Д2С. Разнообразие получаемых изделий достигается сменными шаблонами улиток. Пролистав страницу ниже, Вы можете выбрать и купить улитку для холодной ковки в соответствии с Вашими задачами
Пролистав страницу ниже, Вы можете выбрать и купить улитку для холодной ковки в соответствии с Вашими задачами.
Узнать цену
Внимание акция!!!
Если вы хотите экономитьпокупая по самой низкой цене
Пришлите счет который собираетесь платить
и мы сделаем вам встречное предложение на более выгодных условиях.
То есть дешевле!!!
Сэкономим ваше время. Подберем оптимальный вариант.Позвоните нам:
Звонок по РФ бесплатный
Дополнительная комплектация
Артикул / Название
Что делает / Описание
Заготовка
БЛ-420
Штамп предназначен для изготовления элементов «бублик», «доллар», «запятая» диаметром до 500 мм (длина заготовки 3200 мм). |
Приспособления для завитков
УДЛ
Приспособление для догибания лапки элемента «доллар». |
круг, квадрат: 6-16 мм.
П-ОЗ
Предназначено для предварительной подготовки заготовки перед изготовлением элемента «обратный загиб» из металлопроката квадратного и круглого сечения от 6 мм до 16 мм. |
круг, квадрат: 6-16 мм.
Штамп «Улитка» с нераскатанным окончанием
УБЛ
Предназначен для изготовления элементов «доллар»,»бублик»,»запятая» без оттяжки лапки. Внутренний размер завитка 108*117 мм. |

круг, квадрат: 6-12 мм,проф. труба: 15*15, 20*20 мм.
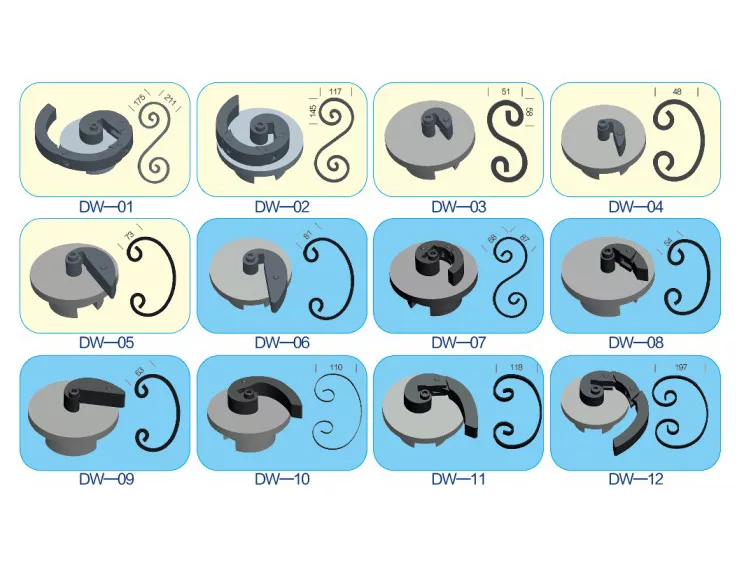
Штампы «Улитка» с раскатанным окончанием
Предназначен для изготовления элемента «доллар»,»бублик»,»запятая». Предварительные работы: необходимо раскатать кованое окончание. Воспользуйтесь эксцентриковыми вальцами на блоке МКБ, УКГБ или КРБ.
Бублик арт. М0
Бублик
Доллар
Завиток
Запятая
Спираль
М2
Внутренний размер завитка 80*40 мм. |
круг, квадрат: 6-16 мм,проф. труба: 15*15, 20*20 мм.
М1
Внутренний размер завитка 67*54 мм. |
круг, квадрат: 6-16 ммпроф. труба: 15*15, 20*20 мм.
М0
Предназначен для изготовления завитков минимального диаметра без прямого участка. Внутренний размер завитка от 53*32 до 95*125 мм. |
круг, квадрат: 6-14 мм,проф. труба: 15*15, 20*20 мм.
У
Предназначен для изготовления завитков из металлопроката квадратного и круглого сечения от 6 мм до 16 мм различной длины и внутренним размером 120*115 мм. |
круг, квадрат: 6-16 мм.
Штампы «Улитка» с окончанием «обратный загиб»
Для получения элементов «доллар»,»бублик» ,»запятая» с окончанием «обратный загиб» необходимо его предварительно подготовить.
Бублик с обратным загибом
Доллар с обратным загибом
Запятая с обратным загибом
ОЗ-2
Чтобы работать на ОЗ-2 нужно подготовить загиб на специальном приспособлении П-ОЗ.Внутренний размер завитка 67*54 мм. |
круг, квадрат: 6-16 мм.
ОЗ-5
Заготовку необходимо подготовить на П-ОЗ.Внутренний размер завитка 167*181 мм. |
круг, квадрат: 6-16 мм.
ОЗ-4
Необходима предварительная подготовка загиба на П-ОЗ.Внутренний размер завитка 120*115 мм. |
круг, квадрат: 6-16 мм.
ОЗ-3
Заранее подготовить загиб на приспособлении П-ОЗ.Внутренний размер завитка 80*40 мм. |
круг, квадрат: 6-16 мм.
Штампы «Улитка» с окончанием «плотный завиток»
На штампах можно изготовить различные конфигурации элементов «доллар», «бублик» ,»запятая». Для подготовки плотного завитка необходимо Приспособление Плотный Завиток (ППЗ).
ПЗ-2
Внутренний размер завитка элемента 45*70 мм. |
круг, квадрат: 6-14 мм.
ПЗ-1
Внутренний размер завитка элемента 80*40 мм. |
круг, квадрат: 6-14 мм.
Технические характеристики ПГУ
| Размеры сечения заготовки: | |
| — квадрат | 6х6, 8х8, 10х10, 12х12, 14х14, 16х16 мм. |
| — круг | 6, 8, 10,12, 14, 16 мм. |
| — профильная труба | 15х15, 20х20 мм. |
| — полоса | 40х4, 20х4, 12х6 мм. |
| Габариты | 500х600х330 мм. |
| Масса: | 57 кг. |
Доставка в Москву, по России и зарубежью
Доставляем в Москву, Тюмень, Нижний Новгород, Самару, Казань, Киев, Екатеринбуг, Волгоград, Воронеж, Ростов-на-Дону, Новосибирск, Ижевск и другие города России — бесплатно*.
Точную стоимость доставки в Казахстан, Беларусь и другие страны ближнего и дального зарубежья вам рассчитают в отделе продаж.
* — по всем возникшим вопросам обращайтесь в отдел продаж, тел.: 8-800-500-0074 (звонок по России бесплатный).
Разновидности и назначение станков для ковки
Станок любого назначения применяется для облегчения ручного труда. Для ковки по холодному типу может использоваться разное оборудование, сводящее к минимуму физические усилия мастера и позволяющее выполнять следующие базовые операции:
Станок для создания фигурного профиля методом холодной ковки
- изгиб профиля под нужным углом или радиусом;
- изготовление спиралей или завитков;
- продольное скручивание заготовок.
Разнообразие получаемых деталей позволяет выстраивать их в комбинации и замысловатые конструкции, создавать аккуратное художественное полотно для ограждений и беседок, симметричный декор для парковых скамеек, а также других предметов различного назначения.

Промышленный станок гнутик, позволяющий получить заготовку с заданным радиусом
Станки холодной ковки могут быть специализированными (выполнять только одну операцию) и универсальными. Различают такие типы специальных станков:
- гнутики (гибочные станки) – позволяют выгнуть заготовку под углом или заданным радиусом (волна);
- улитки – закручивают заготовки в спирали и завитки;
- торсионы – помогают продольно скрутить заготовку или несколько таких деталей одновременно;
- штамповочные станки – с их помощью делают декоративные хомуты, фасонные наконечники, волну с мелким шагом.
Универсальные станки включают в себя компоненты специального оборудования в различных его комбинациях.
Приспособления для холодной ковки приводятся в действие механически (ручные станки) или посредством электропривода. Оборудование с электроприводом отличается скоростью и легкостью обработки заготовок. Станок для холодной ковки, цена которого может оказаться довольно высокой, характеризуется высокой продуктивностью. Когда нет необходимости в производительности и скорости, то ручного станка будет вполне достаточно для выполнения работ, особенно в том случае, если кузнечное дело – это хобби.

Станок гнутик, предназначенный для обработки труб методом холодной ковки
Можно ли сделать своими руками станок для холодной ковки
Купить ручной станок для холодной ковки можно в специализированном магазине по продаже инструментов или заказать в интернете. Вопрос заключается в цене и платежеспособности покупателя. Альтернативный вариант – собрать его своими руками. Принцип работы ничем не будет отличаться от товара, приобретенного в торговой сети, а выполняемые функции абсолютно идентичны заводским. Дополнительные преимущества – выигрыш в цене, уверенность, что конструкция не выйдет из строя после первого же использования.
Для начала стоит ознакомиться с конструктивными особенностями каждого типа станка, чтобы оценить возможность его самостоятельной сборки.
Станок для холодной ковки улитка, позволяющий создавать спиральные элементы
Торсион должен выполнять скручивание металлических прутьев, поэтому его конструкция предполагает наличие двух элементов, удерживающих заготовку. Один из них служит зажимом, а другой содержит вращающийся шпиндель, который, собственно, и будет закручивать прут до нужной частоты винтовой волны. Устройство довольно просто соорудить самому, а некоторые мастера вообще обходятся тисками и незамысловатым ручным воротом.
Конструкция гибочного станка также несложная, однако она содержит несколько обязательных элементов, сборка которых невозможна без специализированного инструмента. Основание – массивная металлическая пластина с пазом посередине, в который вставляется подвижный упор, перемещаемый червячным механизмом. Два других цилиндрических упора неподвижны и крепятся на основание с двух сторон симметрично относительно паза. Именно монтаж упоров может вызвать затруднение, так как отверстия под крепеж сверлятся только на специализированном станке, воздействию дрели такая заготовка из высокопрочной стали не поддастся.

Создание элементов методом холодной ковки на самодельном станке гнутик
Станок для ковки металла улитка может иметь две разновидности: с воротом или рычажного типа. Первый вариант позволяет варьировать форму изгиба в процессе работы, однако имеет ряд уязвимых мест в конструкции и очень требователен к прочности материалов изготовления. Второй тип более устойчив, но менее производителен. Мастера считают улитку самым простым станком, самостоятельная сборка которого не вызовет затруднений.
Оборудование для холодной ковки
Для создания различных элементов холодной ковки применяется ручной и механизированный инструмент. Причем многие детали вполне реально изготовить на простейшем оборудовании, не требующем никакой автоматизации. Чтобы начать массовое изготовление вещей без горячей кузнечной обработки, потребуется шесть основных приспособлений: гнутик, улитка, волна, твистер, фонарик и глобус. Для чего предназначены такие инструменты и что с их помощью можно сделать?
Гнутик
Такое приспособление служит основным инструментом при изгибании деталей. Особенность в том, что можно выбрать любой угол.
В отличие от горячей обработки, где требуется шаблон и опыт работы со специальной кузнечной вилкой, на гнутике вручную эта операция намного упрощается.
Конструкция состоит из гибочного штампа и эксцентрикового привода. В свою очередь шаблон для гибки состоит из закаленных роликов, которые смонтированы на прочной раме. Такой ручной станок может дополнительно оборудоваться различными приспособлениями. Гнутик может обрабатывать прокат в виде квадрата с размерами 12×12 мм или полосу толщиной до 3 мм.
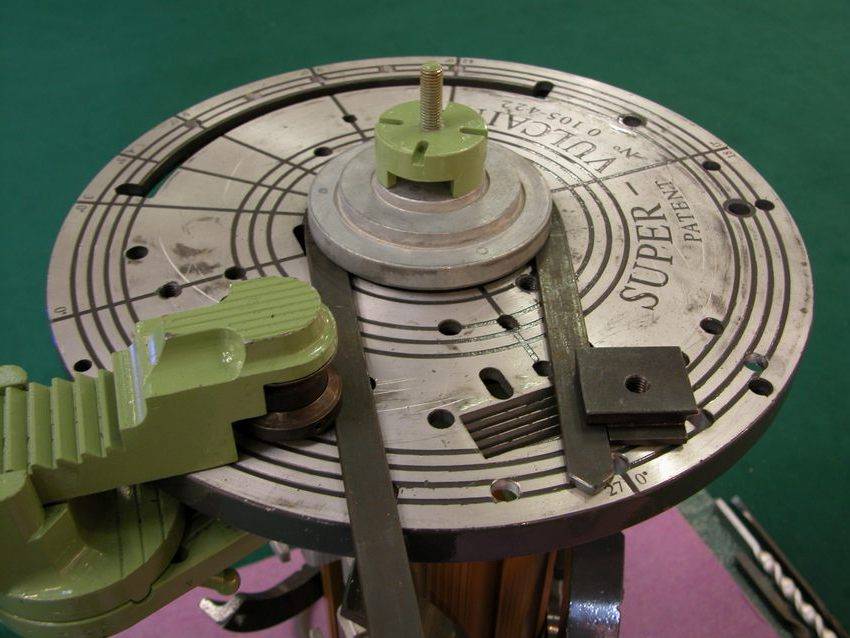
Улитка
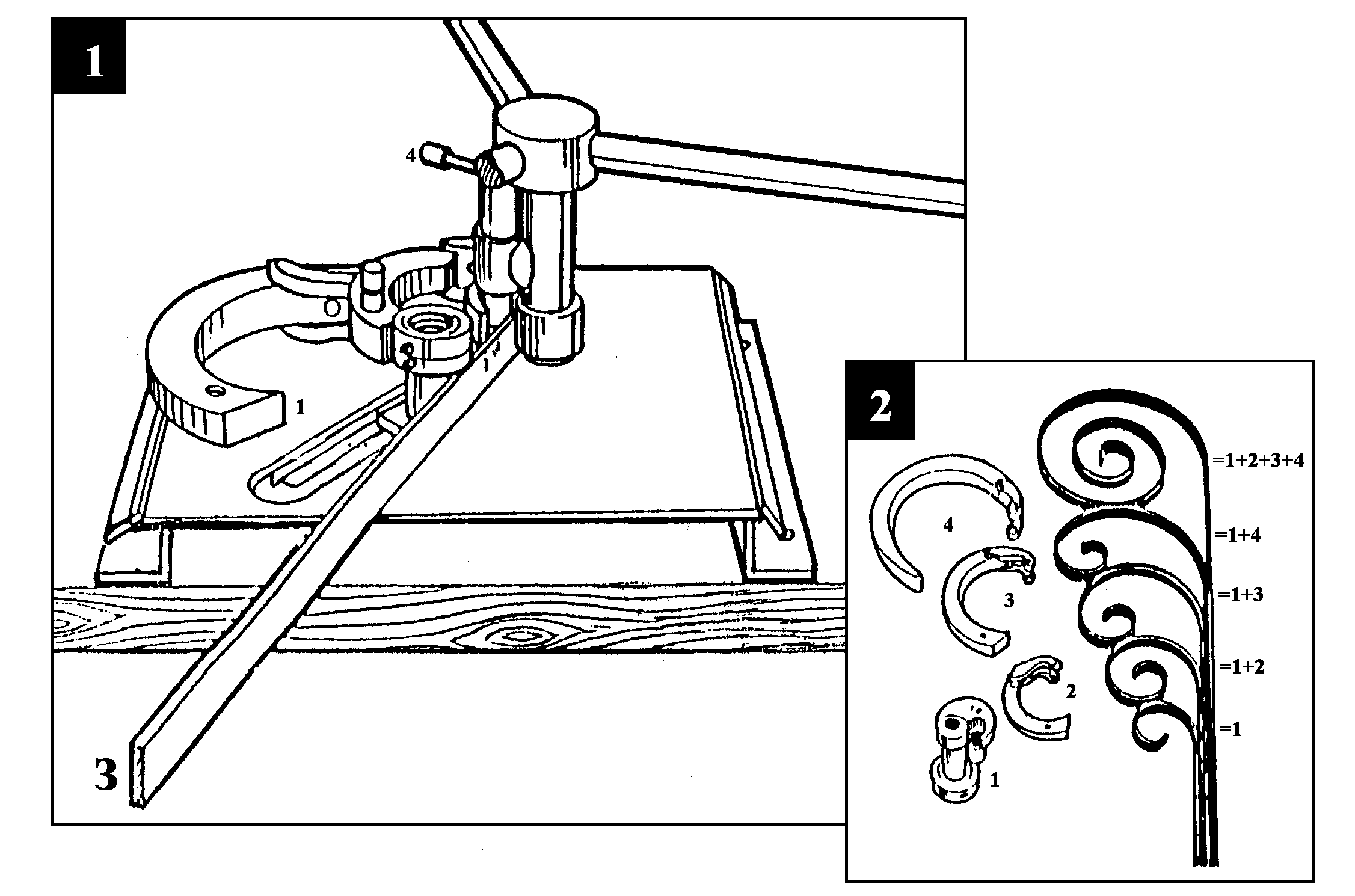
Это ручное приспособление применяют при создании спиралей и завитков. Название улитка прибор получил из-за своей основной составной части — кондуктора, имеющего витую форму. Завитки с проката соответствующего размера такой станок способен изготовить за один подход.
Как и гнутик, улитка вполне свободно обрабатывает основные, использующиеся в холодной ковке, виды проката — квадрат и пруток, сечением 10-12 мм, и полосу, толщиной 3-6 мм.
Основная рабочая часть (кондуктор) состоит из кулачка, располагающегося по центру, и двух дуг (малой и большой).
При создании небольших по размеру завитков дуги демонтируют, проводя гибку на кулачке. На фото показан один из вариантов исполнения такого ручного станка.
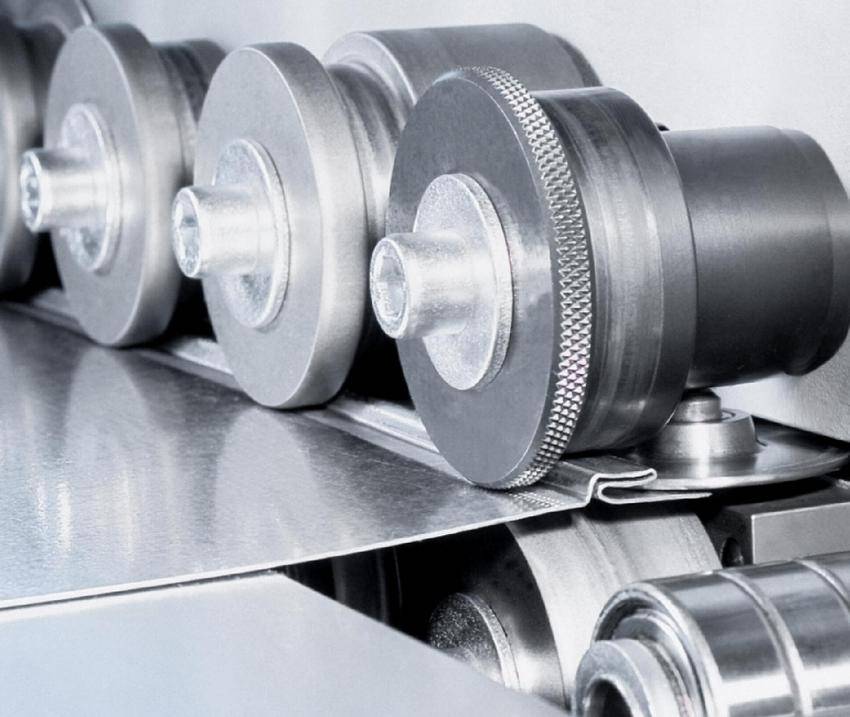
Волна
Приспособление, служащее для создания витых, повторяющихся узоров (довольно часто можно увидеть на оконных решетках). Основа устройства — два стальных диска, диаметром 140-150 мм, закрепленных болтами на рабочем столе. Часто можно встретить «управляемую волну» — устройство с регулируемыми зазорами между дисками. Такая функция возможна за счет наличия крепежных отверстий на разном расстоянии одно от другого. Переставляя диск можно создать различный изгиб волны. Как выглядит гибочный станок такого класса показано на фото внизу.
Твистер
Твистер закручивает вокруг своей оси пруток или квадрат. Принцип устройства похож на вороток для горячей обработки.
Конструкция состоит из основы, на которой размещается вращающаяся головка, и ползунок, регулирующий длину изделия. Заготовку фиксируют между этими двумя частями и при помощи рукояток закручивают до требуемого предела.
Фонарик
Одно из самых сложных изделий из холодной ковки — так называемая корзинка. С первого взгляда — это сложное переплетение металлических гнутых прутков или квадратов. Для производства такой детали используется такое кузнечное оборудование для холодной обработки заготовок, как фонарик.
Техника работы оборудования схожа с твистером: на основе закреплена крутящаяся головка и ползунок. Однако, заготовка «наматывается» по спирали на вставку — вал.
В принципе, корзинку можно изготовить, используя специальную вставку на твистер, однако возможен брак, который получиться исправить, лишь нагрев металл в горне. Поэтому, лучше применять фонарик, который не позволит образовываться перекосам.
Глобус
Такой ручной инструмент для холодной ковки позволяет изгибать заготовку по дуге, загибая концы под востребованный угол, при этом получается объемное изделие. За что часто этот ручной станок называют объемником.
Основа устройства — шаблон в виде дуги и закаленные ролики, позволяющие двигаться ручному приводу. В зависимости от типа инструмента, он может работать с квадратным прокатом со сторонами 14×14 миллиметров, неширокой полосой до 25 мм, а также прутком.
Чаще всего глобус применяют для производства деталей «объемных» решеток, в которых отдельные элементы не лежат в одной плоскости с остальными.
С помощью этих простейших устройств, которые не требуют механизации, можно создавать настоящие произведения искусства, состоящие со всех отдельных декоративных элементов: волюты, завитков, корзинок и прочих.
Неплохим решением будет приобрести универсальный станок для холодной ковки, который позволяет совершать основные операции по металлообработке. Однако, стоимость такого оборудования будет доступна не всем мастерским.
При обустройстве мастерской можно приобрести готовое оборудование. Ручные станки для холодной ковки металла стоят относительно недорого, но можно сделать их самому.
Пресс
Его задача – сформировать наконечники («листик» и «гусиная лапка»). По сути, он расплющивает торец заготовки, придавая ей ту или иную форму. Самая сложная из конструкций, комплектующие для которой (особенно боёк) придется приобретать отдельно.
Художественная холодная ковка – это искусство. В основном оно приобрело чисто декоративный окрас, не потеряв при этом практичность и целесообразность. Из прутов металла, арматуры и прочего материала можно изготовлять удивительные вещи.
Главное, приобрести или смастерить своими руками все необходимые станки и оборудование, чтобы воплотить свои мечты о прекрасном в жизнь.
Изготовление простой улитки своими руками
Если вы остановились на упрощенной монолитной конструкции, то знаете, что в этом устройстве применяют простое наматывание прутка усилием рук или с помощью рычага на жестко приваренную к рабочей поверхности форму. Такой станок можно использовать для создания завитков на прутках небольшого сечения (менее 12 мм).
Монолитная неразборная улитка
Изготавливается она так:
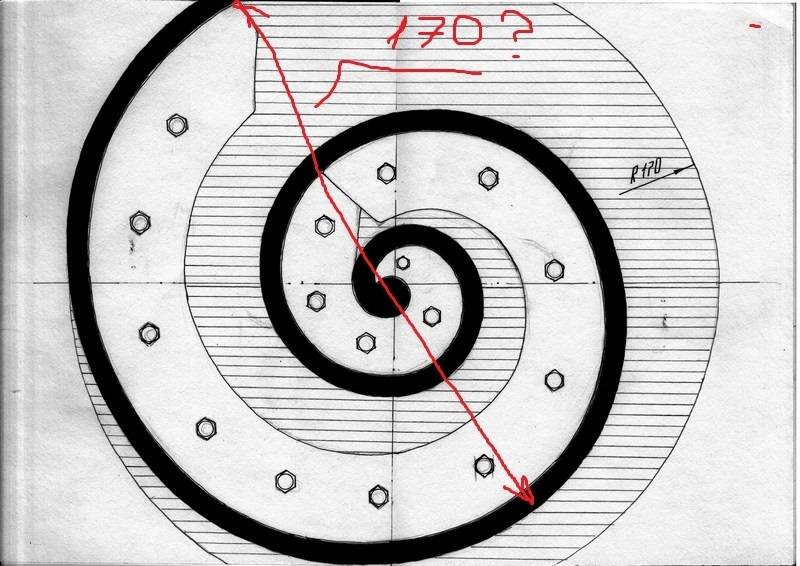
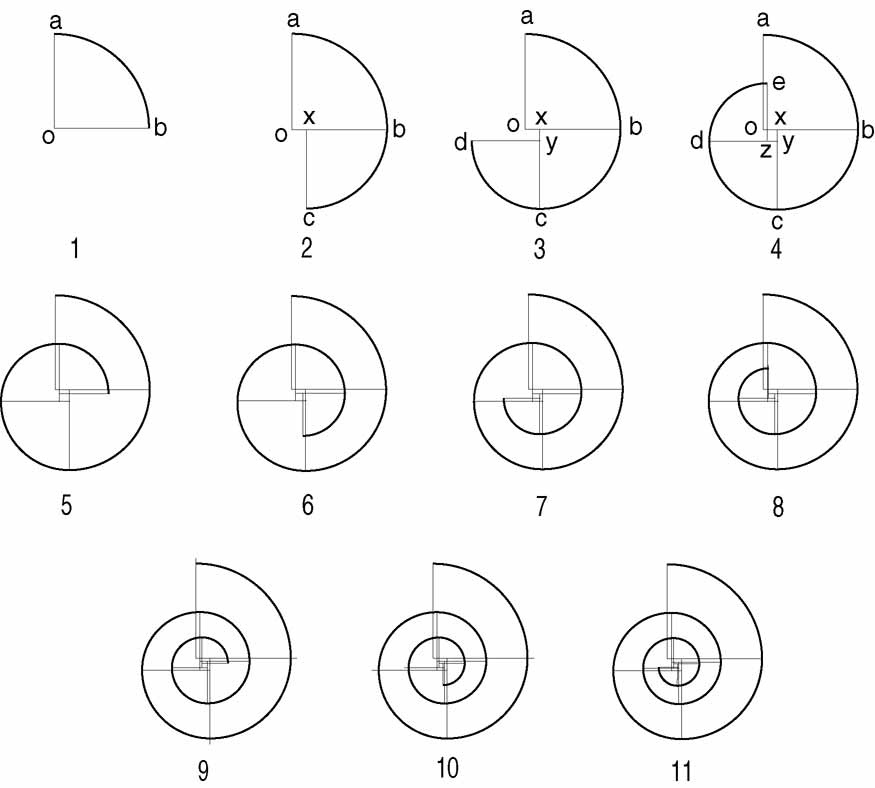
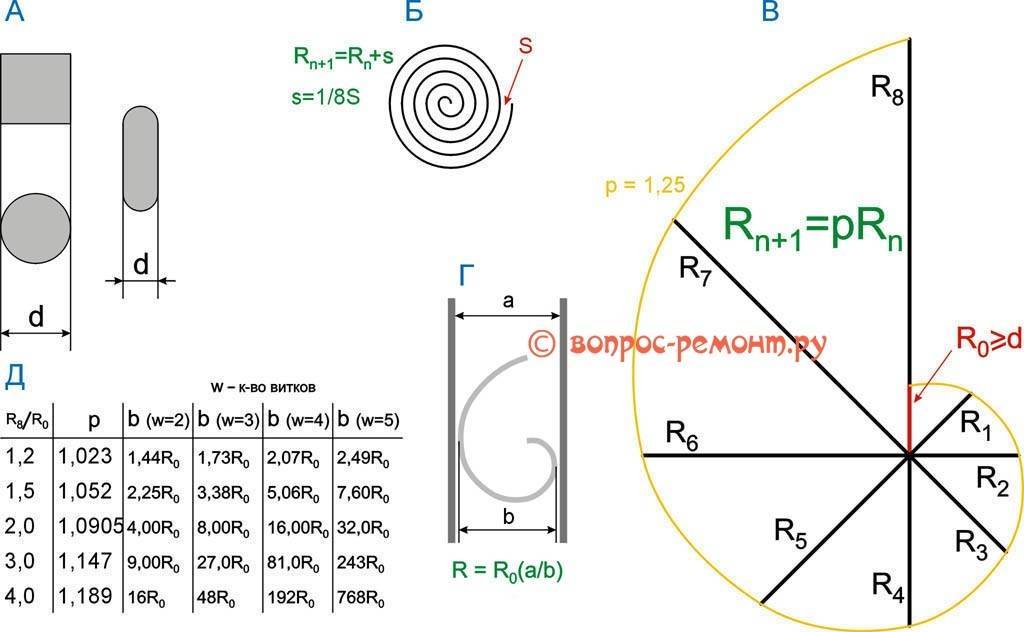
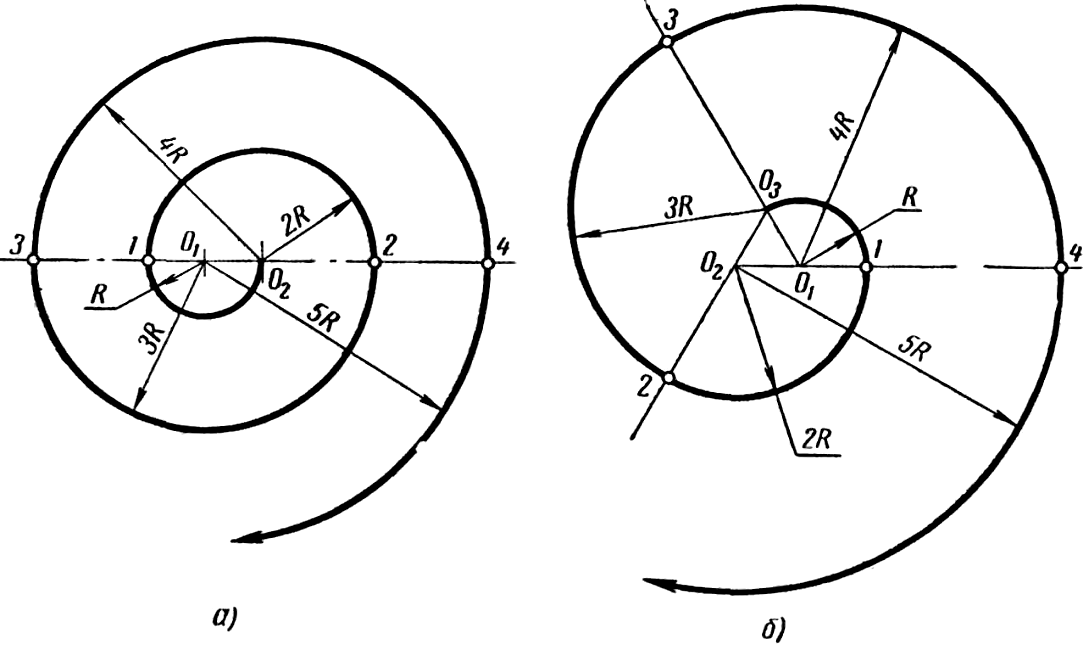
- Сначала вырисовывается схема на листе бумаги будущего шаблона с нужными размерами (иногда схема шаблона наносится непосредственно на основание кондуктора). К этому нужно подойти ответственно, т. к. после приваривания готовой формы исправить ошибки не получится. Толщина очертаний формы на чертеже должна быть такой же, как толщина используемой для ее изготовления металлической полосы. Минимально она должна составлять 3мм. Витки нужно размещать на расстоянии 12–13 мм друг от друга, чтобы между ними в паз умещался деформируемый пруток в 10 мм.
- Из стального листа толщиной не менее 4 мм вырезается основание улитки (лучше круглое), размер диаметра которого определяется соразмерно величине шаблонной спирали и быть больше размера улитки. Обычно диаметр основания бывает в пределах 70 см.
- В соответствии с чертежом из металлической полосы толщиной 3мм изготавливается нужная форма завитка. Для этого заготовку лучше прокалить, чтобы она легче поддавалась механической обработке. После изготовления формы лишний конец полосы отрезается, а кромки улитки подрезаются на конус и зачищаются.
- Готовая форма приваривается к основанию, которое крепится на станине. Иногда шаблон, приваренный к основанию, фиксируют на станине с помощью тисов, установленных на ней. Для этого к обратной стороне основания формы приваривают отрезок бруса для захвата тисами.
При варианте фиксации кондуктора в струбцине тисов можно легко менять шаблоны и получать различные формы завитков, если изготовить несколько видов, монолитно приваренных к основанию устройств.
Съемная конструкция
На рабочем основании сначала прорисовывают контур улитки с отметкой вдоль контура мест нанесения отверстий для крепления шаблона.
По эскизу из стальной толстой полосы изготавливается шаблон и в нем просверливаются отверстия. Он крепится к основанию на болты.
Ковку витой формы нужно начинать от центрального завитка. Конец заготовки вставляется в паз первого завитка формы и плотно к нему прижимается. Для надежности фиксации можно использовать небольшой зажимной инструмент. С усилием свободная часть прутка накручивается на шаблонную форму с помощью приспособления — рычага. Для усовершенствованных конструкций используется рычаг, приводимый в движение с помощью подвижного подшипника, закрепленного на нем. Рычаг изготавливают из прутка диаметром 20 мм.
Посмотреть изготовление такого устройства можно в видеоролике:
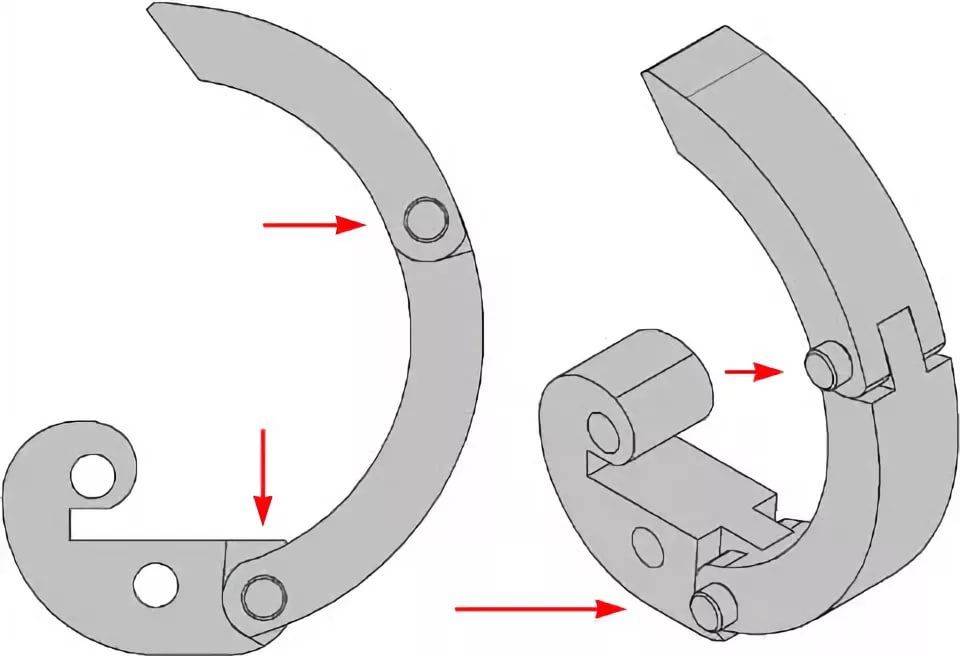
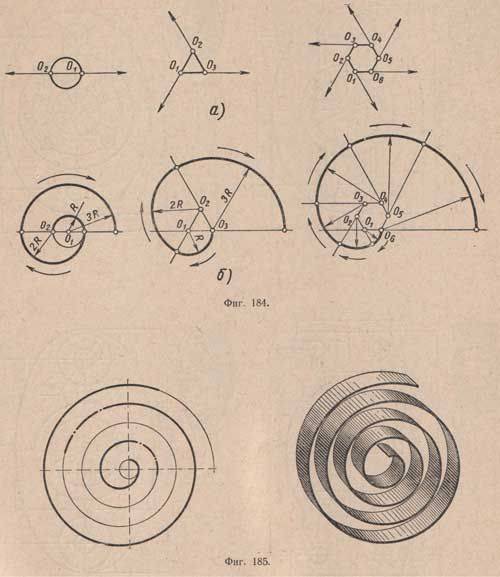
Разборные улитки с вращением
Шаблон улитки может состоять из нескольких частей, а деформация прутка происходить путем вращения кондуктора. Такой станок состоит из следующих элементов:
- толстого металлического основания в виде диска или квадрата;
- разборного шаблона, закрепленного на площадке основания;
- вала вращения;
- рычага для привода вала в движение.
Рабочее основание изготавливается из металла, толщиной от 4 до 10 мм.
Сборный шаблон может состоять из нескольких частей, которые соединяются между собой шарнирными штифтами, вставленными в отверстия проушин, приваренных к концам элементов. Вместе они составляют контур улитки.
Для крепления такой улитки к рабочему основанию в нем нужно просверлить отверстия для ее фиксации к поверхности в определенном положении. Меняя положение сборных частей на основании, можно получать разную кривизну завитков и их форму. Величина дуги формы регулируется специальными винтами, закрепленными на соединительные шарниры.
Составную улитку на шарнирных соединениях самостоятельно изготовить довольно сложно. Обычно, мастера приобретают изготовленный в промышленных условиях штамп и крепят его на станину.
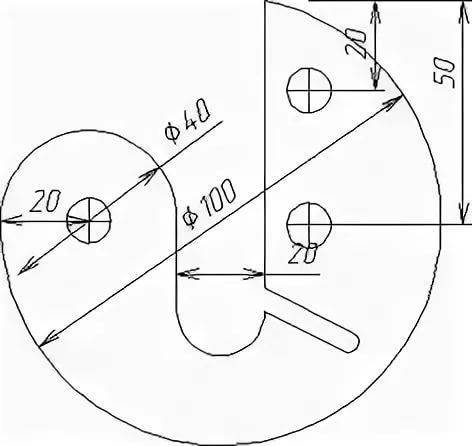
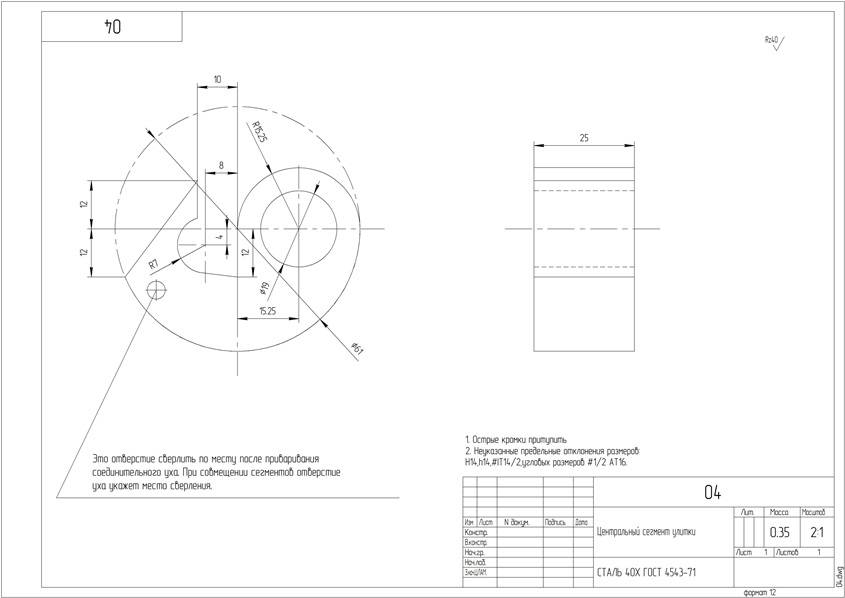
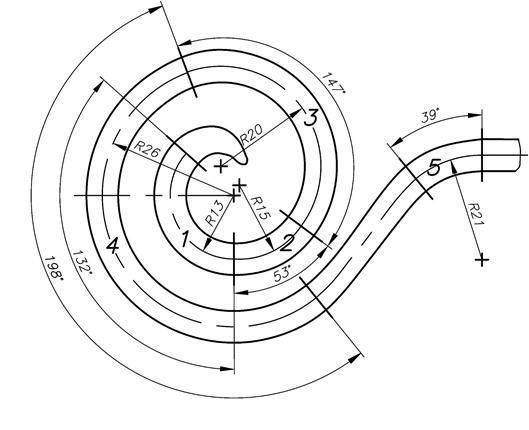
Самим можно изготовить более простое устройство разборного шаблона без использования шарниров. Для этого нужно сделать эскиз сборных частей улитки с местами отверстий. Если подготовить несколько эскизов и, в соответствии с их контурами, просверлить отверстия в основании в разных местах, то можно крепить шаблоны с разными радиусами на одном основании. Для этого потребуется закреплять на болты сегменты контура в местах совмещения отверстий шаблона и основания.
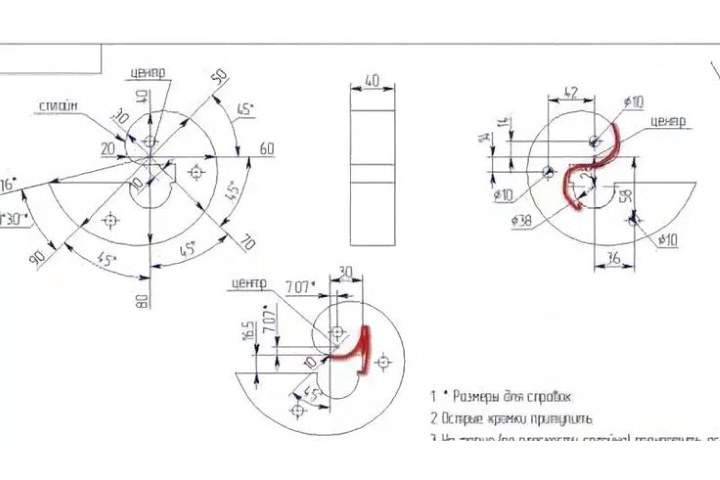
Например, можно выполнить такой вариант:
Устройство со съемными частями улитки и вращающимся цилиндрическим валом, приводимым в движение с помощью рычага, показано в видеоролике: