Главные углы
Один получил наименование — главный передний угол. Второй соответственно именуется — главный задний.
Каждый влияет на результат обработки:
- Первый непосредственно определяет качество удаляемой поверхности (получаемой стружки). Если он увеличивается — происходит повышенная деформация в верхнем слое. Небольшое значение позволяет инструменту значительно легче удалять лишний металл. Не вызывает повышенного сжатия данного слоя. Существенно облегчает процесс снятия и отведения лишнего металла.
- Увеличение численной величины второго ослабляет надёжность крепления инструмента на резцедержателе. Способствует возрастанию частоты и амплитуды колебаний. Изменение характеристик увеличивает скорость износа резца. Уменьшение величины увеличивает площадь контакта режущей кромки с обрабатываемой поверхностью. Влечёт рост температуры резца.

Угол наклона режущей кромки резца
§ 6. УГЛЫ ЗАТОЧКИ РЕЗЦА И ИХ НАЗНАЧЕНИЕ
Раздел: БИБЛИОТЕКА ТЕХНИЧЕСКОЙ ЛИТЕРАТУРЫ Короткий путь https://bibt.ru <<�Предыдущая страница Оглавление книги Следующая страница>>
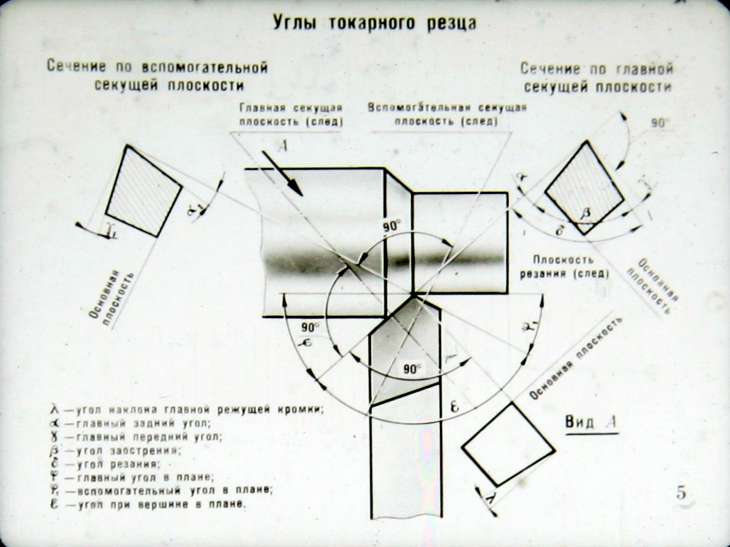
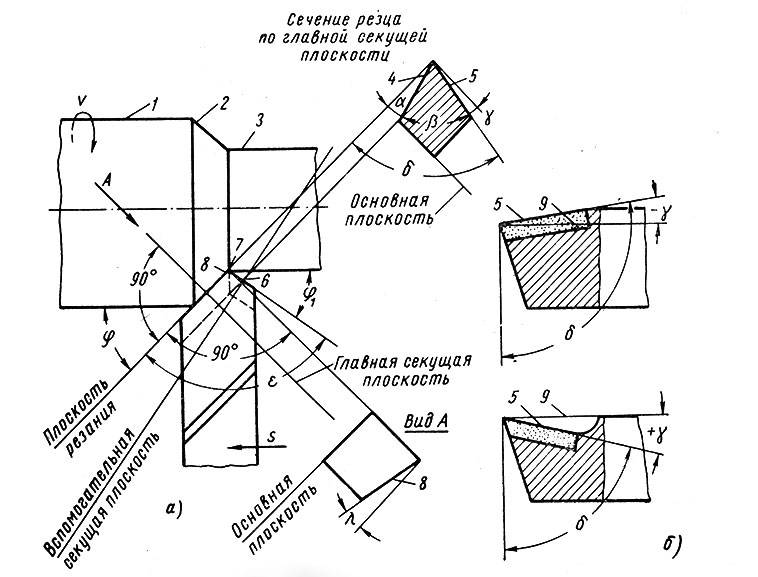
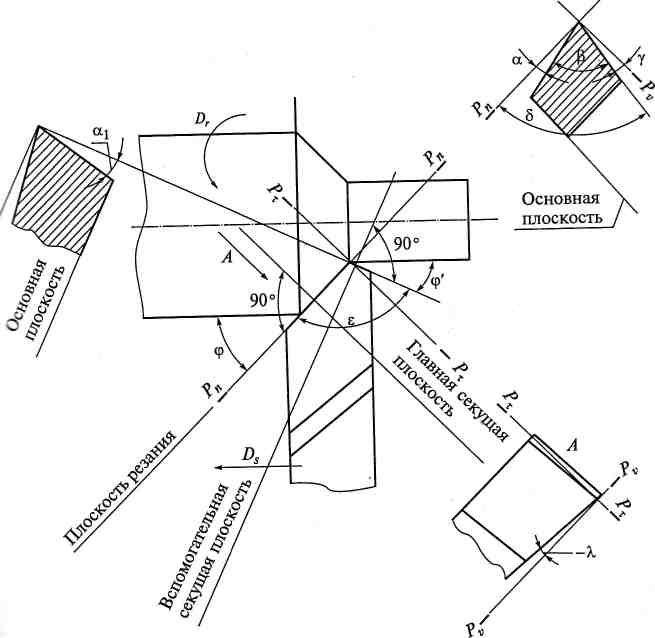
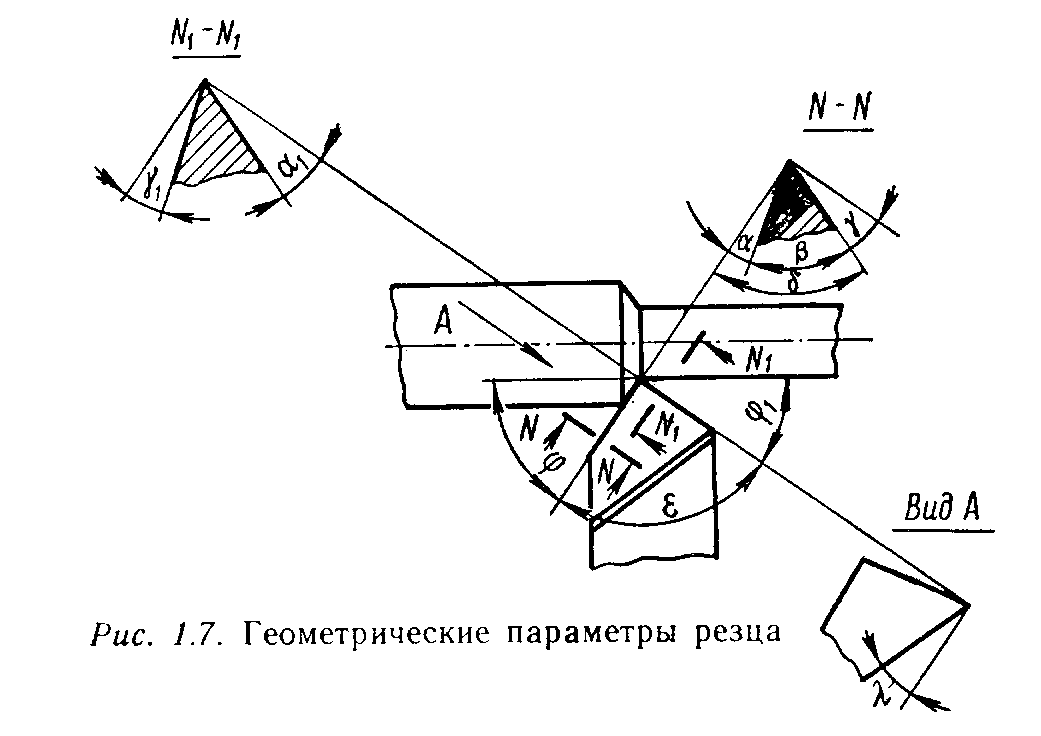
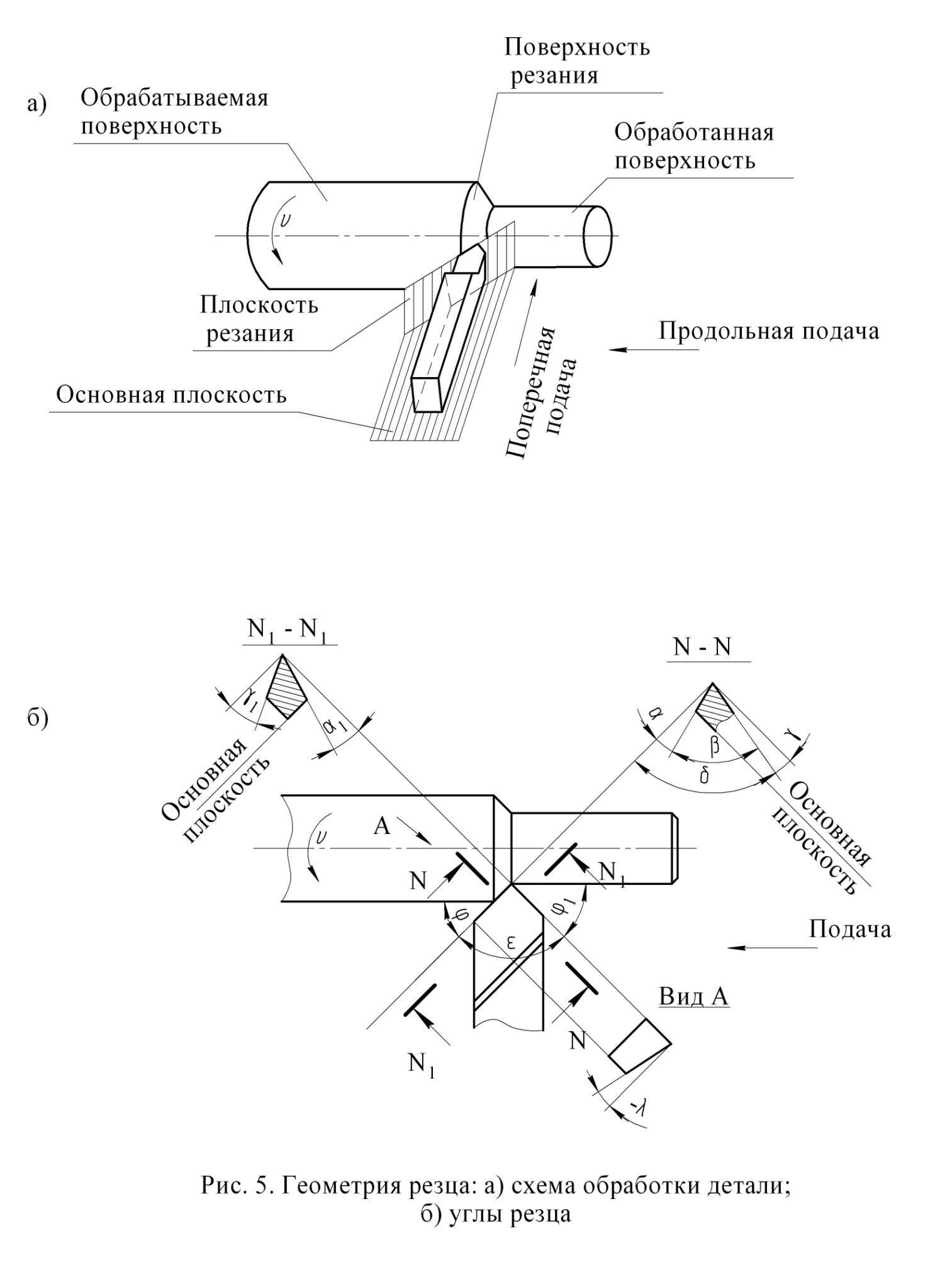
Углы заточки делят на главные, вспомогательные, углы в плане и углы наклона главной режущей кромки.
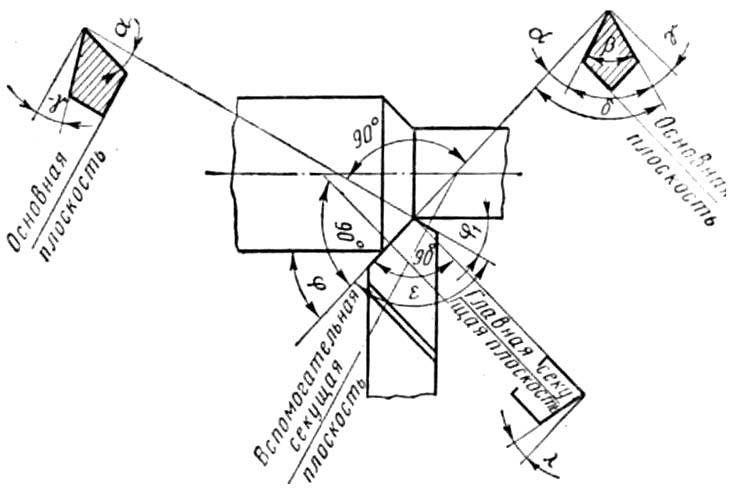
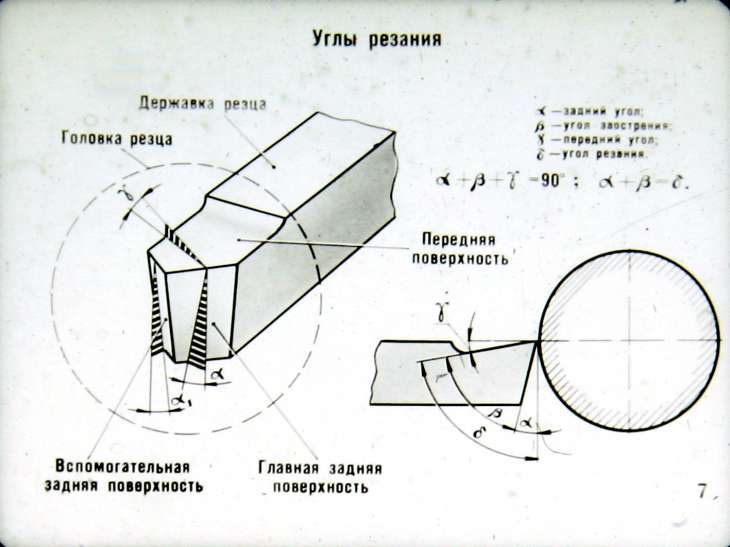
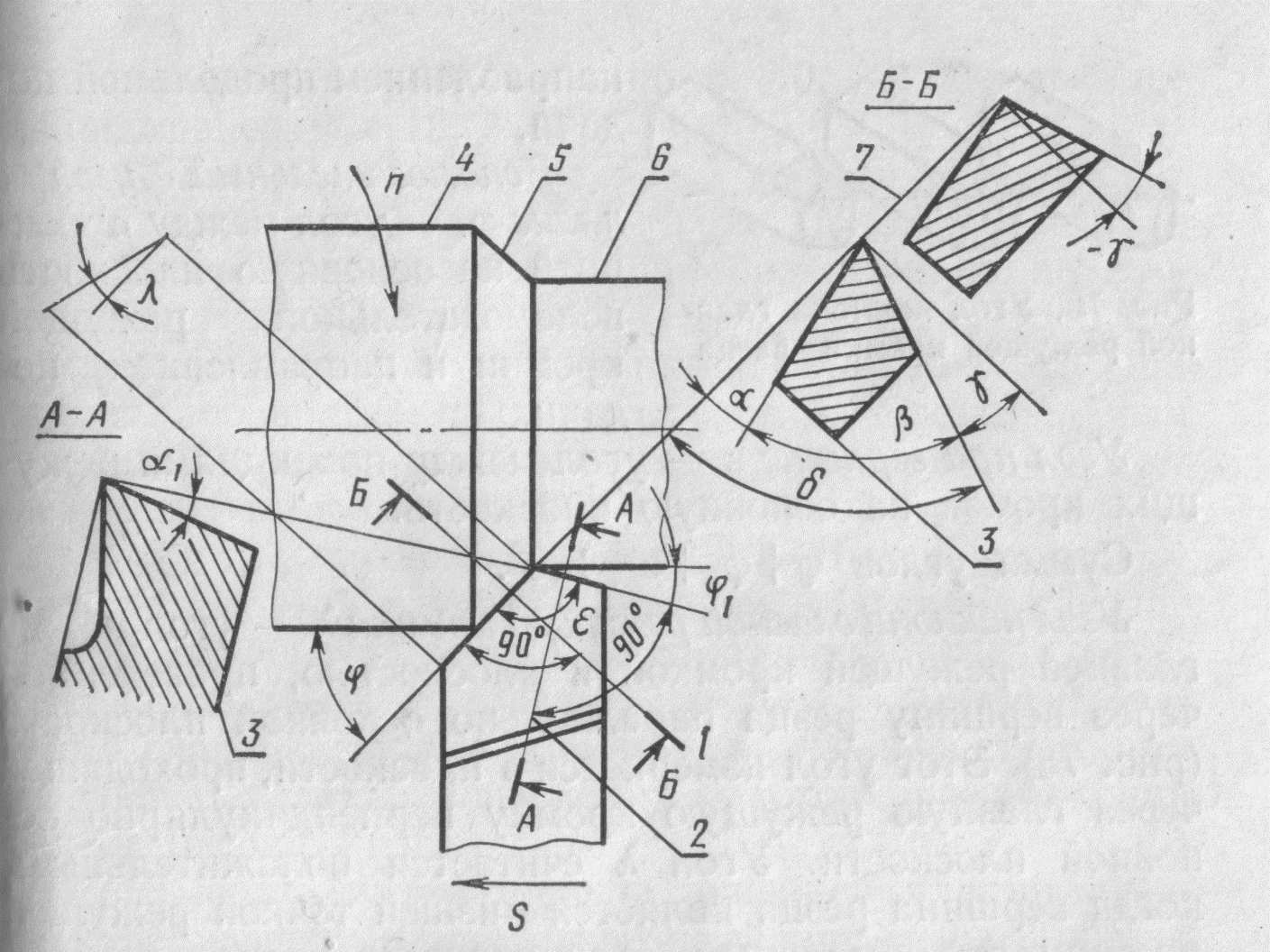
Главными являются углы (рис. 10) α, β , γ , δ, вспомогательным—угол α1 углами в плане φ и φ1, углом наклона главной режущей кромки λ.
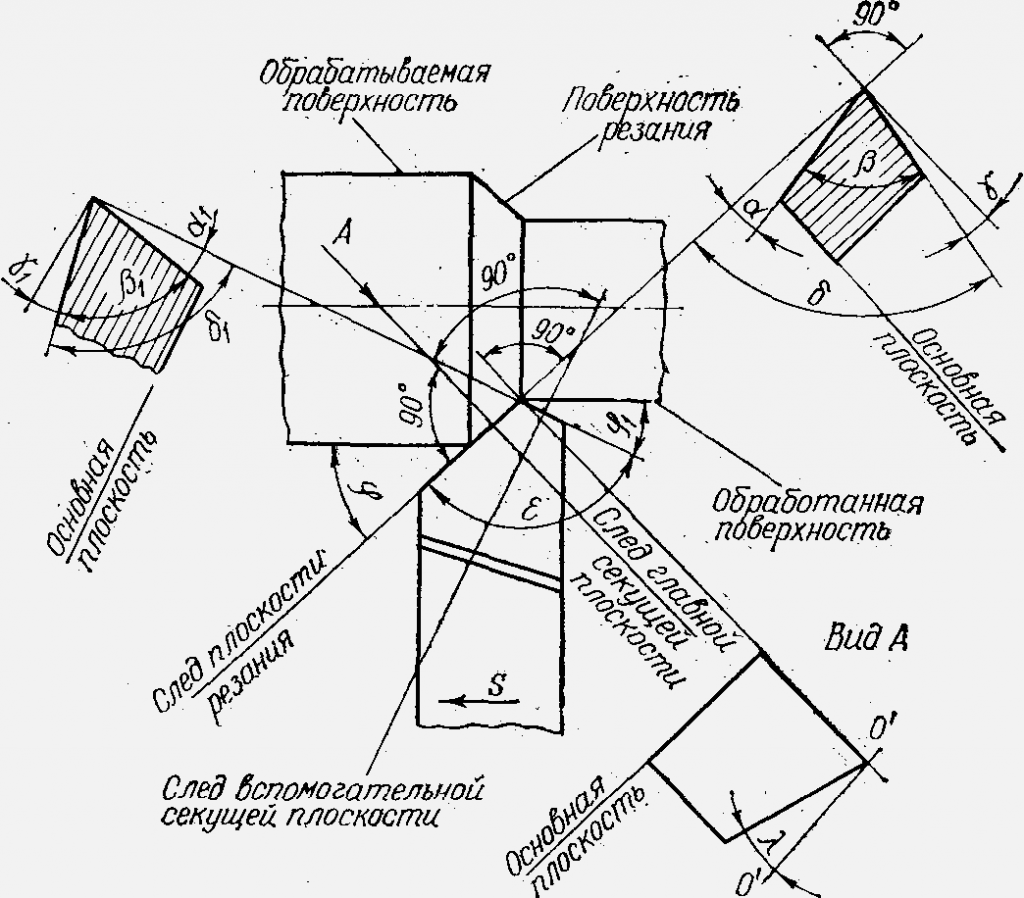
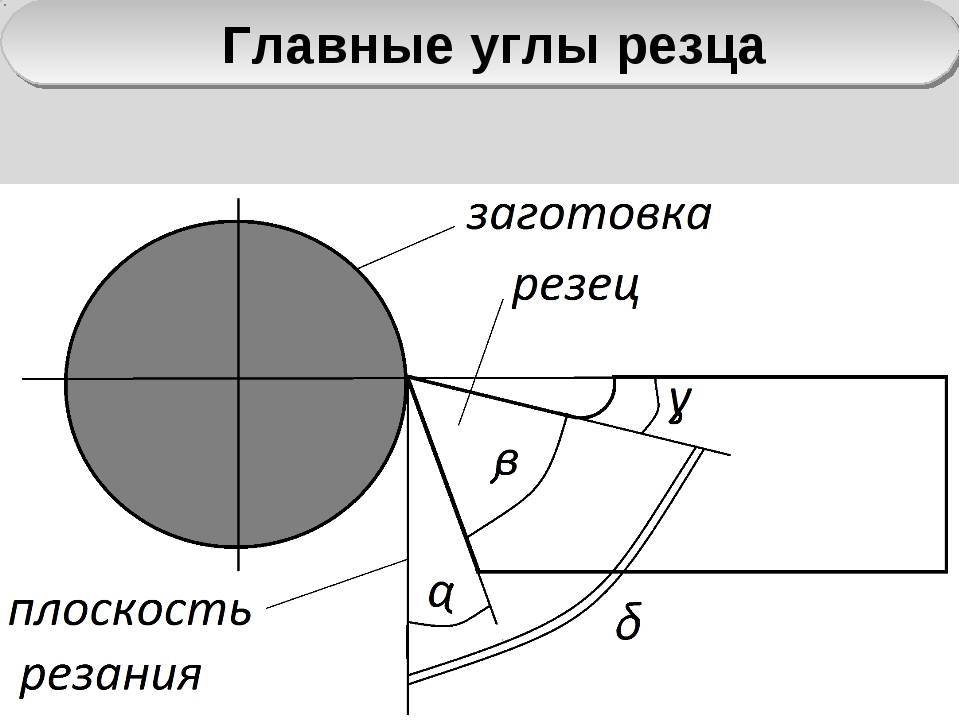
Главные углы резца (рис. 10, б) измеряются в главной секущей плоскости, перпендикулярной к плоскости резания и основной плоскости.
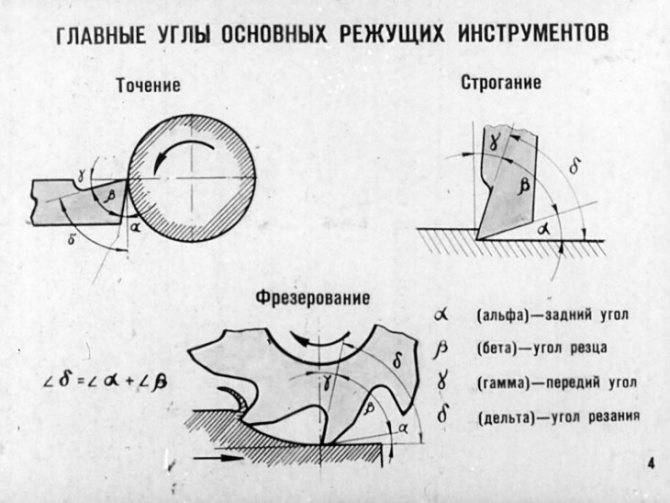
Главным задним углом α (альфа) называется угол между главной задней поверхностью и плоскостью резания.
Углом заострения β (бета) называется угол между передней и главной задней поверхностями резца.
Передним углом γ (гамма) называется угол между передней поверхностью резца и плоскостью, перпендикулярной к плоскости резания, проведенной через главную режущую кромку.
Углом резания δ (дельта) называется угол между передней поверхностью резца и плоскостью резания.
Рис. 10. Углы заточки резца: а —в плане, б — главные, в — наклона главной режущей кромки
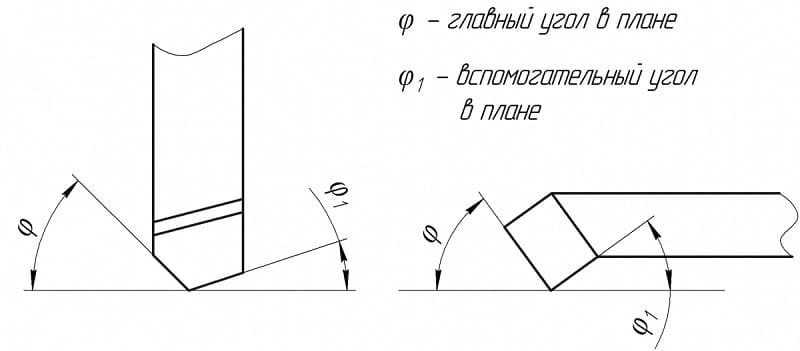
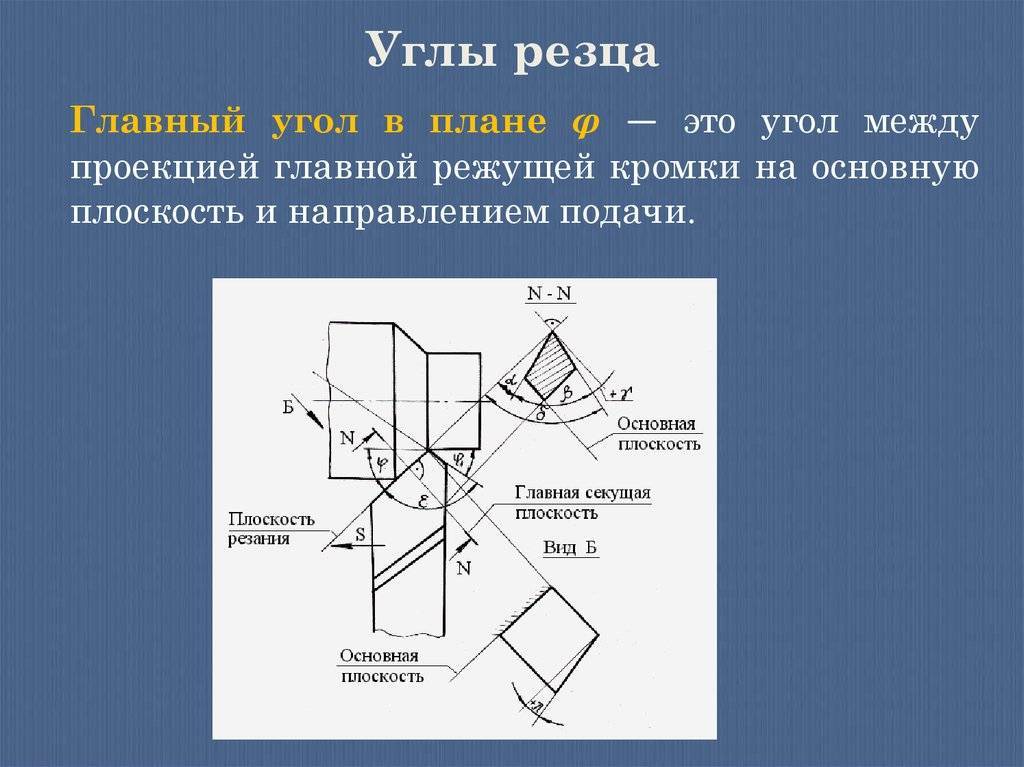
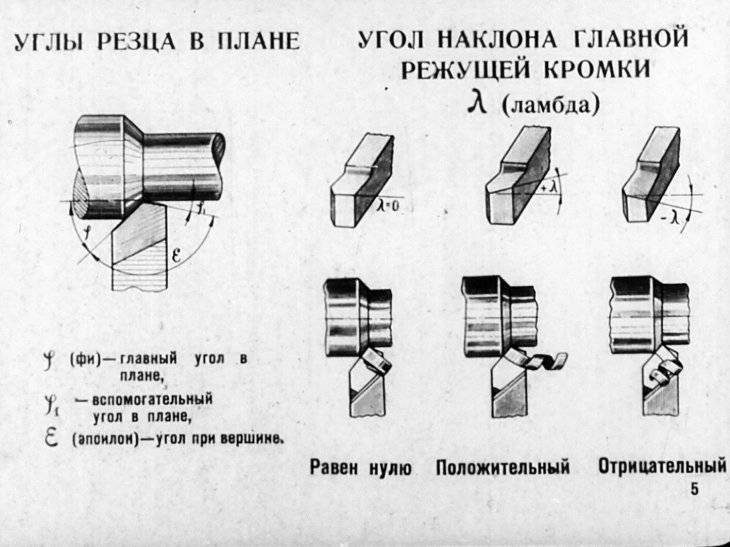
Главным углом в плане φ (фи) называется угол между проекцией главной режущей кромки на основную плоскость и направлением подачи.
Вспомогательным углом в плане φ1 называется угол между проекцией вспомогательной режущей кромки на основную плоскость и направлением подачи.
Углом при вершине в плане ε (эпсилон) называется угол между проекциями режущих кромок на основную плоскость.
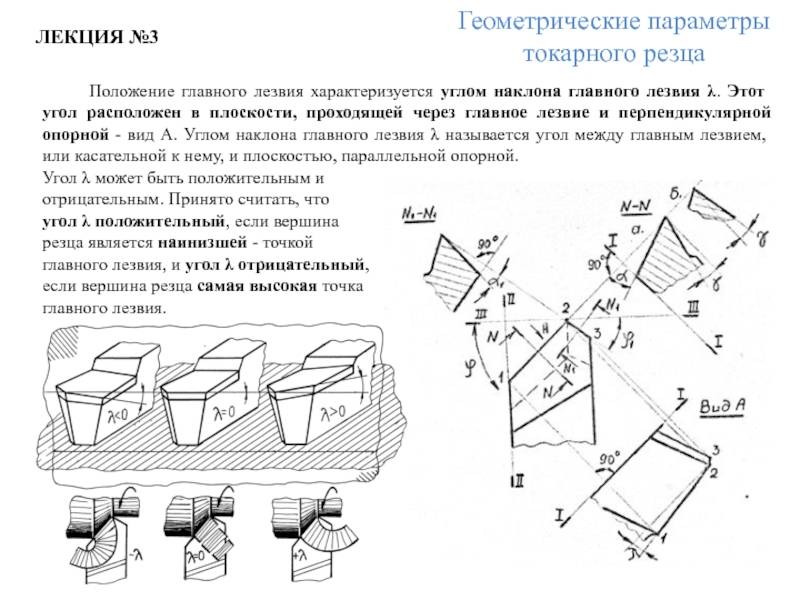
Углом наклона главной режущей кромки λ (лямбда) называется угол, образованный режущей кромкой и линией, проведенной через вершину резца параллельно основной плоскости. Угол измеряется в плоскости, проходящей через главную режущую кромку перпендикулярно основной плоскости, и считается положительным, когда вершина резца является наинизшей точкой режущей кромки; отрицательным, когда вершина резца является наивысшей точкой режущей кромки, и равен нулю при параллельности главной режущей кромки и основной плоскости (см. рис. 10, в).
Рабочая часть резца, являющаяся режущей, представляет собой клин. Подобно клину, врезающемуся в металлический брус под действием силы Р и Разрезающему его на части (рис. 11,а), резец снимает слой металла с обрабатываемой заготовки (рис. 11, б).
Рис. 11. Работа клина (а) и резца (б)
Стороны, образующие клин, расположены под некоторым углом β, называемым углом заострения. Чем меньше угол заострения, тем легче клин врезается в металл, но с уменьшением угла заострения прочность клина (режущей части инструмента) снижается, происходит выкрашивание. Это обстоятельство заставляет подбирать угол заострения β в зависимости от твердости и прочности обрабатываемого материала.
Работа резца отличается от работы клина тем, что главная задняя поверхность резца частично освобождена от трения (см. рис. 11, б). Главный задний угол α обеспечивается заточкой резца и его установкой.
Главный задний угол облегчает работу резца и уменьшает его нагрев, что значительно удлиняет срок службы резца. Величина заднего главного угла 5—8°.
В процессе работы под действием силы резания Pр режущее лезвие врезается в заготовку и отделяет слой металла, сходящего по передней поверхности в виде стружки. С увеличением переднего угла облегчается врезание резца в металл, уменьшаются деформации срезанного слоя, усилие резания, следовательно, и расход энергии на срезание одного и того же слоя металла, улучшаются сход стружки и качество обработанной поверхности. Вместе с тем увеличение переднего угла приводит к уменьшению угла заострения β, а следовательно, и к уменьшению его прочности. Поэтому для обработки твердых металлов резец затачивают с меньшим передним углом, а при обработке мягких, вязких металлов — с большим.
Главный угол в плане φ (см. рис. 10) оказывает влияние на продолжительность работы резца между переточками его, на чистоту поверхности, на усилие резания, на толщину а и на ширину b среза (рис. 12).
Рис. 12. Элементы резания: а — при строгании, б — при долблении
Вспомогательный угол в плане φ1 (см. рис. 10) в основном оказывает влияние на теплоотвод, а следовательно, и на продолжительность работы резца между переточками.
Угол наклона главной режущей кромки λ у строгальных резцов, работающих с ударной нагрузкой, предохраняет вершину резца — самую слабую часть его — от преждевременного разрушения. При положительном угле заточки основная ударная нагрузка приходится на несколько удаленные от вершины резца точки режущей кромки.
Перейти вверх к навигации
Классификация
По конструкции и принципу функционирования данный инструмент дифференцируют на следующие варианты:
- Прямые модели с параллельными оси державки режущими кромками характеризуются отсутствием изгибов. Они рассчитаны на грубую обработку, предполагающую снятие значительного количества материала, нередко за несколько проходов, при обточке лишних фрагментов деталей.
- Отогнутые подрезные резцы имеют аналогичное назначение, но рассчитаны на обработку предметов более сложных форм: изгиб позволяет обтачивать труднодоступные места и т. д. Режущие кромки таких моделей наклонены от оси державки. Метод работ определяется особенностями инструмента и типом и толщиной материала.
- Токарные упорные варианты рассчитаны на точение предметов малой жесткости. Они применяются для подрезки бортиков и обточки ступенчатых поверхностей. Это наиболее распространенный тип рассматриваемых инструментов. Их режущие кромки параллельны оси державки, однако, в сравнении с прямыми подрезными резцами, имеют меньший угол.
По направлению подачи данные инструменты классифицируют на левые и правые.

Наконец, подрезные резцы дифференцируют по технологии производства.
- Цельные варианты включают головку и державку из одного материала.
- Составные модели имеют элементы различного состава.
Так, отогнутые подрезные резцы с твердосплавными режущими пластинами описаны ГОСТ 18880-73. Для токарных проходных резцов, оснащенных сверх твердосплавными пластинами, и аналогичных подрезных моделей характеристики определены в ГОСТ 28990-91. ГОСТ 18871-73 определяет особенности торцовых вариантов с пластинами из быстрорежущей стали. ГОСТ 29132-91 определяет параметры моделей с многогранными сменными пластинами проходного токарного, копировального и подрезного типов. В ГОСТах приведены чертежи подрезных резцов, типы и размеры данных инструментов.
Правила заточки резцов по металлу для токарного станка
Заточка токарных резцов — ответственная процедура. При её проведении нужно учитывать особенности оснастки, материал. Заточка рабочего инструмента проводится три этапа:
- Заднюю часть срезают под углом, который идентичен заднему углу удерживающего элемента приспособления.
- Далее работают с тыльной частью рабочей головки.
- Заключительный этап — доводка угла до нужного положения.
Выполнить заточку можно тремя способами:
- Используя круг с абразивным напылением.
- Покрывая затачиваемую поверхность химическими средствами.
- Используя специализированное оборудование.
Чтобы не испортить режущий элемент приспособления, сделать её более долговечной, нужно учитывать ряд правил:
- Не пытаться заточить кромку с помощью заточного бруска. Ручными инструментами крайне сложно сделать нужный угол. Нагревание, которое возникает во время трения, ухудшает характеристики рабочей головки оснастки.
- Предпочтительнее выполнять заточку режущей кромки используя систему охлаждения.
- Прежде чем начинать заточку с помощью абразивного круга нужно его проверить. Он должен быть ровным, без сколов, трещин. Во время кручения диск не должен отклоняться в стороны. Это может вызвать поломку оборудования, порчу режущей кромки.
- Запрещено удерживать резец на весу. Для этого нужно применять специальный упор. Он устанавливается на расстоянии 5 мм от абразивного круга.
- Чтобы не возникало перегрева материала во время вращения круга, нельзя прижимать оснастку к абразиву. Усилия должны быть минимальны.
- При работе нужно использовать защитные очки, чтобы защитить глаза от попадания металлической стружки.
- Нельзя затачивать одноразовые модели, изготовленные в виде пластин.
- Лучший вариант во время выбора вида абразива, которым покрывается точильный круг — карборунд. Представляет собой абразивную крошку зелёного цвета. Этот материал подходит для заточки твердосплавных режущих пластин. Затачивать углеродистые стали нужно корундовыми кругами.
- Нельзя быстро охлаждать резец после заточки. Это приведёт к нарушению целостности металла.
- Периодически менять точильные камни.
Нельзя забывать про доводку оснастки. Эта технологическая операция позволяет избавиться от сколов, микротрещин, неровностей на лезвии. Чтобы провести доводку, применяется специальное оборудование, на котором закрепляются круги с алмазным напылением. Резец зажимается в тисках, которые перемещаются к заточному кругу с помощью ручки. Используя маховик доводят режущую кромку до финишного состояния.
Токарные резцы с малым сечением державки (8х8, 10х10, 12х12, 16х16) разработаны специально для обработки деталей небольших размеров в различных мастерских, в автосервисах, на дому, для обучения в ПТУ и в школьных учреждениях на малогабаритных (настольных) станках Proma, Jet, Profi, Реабин, Quantum, Универсал-3М, МИНИТОК, КАЛИБР, Knuth, Энкор, Schaublin, Sturm, Triod и других.
Углы в плане
Для режущего инструмента они имеют следующие названия плоских углов:
- главный угол;
- вспомогательный;
- угол, расположенный вверху.
Первый образуется между плоскостью положения кромки выступа с основной плоскостью инструмента.
Второй определяется между продолжением выступа режущей кромки прямой плоскостью по ходу движения детали.
Спланировать углы резки
Третий находится среди первых этажей, перечисленных в списке с основным этажом.
Числовые значения параметра, расположенного в вершине, могут принимать положительные и отрицательные значения. Хорошо, когда вершина точки заточки находится в самой нижней точке заготовки. Знак минус: вершина достигает своей высшей точки.



Параметры режущего инструмента
Для закрепления резца в любом токарном станке используется державка, а обеспечивает процесс разрезания металлических заготовок рабочая головка. На режущей части инструмента токарного оборудования различают три типа поверхности:
- передняя, которая служит для схода стружечных отходов в процессе обработки;
- основная задняя;
- вторичная задняя.
Обе последние поверхности развернуты лицевой стороной к болванке, которая обрабатывается на оборудовании. Основные поверхности между собой так ж пересекаются с образованием режущей кромки инструмента. Есть аналогичная вспомогательная кромка, которая образована на пересечении передней поверхности и вспомогательной задней.
Наиболее важными параметрами резцов для токарной работы являются их углы. Именно они определяют расположение непосредственно остальных поверхностей инструмента. Параметры углов зависят от:
- условия работы резца;
- материалов, из которых он изготовлен;
- разных характеристик того материала, который подвергается обработке.
Классификация резцов для токарной обработки
Существуют государственные стандарты, в которых описывается классификация токарных резцов. Одной из классификаций является разделение по типу обработки металлических поверхностей:
- Грубая обработка — черновая.
- Чистовое обрабатывание.
- Проведение высокоточных операций.
- Получистовая очистка.
Существует разделение по виду материала, из которого делают рабочую часть оснастки. Отдельная классификация касается целостности конструкции оснастки:
- Цельные приспособления. Представляют собой оснастку для токарных станков, изготавливаемую из легированной стали. Редко встречаются модели, изготовленные из инструментальной стали.
- Приспособления с дополнительными пластинами. Они делаются на заводе из разных видов твердых сплавов, металлов.
- Модели со съёмными пластинками. Закрепляются на державке с помощью винтов. Редко используются во время серийной обработки металлических деталей.
Главной классификацией считается разделение приспособлений на отдельные виды по форме, конструкции. О них нужно поговорить отдельно.
Классификация резцов
Прямые проходные
Используются для наружной обработки заготовок из стали. Размеры:
- прямоугольные державки — 25х16 мм;
- квадратные державки — 25х25.
Резец токарный проходной с частью, закрепляемой в суппорте квадратного сечения. Используется при проведении особых штучных операций.
Отогнутые проходные
Специальная оснастка, у которой рабочая часть согнута в левую или правую сторону. Применяются для торцевания деталей. С их помощью удобно снимать фаски. Существует три разновидности отогнутых резцов:
- Тренировочная оснастка — 16×10 мм.
- Наиболее популярный размер — 25х16 мм.
- Заказные модели — 40х25 мм.
Редко встречаются размеры удерживающей части 32х20, 20х12 мм.
Упорные проходные
Приспособления бывают с прямым и отогнутым рабочим элементом. Предназначены для работы с деталями цилиндрической формы. Форма плюс правильная заточка позволяют быстро снимать большинство излишков с рабочей поверхности заготовки. Размеры державок у упорных проходных приспособлений — 16х10–40х25 мм.
Отогнутые подрезные
Представляют собой оснастку похожую на проходную. Однако, есть различие по форме режущей кромки. Она треугольная, что позволяет делать более качественную обработку. Размеры удерживающей части — 16х10–32х20 мм.
Отрезные
Популярные приспособления, которые применяются при разрезании металлических заготовок. На месте реза образуется угол 90 градусов. С его помощью создают пазы, выемки на деталях. Отрезная оснастка представляет собой державку с закреплённой пластиной из твердого сплава металлов. Размеры удерживающей части — 16х10–40х25 мм.
Работа с отрезным резцом
Резьбонарезные для внешней резьбы
Данные приспособления применяются, когда нужно сделать резьбу снаружи металлических заготовок. Инструмент состоит из удерживающей части с закреплённым на ней копьевидными пластинками.
Резьбонарезные для внутренней резьбы
Приспособления применяются для нарезания резьбы в просверленных отверстиях. Приспособление состоит из удерживающего элемента квадратного сечения. От её размера зависит то, на какую глубину можно будет нарезать резьбу. Чтобы использовать резьбонарезные приспособления, на промышленном оборудовании должна быть установлена гитара.
Расточные для глухих отверстий
Расточные инструменты оборудуются согнутой на бок рабочей частью. Сверху напаивается режущая треугольная пластинка. От того насколько изменяется длина части, закрепляемой в суппорте, зависит размер отверстия, которое подлежит расточке.
Расточные для сквозных отверстий
Это оснастка для промышленного оборудования. Она применяется для расточки отверстий, созданных сверлением. От того, какая длина у части, закрепляемой в суппорте, зависит глубина обработки отверстий. Элемент с режущей кромкой имеет отогнутую головку. Толщина материала, которую снимает режущая кромка, практически равна изгибу. Максимальная длинна удерживающей части — 300 мм.
Сборные
Выполняют разные технологические операции. Конструкция позволяет закреплять на державке разные твердосплавные пластинки. Наличие нескольких рабочих элементов позволяет увеличить универсальность приспособления. Резцы, которые собираются из разных пластин, закрепляются в шпинделях оборудования, управляемого системой ЧПУ. Сборными приспособлениями обрабатывают отверстия, делают контура, выбирают канавки.
https://youtube.com/watch?v=c6pGuFBsGT8
Классификация токарных резцов
Выделяют несколько особенностей, по которым существующие сегодня модели разделяют на группы. Предлагаем подробнее взглянуть, по каким именно признакам.
По способу изготовления:
- Монолитные (цельные) – головка с державкой сделаны неразрывно, из одной и той же заготовки, из стали (как правило, легированной).
- Сборные – на их рабочую часть путем пайки нанесена твердосплавная пластина.
- Съемные (регулируемые) – похожи на предыдущие, с той лишь разницей, что элемент усиления у них обычно сделан из металлокерамики и закреплен болтами (винтами, прижимами), а значит его можно демонтировать и заменить.
По направлению движения:
- правые – на практике применяются значительно чаще; для проверки положите соответствующую руку на поверхность, – режущая кромка инструмента должна располагаться с той стороны, где окажется большой палец, смотрящий на деталь;
- левые – используются реже; если сравнивать их с более популярными собратьями, они подаются наоборот, а значит и лезвие их, если поднести ладонь, окажется с другой стороны.
Теперь вернемся к вопросу габаритов и посмотрим, учитывая специфические особенности, какие бывают резцы для токарного станка с точки зрения их геометрии.
По форме державки:
- квадратные – размерами от 4 на 4 до 40 на 40 мм;
- прямоугольные – с соотношением сторон от 16 на 10 до 63 на 50 мм.
Строение головки мы рассмотрели выше, и напоминаем, что по этому параметру инструменты могут быть прямыми, изогнутыми, отогнутыми или оттянутыми. Есть еще один важный момент – та функция, которую они будут выполнять.
По типу назначения:
- отрезные – для формования заготовок с прямотой граней (углов);
- проходные – для торцов, снятия фасок, внешних поверхностей;
- канавочные – для создания канавок нужной глубины;
- расточные – для обработки отверстий, сквозного и/или глухого вида;
- резьбовые – для исполнения винтовых соединений.
По характеру выполняемых работ:
- обдирочные (черновые) – слои материала снимаются быстро, но без особой аккуратности;
- полу- и чистовые – для более обстоятельного и точного проведения технологических операций;
- тонкие – для быстрого решения особенно ответственных и даже прецизионных задач.
По способу установки:
Если рассматривать, как зависит тип токарных резцов и их назначение от особенностей фиксации обрабатываемой заготовки, классификация будет осуществляться по варианту расположения:
Радиально – то есть под углом в 90 градусов к оси детали; это классический вариант для большинства промышленных предприятий, на которых важно, чтобы крепление и геометрические положения инструмента были унифицированными. Тангенциально – кромка находится под непрямым углом; такой монтаж применяется сравнительно реже, потому что фиксация сложнее, но он актуален для нестандартных случаев, требующих максимальной точности
По материалу режущей части:
- Углеродистые металлы с твердостью закаливания на уровне 60-64 или на основе хромокремения, хромовольфрама; используются сравнительно редко, так как быстро перегреваются и при 240 или 300 градусов, поэтому уже показывают плохие результаты.
- Стали закалки до 62-65, категории Р9К5Ф2, Р9, Р12; применяются часто, так как не подлежат протирке и даже при высоких скоростях вращения способны сохранять свои свойства и выдерживать температуру до 650 0С.
- Металлокерамика – сплавы на базе вольфрамокобальта (ВК8, ВК6 – для чугуна) или титановольфрамокобальта (особенно популярен Т15К6); не деформируются даже при 900 градусах Цельсия.
Отдельного внимания заслуживает маркировка: обозначения токарных резцов по металлу состоят из 9 или 10 символов. Каждая цифра (или буква) регламентирует:
- 1я – вариант монтажа;
- 2я – форма пластины;
- 3я – тип инструмента;
- 4я – значение заднего угла;
- 5я – направление движения;
- 6я – высота державки;
- 7я – ширина хвоста;
- 8я – общая длина;
- 9я – размер кромки;
- 10я – проставляется опционально, когда это нужно, и определяет ключевые (для данного случая) параметры точности.
Теперь, чтобы не усложнять обзор, самое время перейти к максимально подробному рассмотрению наиболее часто эксплуатируемых вариантов – чтобы у вас сложилось полное представление о том, как, когда и для чего они используются.
ТЕХНОЛОГИЯ
§ 19. Виды и назначение токарных резцов
Для токарной обработки металлов применяют специальные инструменты — токарные резцы. Их изготовляют из сталей и сплавов, имеющих твердость, значительно превышающую твердость обрабатываемого материала. Рабочая часть резцов, как pi у многих других режущих инструментов, имеет форму клина (рис. 65).



![Глава ii. обработка деталей на токарных станках [1968 орнис н.м. - основы механической обработки металлов]](https://stankotk.ru/wp-content/uploads/f/e/5/fe5261d1a26311584dcee74fec8d6a4b.jpeg)
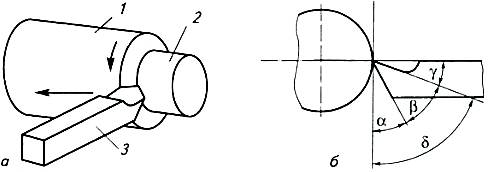
Рис. 65. Схема процесса точения (а): 1 — обрабатываемая поверхность; 2 — обработанная поверхность; 3 — резец; основные углы режущей части резца (б): γ — передний угол; α — задний угол; β — угол заострения резца; δ — угол резания
Токарные резцы отличаются один от другого по конструкции, но все они имеют державку и режущую часть (рис. 66). Державка служит для закрепления резца в резцедержателе, режущая часть непосредственно участвует в процессе резания. На режущей части имеются передняя и две задние поверхности, главная и вспомогательная режущие кромки и вершина резца. Главная режущая кромка выполняет основную работу резания.
Рис. 66. Элементы резца: 1 — главная задняя поверхность; 2 — вспомогательная задняя поверхность; 3 — вершина резца; 4 — вспомогательная режущая кромка; 5 — передняя поверхность; 6 — главная режущая кромка
Важными характеристиками токарного резца являются основные утлы его режущей части.
Главный задний угол α (альфа). Увеличение данного угла уменьшает трение задней поверхности резца о поверхность заготовки.
Передний угол γ (гамма) влияет на процесс резания, легкость схода стружки, качество обработанной поверхности.
Угол заострения β (бета). Чем меньше угол заострения, тем легче резец входит в металл и отделяет стружку с меньшим усилием. Однако при уменьшении угла заострения снижается прочность резца, и он быстрее затупляется и ломается.
Угол резания δ (дельта). δ = α + β. Токарные резцы подразделяют по направлению подачи (правые и левые), конструкции головки (прямые и отогнутые), способу изготовления (цельные, сборные и составные), сечению державки (прямоугольные, круглые и квадратные), виду обработки (проходные, подрезные, отрезные, прорезные, расточные, фасонные, резьбонарезные). На рисунке 67 схематично показаны некоторые виды резцов.
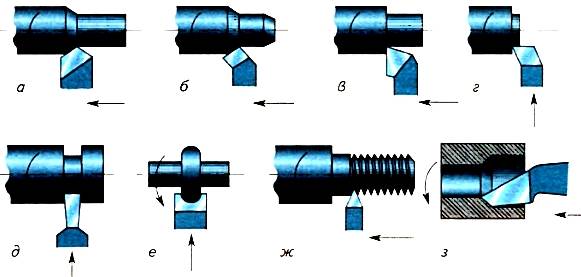
Рис. 67. Токарные резцы: а — проходной прямой; б — проходной отогнутый; в — проходной упорный; г — подрезной; д — отрезной; е — фасонный; ж — резьбовой; з — проходной расточной
Проходные резцы (рис. 67, а, б) предназначены в основном для обтачивания наружных цилиндрических и конических поверхностей заготовок, проходной упорный резец (рис. 67, в) — для обработки уступов. Торцы заготовок обрабатывают подрезными резцами (рис. 67, г), а отрезают заготовки — отрезными (рис. 67, д). Резьбовыми резцами (рис. 67, ж) нарезают наружную и внутреннюю резьбу, а расточными (рис. 67, з) — растачивают отверстия. Для обработки фасонных поверхностей применяют фасонные резцы (рис. 67, е).
Следует помнить, что токарные резцы, как и любой другой инструмент, нельзя использовать не по назначению, бросать, хранить «навалом». Нельзя допускать значительного затупления инструмента.
Практическая работа № 19
Ознакомление с токарными резцами
Рассмотрите несколько различных токарных резцов.
Определите их виды и назначение.
- Измерьте с помощью угломера основные углы режущей части одного из резцов и запишите результаты измерений в таблицу.
Новые слова и понятия
Токарные резцы, державка и режущая часть резца, основные углы режущей части резца: главный задний, передний, заострения, резания.
Проверяем свои знания
- Каким инструментом обрабатывают детали на токарных станках?
- Из каких основных частей состоит токарный резец?
- Какие поверхности и кромки имеет режущая часть резца?
- Назовите основные углы режущей части резца.
- Что общего между токарным резцом, зубилом, сверлом, ножовкой?
- Назовите основные виды токарных резцов.
- Какие работы можно выполнять проходными резцами?
Главные углы
Одно получило свое название: главный передний угол. Второй соответственно называется — основной тыловой.
Каждое влияет на результат обработки:
- От первого напрямую зависит качество снимаемой поверхности (образовавшейся сколы). Если он увеличивается, происходит большая деформация в верхнем слое. Низкое значение значительно упрощает удаление излишков металла инструментом. Это не вызывает большего сжатия этого слоя. Значительно облегчает процесс снятия и удаления лишнего металла.
- Увеличение числового значения второй снижает надежность крепления инструмента к державке. Способствует увеличению частоты и амплитуды колебаний. Изменение характеристик увеличивает износ фрезы. Уменьшение значения увеличивает площадь контакта режущей кромки с обрабатываемой поверхностью. Увеличьте температуру резака.

Угол наклона режущей кромки фрезы
https://youtube.com/watch?v=4pFf65ZhVIA
Инструменты для токарного оборудования
Для того чтобы разбираться в правилах заточки резцов для токарных станков по металлу, недостаточно просто посмотреть обучающее видео. Необходимо иметь представление о том, как классифицируются такие инструменты. Самым главным параметром, по которому токарные резцы относят к различным видам, является тип обработки, выполняемой с их помощью. По этому признаку выделяют следующие виды токарных резцов.
Основные типы токарных резцов
Проходные
Такими резцами заготовки обрабатываются вдоль оси вращения.
Подрезные
Используя эти резцы на токарном станке, уменьшают уступы и выполняют торцевание заготовок.
Канавочные
Как следует из названия, ими формируют наружные и внутренние канавки на поверхностях цилиндрической формы. Создавать канавки на наружных сторонах заготовок можно и при помощи отрезных резцов по металлу. Кроме того, такие резцы позволяют отрезать части заготовки под прямым углом.
Расточные
С помощью таких инструментов на станках выполняют обработку отверстий.
Резьбонарезные
Такие резцы специально предназначены для нарезания резьбы.
Фасонные
С помощью резцов этого вида на внешней стороне цилиндрических заготовок формируют фасонные выступы или канавки.
Фасочные
С помощью этих резцов на заготовках снимаются фаски.
Операции, проводимые резцами различного типа
Токарные резцы также подразделяются на виды в зависимости от того, в каком направлении с их помощью выполняется обработка заготовки. Так, среди них бывают правые (обработка выполняется по направлению к передней бабке) и левые (обработка по направлению к задней бабке).







Классифицируется токарный инструмент и по материалу изготовления, по способу соединения режущей части с державкой, а также по ряду других параметров.
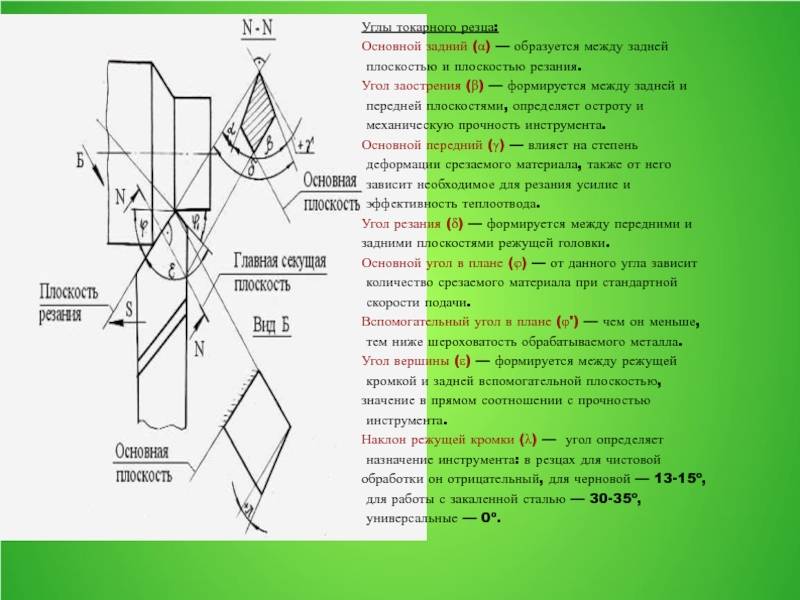
Основные углы токарных резцов по металлу и их назначение
Их точность необходимо обеспечивать вплоть до одного-двух градусов. Для этого требуется четко следить за соотношениями взаимных наклонов тройки уже рассмотренных поверхностей.
Главный задний
Он маркируется (α), его роль – в уменьшении трения в зоне механического взаимодействия, и не должен быть «плавающим». Нужно понимать, что его расширение влечет за собой серьезное снижение прочности инструмента – в какой-то момент, при чрезмерном усилии тот может просто сломаться – и даже ухудшает фиксацию хвостовика в держателе, что снижает общую безопасность труда; кроме того, оно провоцирует появление биения и учащает колебания, повышая их амплитуду, и поэтому убыстряет износ. И наоборот, его сужение увеличивает площадь контакта, в результате чего падает точность проведения технологической операции.
Главный передний
Его записывают на чертежах (γ), и он определяет как геометрические параметры токарного резца, так и конечные габариты детали, так как ответственен за снижение деформации снимаемых слоев. Если он узкий, материал удаляется быстро, но точечно. Соответственно, по мере его расширения захватываемого пространства становится больше, но сила воздействия ослабляется, что негативно сказывается на общей производительности. Также толщина лезвия уменьшается, что чревато ухудшением прочности и теплоотвода, более частыми выкрашиваниями.
Может быть даже отрицательным – у инструментов, использующихся при обдирке под ударной нагрузкой; они востребованы потому, что воспринимают давление всей своей передней частью, а не только кромкой.
Резания
Он обозначается (δ) и определяет легкость и глубину проникновения приспособления в толщу материала заготовки.
Равен сумме α и β (который следующий на очереди). В подавляющем количестве случаев его выполняют в рамках 60-100 градусов.
Заострения
Его маркировка на чертежах (β), и он говорит о форме вершины. Чем тупее (шире), тем прочнее оказывается лезвие в условиях интенсивной эксплуатации.
Основной угол в плане токарного резца
Его записывают как (φ), и он обуславливает как скорость проведения технологической операции, так и физическую прочность инструмента, которые тем выше, чем он уже. Но не должен быть чересчур малым, так как это чревато возникновением вибраций из-за избыточных радиальных сил.
Находится между проекцией кромки и вектором подачи заготовки.
Вторичный в плане
Обозначается (φ1) и оказывает значительное влияние чистоту детали: чем он шире, тем больше шероховатостей у заготовки; но помните, что со снижением его значения повышается нагрев.
Задний вспомогательный
Его маркируют (α1) и он способствует устранению трения в месте контакта лезвия с деталью, предотвращая повышение температуры в этой зоне, а значит и защищая от преждевременного износа. С его увеличением падает прочность приспособления, и, если он выходит за рекомендованные рамки, это провоцирует поломку.
Вершина между кромкой резца и задней вспомогательной поверхностью
Уже из подзаголовка понятно, на какой точке пересечения она измеряется. И чем она острее, тем лучше снимается материал, но тем быстрее нагревается зона контакта, и тем хуже стойкость к механическим разрушениям, а значит и ниже срок службы.
Наклона
Обозначается (λ), может быть положительным, нулевым или отрицательным. От его показателя зависит, в каком направлении будет сходить металлическая (деревянная, пластиковая) стружка при выполнении технологической операции.
Например, если λ < 0, то есть минусовой, отходы падают в ту же сторону, в которую осуществляется движение.
Главные правила выбора инструмента
Заранее определитесь, зачем он нужен и в каких режимах вы планируете его эксплуатировать. Учитывайте производственное назначение – возможностей того, что отлично подходит для разового или редкого применения в гараже или личной мастерской, вряд ли хватит для промышленности, с ее серийностью. Ориентируйтесь не на цену (слишком низкая стоимость должна даже отпугивать), а на стойкость, посмотреть которую можно в таблице токарных резцов
Обращайте внимание, возможна ли правка лезвия – если оно служит сравнительно дольше, но не может быть повторно заострено, а подлежит замене после первого же затупления, вы в конечном итоге потратите больше