Краткое описание самых распространённых моделей советских токарных станков
Функции в широком наборе прилагались к станкам с самого первого выпуска. Достаточно рассмотреть наиболее популярные марки, чтобы в этом убедиться.
Токарный школьный станок ТВ-4
Создан для обучения основам токарного дела, студентов и школьников разного возраста. Открывает доступ к рабочим операциям в большом количестве, среди которых:
- Резьба с многозаходными показателями.
- Резьбы разных форм, шагов: снаружи и внутри, дюймовая, трапецеидальная, упорная.
- Расточные работы для поверхностей в форме конусов, цилиндров.
- Проведение зенкерования.
- Расточка отверстий.
- Рассверливание.
Заготовки вращаются внутри центров и патронов – это главное движение, характерное для заготовок. От коробок передач энергию получает шпиндель. Сама подача – второстепенный фактор, как и её движение. Благодаря этому даже старый режущий инструмент и деталь подводятся друг к другу.
Способен обрабатывать детали с диаметром от 125 до 200 мм.
0,6 кВт – установка снабжается электродвигателями с такой средней мощностью.
Токарный станок по металлу Школьник ТВ-7
Оборудование с учебным назначением. Создан для обучения, выполнения следующих операций:
- Зенкование.
- Развёртывание.
- Обработка с помощью сверла.
- Нарезание метрической резьбы.
- Обработка торцов с разными параметрами.
- Точение, расточка деталей.
Ремень переходит к другой шкивной паре, если скорость снижена. Главный регулятор – рукоятке на правой тумбе у устройства. Итог – поддержка до четырёх скоростей.
Две пары шестерёнок располагаются внутри коробки скоростей. Рукоятка позволяет вручную настроить агрегат. Переключение муфты увеличивает количество доступных скоростей движения до 8 единиц. Переднюю бабку не дополняют рукоятками, упрощающими регулировку нужных оборотных чисел у шпинделя.
Компоненты электросхемы находятся в правой тумбе. Суппорт с задней бабкой ставят на направляющих станины. Дополнительно присутствуют защитные элементы, чтобы операторы не могли повредиться от стружки.
Размеры заготовки находятся в пределах от 100 до 300 мм.
Школьный токарный станок по металлу ТВ6
Применяя этот вид оборудования, операторы получают доступ к следующим операциям:
- Частично заготовка отрезается.
- Конические, цилиндрические поверхности растачиваются, протачиваются.
- Резьба с метрикой.
- Торцевая корректировка.
- Сверление отверстий.
Станок отличается исходными характеристиками, не допускающими обработку стали с закалённой поверхностью. Приспособление отличается следующими параметрами:
- 350-миллиметровое расстояние между центрами.
- Шпиндель при вращении сохраняет 130-170 оборотов в минуту.
- 108 мм – на такой высоте находятся части по центру.
- 300 миллиметров – длина обтачиваемой поверхности.
- 12 миллиметров – максимум диаметра для обрабатываемой заготовки.
300-киллограммовый вес отличает станок, даже если комплектация минимальна.
Настольный токарный станок по металлу ТВ-16
Оборудование, обрабатывающее металлические детали, отличается небольшими габаритами. Для выполнения элементарных операций, входящих в токарные работы:
- Проделка отверстий.
- Резьба с разными характеристиками.
- Средняя сложность операций.
- Проведение растачивания, точения.
160 мм – максимум ограничений для размера заготовок в обработке, если они над станиной. 90 миллиметрам тот же размер равен для расположения над суппортом. 250 мм – максимальное ограничение по длине в центральной части. Сквозное шпиндельное отверстие имеет увеличенную ширину, если сравнить с моделью ТВ-4 – она составит 18 мм.
Станина литая, выполнена из чугуна. Дополняется тремя продольными пазами, выполняющими функцию направляющих. Стандартные показатели мощности находятся в пределах 0,4-0,5 квт. 1400 оборотов в минуту – показатель для скорости вращения, которая определяет, насколько фрезерный станок будет эффективен.
Если грамотно подобрать распорные втулки – то можно избежать появления различных зазоров. Натяжение ремней у клинноременной передачи должно быть правильным, иначе результата добиться не получится.
Машины с ЧПУ
Как уже упоминалось, станки, предназначенные для изготовления металлических деталей, могут дополнительно оснащаться ЧПУ. Такие системы управления обычно применяются в том случае, если автомат токарный предназначен для выпуска деталей в серийном или мелкосерийном производстве. Используемое в ЧПУ программное обеспечение позволяет:
автоматизировать процесс обработки;
улучшить качество обрабатываемых деталей;
значительно сократить время наладки станка.
Разного рода приводы и преобразователи в ЧПУ используются цифровые. Представляют они собой электродвигатели, работающие либо от переменного, либо от постоянного тока. В кинематическую схему станка при использовании ЧПУ встраиваются специальные датчики. Рабочий инструмент в станках, оборудованных ЧПУ, используется максимально прочный, так как функционируют они с очень высокой скоростью и производительностью. Конструкция основания у таких машин должна быть предельно жесткой.
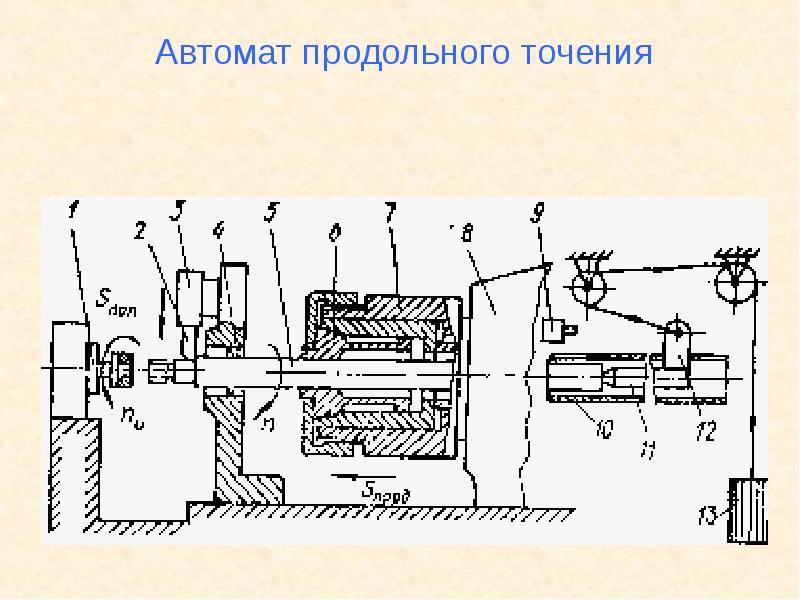
Применение автоматов продольного точения
Автоматы продольного точения применяют для серийного изготовления малогабаритных цилиндрических деталей повышенной точности из калиброванных прутков, фасонного профиля и проволоки. Их производительность может достигать нескольких десятков готовых деталей в минуту. Диапазоны геометрических размеров этих изделий обычно составляют: по диаметру — 1-60 мм, по длине — 5-300 мм, а качественные характеристики — шестой-восьмой квалитет по диаметру и не менее восьмого квалитета по длине. Типичные примеры такой продукции — валы, втулки, оси, ригели, цанги, полые цилиндры и прецизионные резьбовые изделия для точных механизмов.
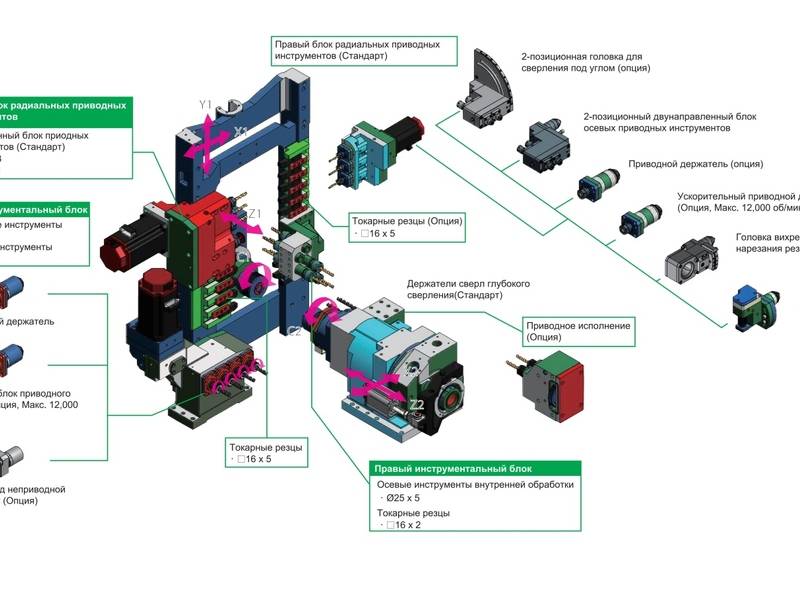
Кроме операций точения обработка на современных токарных автоматах включает в себя следующие виды технологических операций:
- центрические и нецентрические сверление и нарезание резьбы;
- фрезеровка плоскостей (уступов, лысок, пазов);
- контурная фрезеровка торцов и образующих;
- фрезеровка шлицев на торце и боковых поверхностях;
- накатка рифления;
- гравирование.
При этом, если полуавтомат токарный при переналадке на другое изделие или другой вид обтачивания требует замены кулачков и цанг управляющего механизма и установки нового комплекта режущего инструмента, то современные станки продольного точения с ЧПУ могут выполнять все эти операции за одну установку детали. Они имеют до 10-12 управляемых осей позиционирования и подачи и оснащены несколькими блоками и головками с разнообразным приводным и режущим инструментом. Поэтому такие токарные автоматы способны обрабатывать по заданной программе практически любые виды деталей.

Основные области применения продукции, изготавливаемой на токарных автоматах продольного точения — это:
- приборостроение и часовая промышленность;
- производство радиотехнических и электротехнических изделий;
- автомобильная промышленность;
- производство медтехники;
- аэрокосмическая отрасль;
- оборонный комплекс.
Кроме этого, такие прецизионные изделия нашли широкое применение в стоматологии, челюстно-лицевой хирургии и ортопедических изделиях.
Применение автоматов продольного точения
Автоматы продольного точения применяют для серийного изготовления малогабаритных цилиндрических деталей повышенной точности из калиброванных прутков, фасонного профиля и проволоки. Их производительность может достигать нескольких десятков готовых деталей в минуту. Диапазоны геометрических размеров этих изделий обычно составляют: по диаметру — 1-60 мм, по длине — 5-300 мм, а качественные характеристики — шестой-восьмой квалитет по диаметру и не менее восьмого квалитета по длине. Типичные примеры такой продукции — валы, втулки, оси, ригели, цанги, полые цилиндры и прецизионные резьбовые изделия для точных механизмов.
Кроме операций точения обработка на современных токарных автоматах включает в себя следующие виды технологических операций:
- центрические и нецентрические сверление и нарезание резьбы;
- фрезеровка плоскостей (уступов, лысок, пазов);
- контурная фрезеровка торцов и образующих;
- фрезеровка шлицев на торце и боковых поверхностях;
- накатка рифления;
- гравирование.
При этом, если полуавтомат токарный при переналадке на другое изделие или другой вид обтачивания требует замены кулачков и цанг управляющего механизма и установки нового комплекта режущего инструмента, то современные станки продольного точения с ЧПУ могут выполнять все эти операции за одну установку детали. Они имеют до 10-12 управляемых осей позиционирования и подачи и оснащены несколькими блоками и головками с разнообразным приводным и режущим инструментом. Поэтому такие токарные автоматы способны обрабатывать по заданной программе практически любые виды деталей.

Основные области применения продукции, изготавливаемой на токарных автоматах продольного точения — это:
- приборостроение и часовая промышленность;
- производство радиотехнических и электротехнических изделий;
- автомобильная промышленность;
- производство медтехники;
- аэрокосмическая отрасль;
- оборонный комплекс.
Кроме этого, такие прецизионные изделия нашли широкое применение в стоматологии, челюстно-лицевой хирургии и ортопедических изделиях.
Какие детали может обрабатывать
На токарных станках могут обрабатываться детали, имеющие вид тела вращения. К ним относятся:
- валы;
- оси;
- диски;
- цапфы;
- фланцы;
- муфты;
- кольца;
- втулки;
- гайки и т. д.
Кроме этого, можно сделать нарезку внутренней и наружной резьбы, точение и растачивание различных поверхностей, подрезание торцов, точение внутренних и наружных канавок, сверление, развертывание отверстий и т. д.




Как видим, токарный станок служит для множества операций и необходим в любом производстве. Рассматривая различные виды оборудования, нужно иметь в виду, что возможность установки дополнительного оборудования позволяет значительно расширить производимые операции.
Типы токарного оборудования
Токарно-револьверные станки предназначены для изделий, обрабатывать у которых необходимо несколько поверхностей, используя различные инструменты. Чтобы не выполнять установку и настройку каждого инструмента, на таких станках устанавливаются револьверные головки, в которых может быть предусмотрено два и более гнезда для размещения инструментов. Конечно, обслуживать такой токарный станок значительно сложнее, чем обычную модель, но это полностью компенсируется функциональностью этого агрегата. К примеру, популярными моделями подобных станков являются 1Е316П, 1Г340ПЦ, 1П371, 1А341.
Карусельный станок — одна из разновидностей станков токарной группы
Карусельные станки токарной группы предназначены для выполнения обработки заготовок, характеризующихся небольшой длиной, значительной массой, большим внешним диаметром. К ним относятся габаритные зубчатые колеса, маховики и др. Функциональные возможности таких токарных станков (например, моделей 1512, 1541, 1550, 1Л532 и прочих) позволяют выполнять на них различные виды токарных работ: точение, растачивание, прорезывание канавок, обработку торцов и др. А если дооснастить такие токарные агрегаты дополнительными приспособлениями, то они станут еще более универсальными: с их помощью можно будет выполнять некоторые фрезерные операции, нарезать резьбу, осуществлять шлифовку и производить ряд других технологических действий.
Рабочие органы многошпиндельного станка
Многошпиндельные станки, относящиеся к токарной группе, необходимы для выполнения сложнейших технологических операций в условиях серийного производства. Заготовки, которые можно обрабатывать на таких станках, могут иметь форму труб, шестигранных, квадратных и круглых прутков, фасонного профиля и др. Отличается подобная техника высокой жесткостью своей конструкции и мощным приводом, что позволяет выполнять с ее помощью обработку с высокой производительностью.
Что важно, такая сложная и функциональная техника обслуживается точно так же, как и станок обычной модели. Перечень технологических операций, которые можно выполнять на подобном агрегате, достаточно обширен: растачивание, черновое и фасонное обтачивание, нарезание и накатывание резьбы и др
Наиболее популярными моделями подобного токарного оборудования являются станки 1П365 и 1Б140
Наиболее популярными моделями подобного токарного оборудования являются станки 1П365 и 1Б140.
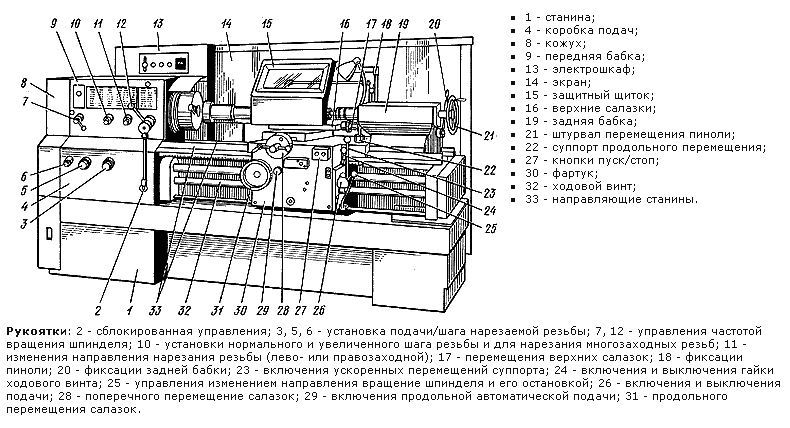
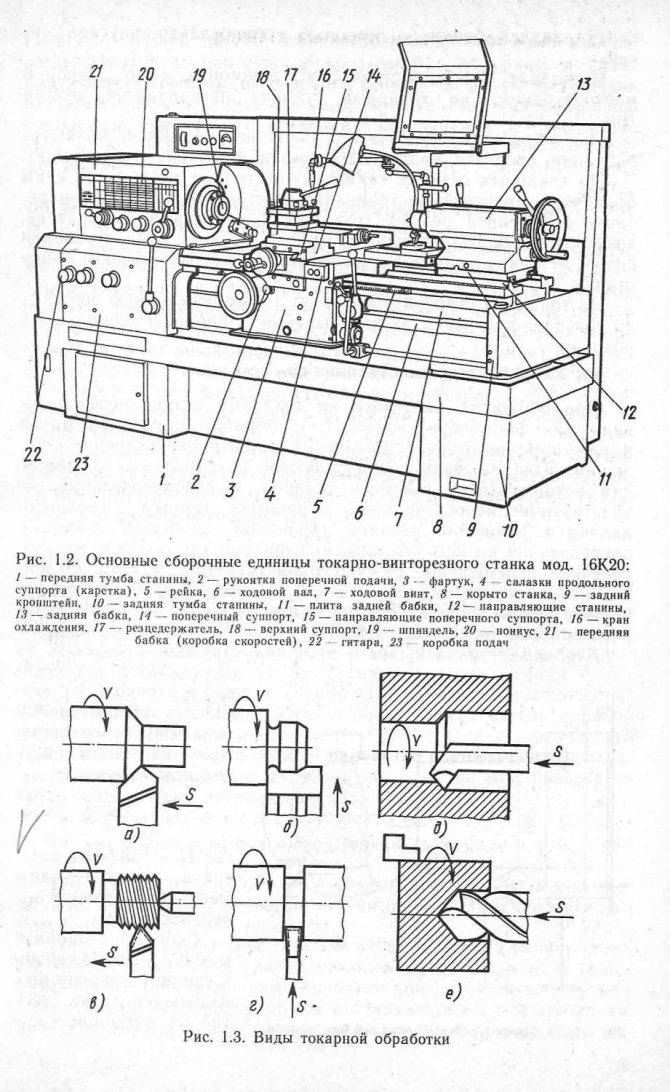
Токарно-винторезный станок 16К20
Распространенными моделями станков для токарной обработки, которые завоевали широкую популярность еще во времена СССР, являются токарно-винторезные устройства. Свою популярность такие станки, которые можно встретить не только практически на любом промышленном предприятии, но и в школьных мастерских, завоевали благодаря тому, что с их помощью можно эффективно выполнять большой перечень технологических операций.
Каждый такой станок, вне зависимости от модели, имеет типовую конструкцию, состоящую из однотипных узлов. Наряду со своей функциональностью, токарно-винторезные модели токарных станков отличаются высокой безопасностью, простотой в работе и обслуживании, что и дает возможность использовать их в качестве агрегатов для оснащения школьных мастерских еще со времен СССР. Наиболее известными и популярными моделями такого токарного оборудования являются станки 16К20, 16К50, 16Б16А и 16П16П.
https://youtube.com/watch?v=_3UYUMTqYzc
На предприятиях, выпускающих свою продукцию крупными сериями и использующими в производстве заготовки из фасонных профилей и калиброванных прутков, активно применяются токарные автоматы. Такие станки, на которых преимущественно выполняют операции точения в продольном направлении, с одинаковым успехом справляются с обработкой заготовок из различных металлов: сверхтвердых сплавов, мягкой меди и др.
Токарно-продольный автомат 1М10ДА
Какие классы точности существуют и чем отличаются?
Классом точности называют обобщенную характеристику средств измерений, которая определяется пределом погрешностей (основных и дополнительных), а также рядом свойств, оказывающих влияние на точность измерений, производимых с их помощью.
Пределом погрешности является наибольшая погрешность измерительного прибора, при котором он является годным к измерению. Предел допускаемой основной погрешности выражается в форме:
- абсолютной;
- относительной;
- приведенной
Погрешности. Класс характеризует свойство точности проведения измерений с помощью данного прибора. А точность средств измерения — это качество измерительного прибора, которое свидетельствует о близости погрешности проводимых измерений к нулю.
Если же речь идет о классе точности, который обеспечивает, к примеру, токарный станок, то здесь имеется в виду класс чистоты поверхности детали, которую данное оборудование способно обеспечить в процессе обработки заготовки.
Измерительные приборы, а также обрабатывающее оборудование имеет следующие классы точности: 0,01; 0,015; 0,02; 0,025; 0,04; 0,05; 0,1; 0,15; 0,2; 0,25; 0,4; 0,5; 0,6; 1,0; 1,5; 2,0; 2,5; 4,0; 5,0; 6,0. Кроме того, выделяют несколько категорий классов точности:
https://youtube.com/watch?v=lPrxrmCvDis
Особой
Этот «Класс С» — высший класс точности оборудования (как измерительного, так и обрабатывающего). К данному классу относятся такие станки (в нашем случае – токарные), которые должны производить обработку заготовок с получением высшего класса чистоты поверхности (0,01-0,015).
Высокой
Высоким классом точности обладают, к примеру, ювелирные, медицинские и лабораторные весы. Другое название такого оборудования – прецизионное. Оно имеет маркировку «класс В». Если речь идет о токарном оборудовании, то высокий класс чистоты (0,02-0,025) обеспечивают детали полировальные токарные станки.
Нормальной
Под нормальным классом точности (маркировка — «класс Н», но она, как правило, не ставится) подразумевается такая характеристика оборудования или детали, при которой обеспечивается идентичность результатов в не менее, чем у 98% заведомо одинаковых объектов. Абсолютный показатель нормального класса чистоты находится в диапазоне (2,0-0,6).
Особо высокой
Оборудование особо высокого класса точности имеет по данному показателю маркировку – «класс А»
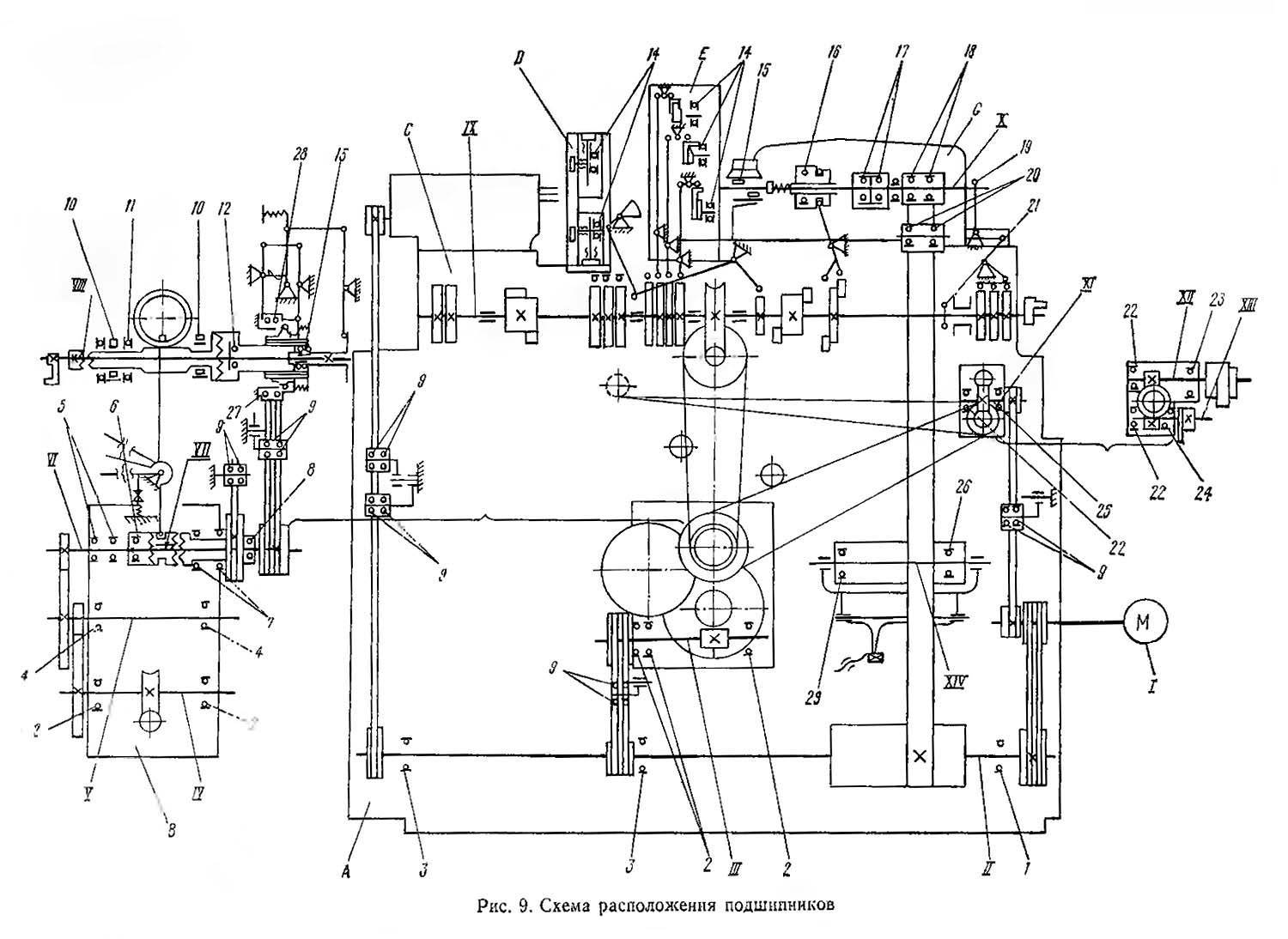
При проектировании оборудования высокого класса точности повышенное внимание уделяется качеству шпиндельных подшипников
Здесь преимущественно используются подшипники качения также высоких классов точности, а подшипники скольжения изготавливаются в виде регулируемых конусных втулок. (Все нормы здесь устанавливаются ГОСТом 1969-43).
Повышенной
Данный класс точности имеет маркировку «класс П». Применение элементов более высокого класса точности (в первую очередь, подшипников) увеличивает стоимость готового изделия, обрабатываемого на таком токарном оборудовании.
Однако если требуется получить более высокий класс обработки заготовки, то элементы повышенного класса точности применяют для позиционирования станочных валов, где требуется более высокая точность и скорость вращения.
Преимущества токарных автоматов
Токарные автоматы продольного точения обладают многими сильными сторонами, что делает их незаменимым помощником во многих сферах производства. Главными особенностями этого типа оборудования смело можно назвать следующее:
- Большая свобода действий и функциональность. Станок способен выполнять фрезерование как вдоль оси детали, так и поперек. Это упрощает создание сложных деталей, требуя для данного процесса меньшего количества действий;
- Автомат позволяет получать конические, а также фасонные поверхности, что очень часто необходимо в производстве и высокотехнологичных отраслях;
- Устройство позволяет накатывать на деталях мелкие буквы и цифры, что значительно упрощает их маркировку;
- Финальное изделие на таком станке отличается высоким качеством и очень гладкой поверхностью.
В целом, это устройство является важной частью производственного цикла на многих предприятиях и заводах и пользуется непреходящим спросом и популярностью. Это интересно: Токарный станок 1П611 — технические характеристики, инструкция
Это интересно: Токарный станок 1П611 — технические характеристики, инструкция
Типы и разновидности токарного оборудования
Существует разделение станков по следующим критериям:
- Наибольший допустимый размер обрабатываемой заготовки над станиной.
- РМЦ – расстояние между центрами (мелкие – до 150 мм, средние – 150–300 мм, крупные – более 300 мм).
Также есть множество типов токарных станков, обладающих своей спецификой:
Винторезные станки токарной группы
Станки токарной группы очень распространены в силу своей универсальности. Принцип работы прост: зажатому на шпинделе в горизонтальном положении объекту придается вращение, а с помощью подвижного резца происходит резание. Резец может быть как закрепленным, так и отдельным.






![§ 12. токарные автоматы и полуавтоматы [1968 орнис н.м. - основы механической обработки металлов]](https://stankotk.ru/wp-content/uploads/7/8/6/786eead6b84eacbec1b8423fd594a7a6.jpeg)
Револьверные станки
Как следует из названия, на направляющих станины располагается суппорт с револьверной головкой. В каждый паз револьверной головки может быть установлен резец.
Во время обработки резцы сменяют друг друга, прокручиваясь, что позволяет не тратить время на замену инструмента.

Карусельные станки
Предназначены в основном для обработки крупных объектов весом в несколько тонн. Основным элементом конструкции является планшайба – горизонтальный диск, на который устанавливается заготовка, и который придает ей вращение.
Отсюда и название данной разновидности станка. Как правило, станок карусельного типа имеет два суппорта для установки резцов – вертикальный и боковой. Это позволяет обрабатывать заготовку по внешней и по внутренней поверхности.

Затыловочные станки
Затылование – это специальный метод заточки торцовых поверхностей инструментов для сверления, фрезерования и нарезания резьбы.
Такая операция необходима для восстановления формы рабочих поверхностей инструмента после длительной эксплуатации. По конструкции затыловочный станок похож на винторезный, но имеет ряд особенностей.

Обрабатываемый объект также вращается шпинделем, а суппорт вместе с резцом совершает возвратно-поступательные движения, срезая (затылуя) поверхность объекта на один зуб.
Лоботокарные станки
Похожи на карусельные станки, также имеют планшайбу, но на лоботокарных станках планшайба устанавливается вертикально. Карусельные и лоботокарные станки могут взаимно заменять друг друга.

Как правило, применяются для резания с торца, то есть со «лба». Отсюда и название. Предназначены для обработки объектов, диаметр которых значительно превышает их длину (колеса, шестеренки, шкивы).
Станки с бесступенчатым приводом
Бесступенчатый привод – это механизм, позволяющий плавно менять скорость вращения шпинделя, без резких перепадов и остановки станка.
Такая функция позволяет постепенно подобрать нужную частоту вращения уже в процессе работы, а не прикидывать ее «на глаз».

Трубонарезные агрегаты
Как следует из названия, предназначены для обработки труб. Очень похожи на винторезные станки, но есть одно существенное различие в конструкции шпинделя: для того, чтобы длинные трубы надежно удерживались, через корпус станка насквозь проходит тоннель, в котором труба зажимается шпинделем в двух точках.

Это обеспечивает вращение объекта без люфта. Также существуют дополнительные подставки для труб, если они значительно превышают расстояние между патронами.
Токарно-фрезерный обрабатывающий центр
Многоцелевой комплекс, объединяющий в себе токарные и фрезерные функции. Имеет фрезерную головку, на которую может быть установлен режущий инструмент.
Головка эта подвижна, может обрабатывать объект как сбоку, по внешней поверхности, так и с торца, по внутренней.

Автомат продольного точения
Предназначен для серийного изготовления и обработки малогабаритных деталей диаметром 1–60 мм, длиной – 5–300 мм.
Автомат устроен следующим образом: в подвижном шпинделе с помощью цанги закрепляется заготовка, резцы же остаются неподвижными или передвигаются по горизонтали; шпиндель вместе с заготовкой подводится поочередно к нужным резцам и обрабатывается.

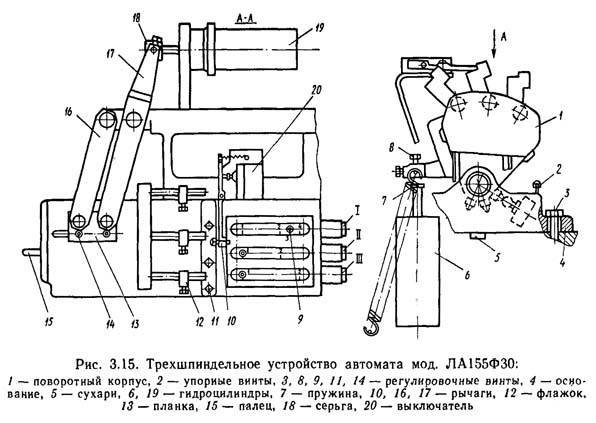
Многошпиндельные токарные станки
Станки с тремя или более шпинделями, на которых крепятся заготовки для одновременной или поочередной обработки. Используются исключительно на серийных производствах.

Сведения о производителе токарного станка продольного точения 1М10ДА
Производителем токарного станка продольного точения 1М10ДА является Ленинградский завод станков-автоматов (ЛЗСА), основанный в 1927 году.
С 1984 года завод ЛЗСА входит в Объединение прецизионного станкостроения с 1993 года входит в Санкт-Петербургский Завод прецизионного станкостроения.
Станки, выпускаемые Ленинградским заводом станков-автоматов (ЛЗСА)
- 1А136 автомат токарно-револьверный одношпиндельный прутковый Ø 36
- 1М10ДА автомат токарный продольного точения особо высокой точности Ø 16
- 11Т16А — автомат токарный продольного точения особо высокой точности Ø 16
- ЛА155ф30 — автомат токарный продольного точения высокой точности с ЧПУ Ø 16
Принцип работы токарного автомата продольного точения
Принцип работы токарного автомата продольного точения
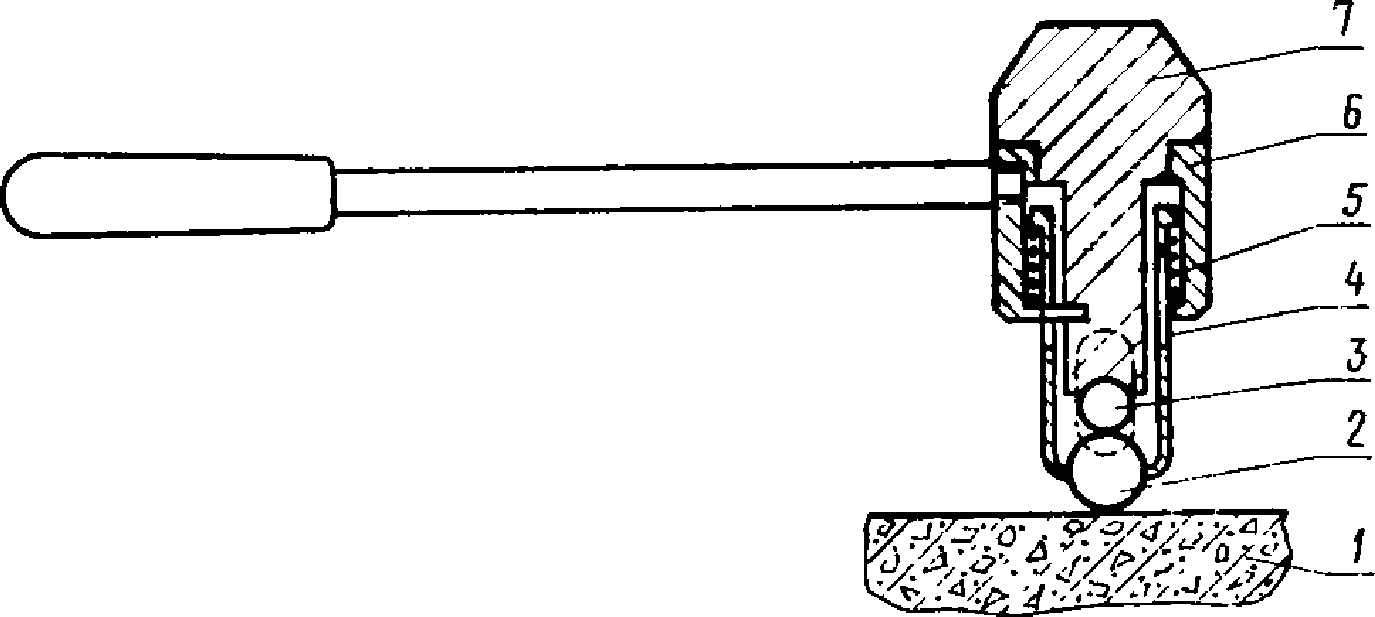
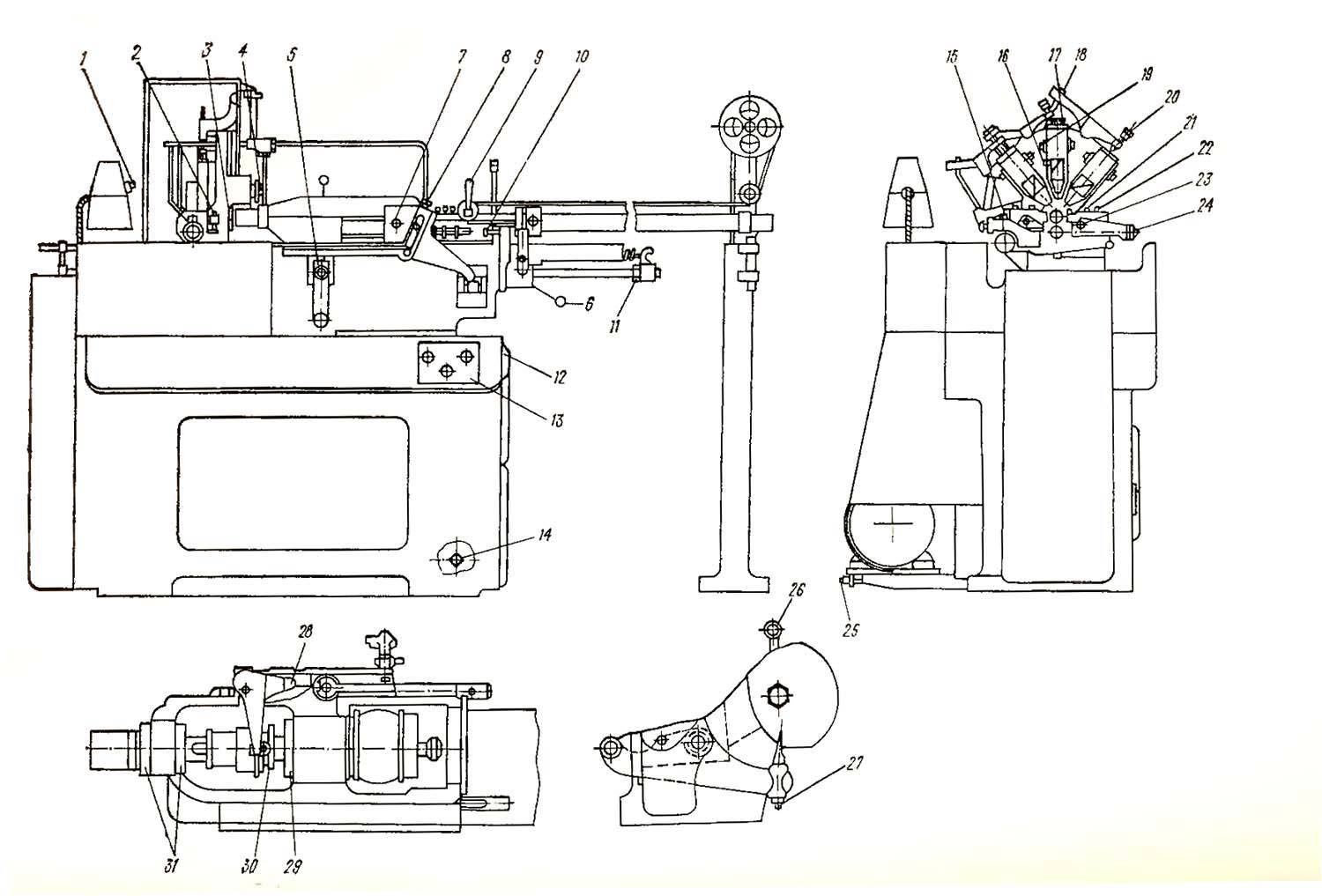
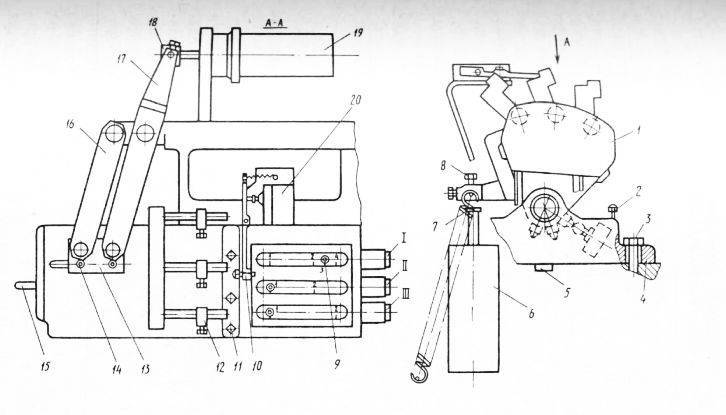
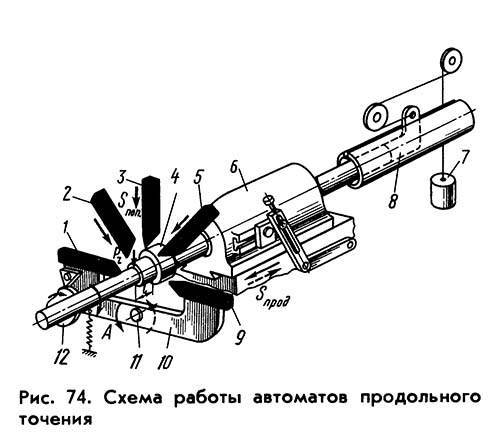
Отличительной особенностью автоматов продольного точения (рис. 74) является то, что пруток в них кроме вращательного движения имеет вместе со шпиндельной бабкой 6 продольное поступательное перемещение Sпрод. Все суппорты автомата, которых может быть четыре или пять, расположены веерообразно вокруг обрабатываемого прутка (см. рис. 37). Они имеют только поперечное перемещение Sпоп. При одновременном согласованном перемещении шпиндельной бабки с прутком и поперечных суппортов на этих автоматах можно без применения фасонных резцов обрабатывать конические и фасонные поверхности.
Вертикальные суппорты 2, 3 и 5 расположены на специальной стойке, имеют прямолинейное перемещение и управляются от самостоятельных кулачков распределительного вала. Два горизонтальных суппорта 1 и 9 расположены на балансире 10, имеют качательное движение вокруг оси 11 и управляются оба от одного кулачка 12.
В стойке, на которой расположены вертикальные суппорты, установлен неподвижный люнет 4, являющийся дополнительной передней опорой для прутка. Все суппорты с резцами располагаются в непосредственной близости от люнета, в результате чего плечо l, на котором действует сила резания PZ, получается очень маленьким. Сила резания здесь воспринимается в основном люнетом, а прогиб прутка от нее из-за малого l получается очень незначительным. Благодаря этому на автоматах продольного точения можно обрабатывать с очень высокой точностью достаточно длинные заготовки, имеющие небольшой диаметр.
С правого конца пруток постоянно поджимается толкателем 8 под действием груза 7 для удержания его в переднем положении при отходе шпиндельной бабки назад.
Шпиндель в автоматах продольного точения всегда вращается в одну сторону и имеет левое вращение по стрелке А. Поэтому нарезание правой резьбы на них производится методом обгона.
Схема обработки заготовки на токарном автомате продольного точения
На рис. 75 показана обработка типовой заготовки на автомате продольного точения. Обработка осуществляется путем последовательного чередования (позиции I—XIII) продольного перемещения шпиндельной бабки с прутком и поперечных перемещений резцов. Только на XIII позиции отрезка изготовленной детали производится при одновременном перемещении прутка с бабкой и отрезного резца.
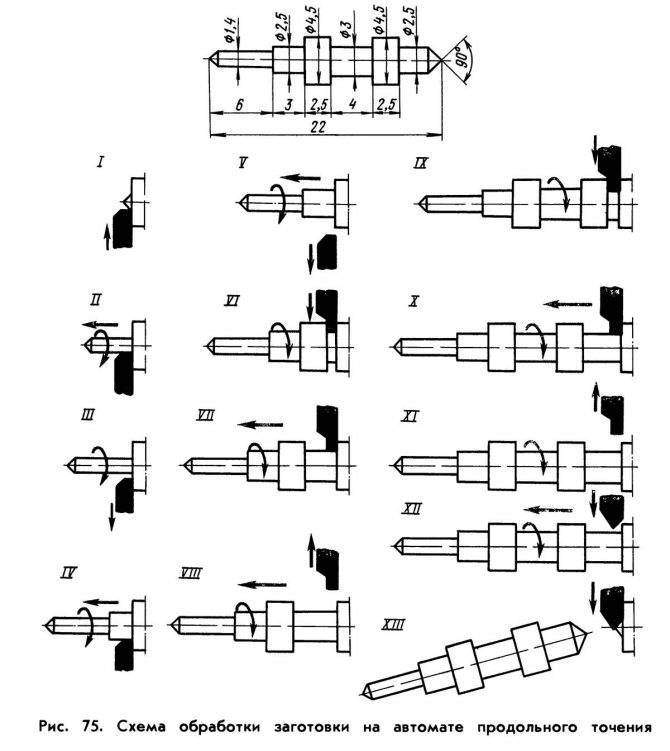



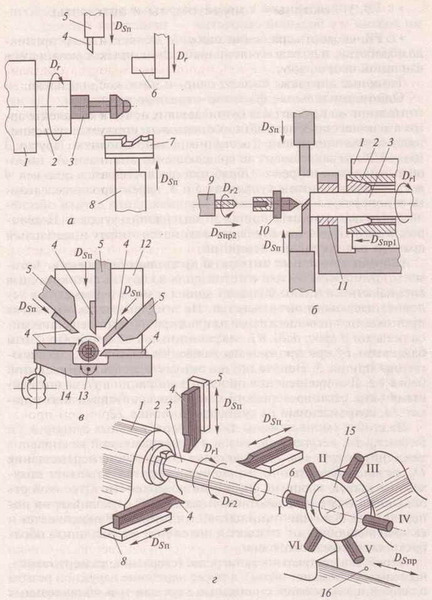


Короткие заготовки обрабатывают без люнета вблизи от передней опоры шпинделя. При обработке заготовок из квадратного и шестигранного прутков применяют вращающийся люнет. Применение на автоматах специальных приспособлений позволяет расширить их технологические возможности и выполнять дополнительные операции (нарезание резьбы, сверление отверстий, фрезерование шлицевых пазов.
Недостатком рассмотренного принципа работы автоматов продольного точения является повышенный износ люнета и направляющих шпиндельной бабки. В результате этого нарушается их соосность, а следовательно, снижается и точность обработки.
Обозначения одношпиндельных автоматов и полуавтоматов:
- Первая цифра в обозначении — группа: 1 — станок токарной группы
- Вторая цифра в обозначении — подгруппа: 1 — одношпиндельный автомат или полуавтомат
- Последнее число: диаметр обработки прутков, например: 25, 40, 65 мм
- Буква в обозначении: поколение станка (серия и т.д.), например: Б, Е, П, Г, И.
- Последняя буква П означает, что этот станок имеет повышенную точность по ГОСТ 8—82Е
Пример обозначения одношпиндельных автоматов и полуавтоматов: 1Б140, 1Е140, 1П140, 1Г140П, 1И125П, 1И140П, 1И165П.
Устройство оборудования
Токарный автомат, как и другое промышленное оборудование, состоит из нескольких узлов. Все они связаны между собой дополнительными механизмами и элементами (ремни, провода, шестерни, валы). Обработка заготовки происходит при помощи шпинделя и зажима для детали (суппорта). Станки, оборудованные системой ЧПУ, имеют такую конструкцию:
- Основанием для расположения остальные деталей является литая станина. На ней закрепляются направляющие для движения передней бабки.
- Подвижная бабка, на которой закрепляется полый шпиндель и цанговый зажим.
- Неподвижные суппорта для закрепления резцов.
- Устройство, через которые подаются прутковые заготовки.
В современных станках присутствуют дополнительные элементы:
- магазин заготовок;
- охлаждающая система;
- модернизированная система управления;
- механизм для стружкоудаления;
- конвейер, по которому перемещаются готовые заготовки.
К дополнительным элементам относятся защитные щитки, подсветка, револьверная головка для выполнения дополнительных операций с заготовками. Это может быть сверление, точение, фрезерование и нарезание резьбы.
Разница между автоматом и полуавтоматом
Различия между автоматом и полуавтоматом не вызывают сомнений, хотя и называются они похоже, и способ сваривания подобен.
В этом процессе человек выполняет функцию настройщика. Ему не нужно поджигать дугу, вести шов или следить за процессом сваривания. Ему достаточно выбрать сварочный режим и «приказать» автомату его выполнить.
Абсолютно другим способом является полуавтоматическое сваривание. Хоть при нем так же используется присадочная проволока, газ, флюс другое сырье, тем не менее, сварщиком выполняется вся работа, а не только настройка аппарата.
То есть, он и горелку ведет, и шов формирует. Автоматически подается только сварочная проволока, оттуда и название «полуавтоматической сварки».
Обозначения для станков
Каждому типу станков токарной группы соответствует буквенно-цифровой код, который создаётся по определённым правилам:
Первая цифра соответствует типу металлорежущего станка. Для токарного это всегда будет «1».
Вторая цифра соответствует виду станка по металлу. Например, 5 соответствует карусельному, а 6 — лобовому станку.
На третьем месте находится буква, которая соответствует степени модернизации оборудования.
Следующие две цифры указывают на высоту центров станка. Они выражают её в сантиметрах.
Далее могут быть приведены дополнительные буквенно-цифрвые комбинации. Они более точно указывают разновидность станка и его характеристики. Такие обозначения применяются для тех станков, которые производятся серийно. Такой код определяет место станка в классификации.
Если речь идёт о специализированном оборудовании, то применяются обозначения другого типа в них первые две буквы указывают на производителя. Далее две или три цифры предназначены для основного эксплуатационного параметра. Затем указывается версия. В конце обозначения указываются параметры, предназначенные для более точного определения разновидности и дополнительных параметров оборудования.