Обзор токарного станка 1М63: характеристики, фото, паспорт
Разработкой и производством токарно-винторезного станка 1М63 занимался Рязанский станкостроительный завод. Учитывая опыт реализации предыдущих моделей, в этой серии оборудования были внедрены последние разработки того времени. Поэтому станок до сих пор остается одним из самых популярных и востребованных для комплектации мелкосерийных производств, мастерских.
Конструктивные особенности

Для анализа эксплуатационных возможностей оборудования сначала рекомендуется изучить паспорт. Там же указываются основные техники параметры. Главными качествами станка 1М63, предназначенного для токарной обработки, являются надежности и высокая точность выполнения операций.
Это стало возможным благодаря повышенной жесткости станины, широкому диапазону настроек каретки и настроек шпиндельной бабки. Станок предназначен для выполнения всех типов токарных работ, в том числе – формированию резьбы нескольких типов. При этом можно использовать различные резцы.
В конструкции суппорт имеет механическую подачу, что позволяет выполнять обработку длинных конусов. Кроме этого, можно отметить следующие особенности конструкции станка, подробно описанные в паспорте оборудования:
- быстрое перемещение суппорта в поперечном и продольном направлении. Для осуществления этих манипуляций в конструкции имеется электродвигатель;
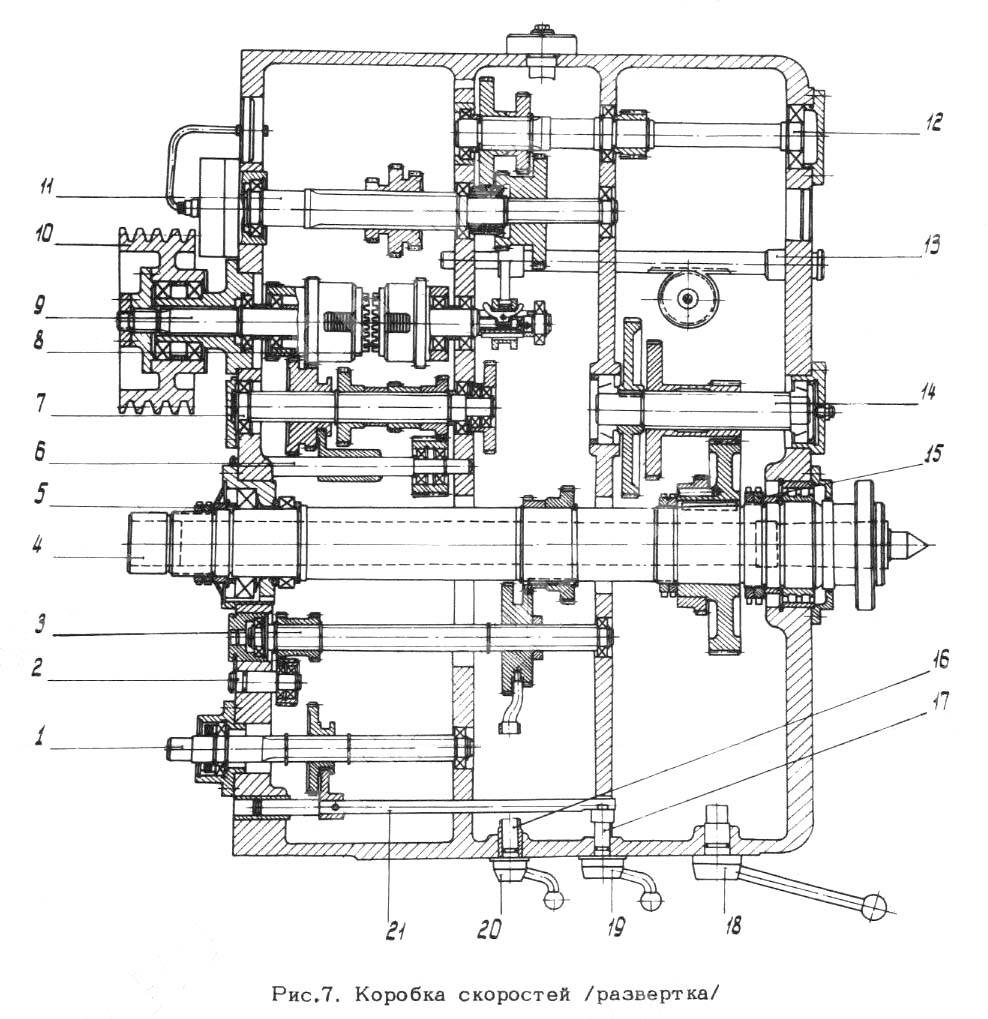
- ступенчатый механизм главного движения. Это осуществляется с помощью коробки скоростей, переключение передач в которой осуществляется путем изменения порядка сцепления определенной пары шестерен;
- многофункциональность коробки скоростей. В ней есть механизмы, позволяющие реверсировать движение суппорта. Дополнительно они увеличивают шаг нарезаемой резьбы.
Станок 1М63 имеет фартук закрытого типа со встроенной системой смазки. Она включает в себя плунжерный насос и распределитель масла. Указатель уровня масла регистрирует текущее состояние процесса, его фактические характеристики
Это важно при ускоренном режиме смещения суппорта
Если необходимо нарезание точной и специальной резьбы – следует изготовить специальный набор, в который будут входить зубчатые колеса. Они устанавливаются в коробку передач Токарно-винторезный станок 1М63 будет иметь расширенный функционал.
Технические характеристики
Параметры станка токарно-винторезного 1М63 описаны в паспорте. Но для первичного анализа возможностей оборудования следует изучить технические характеристики каждого компонента – шпинделя, подачи.
Габариты станка составляют 353*168*129 см при общей массе конструкции 4300 кг. Согласно принятой классификации ему присвоена точность «Н». Кроме этого, к основным паспортным характеристикам относят максимально допустимые размеры заготовки. Над станиной это значение не должно превышать 63 см, над суппортом – 35 см. Высота центров составляет 31,5 см. Для обработки на станке 1М63 можно устанавливать детали длиной не более 140 см и с массой, не превышающей 2000 кг.
Паспорт также содержит характеристики шпинделя:
- номинальная мощность электродвигателя – 13 кВт;
- частоты вращения. При прямом движении они варьируются от 10 до 1250 об/мин. Во время обратного могут составлять от 18 до 1800 об/мин;
- нормированный диаметр отверстия – 7 см;
- количество скоростей при прямом вращении равно 22, а во время обратного — 11.
В конструкции станка 1М63 предусмотрен механизм принудительного торможения шпинделя. Согласно паспортным данным он состоит из электрической части, которая активируется при нажатии соответствующей кнопки на пульте управления оборудованием. Ознакомиться с внешними параметрами станка можно по фото.
Технические характеристики подачи:
- смещение в продольном направлении составляет 126 см, в поперечном – 40 см;
- резцовые салазки могут перемещаться на 22 см;
- количество подач одинаково для всех направлений и составляет 44;
- пределы продольных подач — от 0,064 до 1,025. Для поперечных этот параметр варьируется от 0,026 до 0,38;
- цена деления лимба для резцовых салазок составляет 0,05 мм.

С помощью станка можно формировать практически все типы резьбы: метрические, дюймовые, питчевые и модульные. Если их характеристики соответствуют паспортным данным – использование дополнительных устройств не нужно.
Дополнительно в конструкции станка 1М63 есть системы охлаждения и смазки. Они имеют отдельные силовые агрегаты для подачи жидкостей к ответственным узлам и зонам оборудования. Силовая установка для охлаждения обеспечивает расход 22 л/час, что является оптимальным параметром для станков этого типа.
В видеоматериале показан пример восстановления исходных параметров станка 1М63 путем глобального ремонта:
Технические характеристики и паспорт станка 1М63
Конструкцию станка 1М63 разработали специалисты Рязанского станкостроительного завода, которым удалось создать надежное и производительное оборудование. Этот токарный станок быстро завоевал популярность и стал использоваться многими производственными предприятиями.
Характеристики станка
Станок 1М63 на момент его создания отличался рядом конструктивных особенностей, которые выделяли его среди другого оборудования данной категории.
- Эта модель дает возможность использования инструментов из быстрорежущих сталей и специальных сплавов.
- Шаг резьбы на заготовке при нарезании регулируется благодаря сменным колесам гитары станка, а также зубчатым колесам настраиваемой коробки подач.
- Повышенная жесткость нижней части суппорта, станины и шпиндельного узла агрегата позволяет выполнять обработку на высоких скоростях.
- В конструкции 1М63 предусмотрен специальный двигатель, обеспечивающий ускоренное движение суппорта в продольном и поперечном направлениях.
- Верхняя часть станка также имеет возможность перемещаться, что позволяет выполнять обработку длинных и коротких деталей, имеющих коническую форму.
В соответствии с требованиями стандарта, утвержденного в 1982 году, данный токарный станок причислен к устройствам с классом точности «Н». Максимальный диаметр обрабатываемых на нем заготовок составляет 35 см над суппортом и 63 см – над станиной.
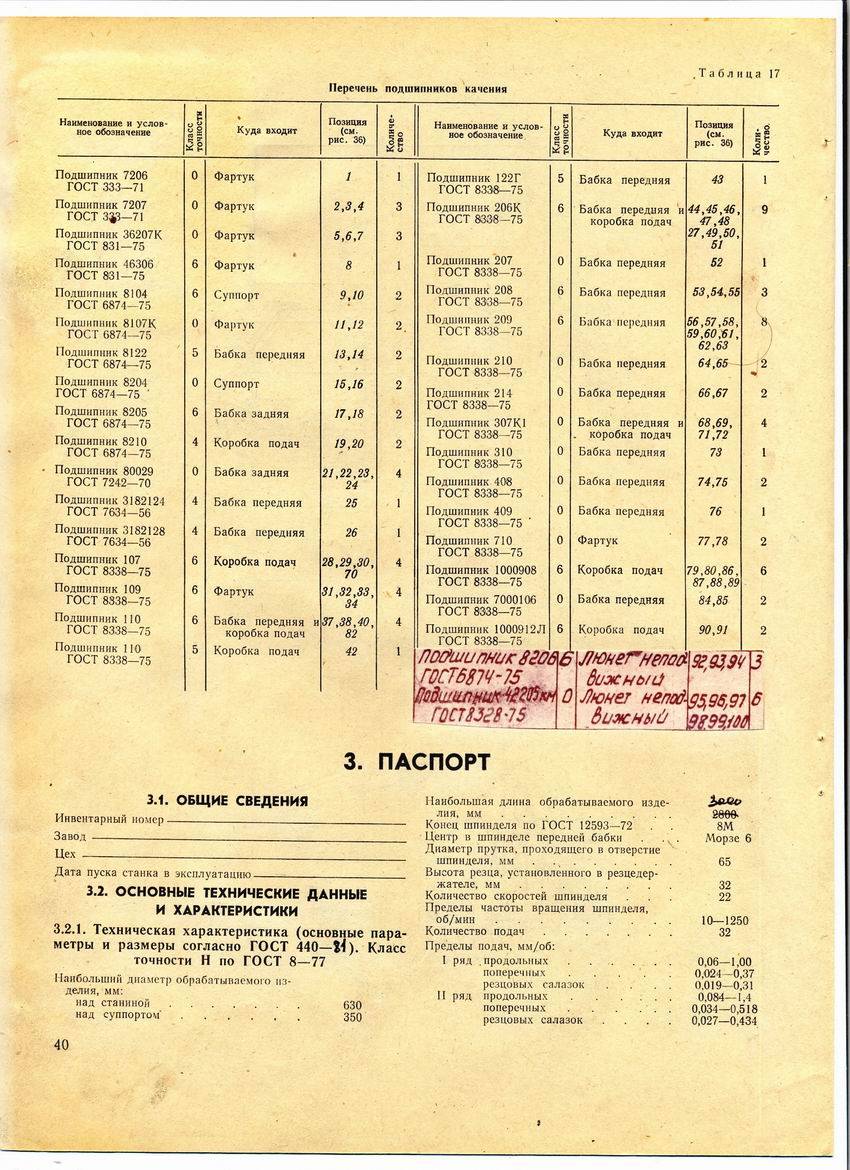
Высота центров у станка данной модели – 31,5 см, на нем можно работать с заготовками, длина которых не превышает 140 см. При обработке длинных и нежестких деталей необходимо использовать люнет неподвижный 1М63. В комплекте со станком люнет неподвижный 1М63 не поставляется, его необходимо приобретать дополнительно.
В соответствии с характеристиками, указанными в паспорте, шпиндель станка 1М63 может вращаться с частотой в интервале 10–1250 об/мин на прямом ходе и 18–1800 об/мин – на обратном. При помощи устройств управления на станке выставляют 22 прямых и 11 обратных скоростей вращения шпинделя, оснащенного системой торможения. В этом конструктивном элементе токарного станка 1М63 имеется сквозное отверстие, диаметр которого составляет 7 см.
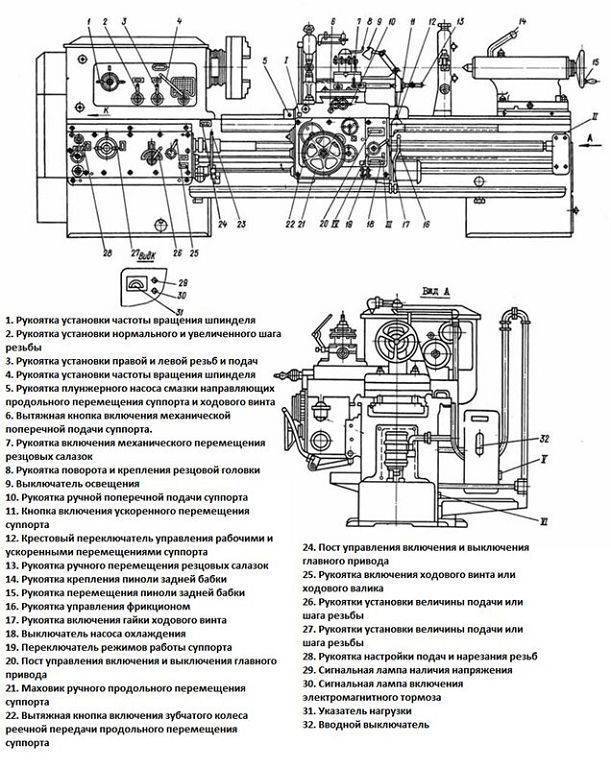
Органы управления станка
Чтобы иметь представление о технических возможностях рассматриваемого станка, необходимо описать характеристики, которым обладает его суппорт.
- Величины максимальных перемещений составляют 126 см в продольном направлении и 40 см – в поперечном.
- Одновременно в резцовую головку может быть установлено 4 токарных инструмента.
- Расстояние между осью центров оборудования и кромкой резцедержателя – 32 см.
- Суппорт может совершать ускоренные продольные движения по направляющим станины (4,5 м/мин) и поперечные – по направляющим каретки (1,6 м/мин).
- Одно деление на лимбе соответствует передвижению суппорта на 1 мм в продольном и на 0,05 мм – в поперечном направлении.
- Когда лимб совершает полный оборот, суппорт перемещается на 300 мм в продольном направлении и на 5 мм – в поперечном.
Конструкция суппорта станка
Сам суппорт и его верхняя часть передвигаются благодаря ручному и механическому приводу, но его ускоренное перемещение обеспечивает только используемый в качестве привода специальный электродвигатель. Основные усилия, которые воспринимают продольный и поперечный ходовой винт при перемещении суппорта и его верхних салазок, принимают на себя шарикоподшипники упорного типа. Чтобы компенсировать люфт, возникающий при поперечном перемещении суппорта, на его винте установлена специальная гайка.
Related Posts via Categories
- Характеристики 1К62 – особенности станка в цифрах
- Школьный токарный станок – почему он популярен не только на уроках труда?
- Токарный мини-станок – незаменимое оборудование для миниатюрной обработки
- ДИП-500 – токарно-винторезный станок для единичных работ
- Токарный станок JET BD-7 – настольный агрегат для бытового использования
- Приспособления для токарного станка – как сделать агрегат более функциональным?
- ИЖ-250 – легендарный токарный станок Ижмаша
- Корвет 403 – функциональный токарный станок для любителей и профессионалов
- TRENS SE 320 и другие станки известного европейского производителя
- Станок DIY 0714 – недорогой настольный токарник из Китая
Преимущества агрегата
Функциональные преимущества, которые выводят станок на лидирующее место, по эффективности:
Стандартная укомплектованная версия 1м63 со временем была доработана, что позволило увеличить точность конечного результата. Такое усовершенствование еще больше увеличило возможности устройства, а также повысило стандарты качества.
Конструктивными особенностями модели, которые обеспечивают высокую эффективность работы, являются:
- Точность обработки обеспечивается тремя факторами, они воплощены инженерами-разработчиками: высокая стабильность температурного режима любой операции, максимальная вибрационная устойчивость, повышенная жесткость всей конструкции.
- Ускоренное нарезание резьбы обеспечивается при использовании реверсивного режима работы, это позволяет увеличить скорость до 30%.
- Уникальная блокировочная система и ограждения рабочей зоны позволили создать безопасные комфортные условия для работников.
- Мощность двигателя превосходит альтернативные модели станков.
- Увеличены допустимые размеры обрабатываемых деталей. Заготовки токарно-винторезного станка 1М63 достигают в длину 10 метров, а масса таких деталей доходит до 3,5 тонны.
- Прочность зубчатых колес увеличена за счет особого изготовления, они выполнены из легированных стальных материалов.
 Зубчатое колесо токарного станка 1М63
Зубчатое колесо токарного станка 1М63
Полностью укомплектованный станок модели 1М63 обладает необходимой функциональностью, она позволила ему завоевать популярность не только советского пространства, но и зарубежного. В будущем на базе этого технологичного агрегата было разработано множество модификаций, дополнительных рабочих модулей и систем, они по техническим возможностям значительно превосходили базовую комплектацию.
Несмотря на перфекционизм современного оборудования, увеличенные до невозможности их эксплуатационные характеристики, модификации 1М63 используются в цехах по сегодняшний день, при этом обеспечивая обработку тысяч новых заготовок.
1М63Д станок токарно-винторезный универсальный. Назначение, область применения
Станок токарно-винторезный 1м63д (начало серийного производства – 1983 год) заменил модель . В 1986 году станок 1м63д был заменен на более совершенную модель .
Токарно-винторезные станки 163 серии одни из самых распространённых на территории бывшего СССР, предназначен для обработки деталей средних и больших размеров, в условиях единичного и мелкосерийного производства. На станке можно производить наружное и внутреннее точение, включая точение конусов, растачивание, сверление и нарезание резьб (метрической, модульной, дюймовой и питчевой).
Модификации токарного винторезного станка 1М63
1М63 – следующее поколение 163-й серии, станок заменил модель 163, начало выпуска 1968 год.
1М63Ф306 – токарно-винторезный станок с ЧПУ, начало серийного выпуска 1973 год.
1М63Ф101 – токарно-винторезный станок с УЦИ, обеспечивающим отсчет поперечного перемещения суппорта, начало серийного выпуска 1976 год.
1М63Б, 1М63БГ, 1М63БФ101 – токарно-винторезные быстроходные повышенной мощности.
1М63Д, 1М63ДФ101 – токарно-винторезные, Тбилиси, 1983 год.
1М63М, 1М63МФ101 – токарно-винторезные повышенной мощности, Тбилиси, 1986 год.
1М63МФ30 – токарный станок с ЧПУ Электроника НЦ-31, Тбилиси.
1М63МС5 – токарно-винторезный станок 163 серии, Тбилиси, 1991 год.
Основные технические характеристики токарно-винторезного станка 1М63Д
Изготовитель – Тбилисский станкостроительный завод им. Кирова.







Запланированный срок установочной серии – 1983 год.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной – Ø 630 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом – Ø 350 мм
- Расстояние между центрами – 1400 мм
- Высота центров – 315 мм
- Мощность электродвигателя – 15 кВт
- Вес станка полный – 4,3 т
Шпиндель токарно-винторезного станка 1М63Д
- Конец шпинделя – по ГОСТ 12593 (Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств)
- Номинальный диаметр конуса D = 139,719 мм, условный размер конца шпинделя – 8
- Внутренний (инструментальный) конус шпинделя – Морзе 6
- Диаметр сквозного отверстия в шпинделе – Ø 70 мм
- Пределы чисел прямых оборотов шпинделя в минуту (22 ступеней) – 12,5..1600 об/мин
- Пределы чисел обратных оборотов шпинделя в минуту (11 ступеней) – 22,4..2240 об/мин
- Диаметр стандартного патрона – Ø 400 мм
Подачи и резьбы токарно-винторезного станка 1М63Д
- Пределы продольных подач – 0,06..1,4 мм/об
- Пределы поперечных подач – 0,024..0,518 мм/об
- Пределы подач резцовых салазок – 0,019..0,434 мм/об
- Пределы шагов резьб метрических – 1..124 мм
- Пределы шагов резьб модульных – 0,25..56 модулей
- Пределы шагов резьб дюймовых – 28..1/4 ниток на дюйм
- Пределы шагов резьб питчевых – 112..0,5 питчей
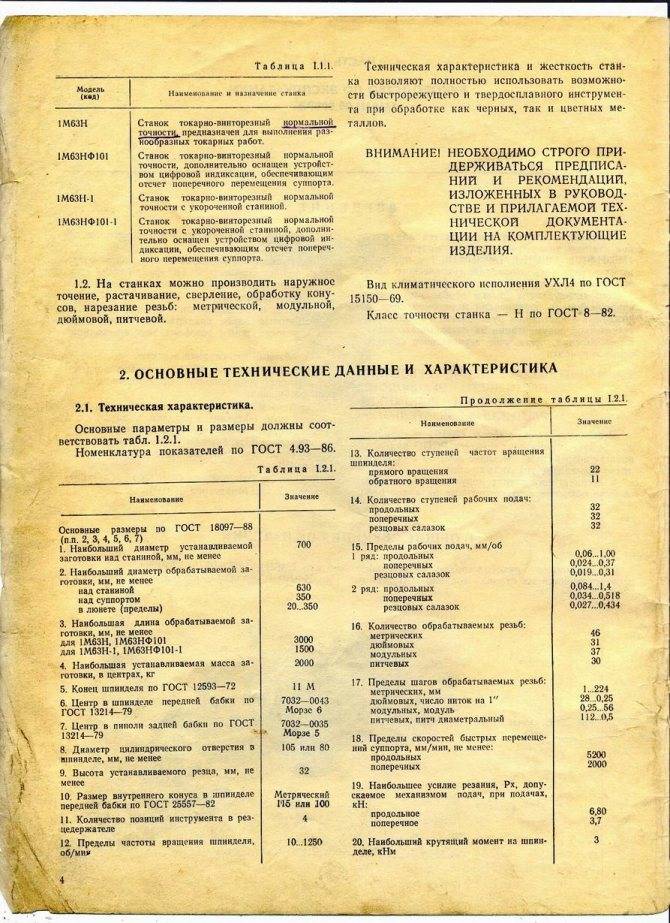
Технические характеристики и жесткость конструкция станины, каретки, шпинделя станка позволяют полностью использовать возможности работы на высоких скоростях резания с применением резцов из быстрорежущей стали или оснащенных пластинами из твердых сплавов при обработке деталей из черных и цветных металлов.
Суппорт станка имеет механическое перемещение верхней части, позволяющее производить точение длинных конусов. Точение коротких конусов также осуществляется движением верхней части суппорта.
Изменение величин подач и настройка на шаг нарезаемой резьбы осуществляются переключением зубчатых колес коробки подач и настройкой гитары сменных шестерен.
Суппорт имеет быстрое перемещение в продольном и поперечном направлениях, которое осуществляется от индивидуального электродвигателя.
Обозначение токарного станка
В 1937 году в ЭНИМС был разработан типаж (номенклатура типов и размеров) станков, в том числе и принята единая система условных обозначений станков.
1
– токарный станок (номер группы по классификации ЭНИМС)
М
– поколение станка или обозначение завода – производителя:
6
– номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (6 – токарно-винторезный)
3
– высота центров над станиной (1, 2, 3, 4, 5) (2 – высота центров 315 мм)
Буквы в конце обозначения модели:
Г
– станок с выемкой в станине
А, М
– станок с механическим приводом верхнего (резцового) суппорта. Поставляется по особому заказу
Б
– станок быстроходный
Д
– станок изготовленный Тбилисским станкостроительным заводом им. Кирова
К
– станок с копировальным устройством
П
– точность станка – (н, п, в, а, с) по ГОСТ 8-82 (П – повышенная точность)
Ф1
– станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2
– станок с позиционной системой числового управления ЧПУ
Ф3
– станок с контурной (непрерывной) системой ЧПУ
Токарно-винторезный станок ТВ-6
Для качественного проведения токарных работ требуются определенные навыки. Токарный станок ТВ-6 применяется для обучения азам профессии токаря, что определяет его широкое распространение в различных обучающих организациях. Несмотря на то, что оборудование появилось в продаже в 80-х годах, сегодня школьный токарный станок встречается довольно часто. Рассмотрим особенности этого оборудования подробнее.Тот момент, что токарный станок ТВ-6 разрабатывался для обучения, определяет весьма скромные параметры. При применении рассматриваемого оборудования можно проводить нижеприведенные операции:Сверление отверстий.Подрезку торцов.Нарезание метрической резьбы.Расточку и проточку деталей, которые имеют цилиндрическую форму или коническую поверхность.Отрезка части заготовки.Распространенный станок токарный ТВ-6, технические характеристики которого не позволяют работать с закаленной сталью, может применяться для обработки металлов, при резании которых не образуется летучих соединений или пыли

Описание системы смазкистанка 1М63.01
В станке 1М63.01 применена автоматическая централизованная система смазки шпиндельной бабки и коробки подач.
Насос приводимый от электродвигателя главного привода через ременную передачу, засасывает масло из масленой ванны и подает его через сетчатый фильтр к подшипникам шпинделя и на маслораспределительные лотки. Примерно через минуту после включения электродвигателя начинает вращаться диск маслоуказателя на шпиндельной бабке. Его постоянное вращение свидетельствует о нормальной работе системы смазки.
В процессе работы необходимо следить за вращением диска маслоуказателя на шпиндельной бабке станка 6К20. При его остановке необходимо тут же выключить станок и проверить фильтр. Снять фильтрующие сетчатые элементы в пластмассовой оправе. Каждый элемент промыть в керосине до полной очистки. Нельзя продувать фильтрующие элементы сжатым воздухом, так как это может привести к повреждению мелкой сетки. После очистки фильтр собрать и установить.
ВНИМАНИЕ! Фильтры необходимо обязательно чистить перед и после каждой замены масла. В новом станке целесообразно в течение первых двух недель чистить сетчатый фильтр не реже двух раз в неделю, а затем — раз в месяц
Ежедневно перед началом работы нужно проверять по указателю уровень масла в резервуаре и при необходимости доливать его через отверстие заливного фильтра. При замене масла слив из резервуара осуществляется через пробку. Перед тем, как заполнить резервуар маслом, его надо очистить и промыть керосином.
Смазка механизма фартука автоматическая, осуществляется от индивидуального плунжерного насоса. Масло заливается в корпус через отверстие 5 (Рис.3), закрываемое пробкой, а сливается через отверстие 6 (Рис.3).Уровень масла контролируется по маслоуказателю на лицевой стороне фартука.
Направляющие станины смазываются при помощи централизованной системы смазки фартука суппорта (многократно, зависимости от интенсивности эксплуатации).
Направляющие поперечной каретки, верхней каретки, а также их ходовые винты должны смазываться при помощи маслёнки.
Смазку направляющих каретки и поперечных салазок производят в начале и середине смены до появления масляной пленки на направляющих.
Ежедневно в конце смены нужно снять с токарного станка 1М63.01 резцовую головку, очистить ее рабочие поверхности и смазать конусную ось резцедержателя.







Сменные шестерни и ось промежуточной сменной шестерни 12(Рис.3)смазываются вручную консистентной смазкой ЦИАТИМ-203 ГОСТ 8773-73.
Опорные втулки сменных шестерён смазываются при помощи маслёнки.
Остальные точки смазываются вручную при помощи масленки, поставляемой со станком.
ВНИМАНИЕ! Первую замену масла производить через месяц после пуска станка 1М63.01 в эксплуатацию, вторую — через три месяца, а далее строго руководствуясь указаниями карты смазки
Токарный станок 1М63: технические характеристики
В паспорте устройства имеются описания всех его технических характеристик, среди которых, в качестве основных, выделяются следующие:
- Габариты – 353х168х129 см;
- Вес – 4400 кг;
- Присвоенная точность – «Н»;
- Ширина обрабатываемой болванки в максимальном значении – 63 см над основанием, 35 см над суппортом;
- Высота центров – 31,5 см;
- Длина обрабатываемой болванки в наибольшем значении – 140 см;
- Вес обрабатываемой болванки в наибольшем значении – 2000 кг.
- Характеристики главного вала станка:
- Мощность электрического двигателя – 13 кВт;
- Прямая скорость вращения – 10-1250 об/мин;
- Обратная скорость вращения – 18-1800 об/мин;
- Диаметр отверстия – 7 см;
- Скорости прямого вращения – 22;
- Скорости обратного вращения – 11.
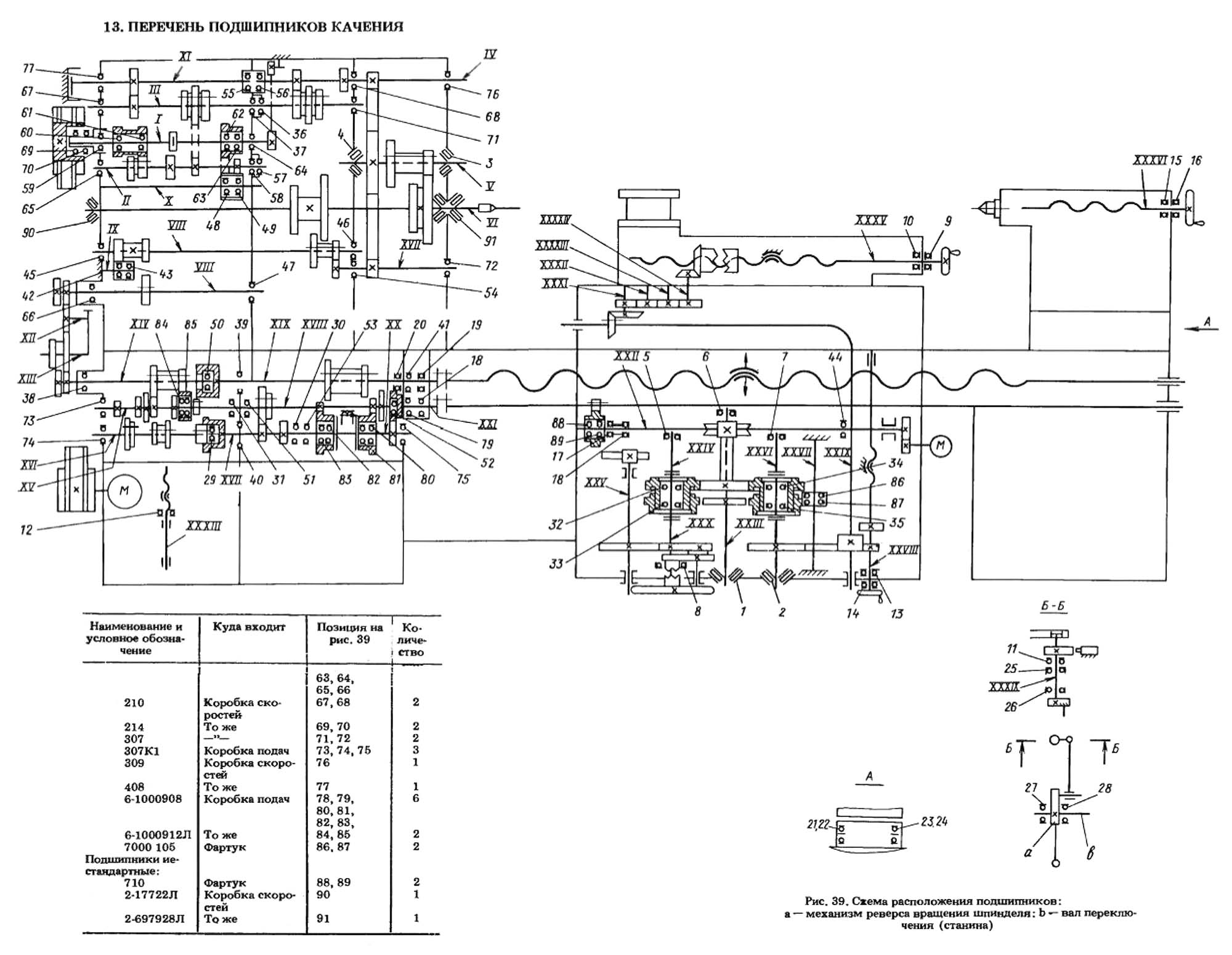
Электрооборудование и кинематическая схема станка
Электрическая схема станка 1М63 состоит из четырех электродвигателей, которые обладают следующими характеристиками.
- А02-61-4 СПУ 3 – основной электродвигатель: может запитываться электрическим током с частотой 50 Гц (частота вращения – 1460 об/мин) и 60 Гц (частота вращения – 1750 об/мин), мощность двигателя – 13 кВт.
- Х14-22М – электродвигатель, приводящий в движение насос охлаждения: мощность – 0,12 кВт, частота вращения – 2800 об/мин (ток 50 Гц) и 3350 об/мин (60Гц), производительность – 22 литра охлаждающей жидкости в минуту.
- А02-21-4 – двигатель, отвечающий за ускоренные перемещения нижней плиты суппорта: мощность – 1,1 кВт, частота вращения – 1400 об/мин (50 Гц) и 1690 об/мин (60 Гц).
- С12-54 – электродвигатель, отвечающий за работу шиберного насоса смазочной системы токарного станка: производительность подачи смазочного состава – 8,2 литра в минуту.
Принципиальная электрическая схема 1М63 (нажмите, чтобы увеличить)
Чтобы смазочный состав доходил до узлов оборудования без примесей, в чистом виде, в подающем его насосе установлен фильтр, обеспечивающий тонкость фильтрации 120 мкм.
Запуск главного двигателя станка 1М63, производимый при помощи кнопок «Пуск», одна из которых находится на пульте управления кареткой, а вторая – рядом с коробкой подач, происходит при выключенном фрикционе. Вращение от данного электродвигателя посредством клиноременной передачи передается на фрикционный вал коробки скоростей, при помощи которого регулируется частота вращения шпиндельного узла. Управляют этим фрикционным валом с помощью специальной рукоятки. В соответствии с величиной напряжения, подаваемого на главный двигатель, меняется и сила тока в его обмотке: 380В – 29А, 400В – 27А, 415В – 26,5А, 440В – 25А, 500В – 22А.
Основной электродвигатель станка 1М63, кроме всего прочего, отвечает и за выполнение рабочих подач, а ускоренное перемещение суппорта и каретки обеспечивается за счет отдельного двигателя. Для того чтобы суппорт или каретка начали двигаться, необходимо подключить фрикционные муфты электромагнитного типа, которые расположены во внутренней части фартука оборудования.
Всего в кинематической схеме станка 1М63 имеются четыре таких муфты, две из них отвечают за продольное перемещение каретки, а две остальных – за движение суппорта в поперечном направлении. Управлять данными муфтами можно при помощи находящегося на фартуке станка специального переключателя, который устанавливается в одну из 5 позиций:
- вертикальную (это положение является нейтральным);
- четыре наклонных, соответствующих направлению перемещения суппорта или каретки.
Кинематическая схема 1М63 (нажмите, чтобы увеличить)
Помимо указанного переключателя на фартуке станка 1М63 имеется еще один, при помощи которого выбирается требуемый тип работ:
- обработка наружной поверхности заготовки, имеющей конусную конфигурацию;
- обработка внутренних конусных поверхностей;
- токарные операции.
Для предотвращения одновременного включения электромагнитных муфт и маточной гайки в фартуке токарного станка 1М63 устанавливается блокировочный выключатель концевого типа. При включении маточной гайки такой выключатель просто обрывает электрическую цепь, от которой запитаны электромагнитные муфты.
Фартук станка (нажмите, чтобы увеличить)
Технические характеристики
- Высота расположения центров — 31,5 см;
- Габариты: длина — 3,53 м,
- ширина — 1,68 м,
- высота — 1,29 м;
Масса — 4,3 т;
Количество двигателей — 3 штуки;
Мощность двигателя:
- основной — 13 кВт,
дополнительный — 1,1 кВт,
насосный (система подачи смазочно-охлаждающих жидкостей) — 0,12 кВт;
Количество оборотов двигателя:
- основного — 1460 оборотов в минуту,
дополнительного — 1400 оборотов в минуту;
Количество ступеней работы двигателя — 22 прямые скорости и 11 обратных скоростей;
Классификация точности обработки — «Н»;
Максимальный диаметр обрабатываемой детали над:
- станиной — 63 см,
суппортом — 35 см;
Ограничение диаметра устанавливаемой заготовки над:
- станиной — 70 см,
выемкой — 90 см;
Ограничение размера детали при установке в РМЦ — 1,4 м,
Массовое ограничение изделия — 2 т;
Максимальное оборотов шпинделя:
- прямое вращение — 10-1250 в минуту,
реверсивное вращение — 18-1800 в минуту;
Размер шпиндельного отверстия — 7 см в диаметре;
Дистанция движения подачи:
- продольная — 126 см,
поперечная — 40 см;
Резьбовое ограничение:
- метрической — от 1 до 192 мм,
дюймовой — от 24 до 1/4 ниток на дюйм,
модульной — от 0,5 до 48 модулей,
питчевой — от 96 до 0,875 диам. питчей;
Шаговое ограничение резьбы:
- метрическая — 56,
дюймовая — 33,
модульная — 55,
питчевая — 52;
Скорость движения подачи:
- в продольном направлении — 4500 мм/мин,
в поперечном направлении — 1600 мм/мин;
Длина хода пиноли — 24 см.
Технические характеристики, описание и паспорт 1М63

1М63, ДИП-300, 163 эти токарно-винторезные станки, одни из самых распространённых на территории бывшего СССР, предназначены для обработки деталей средних и больших размеров, в условиях единичного и мелкосерийного производства. На станке 1М63 можно производить наружное и внутреннее точение, включая точение конусов, растачивание, сверление и нарезание резьб (метрической, модульной, дюймовой и питчевой). Технические характеристики и жесткость конструкция станины, каретки, шпинделя станка позволяют полностью использовать возможности работы на высоких скоростях резания с применением резцов из быстрорежущей стали или оснащенных пластинами из твердых сплавов при обработке деталей из черных и цветных металлов.
Суппорт станка 1М63 имеет механическое перемещение верхней части, позволяющее производить точение длинных конусов. Точение коротких конусов также осуществляется движением верхней части суппорта.
Изменение величин подач и настройка на шаг нарезаемой резьбы осуществляются переключением зубчатых колес коробки подач и настройкой гитары сменных шестерен.
Суппорт имеет быстрое перемещение в продольном и поперечном направлениях, которое осуществляется от индивидуального электродвигателя.
В станке механизированы все основные операции:
- продольное механическое перемещение суппорта (продольные рабочие подачи)
- поперечное механическое перемещение суппорта (поперечные рабочие подачи)
- механическое перемещение резцовых салазок (рабочие подачи резцовых салазок)
- ускоренные перемещения суппорта в продольном направлении от индивидуального электродвигателя
- ускоренные перемещения суппорта в поперечном направлении
- ускоренные перемещения резцовых салазок
- Торможение шпинделя также производится автоматически в момент выключения фрикционной муфты.
Технические характеристики станка 1М63
| Технические характеристики станка 1М63 | Параметры |
| Наибольший диаметр заготовки, устанавливаемой над станиной, мм | 700 |
| Диаметр обработки над станиной, мм | 630 |
| Диаметр обработки над суппортом, мм | 350 |
| Расстояние между центрам | 750 — 10 000 |
| Наибольшая длина детали, устанавливаемой в выемке станины, мм | 900 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 105 |
| Фланцевой конец шпинделя по DIN | 11М |
| Количество ступеней частот вращения шпинделя | 22 |
| Пределы частот вращения шпинделя, об/мин | 10 — 1 250 |
| Ускоренное продольное перемещение суппорта, м/мин | 5,2 |
| Ускоренное поперечное перемещение суппорта, м/мин | 2 |
| Мощность электродвигателя главного привода | 15 кВт |
| Наибольший вес обрабатываемой детали в центрах, кг | 3 500 |
| Габаритные размеры станка (Д х Ш х В), мм | 2 950 — 12 470 х 1 780 х 1 550 |
| Масса станка, кг | 4 200 — 13 200 |
Обозначение универсального токарно-винторезного станка 1М63
1 — токарный станок (номер группы)
М – поколение станка
6 – токарно-винторезный станок (номер подгруппы)
3 – высота центров над станиной (315 мм)
Буквы в конце обозначения модели:
Б – станок повышенной мощности
Г – станок с выемкой в станине
К – станок с копировальным устройством
М – механизированный станок повышенной мощности
П – точность станка — (н, п, в, а, с) по ГОСТ 8-82 (П — повышенная точность)
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
Инструкция по эксплуатации
Паспорт оборудования содержит полный перечень правил работы со станком 1м63. Кратко можно упомянуть:
- к работе не допускается персонал, не имеющий достаточной квалификации, не ознакомленный с документацией к оборудованию, не прошедший инструктажи по технике безопасности;
- перед началом работы обязательно проводится проверка ограждений, сменных шестерен, автоматов включения, блокировки выброса стружки, выключателей подачи;
- делать в суппорте должна надежно фиксироваться;
- при работе с длинными заготовками — применение люнетов обязательно;
- непосредственно после пуска и в течение некоторого времени — не переключать коробку скоростей в режим максимальных оборотов шпинделя;
- переключать направление вращения шпинделя следует только в состоянии полного его останова;
- не допускается переключать режимы колес передней бабки, работы коробки подач на ходу.
Необходимо соблюдать общие правила безопасности. Спецодежда, кроме брюк, спецовки с длинным рукавом и плотно застегиваемыми манжетами — должна включать защитные очки и берет. Во время работы нельзя прикасаться к движущимся деталям, следить, чтобы одежда была тщательно заправлена, не рекомендуется близко наклоняться к рабочей зоне.
Все параметры обработки должны настраиваться до пуска станка согласно инструкциям к оборудованию. Активация главного привода должна производиться после установки резца в начальную позицию. По окончании работ – нужно очистить поверхности станка от остатков охлаждающей жидкости, грязи, удалить стружку.
1м63 электросхема
Электрооборудование рассчитано для работы от трехфазного переменного тока напряжением 380В частотой 50 Гц. Питание цепей управления переменного тока осуществляется от понижающего трансформатора.
Питание цепей управления постоянного тока производится от селенового выпрямителя.
Защита от токов короткого замыкания и перегрузок электродвигателей и электроаппаратуры выполнена посредством автоматических выключателей и теплового реле.
Нулевая защита обеспечивается магнитными пускателями, которые при понижении напряжения до 50-80% отключают электродвигатели.
Управление главного привода станка кнопочное и производится с постов управления, расположенных на станине около коробки подач и на фартуке.
Управление приводом быстрого хода каретки производится посредством толчковой кнопки в рукоятке крестового переключателя, расположенного на фартуке.
Управление электронасосом охлаждения и выбор режимов работы станка осуществляется посредством выключателей, установленных на фартуке.
Ввод от сети выполняется снизу шкафа через отверстие диаметром 35 мм проводом марки ПГВ черного цвета сечением 3×6 мм2.
На левой боковой стенке шкафа установлен вводный автоматический выключатель кВ,
На кожухе под коробкой подач установлены нагрузочный амперметр и сигнальные лампы, контролирующие наличие напряжения и включения тормозной муфты.
На фартуке суппорта установлены переключатель режима работа станка ВН2 и крестовый переключатель подачи каретки и суппорта.
Во избежание резкого торможения шпинделя используется регулируемое сопротивление Б7 типа 1ПЭВР-50-51 Ом ±5%, которое осуществляет регулирование напряжения на катушке тормозной муфта. Величина сопротивления устанавливается при наладке станка порядка 30 Ом, чтобы осуществлять торможение шпинделя в течение 5. 8 сек.









Описание работы
Перед началом работа необходимо убедиться что все автоматические включатели включены.

Рисунок — Принципиальная электросхема станка 1м63
Пуск электродвигателя главного привода Ц осуществляется нажатием кнопки 1КУ или 2КУ , которая замыкает цепь катушки контактора переводя его на самопитание.
Останов электродвигателя главного привода 1Д осуществляется нажатием кнопки ЗКУ или 4КУ .
Управление вращением шпинделя осуществляется рукояокой включения фрикциона.
При отключенном фрикционе (шпиндель не вращается) замыкается размыкаемый контакт конечного выключателя ВК (1-3) и включаются реле временя 1PB,
РВ и тормозная муфта 5ЭМ. При этом загорается сигнальная лампа 2ЛС. При работе двигателя главного привода на холостом ходу реле времени РВ, настроенное на выдержку времени 2,5. 3 мин, отключает двигатель посредством контактов РВ (2-4). Одновременно реле времени 1PB потеряет питание и с выдержкой времени 25 с отключает тормозную муфту 5ЭМ.
При включенном фрикционе контакт ВК (1-3) размыкается, отключает реле времени РВ и тормозную муфту 5ЭМ.
При отключении двигателя 1Д кнопкой ЗКУ или 4КУ посредством размыкаемого контакта КШ (1-17) включается реле времени РВ и тормозная муфта 5ЭМ.
Контроль за нагрузкой электродвигателя главного привода осуществляется по амперметру.