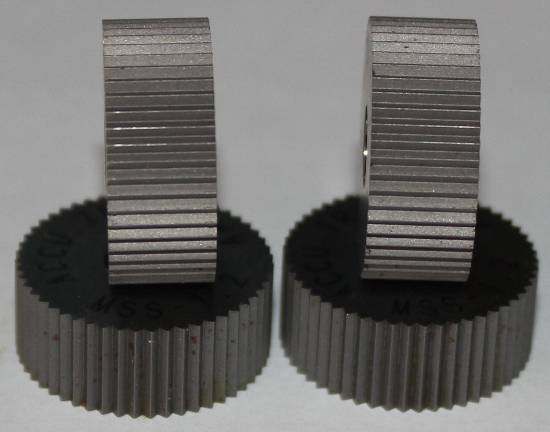
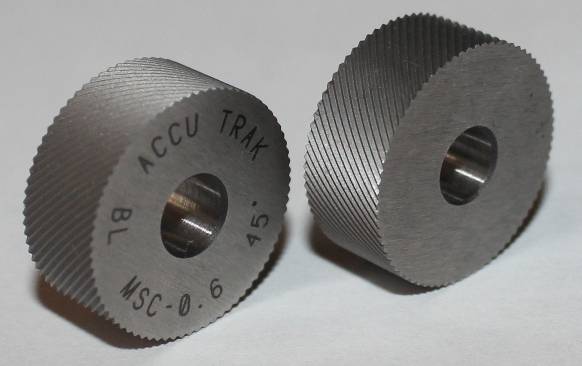
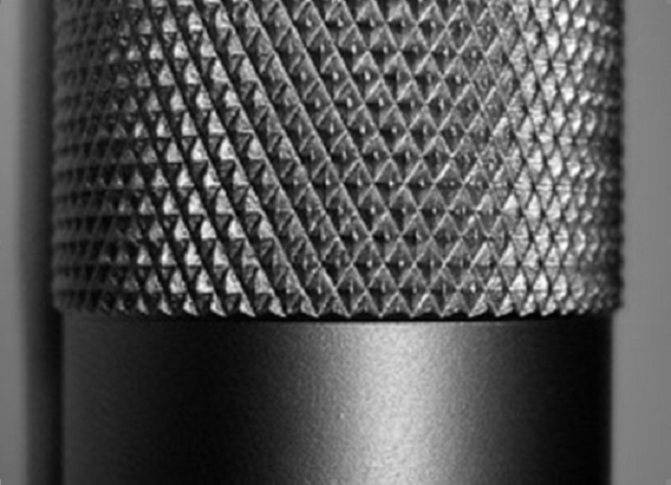
Обычная и зауженная накатки
Одна накатка делается обычная, вторая с зауженным венцом, чтобы снизить давление на тонкую заготовку при обработке, третья подойдет для больших внутренних поверхностей, а четвертой консольной можно будет работать в узких трубках.
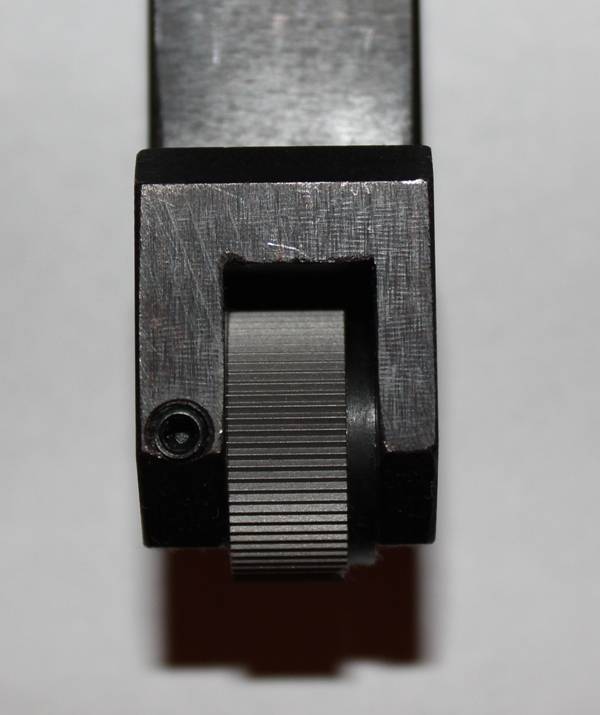
Для изготовления накаток нужно подготовить 4 державки. Их можно получить, укоротив длинные резцы, или же квадратный пруток. В державках для накаток наружных поверхностей в торце фрезеруются пазы, слегка превосходящие по ширине колесики из зажигалок.
Далее державки просверливаются под ось, чтобы установить ролики.
Один из них нужно будет сузить, сточив зубчатый венец, с одной стороны.
Для этого он надевается на оправку, которая зажимается в бормашине или дрели. Раскрученное колесико стачивается на наждаке. Ролики устанавливаются в державки с помощью осей, сделанных из хвостовиков сломанных сверл.
Накатка резьбы с помощью роликов – достоинства и недостатки методики
Под накатыванием роликами понимают операцию пластического холодного деформирования поверхности обрабатываемой детали, при которой металл подвергается высокому давлению.
В результате этого между резьбовыми витками наблюдается явление заполнения впадины, что приводит к формированию требуемой резьбы. Причем подобное деформирование происходит без снятия стружки с заготовки.
Достоинствами данной методики признаются далее приведенные факты:
- верхняя часть детали характеризуется очень малым уровнем шероховатости;
- показатель усталостной прочности изделия находится на высоком уровне;
- производительность операции в несколько раз выше, нежели при использовании стандартной методики, когда резьба нарезается;
- высокая величина твердости и стойкости против эксплуатационного износа, а также прочностного показателя поверхности заготовки, обусловленная наклепом.
К недостаткам накатки роликами относят то, что, во-первых, по сравнению с процессом шлифования металла она менее точна, во-вторых, требуются достаточно дорогие приспособления для осуществления технологического процесса
Кроме того, при использовании роликов важно грамотно выбирать режим обработки и очень точно рассчитывать геометрические параметры рабочего инструмента и детали. Если эти условия не будут выполнены, возрастает вероятность образования ряда негативных явлений:
- отслаивание металла по резьбе;
- чешуйчатость заготовки;
- большой перенаклеп.
Устройство и параметры накатных роликов
Ролики накатные – диски цилиндрической формы, изготовленные из легированных марок сталей, на поверхности которых имеется определенного вида резьба или витки кольцевого типа. Размеры ролика накатного типа зависят от следующих факторов:
- вида накатываемой резьбы (одно- или многозаходная);
- способа накатывания (тангенциальный, осевой, радиальный);
- применяемого резьбонакатного оборудования (полуавтомат, автомат, головка).
Тангенциальный способ накатывания является высокопроизводительным и выполняется подачей роликов в количестве двух штук, при этом каждый из них имеет свою окружную скорость, с одинаковой скоростью или в специальных центрах. Различают ролики накатные цилиндрического и затылованного типа. У последних, помимо элементов заборного и калибрующего типа, имеется еще и сбрасывающий элемент, что ускоряет процесс нарезания и делает возможным обработку одновременно 2 заготовок или нанесения ее с двух сторон. Осевой способ накатки применяют при необходимости накатать резьбу на заготовку большой длины. Самым распространенным способом накатки является радиальный. При этом ролики цилиндрической формы используются для накатки наружной и внутренней резьбы. Они должны соответствовать требованиям ГОСТ 9539-72. Чаще всего используются изделия с посадочными отверстиями 45, 54, 63 или 80 мм.
Материалом для изготовления накатного инструмента служат стали, в составе которых хром, ванадий, молибден и другие тугоплавкие элементы: Х12М, Х6ВФ, Х12Ф1, 6Х6В3МФС, Р18, Р6М5, Р18. При этом твердость поверхности должна быть в пределах 58÷61 HRC. Ролик накатный выдерживает давление до 1400 МПа, при этом точность изготовления составляет 0,1 мм.
Основные параметры изделия следующие:
Технология накатки «на проход»
Специальная методика для формирования длинной резьбы более 250 мм. Особенностями данного способа можно назвать осевую подачу заготовки, а также образование угла подъема у роликов по линии винта относительно контура накатки. Если говорить о применяемых станках, то оптимальным будет агрегат с наклонным шпинделем, конструкция которого позволит применять роликовые сегменты с кольцевой нарезкой. Винтовая конфигурация тоже будет разнообразной – возможны левые и правые, одно- и многозаходные профили со строгой выдержкой определенного шага. Максимальный диаметр накатки резьбы этого типа достигает 200 мм при шаге в 16 мм. На практике таким способом часто выполняют резьбовые шпильки с трапецеидальным или метрическим профилем. Для достижения высокой скорости обработки станки обеспечиваются особой трансмиссией, выносные подшипники которой смазываются встроенным механизмом принудительно. Это позволяет достигать частоты вращения порядка 600 об./мин.
Легкая накатка желобков на трубах — желобонакатчики REMS!
Коротко о технологии накатки желобков на трубах.
Современные требования к монтажу трубопроводных систем привели к созданию разъемных муфтовых соединений с помощью желобков (грувлок). Такое соединение выдерживает давление, порой превышающее показатели сварных и фланцевых соединений. Чем больше давление жидкости в трубе на манжету, тем она надежнее герметизирует соединение. Бессварные трубопроводы используются во многих высокотехнологичных производствах, для перекачки химических жидкостей и в системах утилизации. Особое место отводится им при монтаже спринклерных систем пожаротушения.
ГОСТ Р 55430-20136. «Соединения трубопроводов разъемные» устанавливает требования, обеспечивающие промышленную безопасность при эксплуатации разъемных соединений технологических трубопроводов. Этим стандартом обеспечивается единый подход при конструировании, монтаже и ремонте желобонакатных соединений.

Основные преимущества грувлочного соединения это —
1. Разъёмность — легкий монтаж и демонтаж. 2. Отсутствие сварки позволяет проводить работы в пожароопасных и взрывоопасных зонах. 3. Допустимое давление в трубопроводе может достигать 50-60 бар. 4. Выдерживает значительные линейные расширения. 5. Отлично переносят и гасят вибрацию.
Для получения желобонакатного соединения потребуется накатка желобков на соединяемых трубах, манжета и скрепляющий зажим.
Для быстрой и качественной накатки желобков компания REMS предлагает два вида желобонакатчиков — электрические полностью оснащенные для накатки станки (Rems Collum RG и Magnum RG) и желобонакатчики (Rems) требующие применения дополнительного привода. В качестве привода используются резьбонарезные клуппы Rems Amigo и Rems Amigo 2 Compact.
В зависимости от материала трубы применяются различные накатывающие комплекты ролик-контрролик. Накатывающие ролики изготовлены из особо прочной специальной стали и обладают сверхдлительным сроком эксплуатации. Оптимальное соотношение диаметров ролик/контрролик и крупная сетчатая насечка гарантируют надежное вращение трубы и точнейшую накатку желоба. Комплекты выпускаются для обычных стальных труб, с маркировкой Cu для медных труб, с маркировкой INOX для нержавеющих труб, для алюминиевых и ПВХ труб.
Желобонакатчики Rems накатывают желобки на стальных трубах диаметром 1 — 12″ (25 — 300 мм), на нержавеющих трубах диаметром 2 — 12″, и медных трубах диаметром 54 — 159 мм, алюминиевых трубах и трубах из ПВХ диаметром 2 — 12″.
Желобонакатчик Rems Magnum RG с помощью специального комплекта легко превратить в резьбонарезной станок. Полный комплект включает универсальную автоматическую резьбонарезную головку, гребенки для нарезки резьбы BSPT 1/2″-3/4″(R/L) и BSPT 1″-2″(R), труборез, гратосниматель, рычаг подачи, насос для автоматического охлаждения и смазки, масляную ванну, поддон для стружки. Качественно выполнить накатку желобков или нарезку резьбы поможет сверхстабильная опора Геркулес XL 12″. Она обеспечивает легкое движение и поворот во всех направлениях труб диаметром до 324 мм.
На сегодня наиболее известными производителями грувлочных муфт (скрепляющий зажим+манжета) являются компании VICTAULIC (США) и DINANSI (Словакия).
Источник
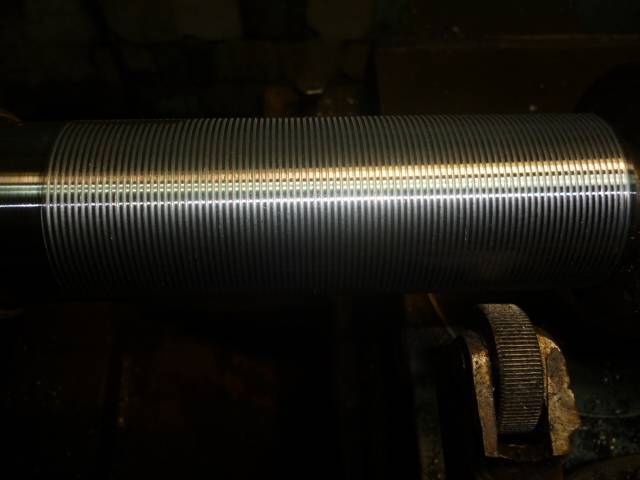
Технология накатки резьбы
Резьба формируется в результате пластических деформаций металла. Инструмент с большим усилием вдавливается в тело заготовки, сталь выдавливается во впадины.
Для накатывания применяются следующие инструменты и приспособления:
Ролики. Могут использоваться два или три приспособления, имеют осевую, радиальную или тангенциальную подачу.
Резьбонакатные головки. Сложное по конструкции, но высокопроизводительное оборудование. Ограничение – длина резьбы не может превышать ширину роликов головки.
Плоские плашки. Самое простое в изготовлении оборудование, длина резьбы не ограничивается. Применяются для создания метизов диfметром от 25 мм.






Ролик-сегмент. Довольно сложные приспособления, позволяют получать соединения и высокой точностью параметров.
Безстружечные метчики. Применяются редко из-за недостаточных параметров по качеству поверхности резьбы.
С точки зрения металлообработки, прокатка резьбы считается одним из способов холодной ковки – заготовка попадает между штампами. Пластическая деформация имеет прямую зависимость от максимального процента удлинения (пластичности) и текучести металла. Накатывать резьбу можно лишь на заготовках из сплавов с коэффициентом удлинения ≥ 12%. Еще один фактор, оказывающий влияние на возможность накатывания резьбы – твердость. Значение зависит от микроструктуры материала.
Цели и назначение
Накатывание — холодный способ обработки изделий. Под воздействием инструмента на поверхности получается различный узор — сеточка, рифление, риски, насечки. Особых требований к подготовке поверхности нет. Деталь обтачивают до нужного диаметра, после накатывают рифление.
Назначение накатки:
- Повышение эксплуатационных свойств.
- Удаление трещин и других дефектов.
- Повышение устойчивости к коррозии.
- Усовершенствование рабочих характеристик изделий.
Для некоторых деталей накатка необходима из-за их эксплуатационных особенностей. Рифление делают на головках винтов, рукоятках. Для удобства пользования накатывание делают ручке на станках и других механизмах.
Инструменты и монтаж на станках
Стружка при этом процессе не образуется, т. к. канавка продавливается специальным инструментом. Для токарной накатки применяются следующие приспособления:
- разнообразные ролики;
- зубчатые накатники;
- универсальные накатники;
- стандартные шарики
- накатывание резьбы и другие инструменты;
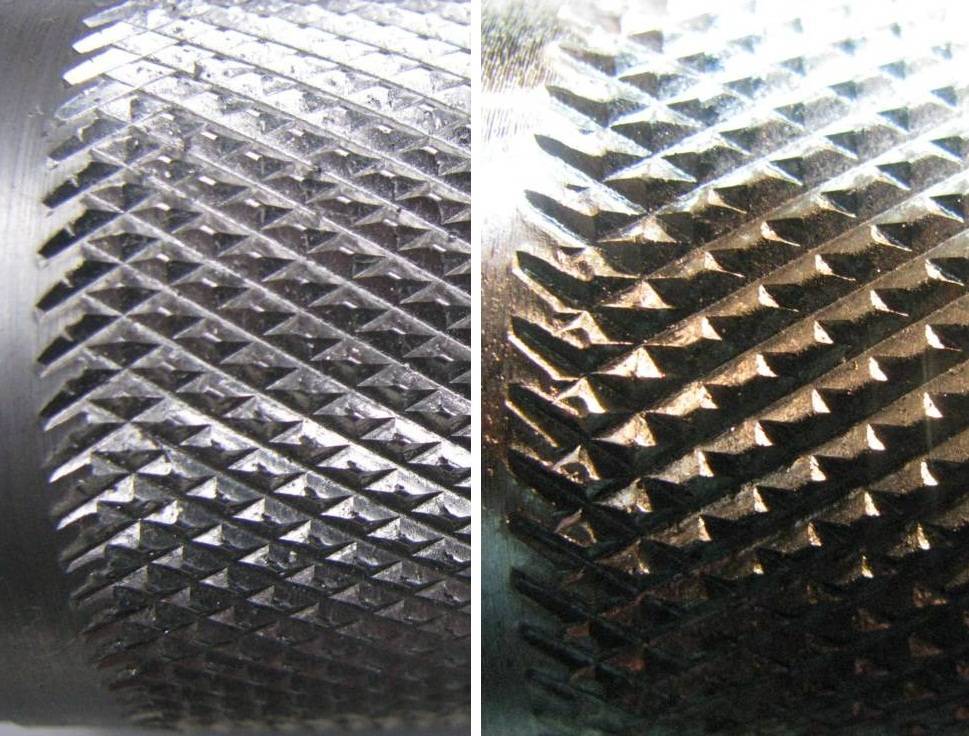
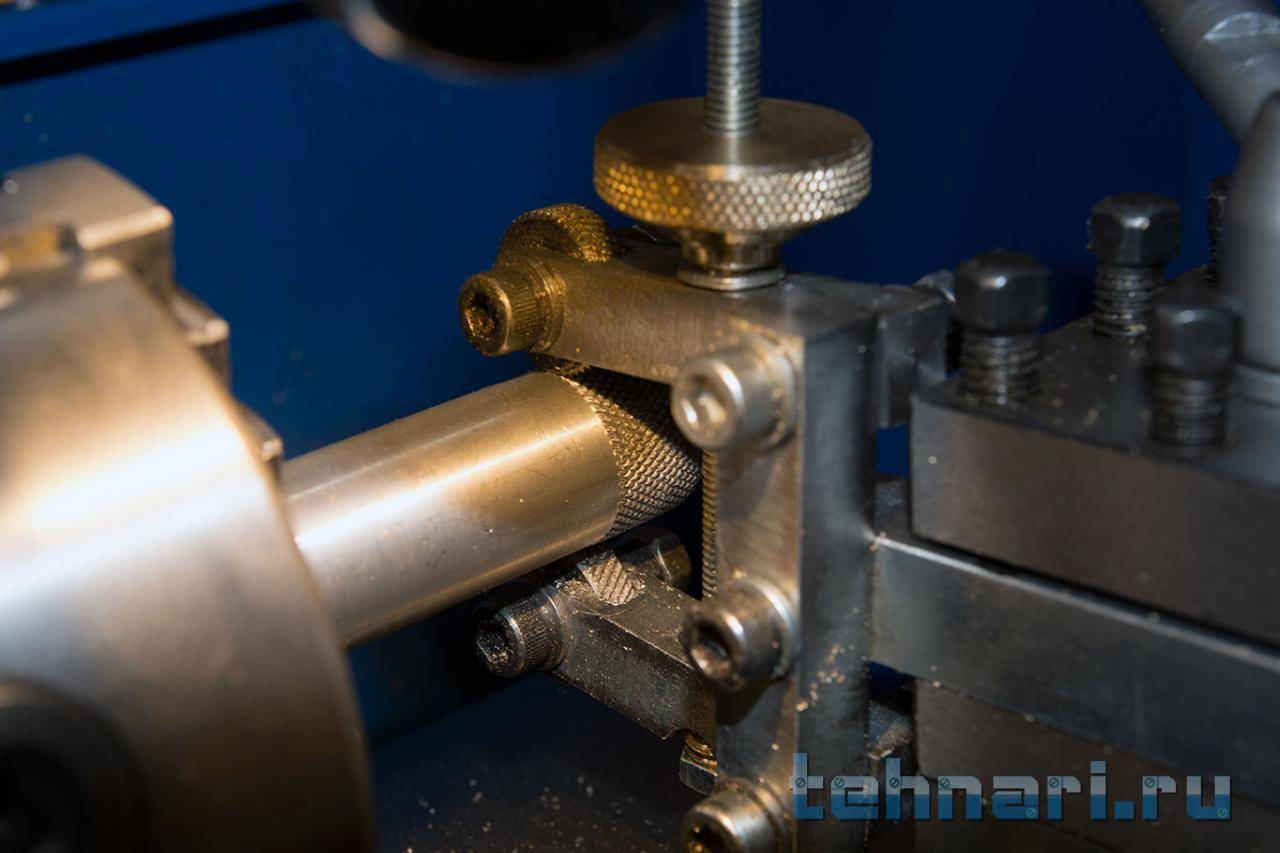
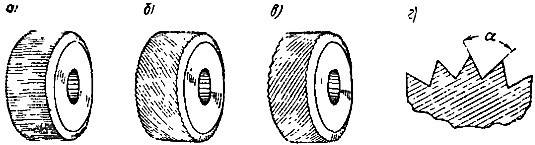
Составляющими первого приспособления являются накатной ролик и державка. С помощью такого средства выполняют разные по узору формы рифлений на деталях. Державка со вставленным в нее роликом, так выглядит это приспособление. Эта снасть бывает двусторонней и односторонней, все зависит от выполняемых рифлений. Прямой узор делают однороликовым приспособлением.
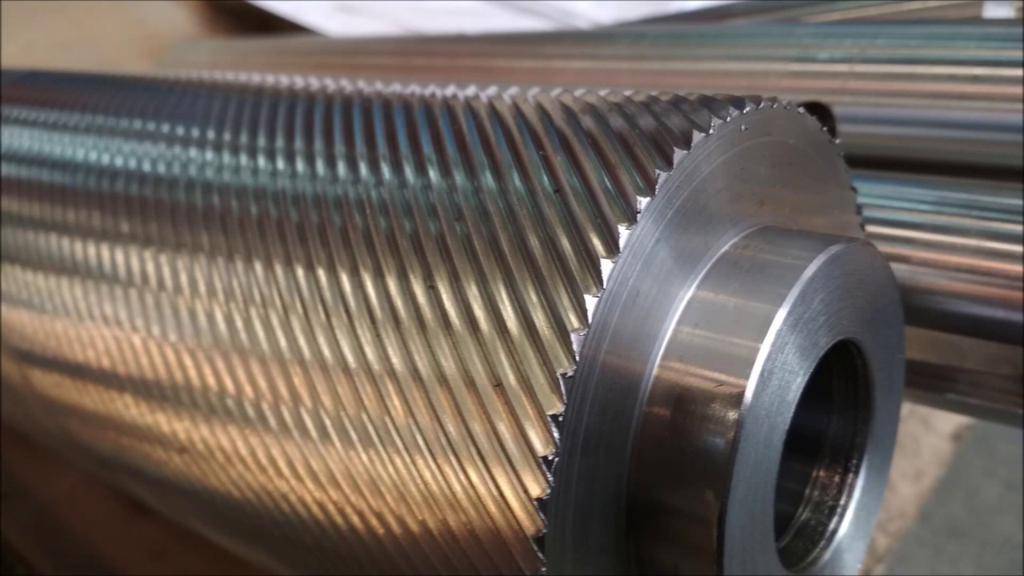
А вот сетчатую форму можно получить, используя двусторонний аппарат. Накатные токарные ролики делают из инструментальных марок стали, имеющих соответствующий гост. Рисунок рифлений на них выполняется на фрезерном станке. Зубчатые накатники токарные один из самых распространенных вариантов нарезки цилиндрической шестерни, можно сделать своими руками. Используя такие приспособления за один проход можно получить нужное изделие.
Универсальная накатка для токарного станка – этой снастью можно выполнять нарезку резьбы, насечки, риски и другие операции на заготовках цилиндрической и конической формы. Своими руками ее также можно сделать из стали или латуни. Самодельная державка делается из шестигранника. Резьбы по способу накатывания получают холодным деформированием верхнего слоя заготовки с помощью плоских плашек, резьбовых сегментов и других средств.
Применяя метод холодной токарной накатки, получают резьбы на поделке из мягкого сплава, канавки и малые зубья. Обработка большого числа деталей для нарезания резьбы, при котором используется резец, не дает преимуществ. Это объясняется тем, сменные пластины изготовлены с ограниченной глубиной. Для получения нужного результата резец должен выполнить несколько проходов, как этого требует ГОСТ.

Перед началом работы поделку очищают металлической щеткой, а в ходе обработки систематически смазывают машинным маслом. Самодельная и заводская державка устанавливается в том месте, где крепится резец, вылет при этом должен быть минимальным. Порядок работы заключается в том, что накатник подводится вплотную к заготовке ручной или автоматической подачей роликами вдавливается в обрабатываемую плоскость на определенную глубину.
Скорость обработки зависит от того какой используется резец и материал заготовки.
Видео-инструкция по изготовлению приспособления для накатки на токарном станке своими руками
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
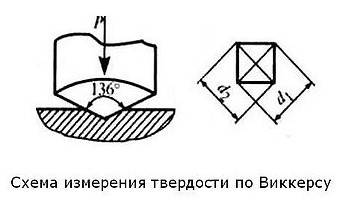
1. Высота рифления h:
0,7P; для цветных металлов и сплавов 0,25
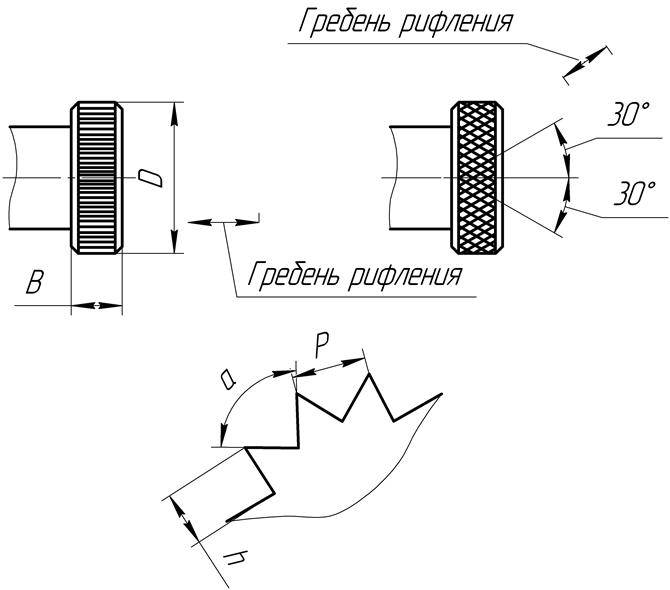
2. a=70° для рифлений по стали, а=90° для цветных металлов и сплавов.
§ 6. Накатывание
Назначение. Накатыванием создается Накатные ролики 1 изготавливаются из инструментальных Накатка закрепляется с наименьшим вылетом в резцедержателе Подготовка поверхности детали под накатывание. При Приемы накатывания. Ролики подводят вплотную к вращающейся Отводить ролики от обрабатываемой поверхности в течение Режим накатывания. Продольную подачу принимают примерно Вопросы для повторения 1. Назначение накатывания. 2. Какими инструментами выполняют накатывание? Как 3. Объясните приемы накатывания и укажите режим |
Токарный
станок и токарное дело. Столярные работы. — Приспособление для
выделки тел вращения из дерева и других твердых материалов
Токарные
станки с ЧПУ. Наладка и эксплуатация токарных станков…








Гидро- и пневмоприводы токарных станков.
Автоматизация и механизация токарной обработки.
Автоматизация и механизация токарной обработки.
17.1. Общие сведения.
19.3. Конструктивные особенности токарных
станков с ЧПУ.
Фрезерное дело. Основные сведения о фрезеровании.
Слесарное дело.
Наиболее многочисленную группу металлорежущих станков составляют токарные
станки ( 45).
Токарный
станок токарное дело. Точеные изделия находятся во множестве
между египетскими древностями, а станки … Т. станки с маточным винтом…
Двухстоечные токарно-карусельные станки. 22.2
Подвесной пульт управления станка модели 1512.
Электрическая схема токарного станка.
Рассмотренные выше элементы составляют электрооборудование станка, а
взаимодействие их определяется
Фрезерное дело.
Слесарное дело.
Рассмотрим конструкцию широко применяемого при обработке металлов резанием
инструмента — токарного резца.
§ 7. Приспособления и приемы токарно-расточных
работ. Способы обработки деталей штампов. § 1. Рабочее место
слесаря-инструментальщика по штампам.
Последние добавления:
арматурная
сталь ОСАДКИ СТОЧНЫХ ВОД
Вторичные ресурсы
Теплоизоляция Приливные электростанции
Справочник агронома
ШЛИФОВКА И ПОЛИРОВКА СТЕКЛА Производство комбикормов Соболь Меховые шапки Арматура и бетон
Облицовочные
работы — плиточные и мозаичные Огнеупоры
Древесные
отходы Производство древесноволокнистых плит
Станок токарно-накатной — разработка оборудования с доставкой по России
Станок на базе станка токарно-винторезного с накатным устройством с гидростанцией и технологической оснасткой предназначен для обработки подступичных частей осей колесных пар грузовых вагонов, проточки и последующей накатки подступичной части оси вагонной колесной пары.
Обработка двух подступичных частей вагонной оси производится в центрах в полуавтоматическом режиме.
Накатка производится двумя роликами – упрочняющим и сглаживающим, что обеспечивает высокое качество обрабатываемых поверхностей
Накатное устройство расположено на каретке справа от резцедержателя и имеет привод от 2-х параллельно соединенных гидроцилиндров.
Гидростанция, смонтирована на станине и не требует дополнительного фундамента.
После снятия накатного устройства он может быть использован как обычный токарно-винторезный станок для выполнения разнообразных токарных работ, а также нарезания резьбы: метрической, дюймовой, модульной и питчевой.
В части воздействия климатических факторов внешней среды станок изготавливается в исполнении УХЛ4 по ГОСТ 15150-69.
Станок соответствует требованиям безопасности согласно ГОСТ 7599-82, ГОСТ 27011-86, ОСТ2 Н00-30-87.
Технические характеристики
| Наименование | Значение | |
| Основные размеры | ||
| 1. | Диапазон диаметров шеек, обрабатываемых накатыванием, мм | 90…200 |
| 2. | Наибольший диаметр обрабатываемой заготовки | |
| над станиной, мм, не менее: | 630 | |
| 3. | Наибольший диаметр устанавливаемой и обрабатываемой заготовки над суппортом, мм, не менее: | 350 |
| 4. | Наибольшая длина обрабатываемой заготовки, мм | 3000 |
| 5. | Диаметр цилиндрического отверстия в шпинделе, мм, не менее | 70 |
| 6. | Размер внутреннего конуса в шпинделе бабки передней | Метрический 80 |
| 7. | Центр в шпинделе бабки передней по ГОСТ 13214-79 | Морзе 6 |
| 8. | Конец шпинделя бабки передней по ГОСТ12593-93 | 8М |
| 9. | Высота устанавливаемого резца, мм, не менее | 32 |
| 10. | Количество ступеней частот вращения шпинделя | |
| -прямого вращения | 22 | |
| -обратного вращения | 11 | |
| 11. | Пределы частот вращения шпинделя, об/мин | 10-1250 |
| 12. | Количество ступеней рабочих подач | 96 |
| 13. | Пределы рабочих подач, мм/об | |
| -продольных | 0,06-1,0 | |
| -поперечных | 0.024-0.37 | |
| 2-ряд -продольных -поперечных | 0.084-1,4 0.034-0,518 | |
| 14. | Количество нарезаемых резьб: | |
| -метрических | 46 | |
| -дюймовых -модульных -питчевых | 31 37 30 | |
| 15. | Пределы шагов обрабатываемых резьб: | |
| метрических, мм | 1…224 | |
| дюймовых, число ниток на 1″ | 28…0,25 | |
| модульных, модуль | 0,25…56 | |
| питчевых, питч диаметральный | 112…0,5 | |
| Показатели силовой характеристики станка | ||
| 16. 17. | Наибольшее усилие резания Рz, кН Наибольший крутящий момент на шпинделе передней бабки, кНм | 22 3 |
| 18. | Мощность привода главного движения, кВт | 15 |
| Показатели габаритов и массы станка | ||
| 19. | Габаритные размеры станка вместе с электрооборудованием, мм длина | 6000 |
| ширина | 2000 | |
| высота | 1550 | |
| 20. | Масса станка вместе с электро- гидрооборудованием, кг | 6800 |
| Показатели технического совершенства | ||
| 21. | Класс точности станков по ГОСТ 8-82: | Н |
| 22. | Шероховатость поверхности изделия после накатывания, | Ra 0.32 |
2. Состав поставки.
2.1. Станок в сборе
2.2. Накатное устройство – 1 компл.
2.3. Опора для загрузки оси – 2 шт.
2.4. Комплектом роликов – 1шт.
2.5. Поводковая планшайба – 1 шт.
2.6. Гидростанция – 1 шт.
2.7. Патрон трехкулачковый ?400мм – 1 шт.
2.8. Втулка 80/6 – 1 шт.
2.9. Центр ГОСТ 13214-79 7032-0043 – 2 шт.
2.10. Руководство по эксплуатации.
| ← Стенд магнитопорошкового контроля осей | Станок токарно-карусельный → |
|---|
Инструменты и монтаж на станках
Стружка при этом процессе не образуется, т. к. канавка продавливается специальным инструментом. Для токарной накатки применяются следующие приспособления:







- разнообразные ролики;
- зубчатые накатники;
- универсальные накатники;
- стандартные шарики
- накатывание резьбы и другие инструменты;
Составляющими первого приспособления являются накатной ролик и державка. С помощью такого средства выполняют разные по узору формы рифлений на деталях. Державка со вставленным в нее роликом, так выглядит это приспособление. Эта снасть бывает двусторонней и односторонней, все зависит от выполняемых рифлений. Прямой узор делают однороликовым приспособлением.
А вот сетчатую форму можно получить, используя двусторонний аппарат. Накатные токарные ролики делают из инструментальных марок стали, имеющих соответствующий гост. Рисунок рифлений на них выполняется на фрезерном станке. Зубчатые накатники токарные один из самых распространенных вариантов нарезки цилиндрической шестерни, можно сделать своими руками. Используя такие приспособления за один проход можно получить нужное изделие.
Универсальная накатка для токарного станка – этой снастью можно выполнять нарезку резьбы, насечки, риски и другие операции на заготовках цилиндрической и конической формы. Своими руками ее также можно сделать из стали или латуни. Самодельная державка делается из шестигранника. Резьбы по способу накатывания получают холодным деформированием верхнего слоя заготовки с помощью плоских плашек, резьбовых сегментов и других средств.
Применяя метод холодной токарной накатки, получают резьбы на поделке из мягкого сплава, канавки и малые зубья. Обработка большого числа деталей для нарезания резьбы, при котором используется резец, не дает преимуществ. Это объясняется тем, сменные пластины изготовлены с ограниченной глубиной. Для получения нужного результата резец должен выполнить несколько проходов, как этого требует ГОСТ.
Перед началом работы поделку очищают металлической щеткой, а в ходе обработки систематически смазывают машинным маслом. Самодельная и заводская державка устанавливается в том месте, где крепится резец, вылет при этом должен быть минимальным. Порядок работы заключается в том, что накатник подводится вплотную к заготовке ручной или автоматической подачей роликами вдавливается в обрабатываемую плоскость на определенную глубину.
Скорость обработки зависит от того какой используется резец и материал заготовки.
Описание и особенности агрегата
Востребованностью в промышленном секторе пользуется гидравлический резьбонакатный станок. Его область применения — обрабатывание округленных поверхностей, например, шпилек. В результате воздействия создаются различные резьбовые плоскости. Если углубляться в частный случай, то применяют резьбонакатный станок для труб. Обработка (накатка) выгодно отличается от нарезания, так как деталь обладает высококачественными характеристиками и экономно возделывает металл.
Станок для накатки резьбы DJY
Гидравлические резьбонакатные системы производственной серии JDY имеют рабочие валы с одной мобильной шпиндельной бабкой. Они применяются для резьбовой накатки и профилей на целостных болванках. Давление накатки в устройствах этой серии варьируется в пределе 4-40 тонн. Если потребитель нуждается в большей нагрузке на обрабатываемое изделие, то по заказу производитель пересмотрит максимально возможные параметры наката.
Несущая станина резьбонакатного станка модели JDY спроектирована с использованием способа конечных компонентов. Путем совмещения литой, а также сварной формы приобретается предельно возможная жесткость, но при этом область для работы свободна для оператора оборудования.
Ходовой шпиндельный узел металлообрабатывающего станка передвигается по роликовым опорам качения. Установка предназначается для накатки резьбового соединения радиальным способом, иногда его называют врезным вариантом. Длина рабочих роликов характеризуется превышением протяженности создаваемой резьбы на незначительное расстояние. Подобное оснащение работает в нескольких режимах: с плоскими плашками, эксплуатацией без отведения резьбонарезной головки на упоре, наладочном, в полу- и автоматическом порядках.
Технические характеристики некоторых моделей станков с ЧПУ фирмы JDY сведены в таблицу:
| Серия оборудования | JDY- 50 | JDY- 30A | JDY- 3T |
| Наружный диаметр резьбы, мм | 6-80 | 8-40 | 2-12 |
| Шаг резьбового соединения, мм (на дюйм) | 1-6 | 0,5 – 2,5 | 0,4 – 1,5 |
| Частота накатки, об/мин | 10-38 | 250-500 | 40 |
| Допустимое сечение накатных плашек: внутреннее наружное, мм | 180 54 | 80 25,4 | 90 50,4 |
| Количество выпускаемых саморезов и аналогичных материалов, шт/мин | 4-30 | 4-30 | 24-40 |
| Двигатель шпиндельного узла | 10 НР | 2НР | 1НР |
| Масса станка, кг | 2700 | 520 | 280 |
| Параметры астройства | 1800x1500x1300 | 1150x920x1360 | 800x600x750 |
Полный технический паспорт рассматриваемых моделей резьбонакатных станков можно найти на просторах Интернета.
Техника безопасности
Во избежание травматизма необходимо прочно закреплять накатку в резцедержателе. При сильном надавливании инструмента не жесткие детали могут отжиматься. Для таких изделий лучше применять больше проходов. По краям изделия должны быть фаски достаточного размера, чтобы не оставались заусенцы.
Длинные детали фиксируются задним центром. Вылет пиноли должен быть минимальный.
Накатывание применяется для формирования рифленой поверхности на детали. Операция выполняется на токарном станке с минимальными затратами времени, поэтому данный метод целесообразно применять в серийном производстве. Шаг накатки выбирается в зависимости от материала, размера, и назначения изделий.