7.2 Термическая обработка изделий из нестабилизированных хромоникелевых сталей 12Х18Н9, 08Х18Н10, 07Х18Н9Л, 10Х18Н9Л, 04X18Н10, 07Х21Г7АН5
7.2.1
Нестабилизированные хромоникелевые стали применяются для изделий, не
подвергающихся сварке или предназначенных для работы в средах, не вызывающих
межкристаллитную коррозию.
7.2.2 Для повышения стойкости против общей коррозии и устранения
склонности к межкристаллитной коррозии, а также для повышения пластичности
материала детали подвергают закалке по режиму: нагрев до 1050 – 1100
°С, охлаждение в воде.
7.2.3
Время выдержки изделий -согласно п. .
7.2.4
Отливки из сталей 07X18Н9Л и 10Х18Н9Л подвергают закалке по режиму, указанному в п.п. , .
Для
более полного выравнивания структуры закалку следует проводить с 1100
°С.
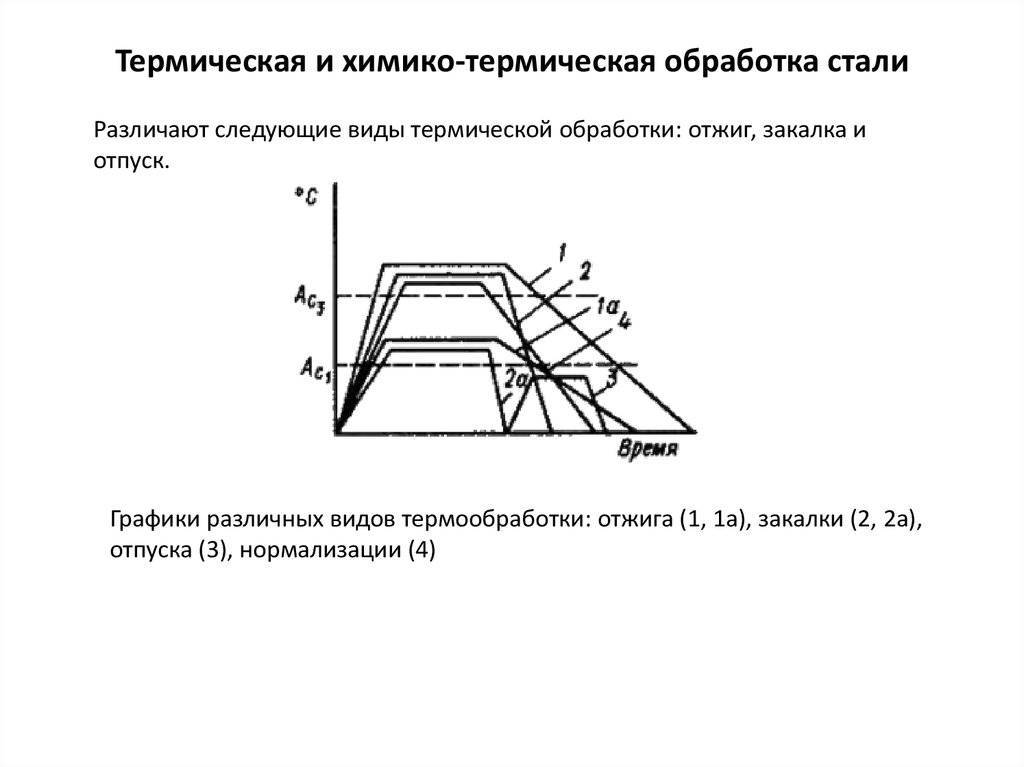
Виды закалки стали
Способов закаливания металла существует множество. Их выбор обусловлен составом стали, характером изделия, необходимой твердостью и условиями охлаждения. Часто используется ступенчатая, изотермическая и светлая закалка.
Закаливание в одной среде
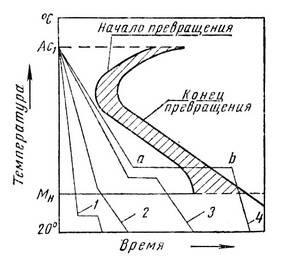
Обратившись к графику кривых охлаждения для различных способов закалки, можно видеть, что закалке в одной среде соответствует кривая 1. Выполнять такое закаливание просто. Однако, подойдет она не для каждой стальной детали. Из-за быстрого понижения температуры у стали переменного сечения в температурном интервале возникает температурная неравномерность и большое внутреннее напряжение. От этого стальная деталь может покоробиться и растрескаться.
Рисунок №2. Кривые охлаждения.
Большое содержание углерода в стальных деталях может вызвать объемные изменения структурных напряжений, а это, в свою очередь, грозит появлением трещин.
Заэвтектоидные стали, имеющие простую форму, лучше закаливать в одной среде. Для закалки более сложных форм применяется закалка в двух средах или ступенчатая закалка.
Закаливание в двух средах (на рисунке №2 это кривая 2) применяется для инструментов, изготовленных из высокоуглеродистой стали. Сам метод состоит в том, что сталь вначале охлаждается в воде до 300-400 градусов, после чего ее переносят в масляную среду, где она прибывает пока полностью не охладится.
Ступенчатая закалка
При ступенчатом закаливании (кривая 3) стальная деталь помещается вначале в соляную ванну. Температура самой ванны должна быть выше температуры, при которой происходит мартенситное превращение (240–250 градусов). После соляной ванны сталь перемешают в масло, либо на воздух. Используя ступенчатою закалку можно не бояться, что деталь покоробится или в ней образуются трещины.
Недостаток такой закалки заключает в том, что ее можно применять лишь для заготовок из углеродистой стали с небольшим сечением (8–10 мм). Ступенчатая закалка может применяться для деталей из легированной стали с большим сечением (до 30 мм).
Изотермическая закалка
Изотермическому закаливанию на графике соответствует кривая 4. Закаливание проводится аналогично ступенчатой закалке. Однако, в горячей ванне сталь выдерживается дольше. Это делается так, чтобы вызвать полный распад аустенита. На схеме выдержка показывается на S-образной линии точками a и b. Сталь, прошедшая изотермическую закалку, может охлаждаться с любой скоростью. Средой охлаждения могут служить расплавленные соли.
Преимущества изотермического закаливания:
- сталь почти не поддается короблению;
- не появляются трещины;
- вязкость.
Светлая закалка
Для проведения такого закаливания требуется специально оборудованная печь, снабженная защитной средой. На производстве, чтобы получить чистую и светлую поверхность у закаленной стали следует использовать ступенчатую закалку. После нее сплав охлаждается в расплавленной едкой щелочи. Перед процессом закалки стальная деталь нагревается в соляной ванне из хлористого натрия с температурой на 30–50 градусов выше точки Ас1 (см «Схему критических точек»). Охлаждение детали проходит в ванне при 180–200 градусов. Охлаждающей средой служит смесь состоящая из 75% смесь едкого калия, 25% едкого натрия, в которую добавляется 6–8% воды (от веса соли).
Закалка с самоотпуском

производится последующий отпуск
Р исунок №3 — Т аблица побежалости.
Отпуск контролируется по цветам побежалости (см рисунок №3), которая формируется на гладкой поверхности металла при 220–330 градусах.
При помощи закалки самоотпуском изготавливаются кувалды, зубила, слесарные молотки и другие инструменты, от которых требуется высокая твердость на поверхности с сохранением внутренней вязкости.
Применяемое оборудование
Термические печи можно разделить на два основных типа: периодические и непрерывные. Принципиальная разница между ними заключаются в том, как обрабатываемые заготовки размещаются в агрегатах, и как они взаимодействуют с атмосферой внутри печей.
Основными источниками энергии для нагрева оборудования являются природный газ и электричество. Реже используются альтернативные источники энергии, например, мазут.
Печи, в которых ведётся термообработка металлов, классифицируются по верхнему пределу температуры нагрева. Обычно используемый температурный диапазон – от 600 до 800С. Преимущественно применяется конвекционный нагрев, основанный на циркуляции воздуха, продуктов сгорания или инертного газа находящихся внутри печи.

![4. виды и разновидности термической обработки: отжиг, закалка, отпуск, нормализация. материаловедение: конспект лекций [litres]](https://stankotk.ru/wp-content/uploads/4/f/1/4f1b8a2922df706ce430b99d19da21c1.jpeg)

Установки периодического действия, как правило, обрабатывают заготовки партиями, причём нагрев каждой партии может продолжаться несколько часов (а иногда – и суток). В печи периодического действия рабочая загрузка обычно является стационарной, так что взаимодействие с изменениями в атмосфере печи осуществляется в условиях, близких к равновесным. Типы периодических печей:
- Колпаковые;
- Коробчатые;
- Нагревательные колодцы;
- С подвижным подом;
- С псевдоожиженным слоем;
- Шахтные;
- Вакуумные.
Печи непрерывного действия различаются способом движения обрабатываемых заготовок и характеристиками рабочей среды (воздух, инертный газ или вакуум).
Типы печей непрерывного действия:
- Камерные;
- Ленточные
- Монорельсовые
- Толкательные
- С роликовым/вращающимся подом;
- Печи с вибрирующим подом;
- Вакуумные печи;
- С шагающими балками.
Наилучшее регулирование параметрами нагрева обеспечивают электропечи.
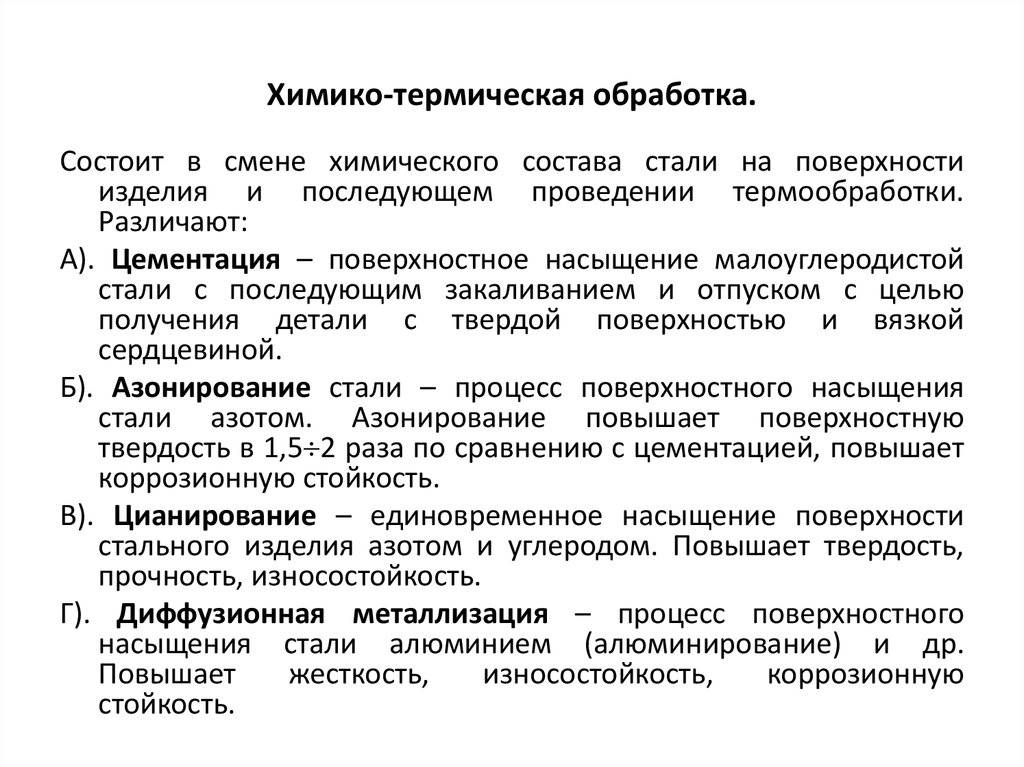
Химико-термическая обработка
Химико-термическая обработка подразумевает термообработку металла с воздействием химических средств. Её результатом становится обеспечение повышенной прочности, износостойкости и/или коррозионной стойкости металла. Различают несколько видов химико-термической обработки стали.
Цементация
Она заключается в дополнительном насыщении стали углеродом перед закалкой и отпуском. Эта процедура дополнительно повышает износостойкость готового изделия.
Азотирование
При этом процессе производится насыщение стали азотом путём нагрева изделия до 500-650 градусов в аммиачной среде. Этот метод позволяет увеличить твёрдость и устойчивость сплава к коррозии. Детали при азотировании, как и после цементации, также повышают свою поверхностную твердость.
Нитроцементация
Этот способ заключается в обработке предварительно разогретой до высоких температур поверхности стали углеродом и азотом с последующей закалкой и отпуском изделия. Обычно нитроцементация проводится при температуре 840-860 градусов и применяется при выпуске изделий из конструкционных низкоуглеродистых сталей.
Борирование
Этот метод заключается в нанесении на металлическую поверхность слоя бора при её предварительном нагреве до 910 градусов. Такой способ повышает стойкость металла и используется в производстве штамповых и буровых инструментов.
Химико-термическая обработка подразумевает тщательную очистку поверхностей металла во избежание посторонних примесей, существенно снижающих физико-химические свойства готового изделия.
Особенности термообработки цветных сплавов
Большинство сплавов можно подвергать двум видам термообработки – закалке и старению. Последняя разновидность представляет собой отпуск, проводимый при температурах 120…200С, с охлаждением при комнатной температуре (естественное старение) или с подачей воздушной струи (искусственное старение).
Однако существует большой разброс между многими комбинациями металлов и цветных сплавов по скорости деформационного упрочнения, что затрудняет систематизацию процессов термообработки цветных сплавов.
Основные особенности:
- Сплавы системы «медь-никель» эффективно поддаются механо-термической обработке, при которой структура становится мелкозернистой, но твёрдость повышается.
- Все виды цветных сплавов поддаются отжигу, при этом тип нагрева не имеет значения, поскольку интенсивность окалинообразования невысока. Меньшее влияние на эффективность отжига оказывает время, чем температура.
- Закалка цветных сплавов значительно менее эффективна. За исключением титана, широко используемые сплавы алюминия, меди и магния не являются аллотропными; таким образом, они не реагируют так же, как стали, при своём нагревании и охлаждении.
- Многие сплавы типа бронз термообработке вообще не поддаются, поскольку для этих сплавов твердые растворы, образующиеся при повышенной температуре, остаются полностью стабильными при комнатной температуре или ниже.
- Температурные и временные циклы термообработки охватывают широкий диапазон, который зависит не только от состава сплава, но и от того, находится ли сплав в деформируемом или литом состоянии.
Цветные металлы редко подвергаются предварительному нагреву, поскольку он приводит к увеличению размера зерна и ухудшает структуру сплава.
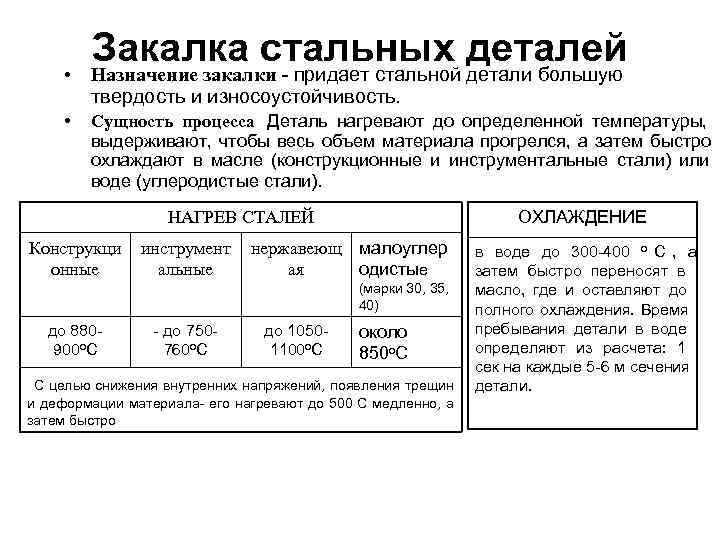
Закалка
Это термическая обработка стали, благодаря которой происходит повышение ее прочности, износостойкости, твердости, предела упругости, а также снижение пластичных свойств. Технология закалки состоит из нагрева до определенной температуры (примерно 850-900 ºС), выдержки и резкого охлаждения, благодаря которому эти свойства и достигаются. Закалка является самым распространенным способом улучшения физико-механических свойств сплава. Виды термической обработки стали: с полиморфным превращением и без такового.
Закалку с полиморфным превращением используют для сталей, в составе которых присутствует элемент, способный к полиморфным преобразованиям.
Сплав нагревается до температуры изменения кристаллической решетки полиморфного элемента. В результате нагревания увеличивается растворимость легирующего компонента. При понижении температуры тип решетки изменяется в обратную сторону, но поскольку оно происходит с большой скоростью, в сплаве остается избыточная концентрация элемента с измененной решеткой. Так возникает неравновесная структура, являющаяся термодинамически неустойчивой. Игольчатая микроструктура стали, после термической обработки образовавшаяся в сплаве, называется мартенситом. Для снятия остаточных напряжений металл далее подвергают отпуску.
Закалка без полиморфных превращений применяется в случаях, когда один из компонентов сплава ограниченно растворяется в другом. При нагревании сплава выше линии солидус произойдет растворение компонента. А при быстром охлаждении вторичная фаза не успеет вернуться в исходное состояние, т.к. для возникновения границы раздела фаз, образования исходной решетки и процесса диффузии недостаточно времени. В итоге возникает метастабильный твердый раствор с избыточным содержанием компонента. Процесс приводит к увеличению пластичности металла. Термодинамическая устойчивость достигается в процессе самопроизвольного либо термического старения.
Поскольку режимы термической обработки стали закалкой имеют такой важный решающий параметр, как скорость охлаждения, следует упомянуть среды, в которых процесс происходит (воздух, вода, инертные газы, масло, водные растворы солей).
Скорость охлаждения стали водой в 6 раз выше при температуре 600 ºС и в 28 раз при 200 ºС (в сравнении с техническим маслом). Ее применяют для охлаждения углеродистых сплавов с высокой критической скоростью закалки. Недостатком воды является достаточно большая скорость охлаждения в областях возникновения мартенсита (200-300 ºС), что может привести к образованию трещин. Соли добавляют в воду для увеличения ее закаливающей способности. Таким образом происходит, например, термическая обработка стали 45.
Сплавы с незначительной критической скоростью закалки, которыми являются легированные, охлаждают с помощью масла. Его использование ограничивается легкой воспламеняемостью и способностью пригорать к поверхности деталей. Ответственные детали из углеродистой стали охлаждают в двух средах: воде и масле.
Мартенситные стали, на которых не должно быть оксидной пленки, например, используемые для медицинского оборудования, охлаждают в разряженной атмосфере или на воздухе.
Для того чтобы превратить остаточный аустенит, придающий стали хрупкость, в мартенсит, применяют дополнительное охлаждение.
С этой целью детали помещают в холодильник с температурой -40 – -100ºС либо покрывают смесью углекислоты с ацетоном. Специальная дополнительная обработка низкими температурами способствует повышению твердости режущих инструментов, материалом которых является легированная сталь, стабилизации размерных параметров высокоточных деталей, увеличению магнитных качеств металла.

Для некоторых деталей, например, валов, кулачков, осей, шестерен, пальцев для муфт, работающих на истирание, используют поверхностную закалку. В этом случае образуется износостойкое покрытие детали, сердцевина которой – вязкая, с повышенной усталостной прочностью. Для того чтобы произвести такую закалку, используют токи высокой частоты, образуемые трансформатором от специального генератора. Они нагревают поверхность детали, охватываемую индуктором. Затем деталь охлаждается на воздухе. Толщина поверхностного слоя, подвергнутого закалке, может варьироваться от 1 до 10 мм.
Отпуск
Это термическая обработка стали, направленная на ослабление внутренних напряжений, которые возникают при закалке, а также на повышение вязкости. Такая обработка применяется к сталям, которые претерпели полиморфные превращения. Режимы термической обработки стали включают нагрев до температуры 150-650 ºС, выдержку и охлаждение, скорость которого роли не играет. В процессе отпуска более твердые, но неустойчивые структуры преобразуются в более пластичные и стабильные. Отпуск бывает высоким, средним и низким.
При низком отпуске происходит нагрев до 150-250 ºС, последующая выдержка до 1,5 часов и охлаждение на воздухе либо в масле. Изменяется кристаллическая решетка мартенсита, которая не оказывает влияния на твердость, повышает вязкость и снимает внутренние напряжения. Таким способом обрабатывают режущий и измерительный инструмент.
При среднем отпуске происходит нагрев до 300-500 ºС. Структура стали представлена трооститом отпуска. Стальные деталям после обработки присущи высокие упругие свойства и прочностные характеристики. Так происходит обработка пружин, мембран, рессор.
Для высокого отпуска характерна температура нагрева в 450-650 ºС, что приводит к образованию сорбита. Изделия становятся менее твердыми, пластичными, имеют высокую ударную вязкость. Ему подвергаются зубчатые передачи, оси, валки и другие ответственные детали механизмов.
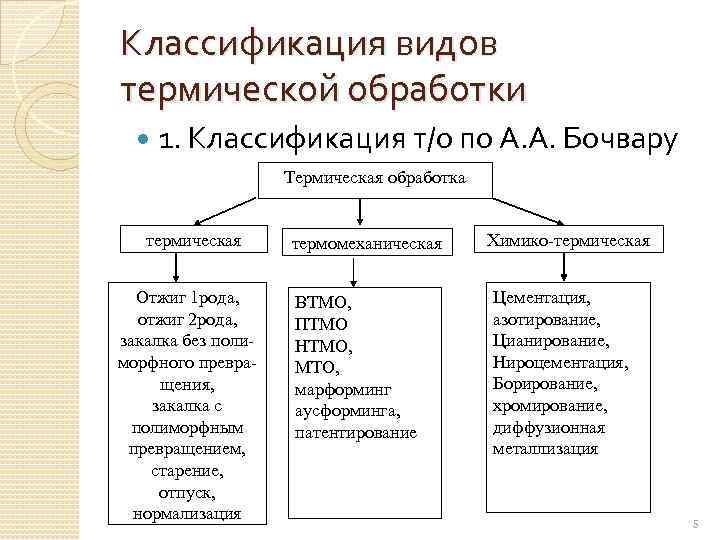
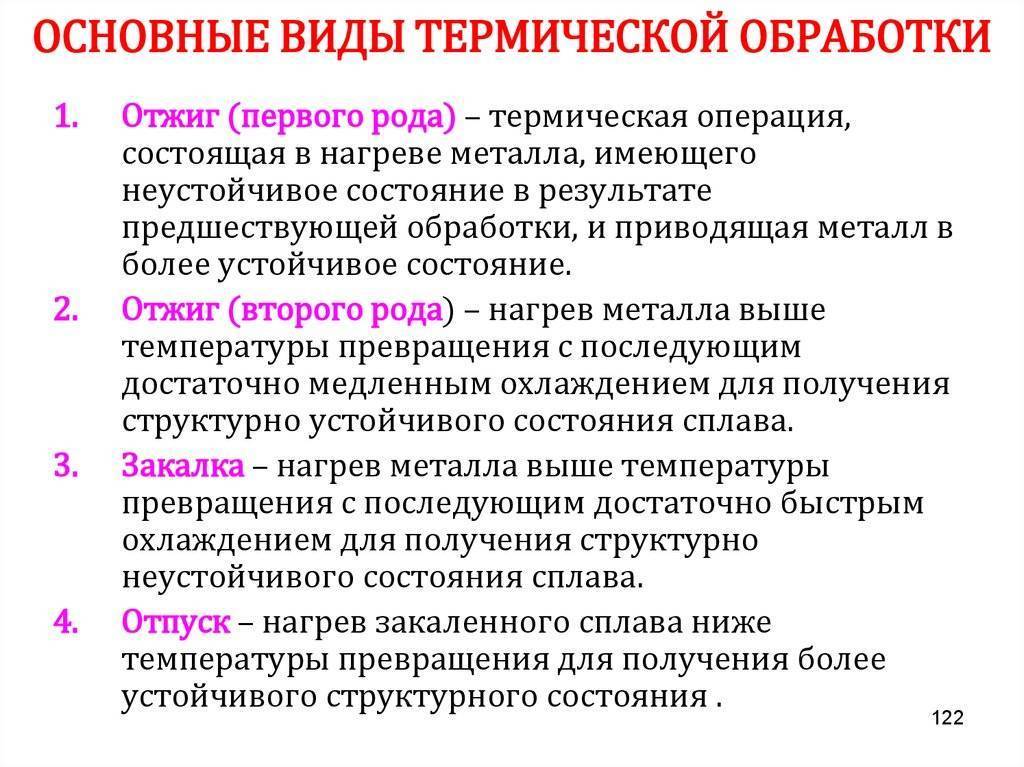
Основные виды термической обработки
На промышленных предприятиях все процессы автоматизированы и человек принимает в них лишь косвенное участие. Все технологии практически идентичные, но имеют отличия по условиям температуры и другим факторам. В первую очередь сплав нагревается до определённой температуры, далее его выдерживают в этих температурных режимах. На последнем этапе происходит моментальное охлаждение. Таким образом, термообработанная сталь будет иметь уникальные технические характеристики. Основные типы технологий:
- Термическое воздействие включает в себя закалку, старение, отпуск, криогенный нагрев.
- Термомеханические методики. Сопровождаются не только нагревом, но и механическими воздействиями.
- Термохимические технологии. После воздействия температурой происходит обработка различными типами жидкостей или газов, что может упрочнять сплав.
Любой способ подразумевает под собой получение требуемых условий, поэтому в случае возникновения сложностей вторичная обработка будет неприемлемой. Каждая технология по-своему уникальна, но при этом основывается на нагревании металлов.
Классификация и виды термической обработки
Термическая обработка позволяет придавать изделиям различные физические свойства. Под этим термином понимается процесс изменения структуры стали и металлических сплавов путём термического воздействия на них. Хотя термообработка может применяться и в отношении цветных металлов, наибольшее распространение она получила в сфере обработки стали и черных металлов.
Термообработка сталей – одна из важнейших операций в сфере металлообработки. К главным преимуществам термической обработки относятся:
- повышение износостойкости стали и её сплавов;
- обеспечение выпуска долговечных и механически прочных изделий;
- возможность изменения физических свойств стальных деталей в соответствии с техническими требованиями;
- снижение количества брака при выпуске металлических изделий.
Ответственные конструкции производятся только из прошедших термообработку металлов. Причина здесь в том, что только в отношении таких изделий можно давать чёткие прогнозы относительно срока службы и устойчивости к внешним факторам.
В зависимости от выбранного режима нагрева, вида термической обработки, его длительности, температуры и режима охлаждения обеспечивается получение необходимой структуры кристаллической решётки и, соответственно, физических свойств обработанного изделия. В металлургии и металлообработке используются следующие виды технической термообработки:
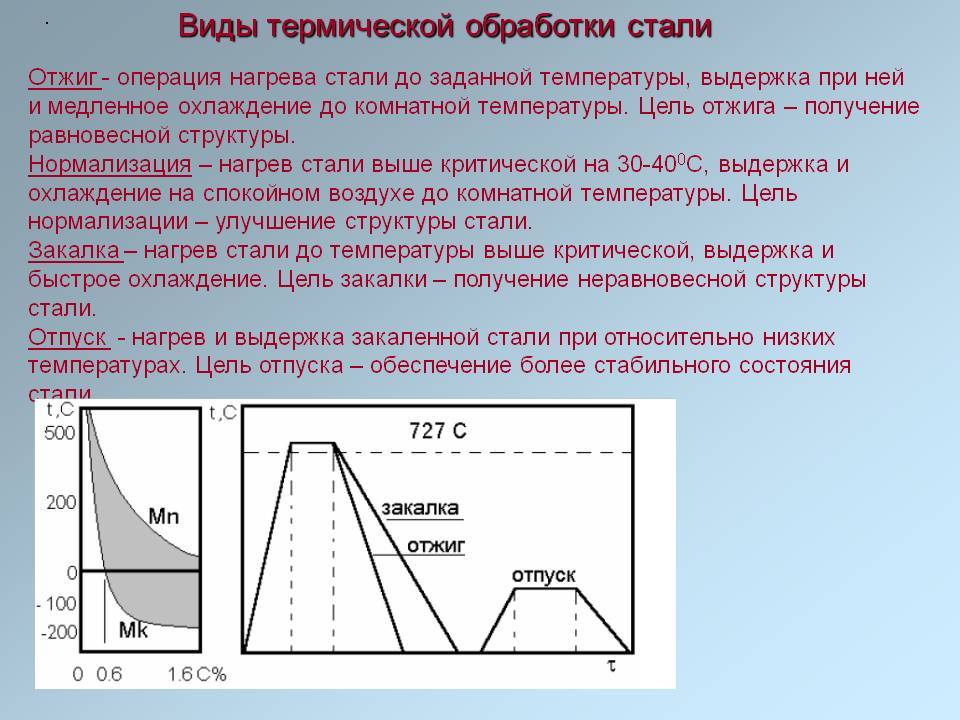
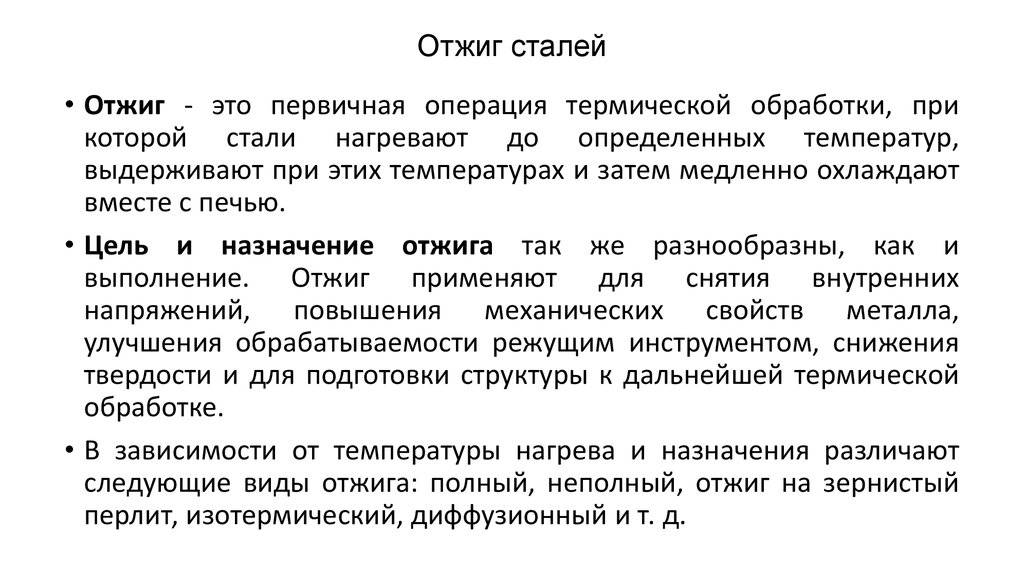
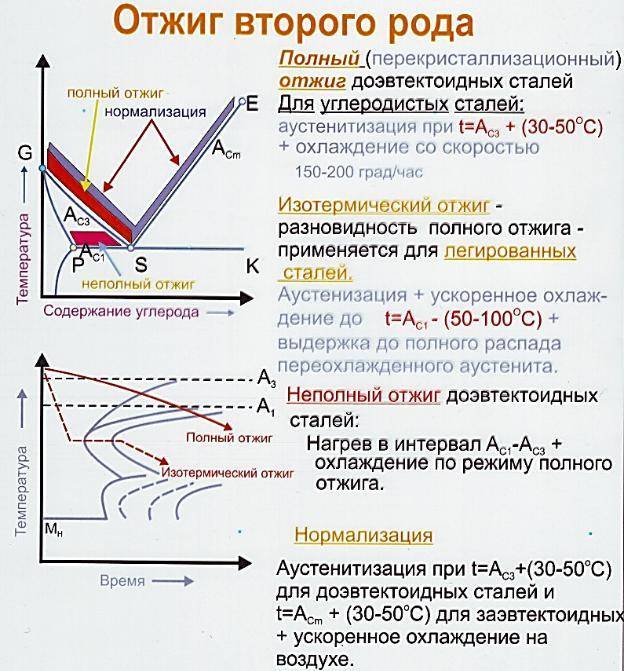
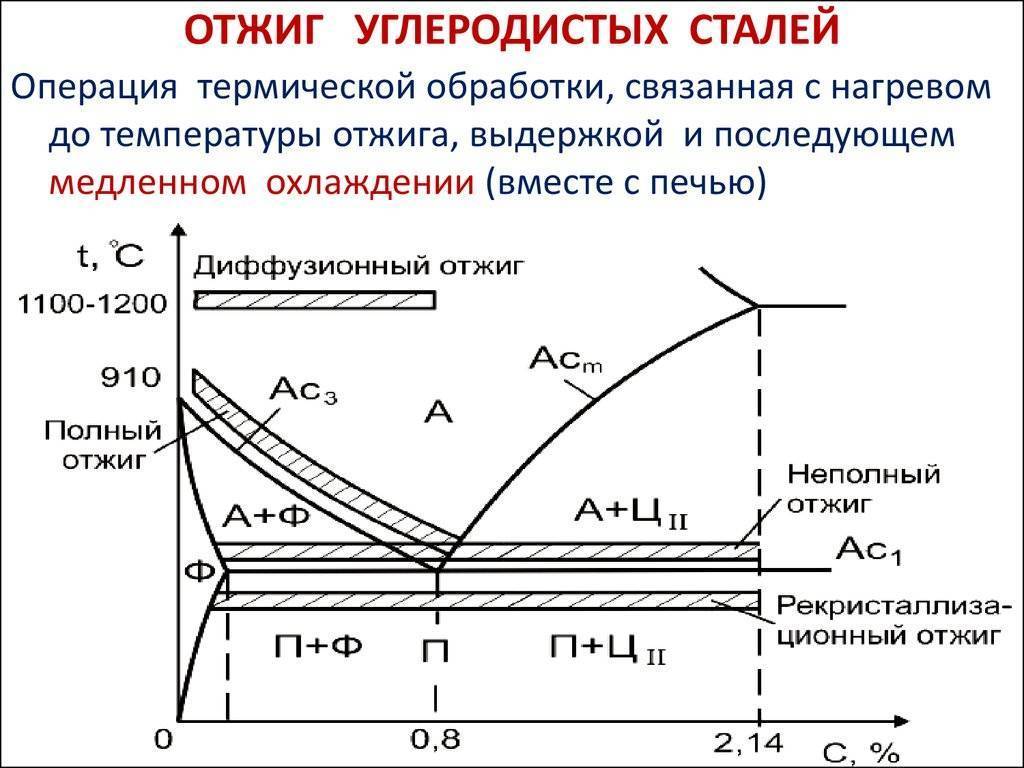
Отжиг
С его помощью достигается получение равновесной структуры стали. В металлообработке применяется отжиг 1 рода, включающий гомогенизацию, рекристаллизацию и снятие напряжения, и отжиг 2 рода, подразделяемый на нормализацию, полный и неполный отжиг. Если в первом случае достигается упорядочение структуры стали или её сплавов, то во втором получают разупрочнение металлов и сплавов (уменьшение прочности и твердости), повышение пластичности и снятие остаточных напряжений.
Это вид термической обработки стали, при которой происходит нагрев до заданной температуры и быстрое охлаждение заготовки. Закалка позволяет получить структуру стали, обеспечивающую более высокую прочность. Технология закалки основана на нагреве заготовки выше отметки критической температуры для конкретного сплава с последующим выдерживанием в этом температурном диапазоне и резким охлаждением в среде с высокой теплопроводностью.
Главное отличие отжига от закалки стальных деталей заключается в скорости охлаждения, последующего после нагрева до критических температур.
Нормализация
Являясь одним из подвидов отжига, нормализация стали предусматривает охлаждение изделия на открытом воздухе, тогда как при отжиге оно охлаждается в печи. Но цель здесь одна — упорядочить структуру кристаллической решётки стали.
Отпуск
Отпуск стали первостепенно используется во избежание получения неравновесных структур после закалки. В ходе этого метода термической обработки производится снятие внутренних остаточных напряжений стали. Именно благодаря отпуску обеспечивается получение изделия с высокими показателями вязкости, пониженной хрупкостью и твёрдостью.
Криогенная обработка
Она заключается в охлаждении до сверхнизких температур (ниже -153 градусов). Криогенная обработка является одним из наиболее эффективных методов стабилизации и увеличения износостойкости стальных деталей.
Старение
Это разновидность термической обработки, протекающая естественным (без воздействия температур) и искусственным путём (при температурном воздействии). При искусственном старении осуществляется нагрев до 120–150 градусов и выдержка детали в течение 10–36 часов при заданной температуре. Эта операция стабилизирует состояние углерода в структуре стали без снижения её твёрдости.
В качестве основного оборудования, используемого в технической термообработке, применяются печи и индукторы, обеспечивающие нагрев заготовок до высоких, близких к критическим, температур. На крупных производствах используются различные печи с разными температурными режимами, предназначенные для термообработки разных металлов и их сплавов.
Помимо технической термической обработки, в металлургии также применяется термомеханическое и химико-термическое воздействие. Рассмотрим кратко их особенности.
Диффузионный отжиг или гомогенизация
Смысл диффузионного отжига заключается в нагреве заготовки до температуры не менее 1000˚C, выдержке при высоких температурах от 8 до 15 часов и постепенном охлаждении. В результате длительного воздействия нагрева ускоряются диффузионные процессы, благодаря чему структура металла становится более однородной.
При обработке этим методом легированной стали удается добиться ее пластичности, что значительно облегчает ее дальнейшую механическую обработку.
К недостаткам диффузионного метода относится – возможность возникновения следующих побочных эффектов:
- ухудшение механических свойств стали ввиду роста зерна;
- появление вторичной неоднородности и пористости;
- возникновение коагуляции избыточных фаз.
По этой причине гомогенизация считается предварительной обработкой.
После нее рекомендуется провести полный отжиг или нормализацию стали.

Отжиг
Операцию проводят для получения требуемой равновесной структуры с минимальной твердостью, с целью дальнейшей металлообработки получаемых изделий резанием. С особенностями вас познакомит видео:
Общее определение и виды
При отливе или прочих первичных процессах обработки помимо напряжения появляются дефекты. Убрать эти изменения и добиться однородной структуры кристаллической решетки можно с помощью следующего алгоритма действий:
- нагрев – необходимо немного превысить критическую отметку для этой разновидности стали;
- определенный период требуется держать стабильный температурный режим;
- следует медленно остудить заготовку вместе с печью.
У отжига есть следующие разновидности.
Гомогенизация
Относится к первому роду, когда изменения считаются незначительными. Задача подобной манипуляции – убрать неоднородность структуры, привести ее к однообразию. При этом следует нагревать изделие в температурном режиме от 1000 до 1150 градусов, затем выдерживать около 8-15 часов и постепенно снижать нагрев, охлаждая заготовку кислородом.
Рекристаллизация
Тоже разновидность 1 фазы отжига. Задача процедуры – привести все кристаллы в единый вид, а также снять внутреннее напряжение металла. Существует два подвида:
- смягчающий – обычно используется в качестве финальной обработки, подразумевает улучшение пластических характеристик;
- упрочняющий – увеличивает упругость, особенно актуально для закалки пружин.
Температура выбирается в зависимости от сплава, обычно на 100-200 градусов выше, чем точка рекристаллизации. Час или два необходимо поддерживать температурный режим, чтобы потом дать остывать не спеша.
Изотермический отжиг
Цель – достижение высокотемпературной гранецентрированной модификации железа (распад аустенита) для его смягчения. При этом получается более однородная структура изделия. Чаще такой тип металлообработки применяют к небольшим штамповкам, потому что их можно без проблем подвергнуть быстрому охлаждению. Процесс:
- нагрев на 20-30 градусов больше предела материала;
- непродолжительное выдерживание;
- быстрое остывание – это преимущество перед прочими подвидами.
Для устранения напряжений
Это операция удаления, снятия негативного внутреннего состояния излишней твердости, из-за которой металл становится хрупким и недолговечным. Он быстро деформируется от внешних физических воздействий. Процесс подразумевает температуры от 700 до 750, затем небольшое охлаждение до 600 и выдержку до 20 часов, затем под воздействием воздуха медленное остужение.
Отжиг полный
Применяется для создания пластичной, однородной мелкозернистой структуры. Наиболее характерный метод промежуточного воздействия на металлопрокат – после литья, ковки, штамповки и до резания любым способом. Этапы:
- нагрев на 30-50 больше предела стали;
- выдерживание;
- очень медленное остывание вместе с печью – в 60 минут не более 50-150 градусов.
Неполный
Значительные преобразования на уровне кристаллической решетки отсутствуют, но придается твердость ранее пластичным материалам. Это особенно нужно конструкциям, образованным методом сварных соединений, а также инструментам, которым нужна особенная прочность. Метод предполагает температуру около 700, и спустя 20 часов постепенное охлаждение.