Что такое режим холостого хода сварочного трансформатора? — Металлы, оборудование, инструкции
Из всевозможных видов промышленного оборудования самым распространенным является сварочный трансформатор. Такой аппарат состоит из нескольких ключевых узлов и способен создавать ток, дуга которого плавит сталь, и соединяет стороны изделия в единый шов.
Оборудование делится на несколько видов по сложности исполнения конструкции, а также способности выдавать необходимую величину напряжения.
В чем заключается принцип действия сварочного трансформатора и его устройство? Какие физические процессы происходят внутри аппарата? Чем одни изделия могут отличаться от других? Материал статьи и видео сполна осветят эти вопросы.
Устройство сварочного трансформатора
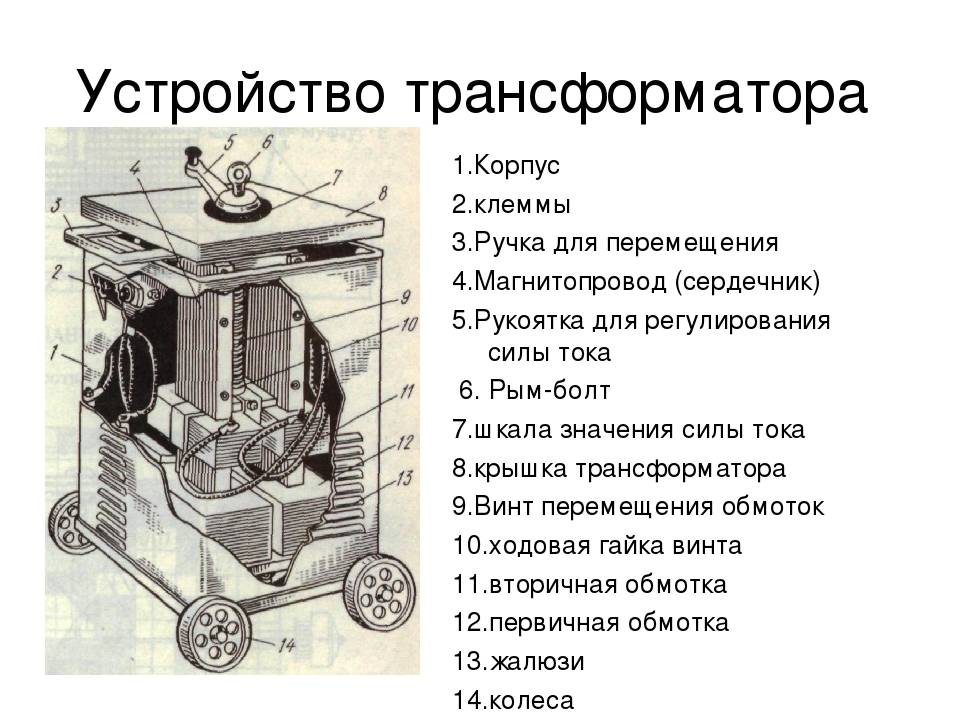
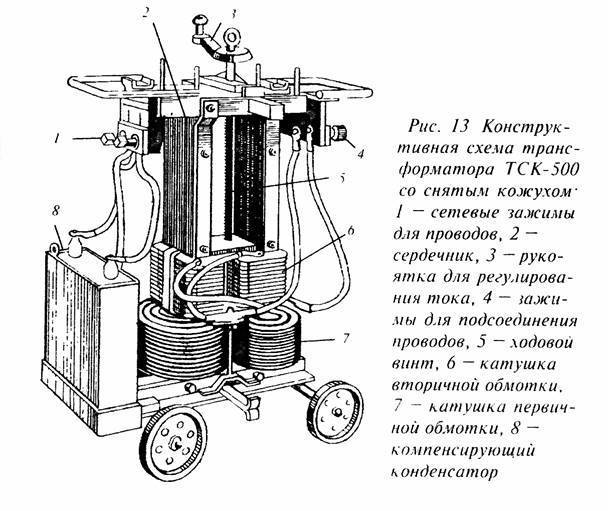
Чтобы осуществлять плавление металла электрической дугой, необходимо изменить параметры тока, потребляемого от сети. В аппарате он модернизируется так, что напряжение понижается (V), а сила тока возрастает (А). Сварка металла этим оборудованием возможна благодаря несложным комплектующим, входящим в его конструкцию. Большинство моделей включают в себя:
- магнитопровод;
- стационарную первичную обмотку из изолированного провода;
- движущуюся вторичную обмотку, часто без изоляции, для улучшения теплоотдачи;
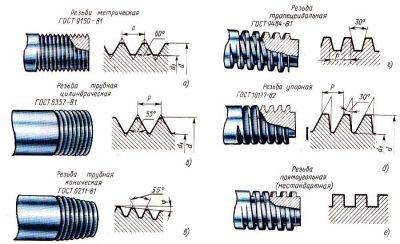
- вертикальный винт с лентовидной резьбой;
- ходовую гайку винта и крепление к обмотке;
- рукоятку для вращения винта;
- зажимы для вывода и крепления проводов;
- корпус с жалюзи для охлаждения.
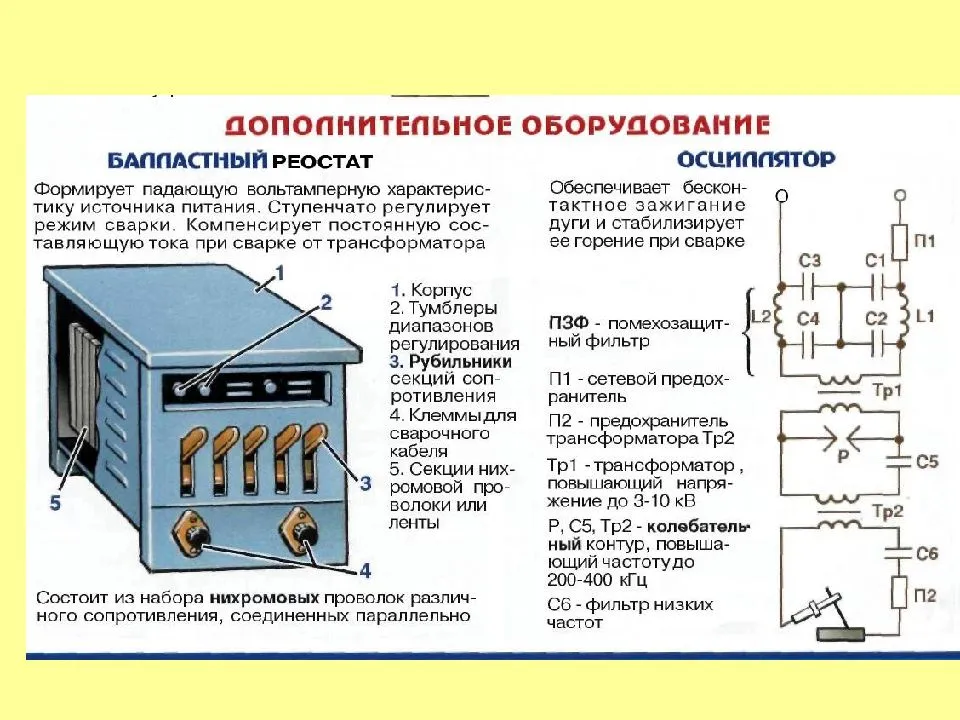
Некоторые сварочные трансформаторы переменного тока содержат дополнительное оборудование, совершенствующее их работу, о котором будет описано ниже в разделе схем.
Устройство сварочного трансформатора предусматривает магнитопровод. Сердечник не влияет на силу тока, а лишь способствует образованию магнитного поля. Для этого используется пакет пластин из специальной стали. Их поверхность покрывается оксидной изоляцией.
Некоторые модели лакируются. Если бы сердечник был из сплошного металла, то вихревые токи (токи Фуко), получаемые из-за действия магнитного потока, снижали бы индукцию поля.
За счет наборных составляющих сердечник не образует сплошной проводник, что снижает влияние токов Фуко.
Для более тихой работы пластины сердечника важно стягивать потуже. Слабое соединение ведет к вибрации составляющих благодаря прохождению переменного тока с частотой 50 Гц. Но даже плотное стягивание не устраняет всего шума, поэтому любой расчет сварочного трансформатора подразумевает гул, что слышно на видео по его работе
Но даже плотное стягивание не устраняет всего шума, поэтому любой расчет сварочного трансформатора подразумевает гул, что слышно на видео по его работе.
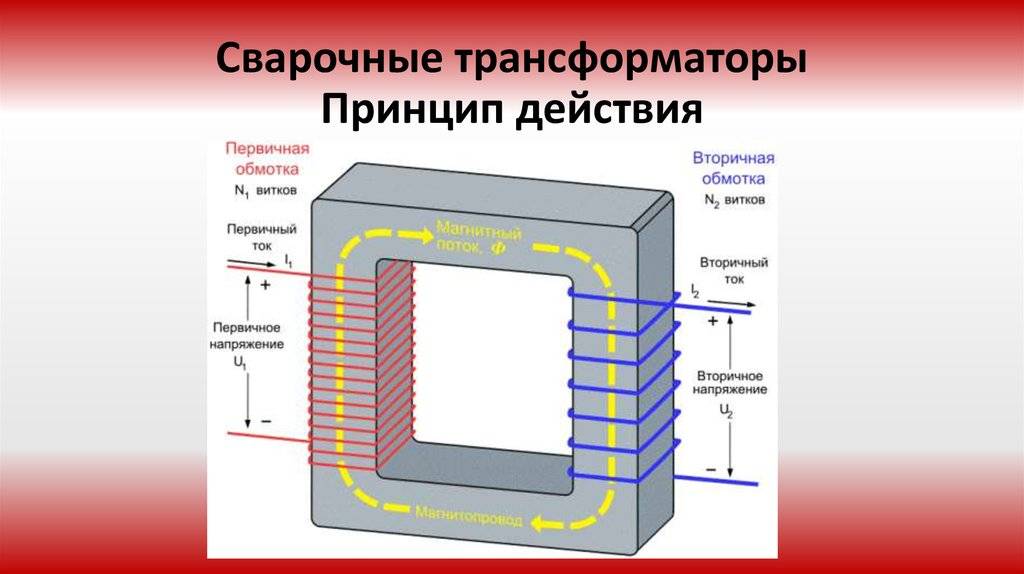
Принцип работы сварочного трансформатора
Аппарат, состоящий из вышеописанных элементов, работает по следующему принципу:
- Напряжение из сети подается на первичную обмотку, в которой образуется магнитный поток, замыкающийся на сердечнике устройства.
- После этого напряжение передается на вторичную катушку.
- Магнитопровод, созданный из ферромагнитных материалов, размещая на себе обе обмотки, создает магнитное поле. Индуцирующий магнитный поток образовывает в обмотках переменные электродвижущие силы (ЭДС).
- Разница в количестве витков катушек позволяет изменять ток с необходимыми для сварки значениями V и А. По этим показателя происходит расчет сварочного трансформатора.
Классификация сварочных трансформаторов
Разделение на виды сварочных трансформаторов происходит исходя из типа сварки и управления фазами. Первый признак выделяет устройства для ручной дуговой сварки и автоматической, с применением флюса. Второй получил более внушительную классификацию, которая выглядит следующим образом:
- Устройства со стандартным магнитным рассеянием амплитудной регулировки (присутствует дроссель с воздушным промежутком или насыщения);
- Приборы с повышенным магнитным рассеиванием (содержат подвижные разнесенные обмотки, намагниченные конденсаторы, импульсные выпрямители);
- Тиристорные (содержат импульсивные выпрямители или подпитку).
Мы рассмотрели общую классификацию сварочных трансформаторов переменного тока, которая является лишь поверхностной. Для более точного понимания существующих моделей устройств, следует разобраться в трансформаторах, отличающихся друг от друга преимущественно фазовым управлением.
Устройства, работающие на переменном токе с синусоидальным управлением сварочного процесса делают это за счет изменения сопротивления или переключения тока холостого хода. При это удается без изменений передать синусоидальную форму входного тока сварки трансформаторной.
Тороидальный трансформатор считается одним из наиболее интересных по своей конструкции. Его особенность состоит в том, что большая часть устройств собирается по схеме, аналогичной буквам Ш или П, а этот повторяет форму бублика. Благодаря такой компоновке удалось снизить размеры прибора, при этом получив больше мощности из текущего объема механизма. Конкурировать с ним может только трехфазный трансформатор с системой ступенчатого понижения тремя однофазными приборами. Этот является наиболее компактным и удобным в управлении, среди существующих ныне на рынке моделей.
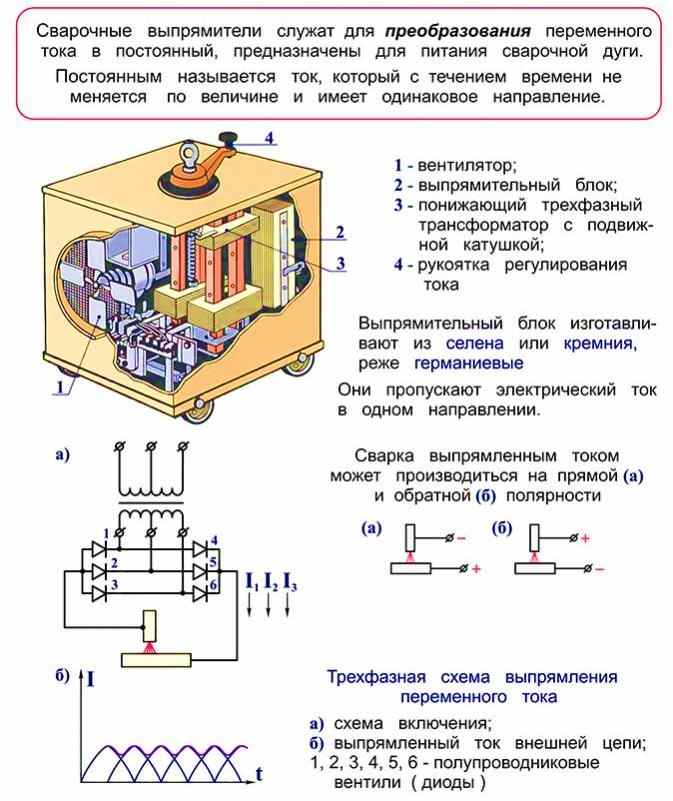
Все сказанное выше относится к переменному току, но стоит упомянуть и трансформаторы постоянного тока, точнее аппараты, имеющие в своей конструкции выпрямитель переменного тока в постоянный. Они более удобны, выдают стабильную дугу, однако для работы с ними требуется определенная специализация.

Подобные механизмы редки в использовании из-за сложного принципа работы, который не только утяжеляет сам аппарат, но и делает его чрезмерно дорогим. Благодаря доступности работ с цветным металлом и нержавейкой трансформаторы постоянного тока, чаще всего, используются на мелких и крупных предприятиях, для обработки редких металлов. Не стоит забывать и то, что они требуют особых электродов, поэтому их бытовое применение практически исключено. Сравнивая две модели для переменного и постоянного тока, первую следует выбирать для личных нужд, а второй вариант лучше подойдет для ответственных работ в сфере сварочных услуг.
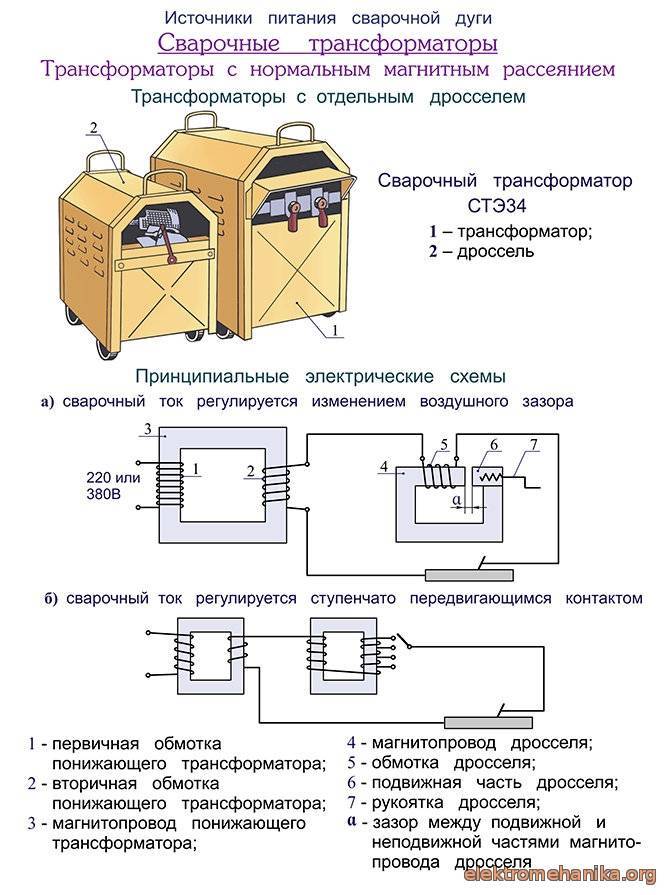
Принцип работы сварочного трансформатора – функции дросселя
Устройство сварочного трансформатора зависит от главной детали – дросселя. Он позволяет регулировать сварочный ток и работает так: когда дуга при коротком замыкании возбуждается, ток, пройдя через обмотку из медного дросселя, создает мощнейший магнитный поток, который наводит в дросселе электродвижущую (ЭДС) силу самоиндукции. Именно эта сила направлена против напряжения сварочного трансформатора.
Стоит учитывать, что при вторичном напряжении трансформатора оно полностью поглощается падением напряжения в дросселе. Таким образом, этот процесс позволяет достигнуть почти нулевого значения в напряжении сварочной цепи. Благодаря тому, что возникает дуга, величина сварочного тока становится меньше. Этот процесс позволяет уменьшить ЭДС дросселя, который направлен против напряжения трансформатора. Таким образом устанавливается рабочее напряжение. Оно меньше, чем напряжение холостого хода, но его достаточно для постоянного горения дуги.
Принцип работы сварочного трансформатора позволяет увеличить силу сварочного тока: просто нужно увеличить зазор между подвижной и неподвижной частью магнитного провода дросселя. Этот процесс происходит так: когда увеличивается зазор, то сопротивление магнитного провода также увеличивается. Это ведет к уменьшению магнитного потока, соответственно, ЭДС самоиндукции катушки дросселя и индуктивное сопротивление уменьшаются. Все это приводит к тому, что сварочный ток увеличивается.
Монтаж сварочного трансформатора
Имея на руках все расчеты и схему, можно приступать к сборке трансформатора. Все работы будут не столько сложными, сколько кропотливыми, так как придется считать количество витков и не сбиваться со счета. Несмотря на то, что наибольшей популярностью среди самодельных аппаратов пользуется тороидальный трансформатор для сварки, рассмотрим монтаж на примере трансформатора с П-образным сердечником. Этот тип трансформаторов несколько проще в сборке в отличие от тороидального и второй по популярности среди самоделок.
Работы начинаем с создания каркасов для обмоток. Для этого используем текстолитовые пластины. Этот материал применяется для создания штампованных плат. Из пластин вырезаем детали для двух коробов. Каждый короб будет состоять из двух верхних крышек с прорезями для четырех стенок. Площадь внутренних прорезей будет соответствовать площади сечения сердечника с небольшим увеличением для стенок короба. Пример того, как должны выглядеть части короба, можно увидеть на фото.
Собрав каркасы для обмоток, изолируем их термостойкой изоляцией. После чего начинаем мотать обмотки.
Провода для обмоток желательно брать с термостойкой стеклянной изоляцией. Это, конечно, будет несколько дороже в сравнении с обычной проводкой, но в результате не будет головной боли относительно возможного перегрева и пробоя в обмотках. После того как намотали один слой проводки, изолируем его и только после этого начинаем мотать следующий. Не забываем делать отводы на определенном числе мотков. В завершение создания обмоток наматываем слой верхней изоляции. На концах отводов закрепляем медные болты.
Теперь приступаем к сборке и шихтованию магнитопровода сварочного трансформатора. Для него используется железо, созданное специально для этого. Металл имеет определенные показатели магнитной индукции, и не подходящая марка может все испортить. Металлические пластины для сердечника можно снять со старых трансформаторов или купить по отдельности. Сами пластины имеют толщину около 1 мм, и сборка всего сердечника потребует лишь терпеливого соединения всех пластин в единое целое. По завершению следует проверить все обмотки тестером на предмет ошибок.
По завершению сборки трансформатора делаем диодный мост и устанавливаем регулятор силы тока. Для диодного моста используем диоды типа В200 или KBPC5010. Каждый диод рассчитан на 50 А, поэтому для сварочного трансформатора с номинальной силой тока в 180 А потребуется 4 таких диода. Все диоды закрепляются к алюминиевому радиатору и подключаются параллельно с дросселем отводам из обмоток. Осталось лишь собрать корпус и поместить туда сварочный трансформатор.
Хороший сварочный трансформатор своими руками может не получиться с первого раза. Причин тому множество, начиная с ошибок в расчетах и заканчивая отсутствием опыта сборки и монтажа электрооборудования. Но все приходит с опытом, и один-два раза перемотав обмотки трансформатора, можно получить желаемый результат.
https://youtube.com/watch?v=_ODVpELuBrw
Применяемые методики расчета мощности оборудования
График зависимости тока в первичной обмотке трансформатора от питающего напряжения, в режиме холостого хода.
Стандартизированная методика расчета сварного трансформатора ориентирована на приборы, созданные с применением П-образного магнитопровода. У него первичная и вторичная обмотки, смонтированные из пары равновеликих частей, размещенных на противоположных сторонах магнитного провода. Данные половинки обмоток соединяются между собой последовательным способом.
Используя стандартную методику расчета, можно получить количество витков обмотки катушки, конструктивные габариты трансформатора, высоту магнитопровода. Кроме того, на основании данных расчетов подбирается вид провода по диаметру сечения, а также материалу, из которого он изготовлен.







Сама методика расчета трансформатора приведена в специальной литературе, однако в том случае, когда человек не является профессиональным электротехником, то ему следует использовать упрощенную схему расчета.
Проведение упрощенного расчета
Выбирая сечение магнитопровода, необходимо учитывать размер окна, рассчитанное количество витков могут не поместиться в него.
Расчитать сварочный трансформатор по упрощенной схеме имеет смысл потому, что в подавляющем количестве случаев для определения конкретной мощности данного аппарата стандартные методики формируют единые и общие значения основных параметров, не учитывающие индивидуальные особенности того или иного аппарата. К ним относят:
- измеренную площадь сечения магнитопровода (Sиз);
- количество витков первичной обмотки (N1).
Именно эти показания являются основными при расчете. В самодельном же трансформаторе их весьма сложно предсказать по стандартной методике, так как используемые при сборе такого устройства материалы и запасные части зачастую бывают далеко не лучшего качества. В результате расчет нельзя сделать стандартными методами и приходится его проводить исключительно под конкретные условия эксплуатации того или иного аппарата.
Дело в том, что рассчитанное сечение магнитопровода для электротока равного 160А равно 28 кв. см, в реальности этот параметр может составлять 25-60 кв.см.
Если ваш трансформатор будет работать при напряжении электросети 220-240В, стоит воспользоваться формулами расчета, дающими положительные результаты для токов 120-180А.
2 самых распространенных варианта расчета:
- Для преобразователя электротока с обмотками на одном плече: N1 = 7440 × U1/(Sиз × I2).
- Для электротрансформаторов с разнесенными обмотками: N1 = 4960 × U1/(Sиз × I2).
Здесь N1 – это примерная величина количества витков первичной обмотки, Sиз – определенное сечение магнитопровода (кв. см), I2 – заданный постоянный ток для вторичной обмотки (А), U1 – постоянное напряжение сети.
Подбор сечения магнитопровода
Выбор сечения магнитопровода лучше всего производить, наоборот, по общераспространенной методике на 160А, 26 кв. см. При этом стоит помнить о том, что трансформатор одинаковой мощности может иметь названный показатель, отличающийся на 2 порядка, например, он может составлять 30-60 кв. см.
Стоит при выборе сечения представлять и размеры стандартного окна магнитопровода. Так, если количество витков чрезмерно большое, они просто могут не поместиться в него, в результате придется уменьшать их количество и применять тонкий провод.
Не следует забывать и экономическую составляющую. Лишние витки утяжеляют конструкцию трансформатора и повышают его стоимость. Обмоточный провод – дефицитный материал.
Устройство сварочного трансформатора и характеристики
Для возникновения дуги, обеспечивающей разогрев и расплавление кромок заготовки, требуется изменить характеристики электричества подаваемого из сети. Сварочный трансформатор преобразует поступающее электричество следующим образом:
- напряжение снижает;
- силу тока поднимает.
В преобразовании электричества принимают участие следующие узлы: 
- магнитопровод;
- первая обмотка, собираемая из изолированного кабеля;
- перемещающейся второй обмотки. Ее выполняют из провода без изоляции, это необходимо для повышения тепловой отдачи;
- винтовая пара;
- штурвал для управления винтовой парой;
- клеммники для сварных кабелей.
Особенности

Внешний вид сварочного аппарата состоящего из самостоятельно собранного трансформатора не будет соответствовать производственному образцу, понимайте эту особенность.
Следующую особенность, которую следует учесть – постоянная смена характеристик. Даже установка их вручную не спасает.
Поясню, установив, например, ампераж в 120, агрегат на самодельном трансформаторе каждый раз будет выдавать значение меньше или большее. Такое отклонение будет все время.
Конечно, она не критична, но, если ваша работа предусматривает щепетильности, рекомендуем рассмотреть вариант с покупкой готового аппарата.
Дома нет такой возможности для создания точного регулятора, не меняющий характеристик при каждом запуске.
Если вы собрали трансформатор на постоянном токе, он, конечно, будет во много раз дешевле, но поставит под вопрос надежность агрегата.

Связано это с отсутствием предохранителей, как у моделей заводского типа. Хотя к плюсам самостоятельной сборки относят возможность сделать статическое электромагнитное устройство с любым набором характеристик.
Он может быть как мощным агрегатом, так и слабым механизмом. Для это следует правильно провести расчет сварочного трансформатора для будущей машины.
Вы приняли решения собрать статическое электромагнитное устройство самостоятельно и далее заняться сборкой самого сварочника. Советуем размещать элементы в металлический каркас/бокс, к примеру, корпус от компьютерного системного блока.
Собственно, это и есть основные особенности, о которых вам надо знать. Помните, что необходимо кое-какое минимальное понимания в области электротехники.
Наверно это и так понятно. Но все же, предварительно рекомендуем освежить или приобрести дополнительные знания в этой области и лишь затем приступать к сборке статического электромагнитного устройства.
Сварочный трансформатор своими руками: как рассчитать самодельный для дуговой и контактной сварки
страница » Сварочное оборудование » Как сделать сварочный трансформатор своими руками. Как рассчитать, намотка. Самодельный аппарат дуговой или контактной сварки
Если у вас есть необходимый слесарный и электромонтажный инструмент (ниже мы о нём подробно расскажем), и вы имеете соответствующие профессиональные навыки, то вполне сможете изготовить сварочный трансформатор своими руками.
Расходы у вас, конечно, будут, но несравненно меньшие по сравнению с затратами на приобретение гаджета заводского изготовления. Зато, сколько вы получите удовольствия в процессе любимой работы по созданию самоделки. А восторг, в момент успешного начала электросварки, вообще, ни с чем ни сравним!
Мы в статье дадим вам массу полезных советов по выбору, расчёту и изготовлению сварочного трансформатора (далее – СТ), чем поможем оптимизировать расходы и сберечь бюджет.
Правильно изготовленный своими руками аппарат — ни чем не хуже заводского.
Внешний вид самодельного сварочного трансформатора. Ист. https://autokuz.ru/kuzovnoy-remont/kak-sdelat-svarochnyj-apparat-svoimi-rukami.html.







В статье будет рассказано про два типа сварочных трансформаторов. Для сварок:
Ассортимент инструмента и оборудования для изготовления и сборки обоих типов СТ идентичен. Нам потребуется следующее:
- индикатор электрического напряжения. Для контроля отсутствия последнего на электрических контактах, и обеспечения, тем самым, безопасности при выполнении электромонтажных работ;
- УШМ (она же «болгарка», «вжик-машинка» и т. п.) с набором дисков (отрезных, шлифовальных и т. п.);
- электродрель с набором свёрл по металлу и керном;
- тестер или вольтметр переменного тока с пределом измерений 400 В;
- любая «чертилка». Применяется при разметке по металлу;
- слесарные струбцины. Для фиксации деталей при разметке «по месту»;
- набор электрослесарного инструмента. Конкретный состав набора зависит от материалов, которые будут применяться при изготовлении СТ. В общем случае он таков: укомплектованный электропаяльник. Пайку будем выполнять припоем ПОС-40;
- отвёртки (разного размера с прямым и крестообразным шлицом);
- ключи: гаечные;
- накидные;
- торцевые;
пассатижи, бокорезы и т. д. с изолированными ручками;
набор напильников.
Все работы удобнее выполнять на слесарном верстаке с электроизоляционным покрытием, оборудованном слесарными тисками.
Для изготовления СТ необходимы комплектующие и материалы, отличающиеся между собой в зависимости от типа трансформатора. В общем случае необходимо следующее:
- защитный кожух. Должен обеспечивать: защиту от поражения электрическим током;
- исключать возможность попадания каких-либо предметов во внутрь гаджета;
магнитопровод. Обеспечивает мощный электромагнитный поток, который индуцирует в обмотках электродвижущую силу (далее – ЭДС);
провод и проволока. Необходимы для монтажа обмоток;
каркасы катушек. На них наматываются обмотки;
контактные колодки. Мощная контактная колодка с зажимами для сварочных проводов, мелкие колодки – для электромонтажа схемы;
коммутаторы (переключатели). Осуществляют коммутацию секций обмоток при подборе величины сварочного тока;
материал для межвитковой изоляции. Уменьшает возможность электрического пробоя изоляции обмоток;
крепёжные изделия (болты, винты, гайки, шайбы и т. п.). Они необходимы для монтажа гаджета при осуществлении сборочных работ;
изоляционная лента (типа Х/Б).
Важно: изоляционную ленту «ПХВ» применять нельзя, т. к. при нагревании она разрушается
при нагревании она разрушается.
Схема и расчёт
Расчет СТ контактной сварки выполняется по тому же алгоритму, что и для дуговой (смотри выше).
При выборе данных из справочника (сила тока и напряжение вторичной обмотки для точечной сварки выбранной марки металла заданной толщины), следует учитывать, что сила тока вторичной обмотки для таких трансформаторов порядка 1000…5000 А.
Вторичная обмотка рассчитана, как правило, на единицы вольт и представляет собой всего несколько витков (бывает, что, один) толстого провода. Поэтому, для регулировки сварочного тока рекомендуется следующая схема первичной обмотки трансформатора.
Схема обмоток трансформатора для контактной сварки. Ист. https://tutmet.ru/kontaktnaja-svarka-svoimi-rukami-shema-video.html.
Очень часто, в процессе эксплуатации самоделок, выясняется, что не хватает мощности СТ. В этом случае возможно подключение второго трансформатора в соответствии с предлагаемой схемой.
Схема соединения двух трансформаторов точечной сварки. Ист. https://tool-land.rusamodelnaya-tochechnaya-svarka.php.
Самостоятельное изготовление
Перед самостоятельной сборкой сварочного трансформатора, эксплуатация которого возможна в домашних условиях, необходимо вкратце ознакомиться с рядом требований, предъявляемых к этому устройству.
Расчет самодельного устройства
Согласно схемному решению, к вторичной обмотке трансформатора подключаются две толстые медные шины, ответные концы которых подсоединяется к электродному держателю и свариваемой заготовке. За счёт этих подключений образуется замкнутая цепь для , обеспечивающая получение дугового разряда, необходимого для сварки.
Помимо этого необходимо предусмотреть возможность работы самодельного сварочного трансформатора в режиме перегрузок, что требует тщательного расчёта его основных параметров (эти показатели рекомендуется выбирать с небольшим запасом). Чтобы рассчитать трансформатор, нужно определить вначале его требуемую мощность, затем количество витков на первой и второй обмотках.
Расчеты нельзя назвать простыми. В их основу должны быть заложены данные по обмоточным проводам и выбору их сечения, обеспечивающие соответствие входных и выходных параметров заданным характеристикам.
Также следует побеспокоиться о вспомогательных приспособлениях, облегчающих намотку (и перемотку, в случае необходимости) первичной катушки сварочного трансформатора с большим количеством витков.
Использование СВЧ
В отдельных случаях в качестве преобразователя напряжения может использоваться трансформатор от пришедшей в негодность СВЧ печи (микроволновки), в котором достаточно будет заменить лишь вторичную обмотку. Для самостоятельного изготовления лучше всего выбрать простейший агрегат без встроенной автоматики, в основу применения которого заложено выполнение основных рабочих функций. С таким аппаратом будет проще работать, да и ремонт его в случае необходимости можно произвести без излишних затрат нервов и времени.
Неприхотливость в обслуживании и ремонте изделий этого класса объясняется простотой их конструктивного решения, позволяющей быстро найти пришедшую в негодность деталь и заменить её исправной.
При самостоятельном изготовлении трансформатора следует учитывать и возможность обустройства на его основе сварочного инвертора, получаемого после добавления к трансформатору импульсного модуля.
Относительная сложность конструкции этого устройства полностью компенсируется его лучшими техническими показателями, оказывающими существенное влияние на рабочие параметры сварочной дуги.









Сварочные инверторы
Аппаратура этого типа предназначено для преобразования постоянного тока в переменный. Инвертор работает следующим образом. Ток, с частотой в 50 Гц, попадает на выпрямитель. На нем он, пройдя, через фильтр сглаживается и преобразуется в переменный. Частота такого тока оставляет несколько килогерц. Современные схемы позволяют получать ток с частотой 100 Гц. Этот этап преобразования, является самым важным в работе инвертора и это позволяет добиться существенных преимуществ в сравнении с другими моделями сварочного оборудования.
После этого, полученное высокочастотное напряжение роняют до значения холостого хода. А ток вырастает до размеров достаточных для выполнения сварочных работ, то есть до величины 100 – 200 А.Схема инвертора и комплектующие используемые в работе позволяют создавать сварочные аппараты с малым весом и высокими техническими характеристиками.Предприятия – производители выпускают аппараты для выполнения сварки:
- в ручном режиме;
- неплавящимся электродом в аргонной среде;
- в полуавтоматическом режиме под защитой газов и многие другие.
К несомненным достоинствам этого класса оборудования можно отнести – малый вес и габариты. Это позволяет передвигать инвертор на строительной или производственной площадке без особых сложностей.В составе инвертора нет трансформатора и это позволило избежать потерь на нагрев обмоток и перемагничивания сердечника и получить высокий КПД. При сварке электродом в диаметр 3 мм, от сети потребляется все 4 кВт мощности, показатель сварочного трансформатора или выпрямителя составляет 6 – 7 кВт.

Схема инверторного сварочного аппарата
Схемы применяемые в инверторах позволяют генерировать практически все параметры вольт-амперных характеристик – это говорит о том, что аппараты этого типа допустимы для применения во всех видах сварочных работ. Кроме того, инверторы обеспечивают работу с легированными, нержавеющими сталями и цветными металлами.
Конструкция инвертора позволяет выполнять плавную регулировку режимов сварки во всем диапазоне токов и напряжений, необходимых для выполнения сварочных работ. Инвертор обладает широким диапазоном токов от нескольких единиц до сотен тысяч. В быту применяют аппараты, которые позволяют варить металл относительно тонкими электродами до 3 мм. Применение аппаратов такого уровня позволяет формировать шов в различных положениях и обеспечить минимальное количество брызг расплавленного металла, возникающих при сварочных работах.

Инверторные сварочные аппараты
Инверторные сварочные аппараты, производимые в наши дни, по большей части имеют микропроцессорное управление. Оно позволяет:
- обеспечить рост тока при розжиге дуги;
- минимизировать залипание электрода и детали и еще ряд функций облегчающих работу сварщика.
После выполнения сварки с помощью трансформатора или выпрямителя, работа с инвертором может с полным основанием считаться праздником.Между тем инверторы обладают рядом недостатков. В частности, ремонт инвертора может обойтись в копеечку. Кроме того, у аппаратов инверторного типа повышенные требования к условиям хранения. Это обусловлено тем что, в инверторах содержится много элементов микроэлектроники.
На что обращать внимание при выборе?
Выбирая сварочные трансформаторы, следует обратить внимание на главные технические характеристики. К ним относят следующее:
- Напряжение сети. Показатель должен соответствовать указанному производителем значению (220 или 380 В).
- Диапазон регулирования. Чем шире пределы, тем больше возможностей предоставляется сварщику. Можно выбрать электроды разного диаметра. Бытовые разновидности характеризуются диапазоном регулирования от 50 до 200 А.
- Номинальный ток. Профессиональные устройства выдают около 1000 А, а бытовые – до 100 А.
- Рабочее напряжение. На выходе из устройства для дуговой сварки должно определяться номинальное значение 30-70В.
- Продолжительность сварки. Показатель определяет, сколько агрегат сможет работать непрерывно. Бытовые модели выполняют непрерывную сварку около 15-20 мин., а профессиональные – несколько часов.
- Напряжение на холостом ходу. Показатель не должен превышать границы 70 В.
- Потребляемая мощность. Чем выше этот показатель, тем эффективнее работает оборудование. Однако надо учитывать возможности бытовой сети. Слишком большая нагрузка может быть недопустимой.
При выборе необходимо учитывать, для каких целей приобретается оборудование. В этом случае получится купить агрегат с оптимальными показателями по приемлемой цене.