Контроль качества швов
Для контроля сварных соединений, полученных путем сварки взрывом, проверяются три параметра:
- Плотность шва проверяют ультразвуковым методом. Для важных швов применяют проверку рентгеноскопией.
- Прочность выявляют при помощи срез части шва или его разрыва.
- Пластичность исследуют путем различных изгибов, прогибов и кручений сварного соединения.

При возникновении сомнений в ровности результата, полученное изделие проверяют на деформацию. Для этого понадобится любой измерительный прибор, например линейка.
Новые технологии обработки металлов завоевывают позиции, но остаются не полностью рассмотренными. Поэтому, несмотря на кажущуюся простоту процесса, необходимо предварительно изучить все нюансы и особенности техники безопасности.
Холодная сварка.
Холодную сварку выполняют без нагрева, при нормальных или пониженных температурах. Метод холодной сварки основан на использовании пластической деформации, с помощью которой разрушают окисную пленку на свариваемых поверхностях и сближают свариваемые поверхности до образования металлических связей между ними. Эти связи возникают при сближении поверхностей соединяемых металлов на расстояние порядка нескольких ангстрем в результате образования общего электронного облака, взаимодействующего с ионизированными атомами обоих металлических поверхностей. Такое сближение достигается приложением больших удельных усилий в месте соединения. В результате происходит совместная пластическая деформация. Большое усилие сжатия обеспечивает разрушение пленки оксидов на свариваемых поверхностях и образование чистых поверхностей металла.
С помощью холодной сварки можно сваривать металлы, обладающие высокими пластическими свойствами при нормальной температуре. К этим металлам относятся: алюминий, золото, серебро, кадмий, свинец, цинк, титан, медь, никель, олово и их сплавы. Этот метод также применим для сварки разнородных металлов, например, меди с алюминием.
В недостаточно пластичных материалах при больших деформациях могут образоваться трещины. Высокопрочные металлы и сплавы холодной сваркой не сваривают, так как для этого требуются большие удельные усилия, которые трудно осуществить.
Если при сварке плавлением механизм образования соединения нагляден (например по расплавленным кромкам металла), то при холодной сварке давлением образование прочного соединения (схватывание) элементов происходит в твердой фазе. Таким образом, зона соединения недоступна для непосредственного наблюдения. В схватывании участвует огромное число атомов – до 1014 атомов/см2 со стороны каждого из металлов, а на скорость соединения влияет большое число внешних (температура, состав среды, давление) и внутренних (структура материала, механические свойства, состояние поверхности) факторов.
В проблему объяснения механизмов схватывания материалов в твердой фазе в конце XIX столетия внесли существенный вклад советские ученые: академики С. Б. Айбиндер, А. А. Бочвар, К. К. Хренов, профессора А. П. Семенов, Ю. Л. Красулин, К. А. Кочергин, В. П. Алехин и многие другие.
Получены расчетные данные, выдвинуты гипотезы, но единой теории образования сварочных соединений давлением нет.
Так, по гипотезе (энергетической) профессора А. П. Семенова, были введены количественные показатели процесса схватывания металлов, т. е. той минимальной степени деформации, при которой он начинается:
E = h/s × 100 %,
Где: h – минимальная глубина вдавливания пуансона, при которой начиналось схватывание;
S – минимальная толщина в месте схватывания;
E – относительная деформация схватывания.
Процесс схватывания в твердой фазе представляет собой топохимическую (химическая реакция на поверхности) реакцию, при которой между атомами соединяемых поверхностей вещества устанавливаются связи, аналогичные связям в объеме кристаллической решетки.
Таким образом, особенностью сварки в твердом состоянии является то, что для образования физического контакта и создания условия для химического взаимодействия материалов без расплавления к ним необходимо приложить механическую энергию.
Сварное соединение образуется только при условии выноса (выдавливания) из зоны контакта части поверхностного металла вместе с окисной пленкой. Было установлено, что прочность соединения зависит только от относительной пластической деформации металла и не зависит от времени выдержки в сжатом состоянии.
Холодной сваркой выполняют точечные, шовные и стыковые соединения.
Холодная сварка используется при производстве, например, герметизированных полупроводниковых приборов, различных корпусов, предметов хозяйственно-бытового назначения. При использовании ручных гидропрессов – в монтажных работах, например, для холодной сварки кабельных муфт и проводов в сетях электроснабжения.
Как подготовиться
Перед началом работы выполняют следующие действия:
- Подготавливают соединяемые поверхности. С них удаляют окалину, следы масел, оксидную пленку или защитные напыления.
- Выпрямляют заготовки. Допускается кривизна в 2 мм/м².
- Создают незначительную шероховатость.
- Сопоставляют детали. При работе с листовыми изделиями нижнюю часть укладывают на подложку, верхнюю размещают параллельно или под углом. Наклон не должен превышать 30°. Полые детали закрепляют с помощью специальных приспособлений. В трубу вставляют сердечник, предотвращающий деформацию.
- Вычисляют требуемый объем заряда взрывчатки.
 Сварку взрывом используют при изготовлении заготовок для проката биметалла.
Сварку взрывом используют при изготовлении заготовок для проката биметалла.
Оценка качества соединений
Качество сварки взрывом оценивается по следующим критериям:
- прочность;
- сплошность;
- окисляемость;
- равномерность соединения;
- чувствительность к воздействию тепла и удара.
Сплошность – это качество соединения деталей из разных материалов, проверяется ультразвуковым дефектоскопом. Окисляемостью называют наличие окисной пленки вследствие теплового воздействия на поверхность плакирующей детали. Допустимость и максимальная толщина такой пленки зависит от конкретных деталей и назначения готового изделия. Под равномерностью подразумевается отсутствие типичных для сварки дефектов – раковин, наплывов по краям и т. д.
Преимущества и недостатки
Хотя сварка взрывом не везде применима, она требует определенных условий, технология использования энергии детонации для соединения металлов имеет ряд преимуществ:
- Это единственный метод, позволяющий получать соединение металлов с различными физическими характеристиками.
- Многокомпонентные материалы сочетают в себе особенности каждого из слоев, можно делать биматериалы с заданными свойствами.
- Высокотемпературное покрытие черных сплавов цветными и жаропрочными металлами приводит к существенной экономии: дорогостоящие заготовки заменяют плакированными.
- Прочность сварного соединения: механическая и термическая обработка деталей не влияет на прочность шва.
- Метод применим для работы деталями сложной конфигурации: можно плакировать изгибающиеся и угловатые поверхности.
- Процесс протекает с огромной скоростью.
Главный минус этого способа соединения неоднородных металлов – низкая управляемость процессом. Образующаяся взрывная волна небезопасна, она распространяется с высоким шумовым эффектом. Это еще не все недостатки:
- с трубами и деталями работают в специально созданных металлических камерах;
- для соединения листовых поверхностей делают опорные железобетонные «подушки» в условиях полигонов;
- при высокотемпературной обработке деталей прочность соединения снижается;
- применение взрывчатых веществ требует безопасности;
- нужны большие временные затраты на подготовительном этапе работ;
- необходимо заниматься подготовкой кадров, специалистов нельзя заменить автоматами.
Технология сварки взрывом
Требования к свариваемым материалам
Ка уже отмечалось, сварка взрывом позволяет сваривать почти любые разнородные
материалы и сплавы. Количество возможных композиций исчисляется несколькими
сотнями. Но при сварке материалов с пониженной пластичностью, таких как молибден,
вольфрам, закалённые стали, при
сварке чугуна и сварке высокопрочных сталей могут возникать определённые
трудности.
Для легкоплавких и пластичных металлов, например, для
сварки свинца, олова или сварке
алюминия требуется минимальное количество энергии и необходима защита поверхности
от воздействия взрывчатого вещества.
Достаточно сложно получить сваркой взрывом такие композиции, как сталь-алюминий
и сталь-титан. Сваривание этих металлов происходит на умеренных режимах и при
сварке толстых листов применяют специальные промежуточные прослойки из материалов,
не образующих хрупкие соединения со сварными деталями.
Твёрдость свариваемых материалов оказывает сильно влияние на прочность соединения
структуру шва. Для успешной сварки закалённых сталей с алюминием и титаном необходим
специальный технологический приём, суть которого состоит в том, чтобы месте
контакта создать давление, намного превышающее прочность соединяемых материалов.
Подготовка к сварке
Перед сваркой взрывом поверхности соединяемых изделий должны быть очищены от
загрязнений (масляных плёнок, краски, ржавчины и других), потому что при скоростях
детонации 2000-2500м/с с поверхностей удаляются только плёнки, толщиной доя
12мкм. Результаты, полученные на практике, показали, что поверхности необходимо
зачистить до зеркально блеска, или же протравить и обезжирить.
Кроме того, свариваемые поверхности не должны иметь дефектов (пор, раковин,
различных инородных включений), иначе, при сварке возможно разрушение. Также
практические данные говорят о том, что прогиб исходных заготовок не должен быть
более 5-10мм на погонный метр. Несоблюдение этого требования может повлечь такой
дефект,
как непровар сварного соединения.



Выбор режимов сварки
Так как процесс сварки взрывом довольно специфичен, универсального режима для
данного вида сварки не существует. Исходя из этого, параметры режимы сварки
выбирают экспериментально, исходя из каждого конкретного случая.
Минимальную скорость метания можно определить по формуле:
Vmin=1,14*(НV/р)0,5, где НV – твердость по Виккерсу, а р – плотность
материала.
Скорость точки контакта влияет на продолжительность протекания процессов деформации
в области соударения, поэтому, для получения качественного сварного соединения
необходимо выдерживать её в определённом диапазоне. На практике наилучшие результаты
получаются при vк=0,4-0,6м/с. Скорость точки контакта зависит от скорости детонации,
которую можно регулировать, применяя различные взрывчатые вещества.
Наибольшая скорость метаемой пластины получается на расстоянии L=g, где g –
относительное удлинение, в %. На практике сварочный зазор выдерживают в интервале
L=(1-2) g.
Минимальную энергию пластической деформации, необходимую для образования сварного
соединения, можно рассчитать по формуле:
W=0,606+0,184 ln (НВ/ g), где НВ – твёрдость по Бринеллю, g – относительное
удлинение, %.
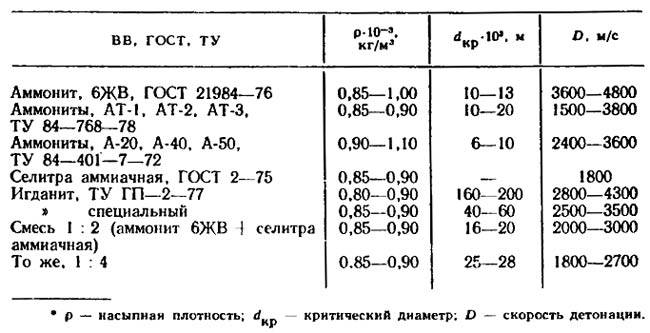
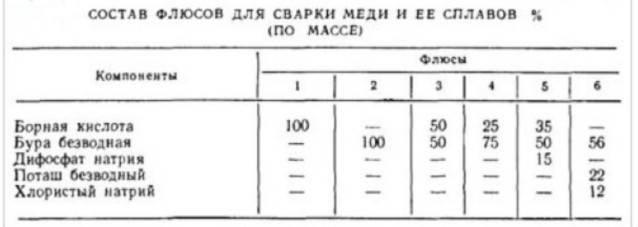
Характеристика взрывчатых веществ для сварки взрывом
Наиболее распространённые взрывчатые вещества, применяемые для сварки взрывом
и их характеристики, представлены в таблице:
Преимущества и недостатки сварки взрывом
Как у любой сварки данному методу присущи положительные моменты и, естественно, существуют недостатки. К достоинствам этого типа технологии относятся:
- высокая скорость процесса сварки;
- широкие возможности качественного соединения биметалла;
- способность плавить особые металлические элементы;
- возможность создания ровного участка заготовок со сложной конфигурацией углов. Например, заготовки с изгибом;
- создание изделий для ковки и штамповки;
Качественная сварка детали
Сварка взрывом хоть и сложный технологический процесс, но удобный во всех отношениях.
К отрицательным факторам относятся:
- плохая безопасность объекта при воздействии детонации взрывной волны;
- для проведения работ необходимо пройти специальное обучение и получить допуск;
- для проведения работ этого уровня наличие защитных камер обязательно. В них закладывается взрывчатое вещество;
- к недостаткам можно с большой долей вероятности отнести отсутствие автоматических и механических условий ведения процесса.
Рассматривая отрицательные факторы данного типа технологий можно констатировать, что положительных моментов гораздо больше, нежели отрицательных.
Режимы и процесс сварки
Не существует сегодня точных режимов и расчётов. Они пока не приняты. Сварка взрывом – это скорее метод экспериментальный, нежели точный.
Не спроектирован и отсутствует сегодня научно разработанный процесс. Поэтому метод, о котором идёт речь, весьма затруднительно предугадать детально поведение взрывной волны и металла.
Схема сварки взрывом определяется исходя из предполагаемых элементов. В каждом случае отдельно.
Впрочем, существуют специально рассчитанные режимы, но они носят всего лишь рекомендательный характер.
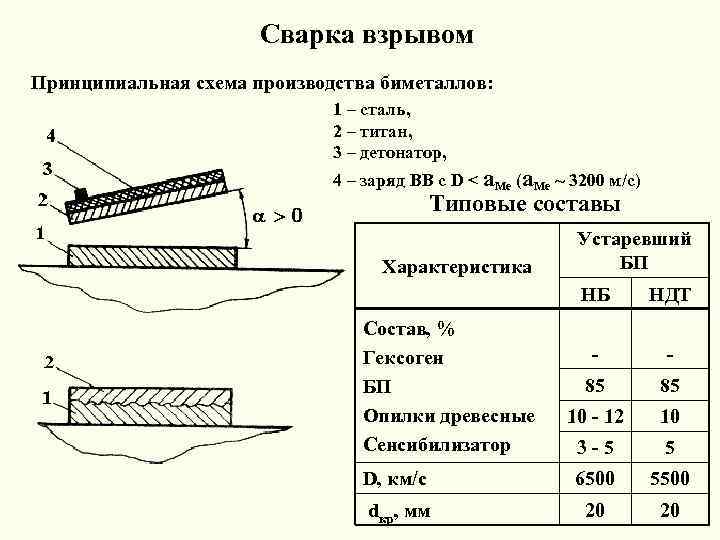
Способы сварки взрывом
Существуют два наиболее распространённых способа, когда используется сварка взрывом.
Распространённый способ – это изготовление биметаллических заготовок. Процесс заключается в следующем.
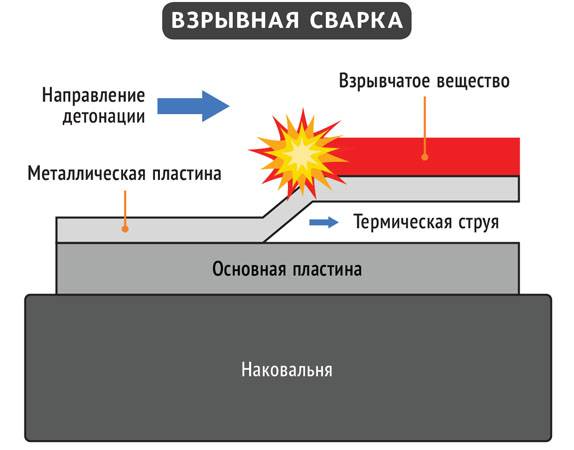
Основная плита помещается на опорный фундамент. Металлический лист, который предполагается перемещать, устанавливают под углом 3-10 относительно поверхности плиты.
По её длине устанавливается взрывчатка и равномерно распределяется. Далее проводится монтаж детонатора. Движение листа происходит после контролируемого взрыва.
Он перемещается за доли секунды ко второму. В результате столкновения большой силы получается соединение.
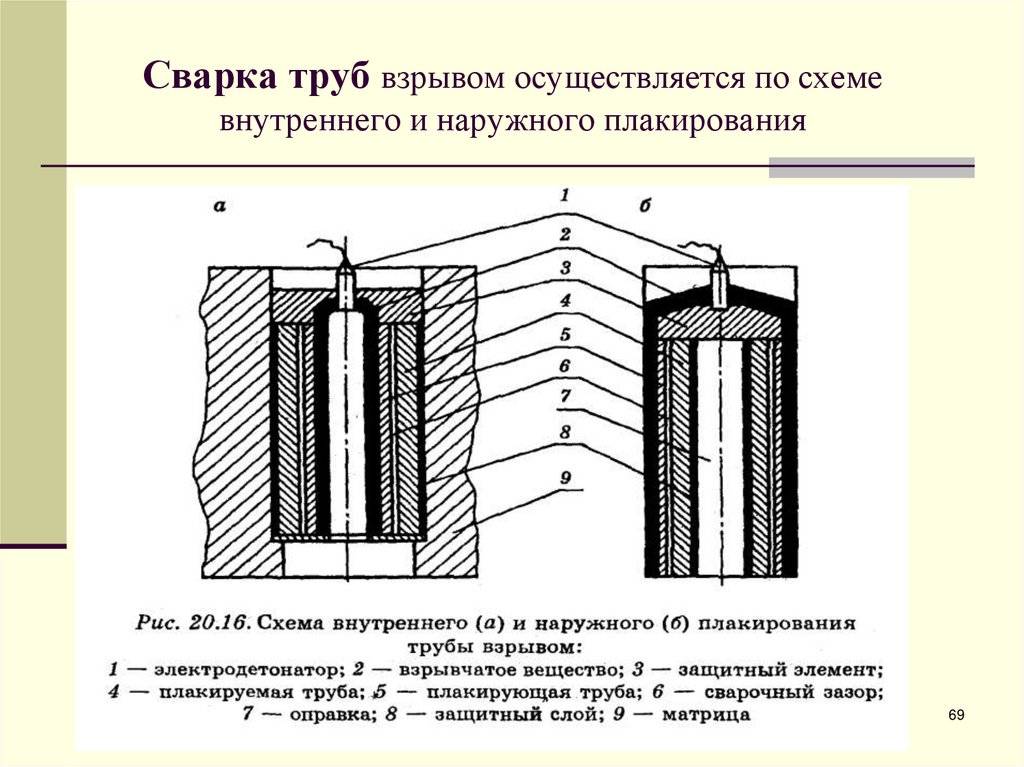
Метод соединения труб по стыку. В этом случае также используется сварка взрывом. Особенность процесса заключается в использовании телескопических стыков.
По стыку закладывают ВВ (взрывчатое вещество) в виде кольцеобразной полосы.
Чтобы предупредить деформацию самой трубы при взрыве в неё вводят сердечники. Они противостоят процессу деформации.
Схема сварки взрывом
Какое оборудование необходимо?
В этом вопросе всё предельно ясно. Для проведения работ необходимы три составляющие. Это:
- Поверхности, которые необходимо соединить.
- ВВ (взрывчатое вещество).
- Детонатор, используемый для провокации взрыва.
Но это ещё не всё. Существуют другие условия, которые необходимы для взрывного метода соединения разнородных тел. Необходимо помнить, что ГОСТ сварки взрывом 260184 регламентирует термины и определения основных понятий.
Для проведения работ, кроме трёх составляющих, нужно подготовить: полигон, площадку и взрывную камеру.
Преимущества и недостатки
Сварка взрывом имеет определенные преимущества и недостатки также как и другие виды сварочных процессов. Для начала стоит рассмотреть ее положительные особенности:
- она обладает высокой скоростью сварного процесса. Чтобы получить прочный шов достаточно всего несколько микросекунд;
- этот метод имеет высокие показатели производительности, это связано с тем, что он обладает моментальной скоростью выполнения сварного соединения;
- позволяет соединить изделия из разных видов металла, в результате получаются биметаллические элементы;
- с помощью этого сваривания можно производить плакирование стали с особыми физико-химическими свойствами. Плакирование считается процесс, при котором производится покрытие одного металла слоем другого металла;
- данный способ позволяет изготавливать заготовки с неограниченным размером, также можно делать элементы для ковки;
- простое проведение и невысокая стоимость. Траты уходят на приобретение взрывного вещества и детонатора, на детали, которые требуется сварить.
Но взрывная сварка имеет некоторые недостатки, которые обязательно стоит учитывать при проведении сварочных работ:
- Может наблюдаться вред от волн, которые образуются во время взрыва. Если производится соединение небольших элементов, то особого вреда не будет. Но вот при крупном производстве требуется защищать персонал от вредного воздействия. А это потребует дополнительные затраты на защитные средства и экипировку.
- К работам допускаются только высококвалифицированные сварщики. Если на предприятии их нет, то придется обучать персонал азам данной технологии. Дополнительно необходимо будет преподавать технику безопасности при работе с взрывоопасными веществами.
- Нет возможности произвести полную автоматизацию всего процесса. При взрывной технологии обязательно должен присутствовать сварщик и контролировать ее процесс.
Взрывная сварочная технология считается новым направлением в области сварки, но она успела получить широкое распространение. Ее используют во многих сферах производства. Ее востребованность связана с тем, что она позволяет работать с разнородными металлами, а также процесс обладает высокой скоростью и производительностью, а это имеет огромное значение при изготовлении многих металлических конструкций.



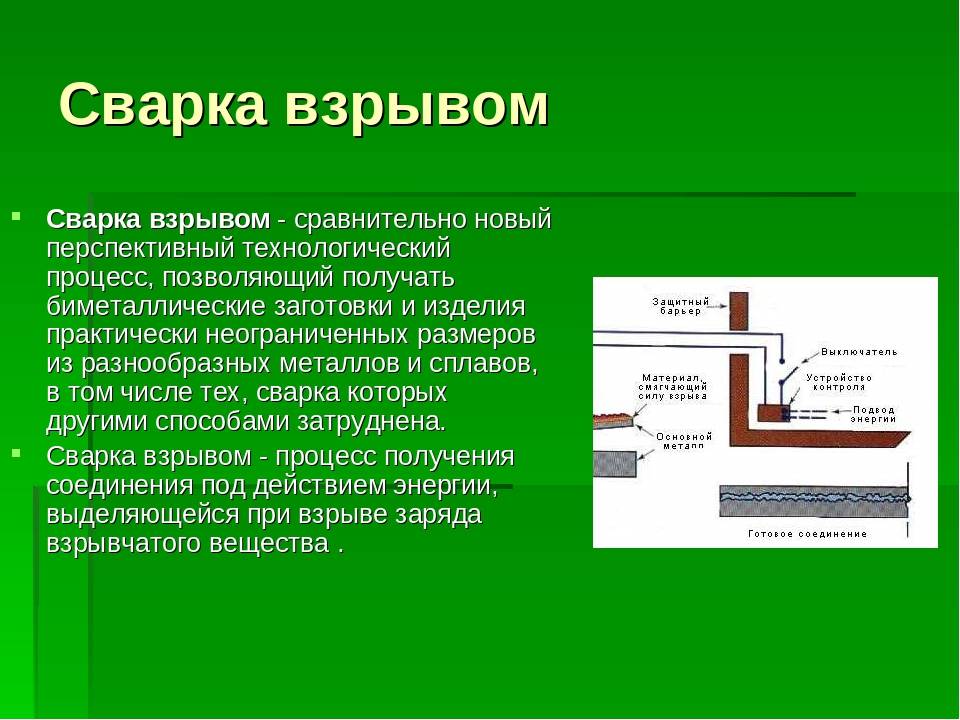
Сущность сварки взрывом
Определение сварки взрывом
Сварка взрывом – это один из видов сварки давлением, который происходит за
счёт воздействия энергии, выделяющейся при взрыве специальных взрывчатых веществ.
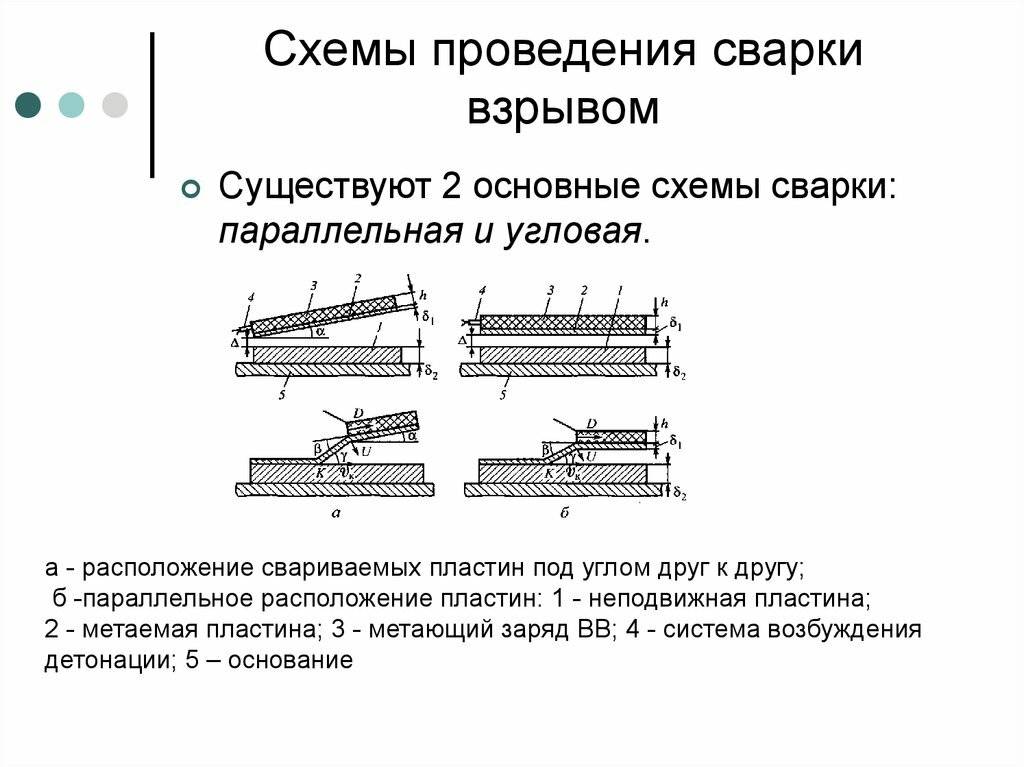
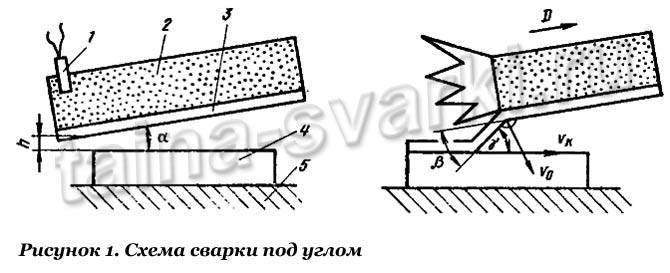
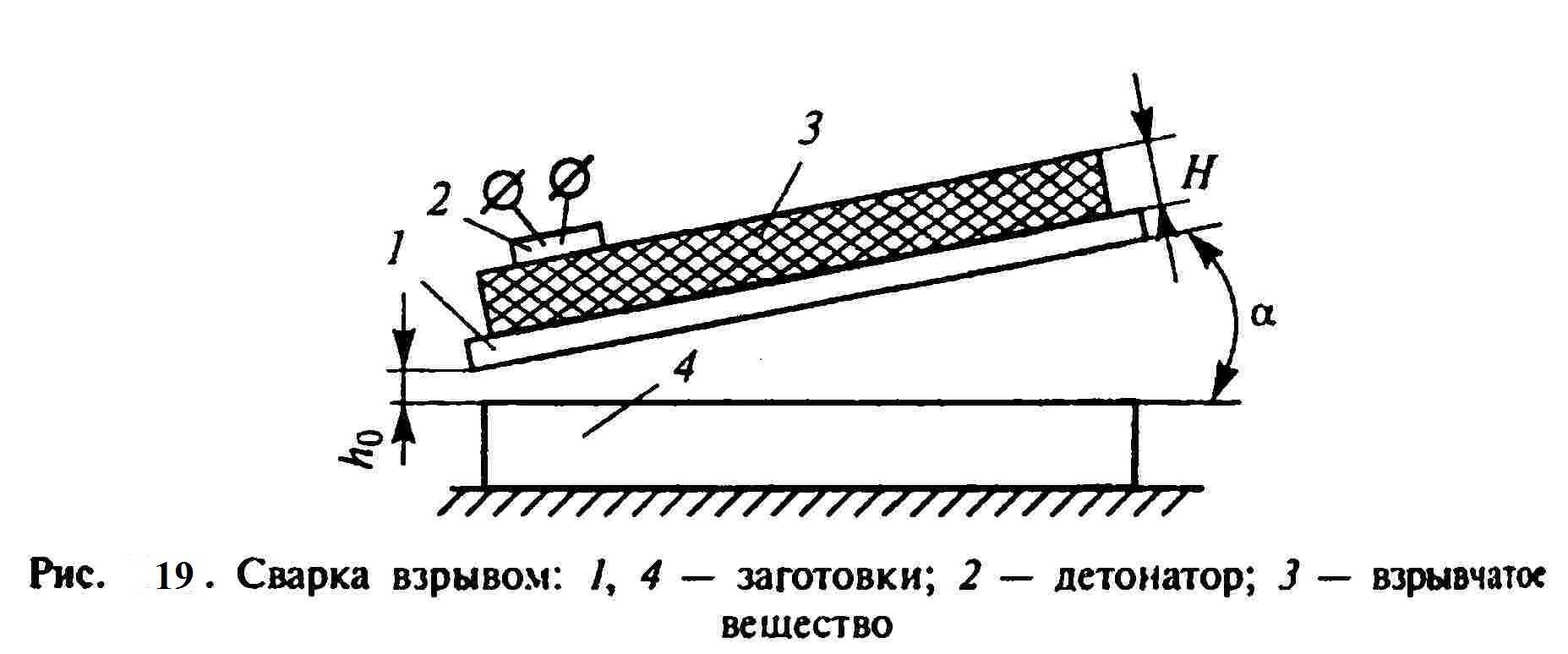
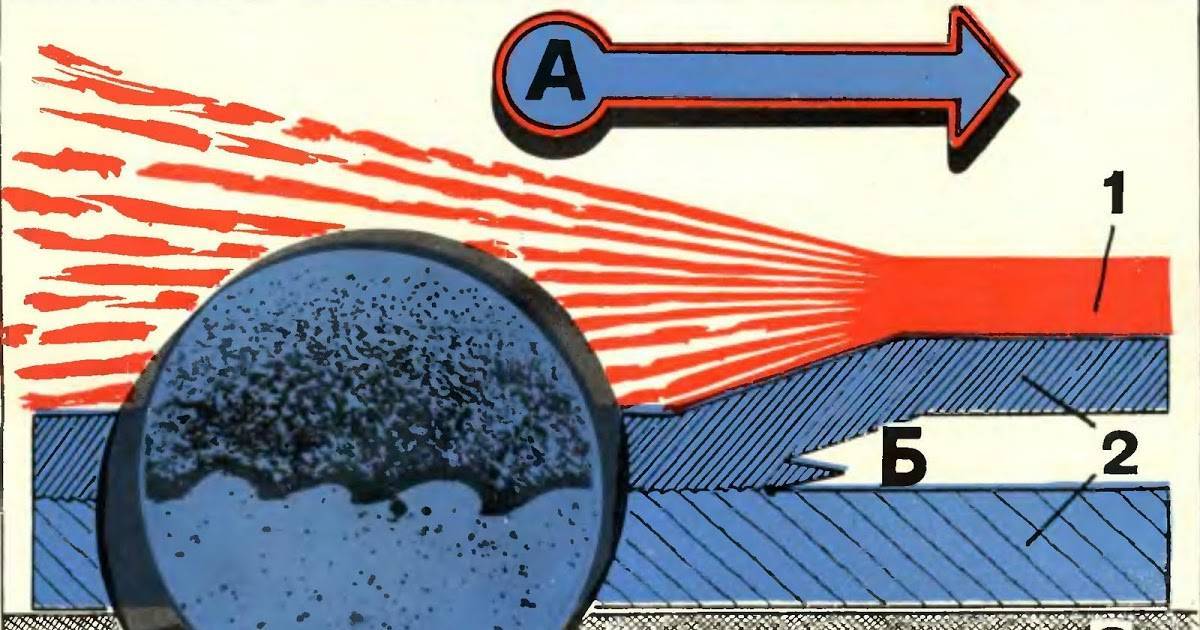
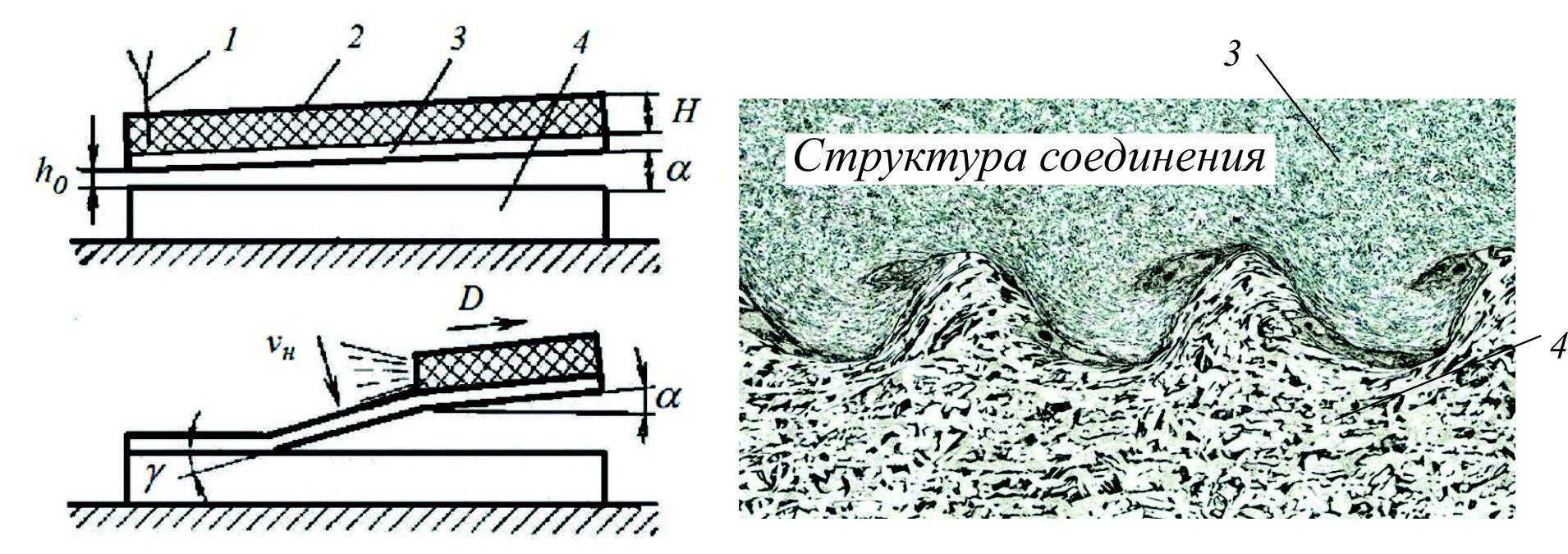
Схемы сварки и описание процесса
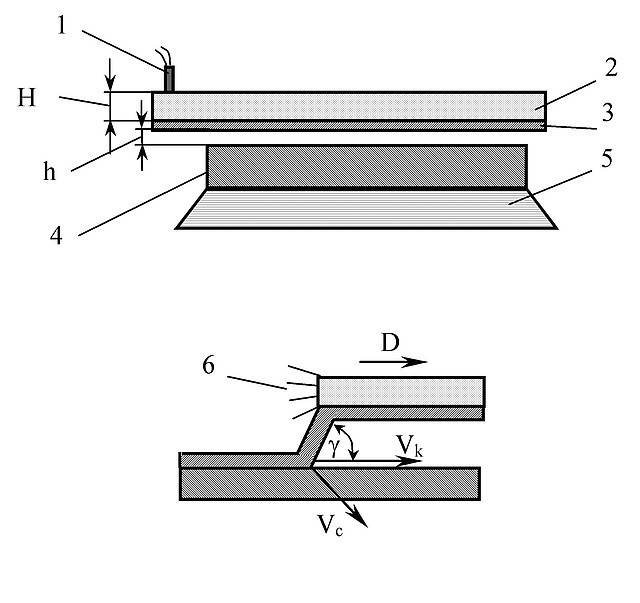
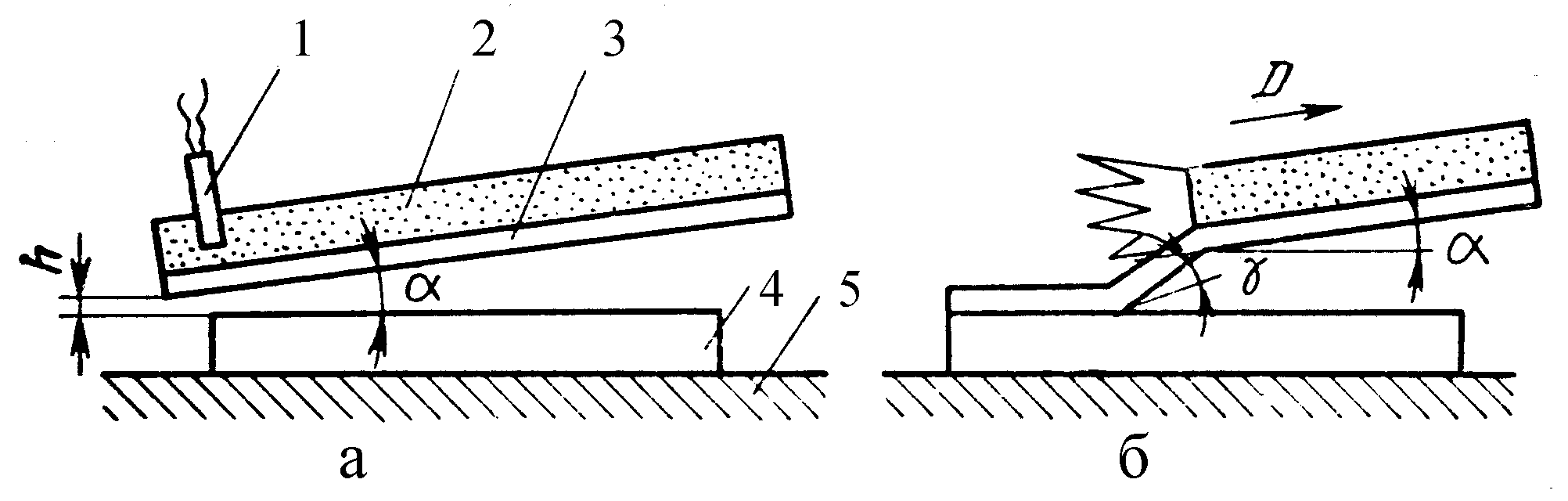
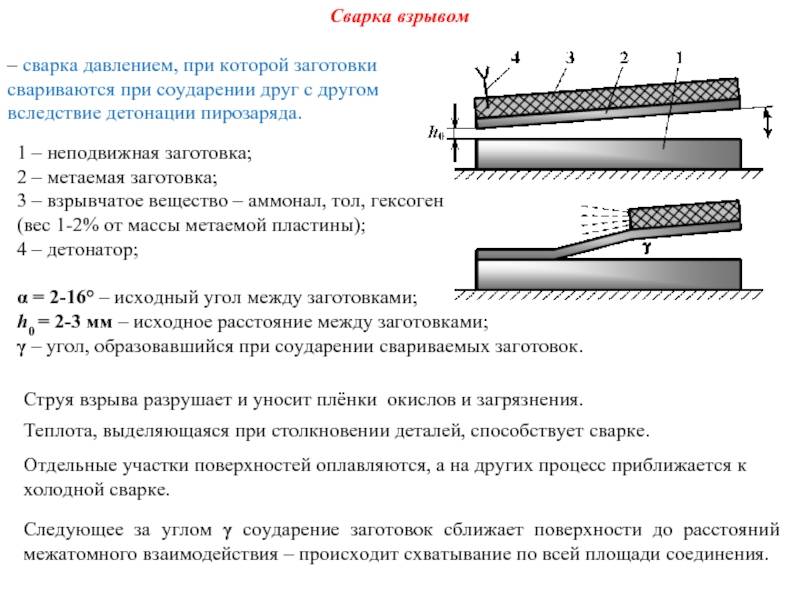
Принципиальная схема сварки взрывом показана на рисунке 1. Неподвижная пластина
(поз. 4) и метаемая пластина (поз. 5) располагаются под углом ? друг к другу,
на расстоянии h от вершины угла. На метаемой пластине располагается взрывчатое
вещество (поз. 2), а на вершине угла располагается детонатор (поз. 1). Процесс
сварки происходит на опоре (поз. 5). В качестве опоры может быть металл, земля,
песок и другие вещества.
Метаемая пластина превосходит по площади основную пластину, это необходимо
для минимизации эффекта бокового разлёта частей металла в процессе взрыва.
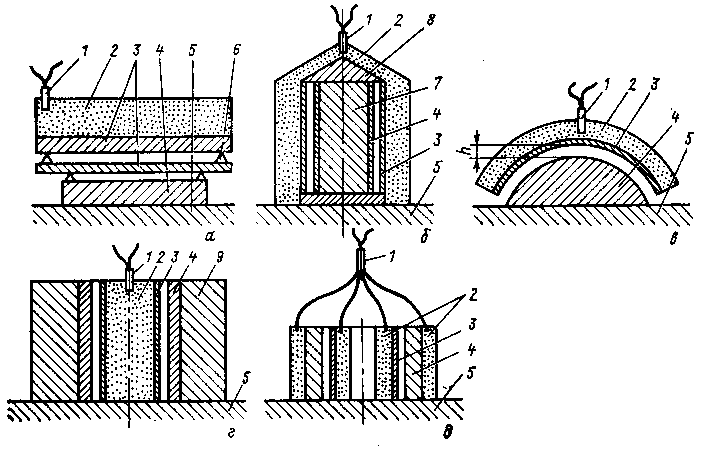
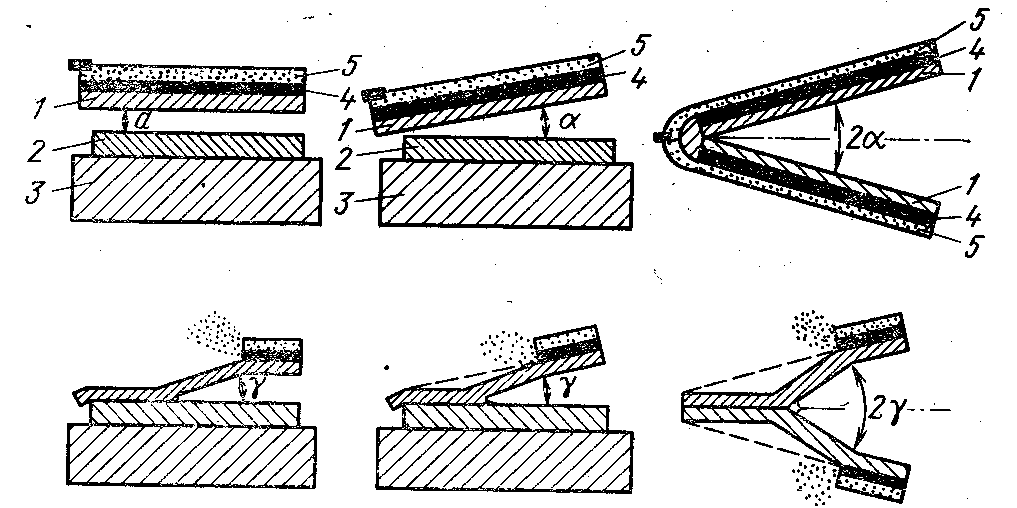
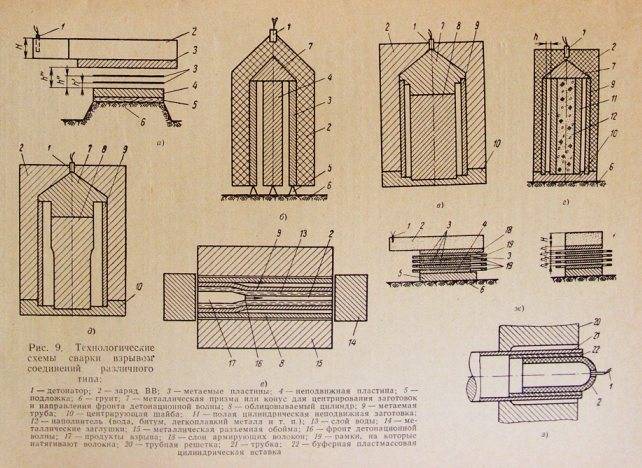
На практике наиболее распространена схема, когда угол равен 0°, так называемая,
параллельная схема. Эти базовые схемы являются основой для всех технологических
схем, разработанных для каждого конкретного случая (см. рис. 2).
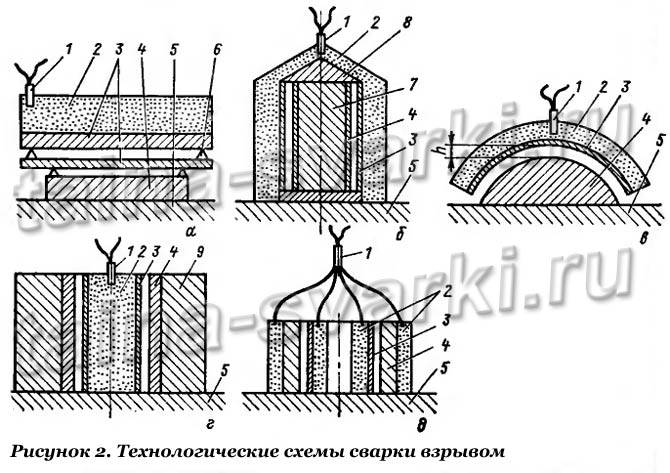
Схема а – параллельная, для сварки многослойных изделий; б – плакирование наружной
поверхности труб; в – эквидистантная схема; г – плакирование внутренней поверхности
труб: д – плакирование крупногабаритных обечаек с противозарядом.
Позициями на рисунках обозначены: 1 – детонатор; 2 – заряд взрывчатого вещества;
3 – метаемый элемент; 4 – неподвижный элемент; 5 – опора; 6 – установочный элемент;
7 – стержень; 8 – конус; 9 – матрица.
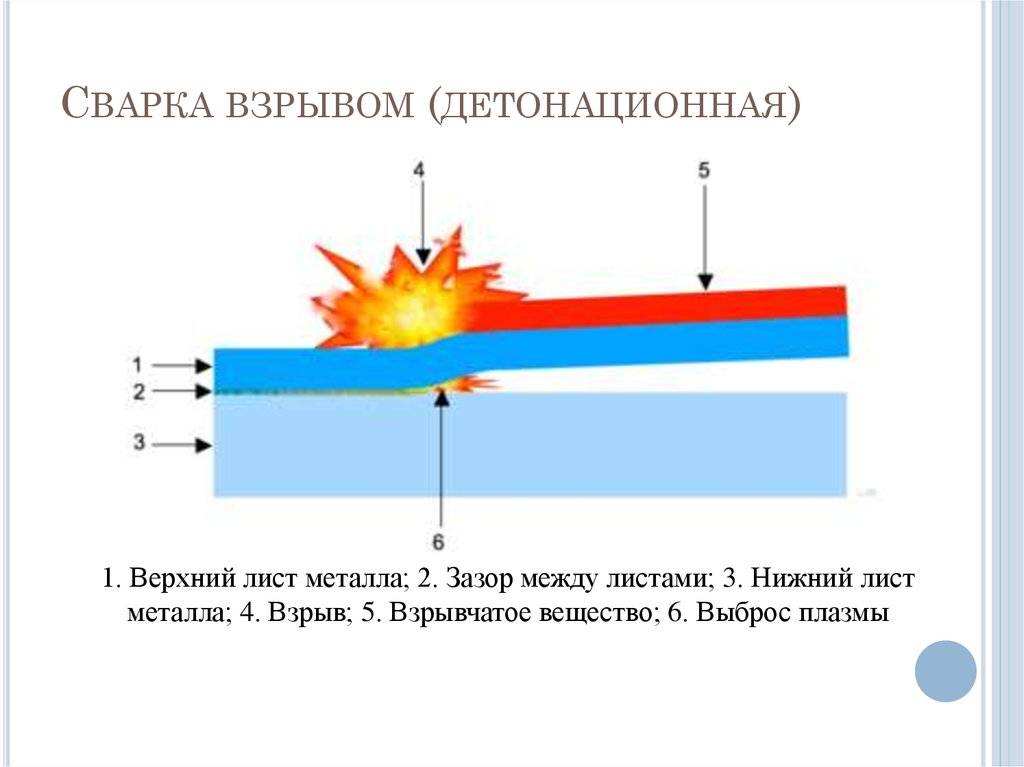
Физическая основа сварки взрывом
В процессе взрыва по заряду взрывчатого вещества распространяется детонационная
волна. Скорость её распространения измеряется тысячами метров в секунду. Под
действием этой волны метаемая пластина приобретает скорость порядка нескольких
сотен метров в секунду и происходит её соударение с неподвижной пластиной под
определённым углом.
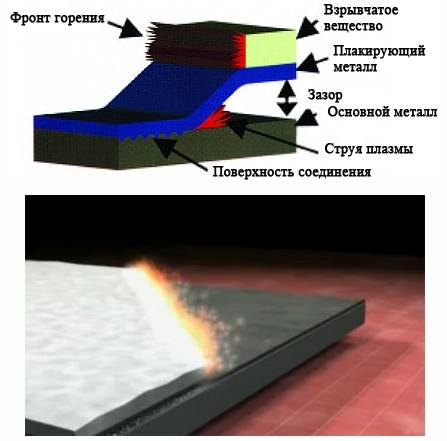
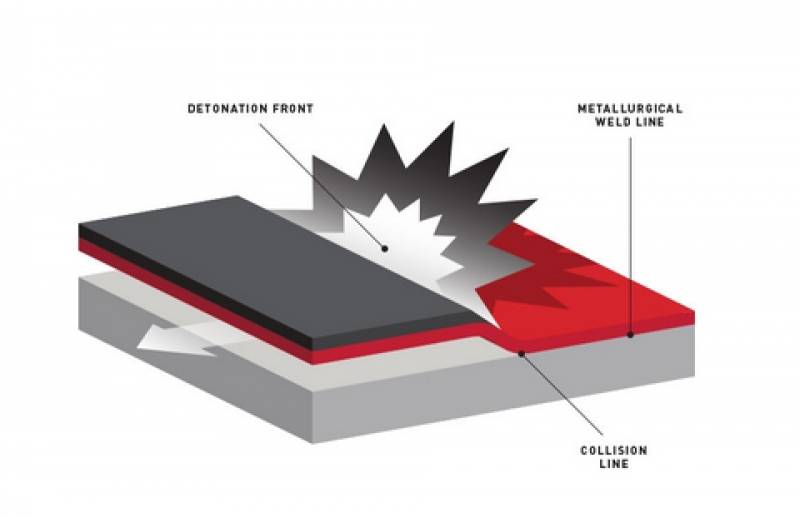
В окрестности точки соударения возникает высокое давление, которое в десятки
раз превышает предел прочности материалов. Под воздействием такого давления,
согласно гидродинамической теории, свариваемые материалы текут подобно жидкостям.
Их течение определяется углом соударения и скоростью точки контакта.
В процессе соударения сварные поверхности самоочищаются и создаются условия
для их сближения под воздействием высокого давления и совместного пластического
течения. Весь процесс длится порядка 10-6 с, поэтому взаимная диффузия не успевает
распространиться на большую глубину.
Технологические возможности сварки взрывом
Сварка взрывом позволяет соединять между собой такие материалы и сплавы, сварка
которых другими способами затруднена. Это касается, к примеру, сварки
стали с алюминием или титаном. При этом, по прочности сварной шов таких
соединений не уступает прочности наиболее слабого металла в паре.
Сварка взрывом позволяет получать как заготовки, так и уже готовые детали различной
формы и разных габаритов. На практике были случаи успешного плакирования листов
площадью до 50м2, толщиной до 460мм и массой до 40т. Толщины плакирующих слоёв
могут колебаться от 0,01 до 45мм.
Данный способ сварки очень хорошо подходит для плакирования труб или цилиндров,
а также деталей с криволинейной поверхностью, таких как лопасти турбин, подпятники
и других.
Немного теории
Медь и её сплав (бронза и никель) ввиду электро- и теплопроводности, антикоррозийности используется во многих отраслях. Точка плавления материала 1083°C. Теплопроводность чистой меди в 2 раза больше по сравнению с алюминием, поэтому, при сварке аргоном необходим хороший разогрев металла.
Медь и сплавы подразделяются на несколько марок. Для получения качественного сварного соединения, лучше применять раскисленную или бескислородную медь, в них мало кислорода.
Основные присадочные составы для сварки меди аргоном представленны в таблице.
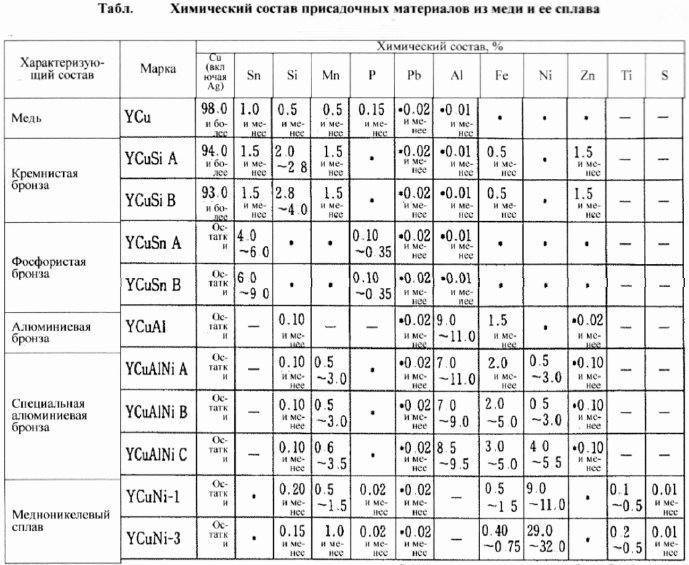
Но на практике, обычно используются аналогичные металлы по составу (что найдется в домашней мастерской).
Также, для лучшего расплава и сплавления металла, применяются прутки с тонким покрытием слоя флюса.
Подготовка материала (очистка)
Сварка меди аргоном не может выполняться без тщательной очистки материала. Берется любой абразивный инструмент и сварное место зачищается до блеска. Далее с помощью любого растворителя обезжиривается материал.

Подготовка материала — это важная процедура
Подойдите ответственно к очистке медных изделий — это влияет на качество соединения.
Чтобы не было деффектов (несплавление, шлаковые включения), выполняйте предварительный нагрев материала до температуры 350-600°C. Разность температуры зависит от основного металла, присадочного и разделки кромок. Определяется опытным путем.
Видео: как подготовить трещину у газового медного радиатора для сварных работ.
Сварка аргоном (режим TIG)
Эта технология по заверениям сварщиков самая лучшая, швы получаются аккуратными и прочными. Сварка меди аргоном выполняется вольфрамовым электродом на постоянном токе. А вот, при сплаве алюминиевой бронзы, соединение лучше производить на переменном токе.
Настройки тока аппарата подбираются в зависимости от толщины изделия и диаметра электрода. Таблица в помощь:
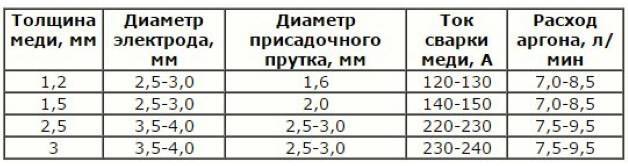
Кроме аргона, можно использовать азот, гелий и их смеси в составе защитных газов. Все перечисленные газы имеют свои плюсы и минусы. Но аргон, все же более востребован для сварочных работ.

Присадочные прутки подбираются по составу материала. Но обычно, в домашней мастерской, применяются медные провода добытые из электрических кабелей или трансформатора. Предварительно, медная жилка очищается от лака наждачкой и обезжиривается растворителем.
Хорошо, если добытая присадочная проволока будет с меньшей температурой плавления, чем приготовленное к сварке изделие.
Некоторые советы бывалых сварщиков:
- присадку всегда ведите перед горелкой;
- сварка аргоном для толстой меди может выполняться без присадочной проволоки;
- горелку рекомендуется вести зигзагами для обеспечения лучшего сцепления металла;
- тонкий материал, чтобы не было прожогов, необходимо варить короткими швами с перерывами;
- если аппарат без функции «заварка кратера», то горелку нужно отводить постепенно (удлиняя дугу);
- сварка аргоном производится в вертикальном и горизонтальном положении шва.
Видео: нагрев и соединение меди.
Сварка медных труб
При соединении медных труб аргоном, ток выставляется небольшой. Сварка ведется медленно, отдельными кусочками шва, с перекрытием не менее 1/3. Присадочная проволока расталкивается боковыми движениями горелки. Принцип простой:
- капнуть — растянуть;
- ещё раз добавить и растянуть.
Самый лучший вариант, иметь аппарат с функцией импульсной сварки. Ток можно выставить побольше, чтобы присадочный материал расплавлялся быстро. Время между импульсами настраивать так, чтобы медь после подачи импульса успевала остыть (защита от прожога). Также правильно настраивайте время функции — «заварка кратера».
P.S. Сварка медных труб или плоских изделий для каждого материала требует подбора тока методом тыка. Желательно пробы проводить на схожих по составу материалах. Не надо портить деталь, которую надумали сваривать.
Правильно выбранный ток, должен осуществлять хороший нагрев и проплавление медного изделия. Дыр и пор не должно быть. Удачи в освоение техники!
Медные материалы применяются в условиях с повышенными требованиями пластичности, стойкости к воздействию коррозии. Сварка меди производится при использовании различными сферами производства, декоративных деталей ввиду повышенных эстетических свойств. Теплопроводность материала в два раза выше алюминиевых сплавов, существует множество способов стыкования медных изделий. Современные технологии позволяют избежать при работе горячих трещин, пористых образований и других несоответствий стандартам.

Воздействие начального состояния свариваемых материалов
Исходное состояние изделий в большинстве случаев отражается на качестве соединения. На состояние шва может отражаться:
- Наличие или отсутствие загрязнений. По мимо этого, коррозия на поверхности может значительно уменьшить качество соединения.
- Степень проявления микронеровностей. Если поверхность отличается сильной волнистостью, то необходимо провести ее подготовительное разравнивание.
- Вид соединяемых металлов. Если понадобится можно провести соединение легированных сплавов и углеродистых сталей, цветных металлов.
Шов сварки при сварке взрывом
Рассматриваемый способ сварки отличается тем, что готовить поверхность к отделке не надо. Благодаря этому значительно упрощается процесс и уменьшаются затраты.