Разновидности тисков
Выделяют три основные разновидности тисков для сверлильного станка.
Неповоротные
 Это стационарное оборудование, которое отличается простотой конструкцией.
Это стационарное оборудование, которое отличается простотой конструкцией.
Тиски фиксируются на станке в одном положении. Неповоротные тиски позволяют выполнить в заготовке только одно отверстие. Если требуется просверлить деталь в нескольких местах, после первой обработки ее снимают со станка, поворачивают под другим углом, зажимают в тисках и проводят соответствующие манипуляции. Так делают несколько раз до завершения работы.
Отличительная особенность неповоротных тисков – повышенная жесткость конструкции. Из недостатков выделяют тот момент, что для проведения соответствующей операции требуется большое количество времени. Основное преимущество – демократичная цена.
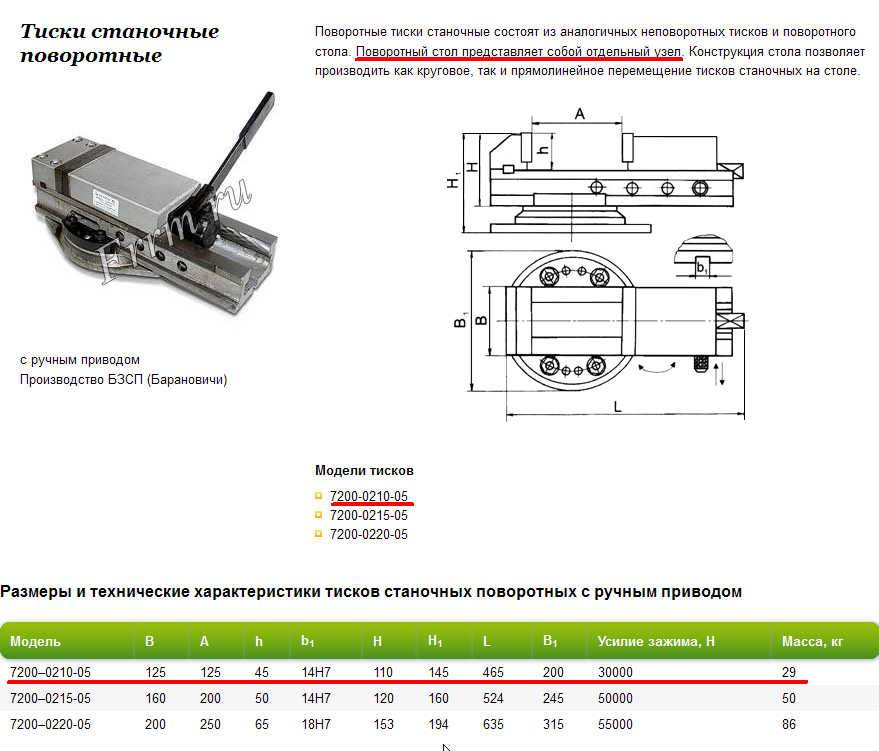
Поворотные
Устройства данного типа появились на рынке в тот момент, когда потребовалось сделать эффективные и надежные зажимные приспособления для обработки заготовок в условиях серийного производства. Благодаря наличию специальной поворотной платформы губки с зафиксированной в них деталью могут вращаться на 360 градусов. Выполнив сверление в одном месте, такую платформу можно легко повернуть на требуемый угол, не разжимая деталь, и просверлить отверстие в другом месте.
 Это приспособления, которые позволяют выполнить на заготовке несколько отверстий, не снимая элемент с устройства, при этом деталь можно поворачивать под разными углами.
Это приспособления, которые позволяют выполнить на заготовке несколько отверстий, не снимая элемент с устройства, при этом деталь можно поворачивать под разными углами.
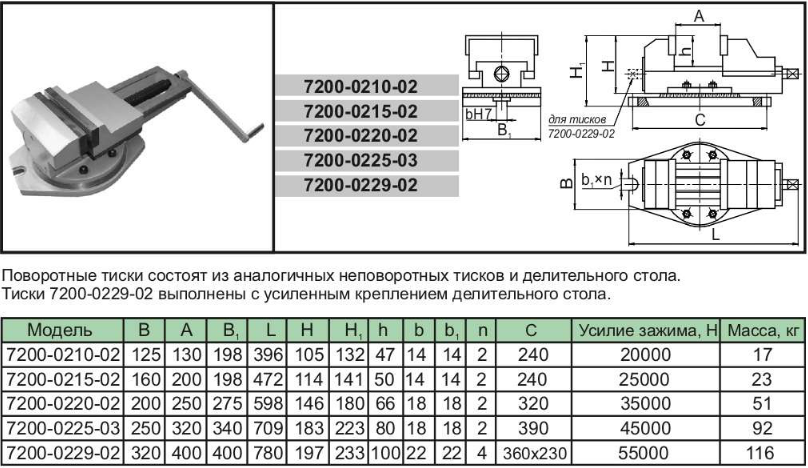
При подборе поворотных тисков для сверлильного станка учитывают габаритные и посадочные размеры Более продвинутые модели поворотных тисков за счет наличия на их основании крестовых направляющих позволяют не только поворачивать зажимные губки на требуемый угол, но и перемещать их в горизонтальной плоскости по двум осям.
Сделать подобное устройство своими руками значительно сложнее, чем неповоротные тиски, но при желании можно. Такое приспособление для сверлильного станка позволяет значительно повысить производительность технологических операций, что особенно актуально для серийного производства. Существует еще одна разновидность поворотных тисков для сверлильного станка.
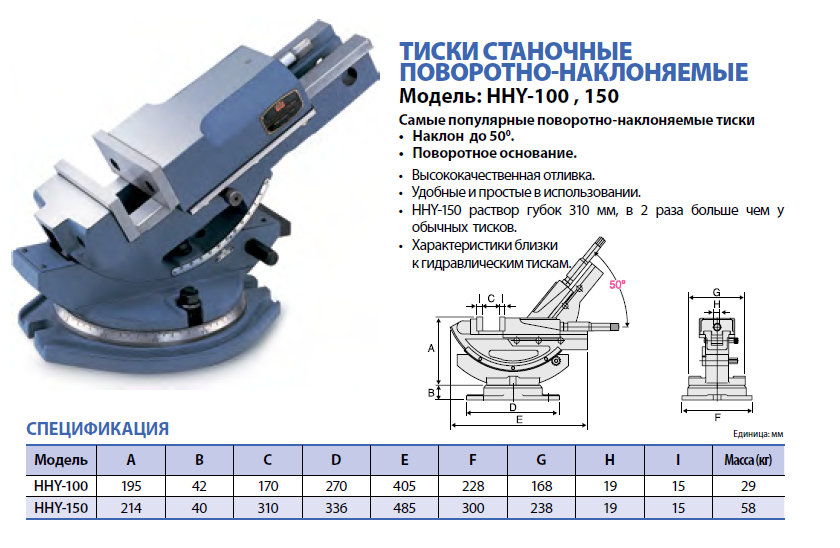
Их основание-платформа с достаточно сложной конструкцией позволяет поворачивать губки с зажатой в них деталью в трех плоскостях. Такие высокотехнологичные тиски, следить за манипуляциями, с которыми очень интересно даже по видео, называются глобусными.
Глобусные поворотные тиски благодаря своим функциональным возможностям позволяют выполнять наклонные отверстия в деталях. Для решения этой задачи не нужно кропотливо выбирать правильное положение детали в губках, на что всегда уходит достаточно много времени.
Чтобы сделать наклонное отверстие, используя глобусные тиски, достаточно просто зафиксировать в них заготовку, а затем при помощи специального лимба повернуть подвижную платформу устройства на требуемый угол. Описанные типы тисков отличаются различной степенью универсальности.
Мнение эксперта
Левин Дмитрий Константинович
Для работ на сверлильном станке в условиях домашней мастерской лучше всего выбрать простейшие неповоротные тиски. Как было сказано выше, их несложно сделать и своими руками. Однако перед тем как приступить к их изготовлению, следует запастись чертежами и посмотреть соответствующее видео в интернете.
Универсальные
Такие устройства применяются для выполнения любых операций. Универсальные тиски, в свою очередь, бывают продольно-вращательными и поворачивающимися в 3D плоскости. Первые приспособления позволяют поворачивать заготовку в двух осях. Вторые устройства дают возможность выполнить работу любой сложности. Недостаток универсальных тисков для сверлильного станка – высокая стоимость.
ГОСТ
Для слесарных тисков с ручным приводом введен ГОСТ 4045-75, который распространяется на модели с шириной губок от 63 до 200 мм.
Согласно техническим условиям, инструмент бывает следующих разновидностей:
- Общего назначения.
- С поворотной губкой.
- С дополнительными губками.
Описанные типы тисков могут быть поворотными и неповоротными, иметь или не иметь ускоренный холостой ход.

Для станочных тисков с ручным или механизированным приводом введен ГОСТ 16518-96.
Согласно этому стандарту, тиски делятся на несколько типов:
- С ручным приводом.
- С пневматическим приводом.
- С гидравлическим приводом.
Все они бывают поворотные или неповоротные.
В свою очередь первый вариант может иметь усиленное крепление и двухсторонний зажим, а модели с пневмо- и гидроприводом в дополнение оборудуются только усиленным креплением.
Станочных тисков для выполнения точных работ по ГОСТу 20746-84 всего 4.
Их цифровые обозначения выглядят, как 7200–0301, 7200-0302, 7200-0303 и 7200-0304 (по возрастанию всех размеров).
В дополнение указывается класс точности буквой:
- Н – нормальный.
- П – повышенный.
- В – высокий.
Применение специальных приспособлений для обработки деталей
При обработке деталей требуется выполнение различных видов работ с использованием станков различного типа, на которых устанавливаются станочные крепежные устройства:
- обрабатывающих центрах (токарные, фрезерные работы);
- фрезерных станках (фрезерные работы);
- плоскошлифовальных станках;
- сверлильных станках;
- электроэрозионных станках;
- станках с ЧПУ (фрезерные, токарные работы).
По степени регулировочного прижимного усилия при фиксации обрабатываемой детали крепежные устройства можно классифицировать:
- использующие механизм гидравлического усилителя;
- использующие пневматический привод;
- использующие винтовую передачу.
Фиксирующие устройства станочные (пневматические) оснащенные гидроприводом используются при проведении работ, когда требуется крепеж заготовки с приложением большого усилия. В некоторых типах устройств используемый гидроцилиндр позволяет компенсировать частично вибрацию, возникающую при проведении операции резки.
Применение различных приводов позволяет добиваться высокой точности обработки деталей и автоматизации процесса изготовления изделий. Использование станочных тисков позволяет:
- создавать повышенную степень фиксации заготовки во время обработки;
- обеспечить высокую надежность обработки деталей;
- осуществлять длительную эксплуатацию оборудования с сохранением качественных показателей.
Применение различных типов станочных тисков позволяет выполнять широкий круг различных операций связанных с обработкой деталей.
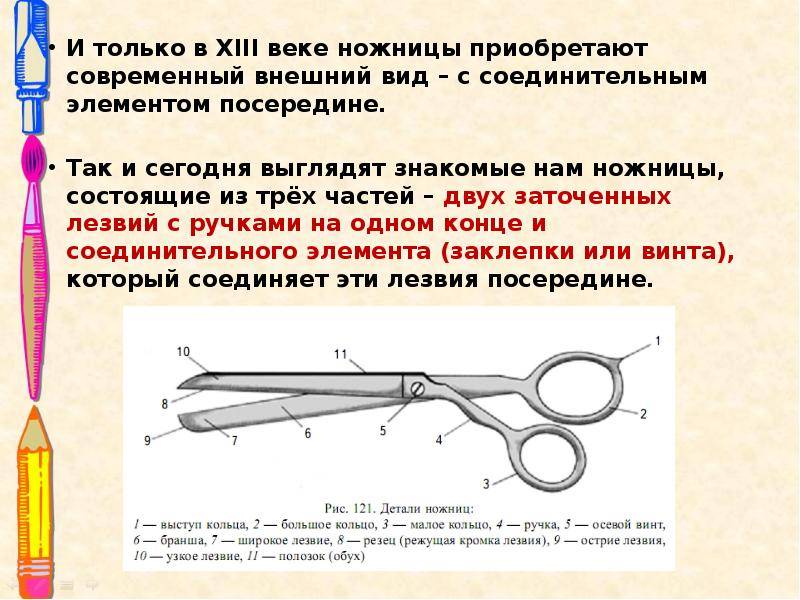
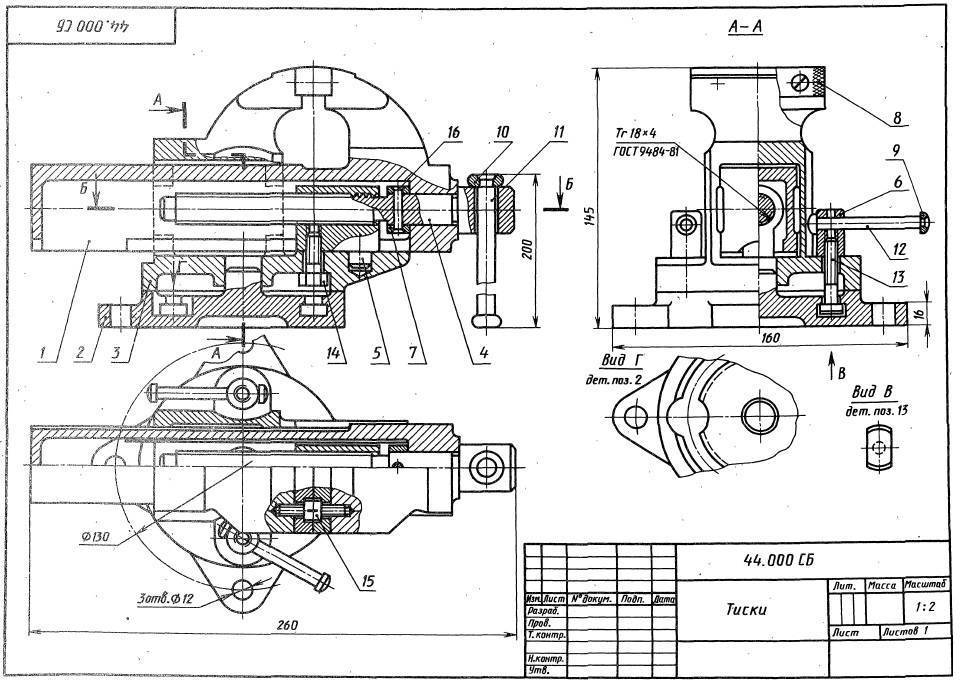
Устройство тисков

Упрощенно конструкция тисков состоит из двух губок и фиксирующего механизма с ручкой, предназначенных для плотного зажатия деталей во время обработки.
Одна губка неподвижна, поскольку прикреплена к статичному корпусу или станине тисков, а другая поддерживает перемещение путем скольжения.
Фиксирующий механизм состоит из следующих элементов:
- Ходовой винт – соединен с губками, проходит через конструкцию тисков. Чаще всего имеет трапециевидную резьбу и выполнен из стали. Движение винта управляется ручкой, которая расположена на внешнем конце.
- Опорная плита или станина чаще всего изготавливается из чугуна. Встречаются прочные стальные и облегченные дюралюминиевые вариации.
- Губки – чаще сменные с винтовым креплением. Подвижная губа обычно чугунная. Мягкие вариации подразумевают изготовление этой детали из пластика или цветных металлов.
Крепеж инструмента к поверхности происходит с помощью винтов или струбцины. Реже встречаются модели с магнитной фиксацией. Конструкции с плоским основанием или повышенным весом доступны и без крепежных элементов.
При вращении винта по часовой стрелке подвижная губка сдвигается к станине, благодаря чему происходит фиксация детали. При вращении против часовой стрелки рукоятка перемещает скользящую губку в сторону от неподвижного зажима и открывает зазор между ними.
Жесткая фиксация помогает при распиловке, сверлении или иной механической обработке зажатых деталей.
Разновидности используемых для чугуна электродов
С чугунными заготовками работают специальными электродами с маркировкой СВ-08 А и СВ-08 или используют для этого материала универсальные расходники:
- ЦЧ-4 — применяются для работы при любой температуре и позволяют создавать ровное и прочное соединение.
- ЭМЧС — основа сделана из низкоуглеродистой стали, на нее нанесена трехслойная обмазка. В процессе горения электрода вокруг него создается газозащитный слой, предохраняющий шов от окисления и образования в нем включений воздуха.
- Ficast NiFe K — такие стержни выполнены из железоникелевого сплава, предназначены для сварки чугуна и стали.
- МНЧ-1 — сделаны из сплава меди, никеля и монель-металла, что увеличивает их стоимость. Применение этих расходных материалов позволяет получать качественный шов, который потом легко обрабатывать.
Рекомендуем к прочтению Как работать с чугуном с помощью холодной сварки
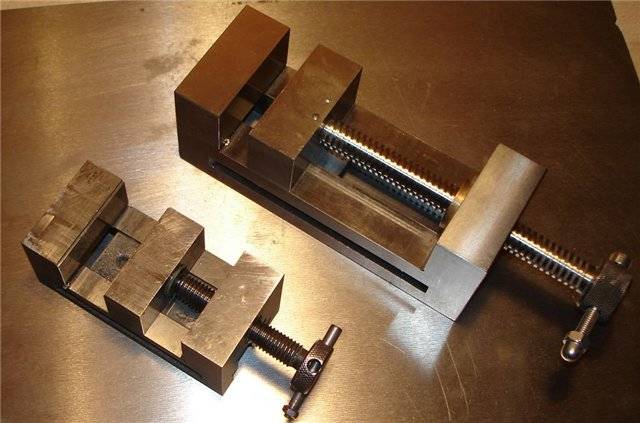
Как сделать самостоятельно
Качественные электроды для работы с чугуном можно приобрести не в каждом строительном магазине, стоимость их достаточно высокая. Многие опытные сварщики и домашние мастера делают расходники для сварки чугуна самостоятельно.
 Электрод можно сделать самостоятельно.
Электрод можно сделать самостоятельно.
Для этого понадобятся стержни общего назначения (АНО-4 или УОНИ), медная проволока толщиной 1,5-2 мм.
Можно использовать и другой вариант, для его реализации понадобятся:
- жидкое стекло;
- медные прутья диаметром до 5 мм;
- измельченная обмазка, снятая со стержней общего назначения;
- металлический порошок.
В этом случае процесс изготовления состоит из таких этапов:
- Нарезка медных прутьев на отрезки необходимой длины. Зачистка их поверхности наждачной бумагой и обезжиривание.
- Подготовка покрывающего состава. Для этого тщательно толкут обмазку, снятую со стержня, и в равной пропорции смешивают ее с металлическим порошком. Затем в подготовленную смесь вводят 30% жидкого стекла, снова все хорошо перемешивают.
- Создание электрода. Готовые прутья несколько раз опускают в подготовленный состав, пока на них не образуется покрытие толщиной 1,5-2 мм.
- Сушка стержней. Их размещают вертикально и оставляют на открытом воздухе.
- Прокаливание. Для этого самодельные изделия помещают в духовку, температура которой в пределах +200-250°С.
Качество самостоятельно сделанных электродов будет немного ниже, чем тех, что приобретены в магазине, но с их помощью также можно надежно соединять или восстанавливать чугунные детали, при этом режим работы выбирают такой же, как и при использовании фирменных расходников.
Какие существуют виды механизмов?
Чтобы понять устройство слесарных тисков, необходимо выяснить, какие существуют разновидности оборудования. Специалисты в этой области выделяют следующие типы:
- Ручные слесарные тиски представляют собой миниатюрный инструмент. Его часто используют в домашнем хозяйстве, когда человеку нужно выполнить простое действие. Например, сделать заготовку, если он часто меняет угол при сверлении.
- Настольные стуловые тиски отличаются от других видов своим строением и креплением. Данный инструмент необходимо установить на краю верстака. Они отличаются от других моделей своим механизмом по раздвижению губок. Движущаяся пластина имеет необычную траекторию. Она не двигается по прямой, а постепенно отделяется по дуге. При таком строении инструмента у человека появляется возможность попробовать поработать со сложными фигурами. В таком случае получится не очень сильная фиксация элемента. По общепринятым нормам раскрытие может быть от 125 до 250 миллиметров.
- Параллельные слесарные тиски относятся к разряду станочных. Рассмотрим информацию об устройстве слесарных тисков. Их разделяют на неповоротные и поворотные. Бывают модели со свободным ходом. Если тиски проходят модернизацию, на них ставится специальная отметка – ТСМ. Данный вид имеет преимущества перед другими моделями. Они могут быть установлены как на поверхности верстака, так и на полу. Крепления этого типа легко монтируются на поверхности, имеют простой механизм.
Виды
Различают несколько видов слесарных тисков.
Параллельные
Данный вид относится к станочным тискам. Это самый популярный и востребованный вид тисков, поскольку позволяет обрабатывать деревянные, металлические, пластмассовые изделия, а также заготовки из других материалов и длинные детали. Тиски могут быть с ручным приводом, который вызывает движение ходового винта.







Существуют также усовершенствованные модели с модернизированной конструкцией, что позволяет их устанавливать не только на верстак, но и на пол. У данных моделей крепежный механизм обладает простым устройством, и их монтаж осуществляется легко и быстро.

Параллельные модели, в свою очередь, подразделяются еще на несколько типов.
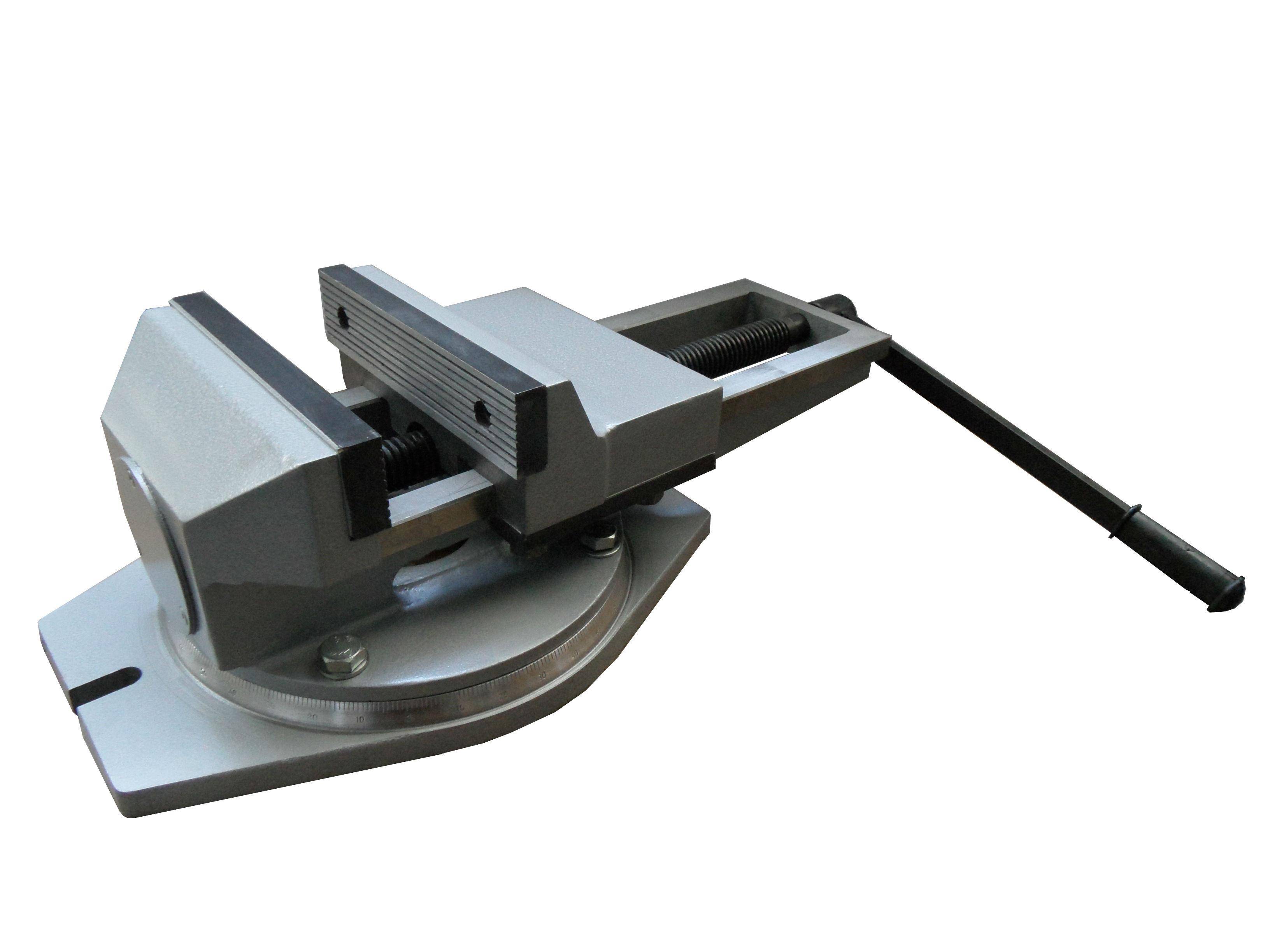
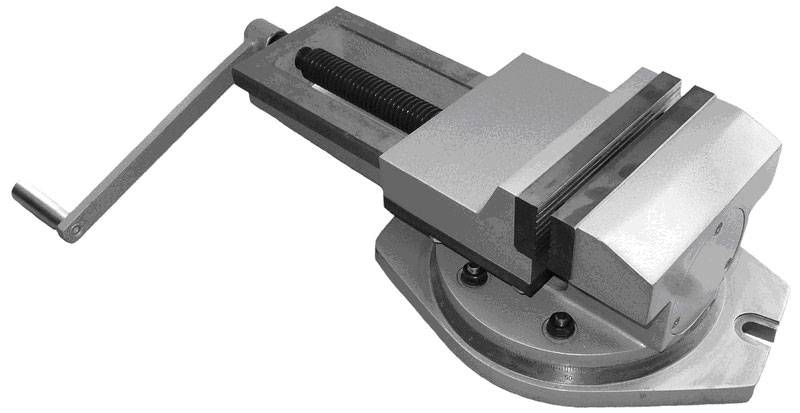
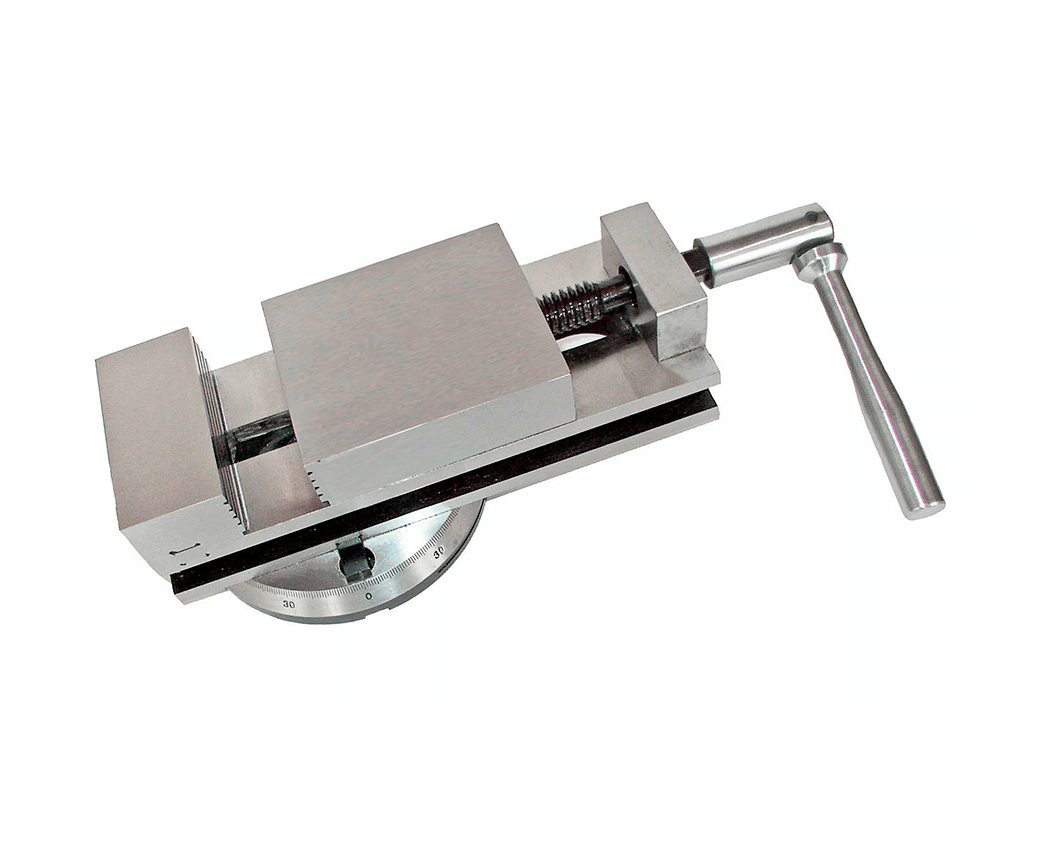
Поворотные тиски
Они имеют такую конструкцию, которая обеспечивает вращение прибора. Основание корпуса надежно и жестко фиксируется к рабочему столу. Неповоротная губка оснащена поворотной частью и соединяется с основанием посредством направляющего винта, имеющего рукоятку, что позволяет поворачивать тиски вокруг оси (вертикальной или горизонтальной) на угол 60-360 градусов. Таким образом, тиски можно повернуть в каждый угол рабочего стола.

Неповоротные или стационарные
Данный вид имеет неповоротное основание, которое фиксируется на верстаке болтами. Такие тиски можно использовать только в одном положении. Для изменения положения обрабатываемого изделия следует сначала разжать губки, изменить вручную положение заготовки, а затем вновь ее зафиксировать.

Их используют для обработки мелких заготовок, когда деталь невозможно держать рукой, или для выполнения работ и одновременным удержанием тисков одной рукой. При необходимости обработки изделия 2 руками, ручные тиски дополнительно фиксируются параллельными моделями.

Стуловые модели
Такие тиски применяют для выполнения трудоемкой работы с применением ударной силы (например, клепки). Они устанавливаются на краю рабочего стола, а свое название получили благодаря фиксирующему элементу, похожему на стул.
Их конструктивной особенностью является двойная фиксация неподвижной губки. К горизонтальной поверхности губка фиксируется посредством лапки (специальной платины). Ее нижняя часть крепится к ножке верстака. Такой метод крепления отличается высокой устойчивостью к мощным ударам сбоку.
Другой особенностью является иное направление перемещения подвижной губки: оно происходит по дуге, а не по прямой траектории. Конструкция дает возможность работать с изделиями сложной конфигурации.

Трубные тиски
Детали круглой формы невозможно обработать в обычных слесарных тисках. Для этого существуют трубные модели. Данные тиски имеют губки с вогнутой формой, что позволяет надежно фиксировать трубки или круглые заготовки.
В зависимости от типа крепления, кроме стационарных, существуют еще переносные модели, фиксирующиеся к поверхности присосками или при помощи струбцин. Преимущества этих видов фиксации заключается в возможности использования без постоянного рабочего места.

Существуют также и быстрозажимные виды инструмента. Их особенностью является наличие быстрозажимного механизма, который сокращает длительность установки и обеспечивает удобство во время работы. Чтобы установить губки в нужное положение или, наоборот, их разомкнуть, не требуется вручную вращать зажимное устройство, а следует только нажать на спусковой курок.
Профессиональные модели слесарных тисков могут отличаться более крупными габаритами, наличием наковальни большого размера, упорного подшипника на винте, который упрощает зажим детали, регулировочных винтов для устранения зазора.

Предисловие
1 РАЗРАБОТАН Техническим комитетом по стандартизации ТК 224 «Технологическая оснастка»
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол № 9 от 12 апреля 1996 г.)
За принятие проголосовали:
| Наименование государства | Наименование национального органа по стандартизации |
| Азербайджанская Республика | Азгосстандарт |
| Республика Армения | Армгосстандарт |
| Республика Белоруссия | Белстандарт |
| Республика Казахстан | Госстандарт Республики Казахстан |
| Республика Молдова | Молдовастандарт |
| Российская Федерация | Госстандарт России |
| Республика Таджикистан | Таджикский государственный центр по стандартизации, метрологии и сертификации |
| Туркменистан | Туркменглавгосинспекция |
| Республика Узбекистан | Узгосстандарт |
| Украина | Госстандарт Украины |
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 7 августа 1996 г. № 503 межгосударственный стандарт ГОСТ 16518—96 введен в действие в качестве государственного стандарта Российской Федерации с 1 января 1997 г.
4 ВЗАМЕН ГОСТ 14904-80 и ГОСТ 16518-87
5 ИЗДАНИЕ (август 2009 г.) с Поправкой (НУС 9-99)
ИПК Издательство стандартов, 1997 СТАНДАРТИНФОРМ, 2009
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
Специальные фрезерные тиски
При использовании нескольких тисков, двойных тисков, перемещением губок и даже использованием губок, охватывающих несколько тисков, возможно довольно много. Фактически, вы даже можете использовать тиски для крепления других крепежных устройств. Очень распространенный трюк — установить маленькие в тиски машиниста, чтобы развернуть губки в другом направлении:
Маленькие тиски в больших
Вы также можете создать небольшие приспособления для пластин, которые предназначены для размещения в тисках, создавая то, что часто называют «поддон для тисков», поскольку отдельные приспособления для пластин можно вытаскивать из тисков так же, как поддоны.
Тиски Поддоны — это просто небольшие приспособления для пластин, предназначенные для удержания в губках фрезерных тисков
В общем, такие решения, как тиски для поддонов, созданы для того, чтобы тиски можно было оставлять на станке в цехах, где гибкость и простота зажима тисков идеальны для большинства их работ.
Тормах сделал в своем блоге отличное предложение, которое заключалось в использовании тисков Sine (Toolmaker) в качестве поддона для тисков .
Классификация и виды механизмов
Все выпускаемые устройства делятся на несколько категорий:
- ручные;
- слесарные;
- станочные;
- пневматические.
Машинные станочные тиски дополнительно подразделяются на токарные, фрезерные и сверлильные, в зависимости от того, для какого типа станка они разработаны. К станине устройства крепятся посредством шпонок, винта и широкого спектра дополнительных элементов: магнитов, рычагов, эксцентриков. Также они могут иметь съемные губки разных размеров и форм для крепления различных заготовок.
Чаще в промышленности применяются стальные, а не чугунные поворотные станочные тиски с механизированным (гидравлическим или пневматическим) приводом, ускоряющим процесс крепления детали и повышающим надежность фиксации.
Виды и назначение
Изделия делятся на несколько видов в зависимости от того, для какого типа операции они были разработаны:
- неповоротные;
- поворотные;
- прецизионные;
- универсальные;
- модульные.
Наиболее удобны поворотные устройства, позволяющие менять угол обработки детали непосредственно в процессе работы (без необходимости ее закрепления в новом положении). Это становится возможным за счет подвижной платформы, двигающейся за счет привода. Однако высокая подвижность отрицательно сказывается на прочности фиксации, поэтому она должна компенсироваться другими параметрами (например, снижением количества оборотов).

Если требуется повышенная точность, используются прецизионные станочные тиски, которые также могут быть:
- поворотными (заготовка крепится перпендикулярно инструменту);
- двухосевыми (поддерживается два варианта крепления);
- синусными (фиксация под произвольным углом).
Они оснащаются губками повышенной прочности с дополнительной шлифовкой, улучшающей сцепление между изделием и заготовкой, и используются при проведении фрезерных работ.
Выбор подходящего оборудования
Правильный выбор поворотных станочных тисков позволяет добиться следующих преимуществ:
повысить прочность крепления, что особенно важно при работе с крупными металлическими заготовками; снизить расходы на обслуживание производственной линии: качественное устройство нечувствительно к механическим повреждениям, коррозии, хорошо сопротивляется износу; повысить точность работ без изменения технологического цикла; добиться жесткой фиксации без люфта, что уменьшает риски брака. При подборе поворотных станочных тисков (например, глобусных) в первую очередь учитываются их размеры: 80, 100, 125, 160, 200, 250, 320 мм
При этом следует помнить, что цифры могут означать разные параметры: например, маркировка «100 мм» говорит о ширине губок, а отметка «200 мм» может показывать их максимальный раствор
При подборе поворотных станочных тисков (например, глобусных) в первую очередь учитываются их размеры: 80, 100, 125, 160, 200, 250, 320 мм. При этом следует помнить, что цифры могут означать разные параметры: например, маркировка «100 мм» говорит о ширине губок, а отметка «200 мм» может показывать их максимальный раствор.








Также необходимо опираться на тип оборудования (фрезерное, шлифовальное или другое), для которого приобретаются тиски, и учитывать особенности заготовок (размер, форма, масса, материал). Это определит предпочтительный материал корпуса и губок (сталь или чугун), подходящие модели, требуемый класс точности.
Если станочные тиски приобретаются впервые, то лучше предварительно получить профессиональную консультацию у производителя – это позволит избежать ошибок при покупке.
Принципы выбора
При выборе аппаратов для крепления заготовок учитывают следующие параметры:
- выполнение определенных функций тисками;
- исполнение механизма крепления;
- материал, из которого изготовили губки, а также их размеры для конкретных деталей;
- номинальное давление на деталь при закреплении;
- максимальный ход винта при полном выдвижении;
- масса тисков, подбирается в соответствии с размерами рабочего стола станка;
- разновидность приводного механизма.
Преимущества и недостатки
К преимуществам относят:
- высокое усилие позволяет удерживать крупные заготовки при обработке;
- корпус, изготовленный из качественной стали, выдерживает максимальные нагрузки;
- станина защищена от воздействия коррозии;
- при помощи фрезерных тисков выполняют работы высокой точности;
- обработка мягкого материала, без его повреждения.
К недостаткам относят:
- применение подкладок под губки для предотвращения замятия детали;
- вертикальный перекос губок;
- применение сложного привода для перемещения.
Производители и стоимость
Фрезерные поворотные тиски изготавливают в качестве дополнительного приспособления для станков. Производятся отечественными и зарубежными компаниями. Диапазон цен начинается от 2000 рублей, и достигают значений 30000 рублей.
Производство станочных тисков
Производители выпускают множество видом станочных тисков, которые отличаются своими функциями и предназначением.
Самыми популярным на сегодняшний день являются:
- Sturm. Производитель Россия. Поставляет тиски и станины по бюджетным ценам. Все станки имеют сертификаты и гарантию
- FIT- канадский изготовитель бюджетных моделей пневматических, электрических и ручных инструментов. Предприятие поставляет инструмент настольного и станочного типов.
- Zubr – российская компания. Изготовляет электроинструменты бюджетного класса. Компания предлагает разнообразный выбор станков.
- Irwin – американский бренд, который ориентируется на производство ручного инструмента. Компания предлагает инструмент из чугуна мелкозернистого типа с наковальнями, оказывает гарантийное обслуживание.
- Dexx – украинский бренд, занимающийся производством ручных инструментов и оснастки. Имеются тиски с поворотной функцией, гарантию на продукцию от 1 года.
- Wolfcraft – Германия. Специализируется на инструментах, предполагающих использование в домашних условиях. В качестве материала выступает алюминий. Основный вид – машинный, универсальный.
Какие тиски лучше

Определение лучших тисков по типу не может быть корректным, так как их функциональность различна. В этом случае применяется оценка рабочих элементов конструкции.
- Размеры губок. Широкие губки предохраняют от соскальзывания заготовок при работе. Эффективная площадь поверхности увеличивается с помощью накладок, но предпочтительнее тиски, которые изначально идут с широкими губками.
- Ход подвижной губки. Тиски редко раскрываются при работе на всю ширину, но глубокий ход обеспечивает универсальность зажима. Если инструмент выбирается не для разовой работы, предпочтительны модели с максимальной длиной хода.
При выборе помните, что ход определяется не только высотой заготовки – также нужен запас на ввод детали.
Рукоятка. Должна быть удобной, так как именно с этой деталью будет происходить основное взаимодействие. Металлические рукоятки большого диаметра удобнее, чем аналоги стержневого типа.
Регулировка давления при зажиме детали не должна быть тугой. Этот параметр зависит от длины рабочей части ручки – расстояния от центра винта до наконечника.
Как пользоваться тисками

Корректная эксплуатация тисков заключается в своевременном уходе за инструментом и соблюдении ряда мер предосторожности
Уход

Чтобы сохранить тиски в рабочем состоянии, содержите резьбовые и подвижные детали в чистоте, для этого достаточно протирать их тканью с растворителем после каждого использования.
Смазка – детали и узлы обрабатываются маслом для двигателя для поддержания плавного открывания подвижных губок. Процедура способствует и защите от коррозии:
- полностью раздвиньте губки и нанесите слой смазки;
- сомкните и разомкните детали несколько раз, чтобы равномерно распределить покрытие.
Ржавчина – очищение механическим путем малоэффективно, чаще дополнительно используются специальные антикоррозионные составы.
- нанесите вещество на ржавчину и оставьте на ночь;
- зачистите поверхность инструмента щеткой по металлу, пока ржавчина не сойдет;
- смойте вещество водой и полностью просушите тиски.
Меры предосторожности

Тиски рассчитаны на определенные нагрузки. Несоблюдение условий инструкции грозит инструменту преждевременным выходом из строя.
- Слесарные модели чувствительны к перепаду объемов деталей – он ослабляет фиксацию губ. Этот тип оборудования не подходит для обработки нагретых стальных деталей.
- Недопустимо удлинение рукоятки тисков, особенно в зажимных моделях, так как оно увеличивает нагрузку на конструкцию.
- Модели со станиной закрепляются только на ровных поверхностях в целях безопасности и предупреждения излома заготовок.
В параллельных моделях важно не допускать перегиба зажатых деталей во избежание порчи механизма
Инструментальные тиски
Инструментальные стальные крепежные устройства – особый тип тисков, применяемый для фиксации на магнитном столе при проведении операций по шлифованию деталей. Они выполнены из деталей, изготовленных с высокой точностью, имеют высокую параллельность всех плоскостей. Деталь один раз крепится в тисках, а для смены обрабатываемой части детали, переворачивается только крепежное устройство. Тиски изготовляются различных размеров и используются в зависимости от объема обрабатываемой детали. Изменение положения губок производится с помощью специального болта без применения механизма регулирования.

Высокоточные инструментальные тиски
Как работать с тисками
Используя тиски в работе, не следует увеличивать или наращивать иным способом рукоятку. Также не следует зажимать горячие изделия из стали. Загибание деталей может привести к порче самого зажимного приспособления.

Если вы ставите перед собой вопрос, как пользоваться тисками правильно, то не следует забывать и о необходимости регулярного ухода за инструментом.

После каждого применения тиски нужно протирать растворителем, нанесенным на мягкую ткань. Все узлы надо регулярно смазывать машинным маслом для их сохранности и недопущения коррозии.

Среди популярных и надежных производителей выделяются Dexx, IRWIN, KRAFTOOL, Sturm, Wolfcraft, Zubr. Выбрав подходящую модель, не забывайте интересоваться гарантийными обязательствами и условиями сервисного обслуживания.


Конструкция и принцип действия зажимных приспособлений
Поскольку станочные тиски необходимы для надежной фиксации детали в процессе обработки, они состоят из прочных стальных элементов. В зависимости от типа и назначения станочных тисков их конструкция может серьезно варьироваться.
В среднюю ценовую категорию входят поворотные модели, функциональность которых позволяет выполнять операции сверления более эффективно. Достоинства тисков первого и второго типа объединяются в универсальных приспособлениях для сверлильного станка, что, естественно, делает стоимость таких устройств достаточно высокой.
Даже тиски одного типа, но произведенные разными компаниями, могут иметь определенные конструктивные отличия. Это объясняется тем, что каждый из производителей старается наделить свою продукцию дополнительными опциями, сделать ее более надежной и удобной в работе.







Профессиональные станочные тиски могут комплектоваться различными зажимными планками
Какими бы функциональными возможностями ни обладали станочные тиски, основу их конструкции составляют обязательные элементы, к которым относятся:
- планки, выполняющие роль основания тисков;
- две губки, обеспечивающие зажим обрабатываемой заготовки;
- винт с ручкой, за счет которого обеспечивается перемещение подвижной зажимной губки;
- пластины, служащие рабочими элементами зажимных губок;
- ряд дополнительных деталей.

Устройство простейших станочных тисков
Планка, выполняющая роль основания, является несущим элементом, на котором фиксируются все остальные детали тисков. Именно на планке, которая изготавливается из жесткого и износостойкого металла, просверливается отверстие под винт, монтируются подвижная и неподвижная губки. Для обеспечения точности перемещения на нижней части подвижной губки имеется прямоугольный хвостовик, который вставляется в вырез, выполненный на неподвижной губке.

Хвостовик, отвечающий за параллельный ход губок
Винт, отвечающий за перемещение подвижной губки, находится с ней в соединении, что обеспечивается специальным стопорным кольцом. Вращаясь в резьбовом отверстии планки-основания, винт перемещает подвижную губку, обеспечивая тем самым зажим обрабатываемой на сверлильном станке заготовки. Чтобы понять, как работают тиски, можно посмотреть соответствующее видео.
И серийные модели, и самодельные тиски для сверлильного станка могут быть выполнены по различным схемам воздействия винта на подвижную губку. В простейших моделях тисков, которые несложно изготовить своими руками, винт напрямую соединен с подвижной губкой, которую он либо тянет (разжимает губки), либо толкает (сжимает губки), что зависит от направления его вращения. В более сложных моделях, к числу которых могут относиться как неповоротные, так и поворотные тиски, вращение винту передается за счет шестеренных передач, что облегчает работу оператора сверлильного станка. Благодаря шестеренным передачам требуется совсем небольшое усилие, чтобы сжать или разжать губки тисков.
Следует иметь в виду, что наличие шестеренного механизма совсем не является критерием, на котором следует акцентировать внимание при выборе зажимных приспособлений для сверлильного станка. Многие известные производители, продукция которых пользуется успехом у специалистов во всем мире, выпускают устройства, принцип действия которых реализован по стандартной схеме, что не делает их менее эффективными или неудобными в использовании

Тиски с гидравлическим усилением обеспечивают стабильное сжатие, независимое от ударов и вибраций
Важными конструктивными элементами тисков любого типа, испытывающими значительные нагрузки в процессе работы и обеспечивающими надежность фиксации обрабатываемой заготовки, являются прижимные пластины, или планки. Такие элементы, изготавливаемые из прочного металла, крепятся к рабочим поверхностям зажимных губок при помощи винтовых соединений.
В стандартном исполнении прижимные планки имеют плоскую рабочую поверхность, на которую нанесена крестовая насечка. Используются и более специализированные типы планок, которые необходимы для обработки заготовок определенной формы. Рабочие поверхности таких планок могут быть выполнены в различной форме (угловая, вогнутая и др.). В некоторых современных моделях тисков прижимные планки могут быть подпружиненными. Такая конструкция позволяет несколько повысить удобство фиксации деталей в зажимном приспособлении сверлильного станка.

Тиски с призматическими губками