Концы шпинделей фланцевые под поворотную шайбу ГОСТ 12593
ГОСТ 12593-93 (DIN 55027, ИСО 702-3-75). (Взамен ГОСТ 2570-58). Станки металлорежущие. Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств.
Настоящий стандарт распространяется на фланцевые концы шпинделей с коротким конусом 1:4 (7°7′30″) и поворотной шайбой для токарных станков и на фланцы зажимных устройств, устанавливаемых на концы шпинделей. ГОСТ 12593-93 представляет собой полный аутентичный текст ИСО 702-3-75 «Станки. Концы шпинделей и планшайбы. Размеры для взаимозаменяемости. Часть III. Байонетный тип».
Фланцевые концы шпинделей типа Б имеют сквозные крепежные отверстия по окружности фланца и байонетную поворотную шайбу которые служат для для крепления патрона без свинчивания крепежных гаек, что позволяет быстро закреплять и снимать патроны. Для концов шпинделей такого типа (Б) должны использаваться зажимные быстросменные патроны 3 типа по ГОСТ 2675-80 Тип 3.
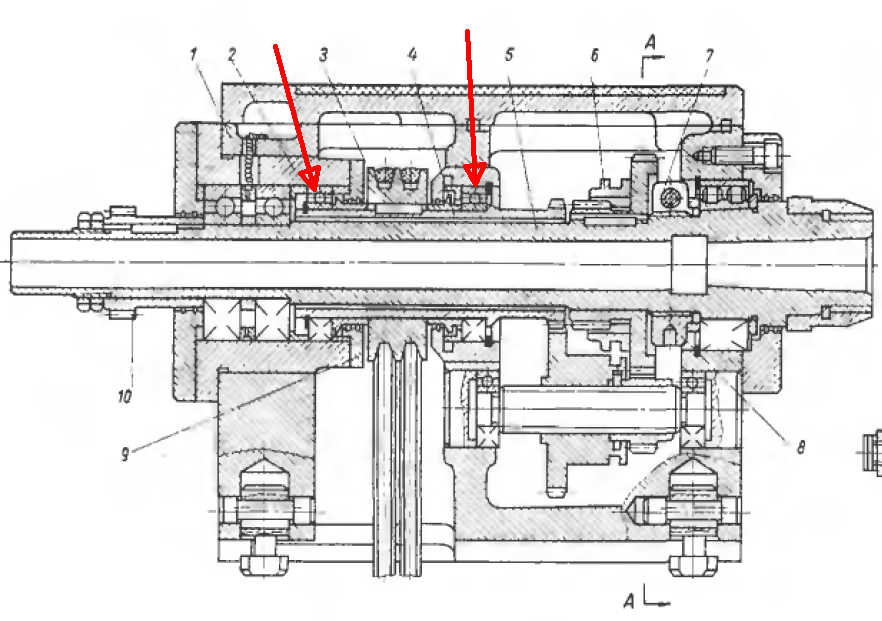
Крепление патрона на фланцевый конец шпинделя под поворотную шайбу
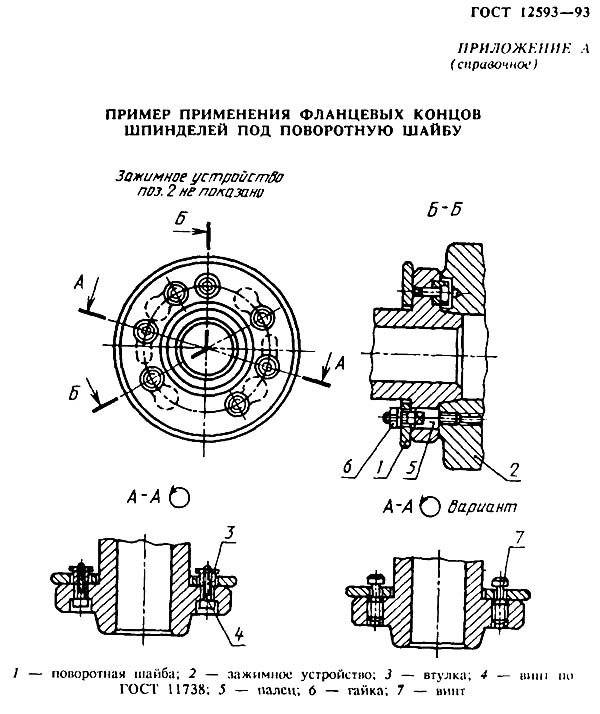
Пример применения фланцевых концов шпинделей под поворотную шайбу
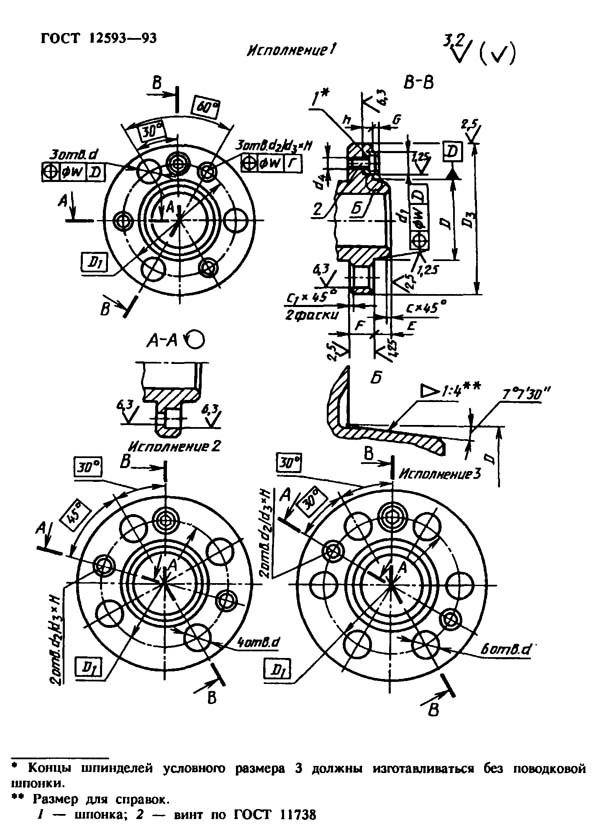
Исполнения фланцевых концов шпинделей под поворотную шайбу

Размеры фланцевых концов шпинделей под поворотную шайбу

Токарный патрон по ГОСТ 2675-80 Тип 3 для установки c поворотной шайбой
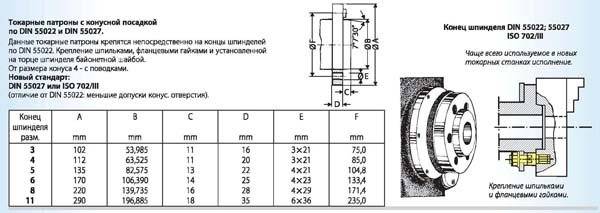
Фланцы для быстросменных патронов (тип Б) с посадкой на конус 1:4 (7°7′30″) под поворотную шайбу выполняются восьми условных размеров (3, 4, 5, 6, 8, 11, 15, 20) с номинальным наружным диаметром 102, 112, 135, 170, 220, 290, 400, 540 мм.
Фланцевые концы шпинделей с поворотной шайбой могут изготавливаться в трех исполнениях:
- Условный размер конца шпинделя 3 и 4;
- Условный размер конца шпинделя 5, 6, 8;
- Условный размер конца шпинделя 11, 15, 20.
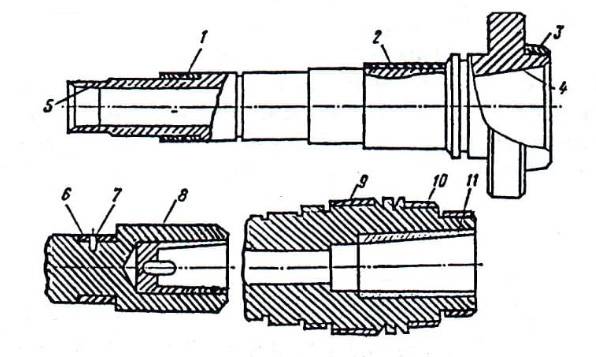
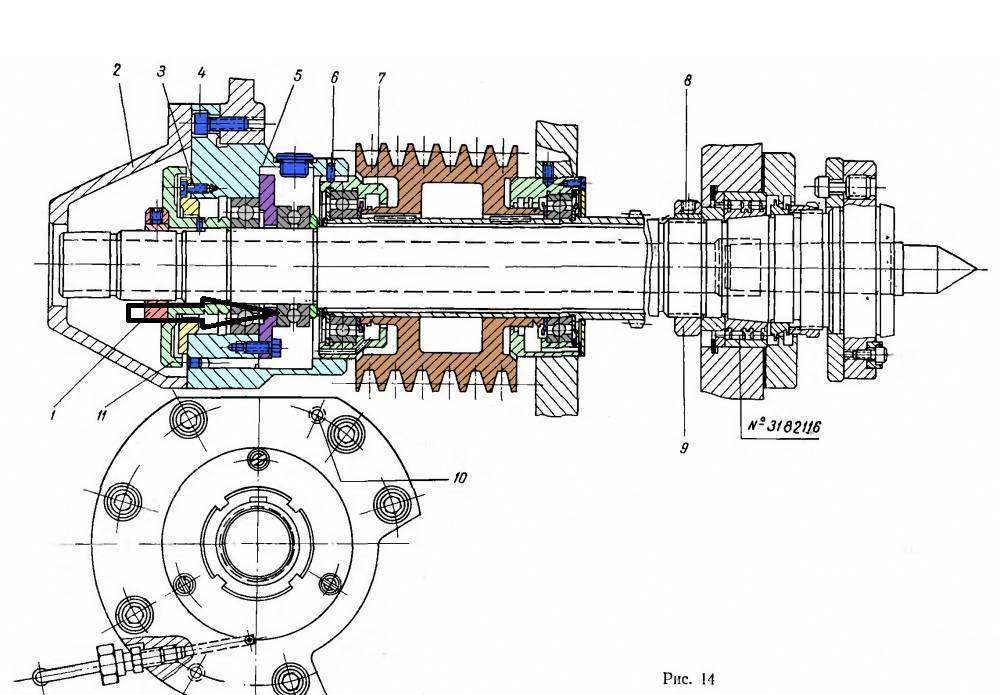
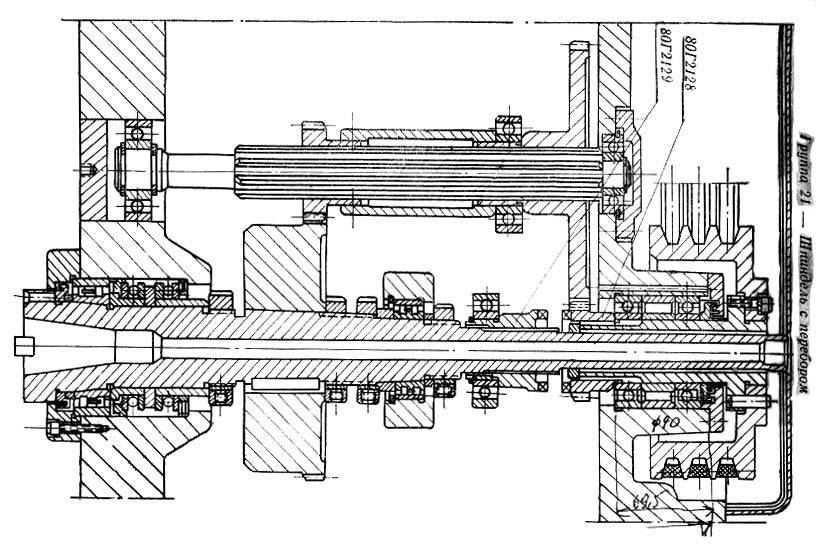
На рисунке показана установка быстросменного токарного патрона 2 на фланцевом шпинделе с помощью байонетной поворотной шайбы 1. Шпильки 5, имеющие в средней части цилиндрическое утолщение с лыской под ключ, завинчиваются в торец патрона и при установке пропускаются через отверстие фланца и поворотной шайбы 1. После этого шайбу поворачивают по часовой стрелке и гайками 6 зажимают патрон на конусе шпинделя.
Сама поворотная шайба крепится к фланцу шпинделя с помощью втулки 3 и винта 4 (вариант 1) или только винтом 7 (вариант 2), при этом она остается подвижной и может вращаться на шпинделе в пределах вытянутого крепежного отверстия.
Крепление на фланцевом шпинделе с поворотной шайбой отнимает немного времени, вместе с тем фланцевое соединение обеспечивает высокую точность центрирования (отсутствует зазор), полную надежность при больших оборотах шпинделя.
Что представляет собой шпиндель для токарного станка
Шпиндель для токарного станка представляет собой вал с отверстием посередине. В него, в отверстие, вставляют заготовки будущих деталей. Изготавливают его из высокопрочной стали, так как на него постоянно ложится большая нагрузка. Теперь немного поподробнее.
Чертеж и конструкция устройства
То, какой конструкции будет шпиндель, зависит от большого перечня факторов. К примеру, от того, какие работы нужно будет выполнить, или от скорости, с которой будет происходить работа. Также в этот перечень можно внести виды станка, так как для разных видов нужен разный шпиндель.
Требования к шпиндельному узлу
В прошлом основным упором для данного узла были подшипники, на которых вращается шпиндель. Отклонение на них достигало около одного микрометра. Сейчас же всё поменялось: теперь требования к современным шпинделям усилились, и они изготавливаются при помощи либо магнитных, либо воздушных опор.
Это позволяет добиться намного лучших результатов, чем при использовании подшипников: теперь отклонения от нормы составляют лишь около двух десятых микрометров, что позволяет работать даже с самыми сложными деталями, не боясь выпустить брак.
Однако, две десятые микрометров не придел. При помощи маховика, который разгоняет шпиндель, можно добиться снижения погрешности до трёх сотых микрометров, что намного меньше предыдущего результата. Правда, такие работы должны выполняться после того, как маховик будет отключен. То есть, работы выполняются за счёт инерции, при помощи которой шпиндель продолжает движение.
Вот список требований, которым должны соответствовать шпиндельные узлы:
- Точность. Это требование проверяется на основание того, для какого станка нужен шпиндель и применения.
- Скорость обработки. Шпиндельные узлы вращаются всегда с разной скоростью (это зависит от вида). Если говорить грубо: чем быстрее — тем лучше. От скорости зависит, на каком уровне будет качество выполненной детали.
- Жёсткость. Здесь всё не так, как со скоростью. То есть, чем ниже — тем лучше. Вычисляется он при помощи соотношения величины прогиба шпинделя и уровня радиального биения. Вычислив получившееся число у двух шпинделей, можно сказать: какой из них лучше.
- «Время жизни». Этот показатель означает, сколько шпиндель сможет прослужить при выполнении предназначенных работ. Он зависит от того, какой подшипник используется при эксплуатации. Естественно, чем он хуже — тем быстрее сломается шпиндельный узел.
- Устойчивость к вибрации. Естественно, при работе станок очень много вибрирует, что может привести к браку, если шпиндель не соответствует этому требованию. Если шпиндельный узел плохо переносит вибрацию, то уровень точности при работе будет заметно ниже.
- Максимальный уровень нагревания. Это — одно из важнейших требований. При работе шпиндельный узел, из-за силы трения, сильно нагревается, а потому иногда ему нужно, так сказать, «отдохнуть» от работы. При сильном нагреве он может начать видоизменятся и поломаться, а потому нужно выбирать самый устойчивый к высокой температуре.
- Максимально переносимый вес. Благодаря этому требованию можно определить — какого веса инструменты можно закреплять на шпиндельном узле. Также от этого показателя зависит размер используемого инструмента.
Учитывая все эти требования, которые предъявляют к шпинделю можно выбрать максимально хороший и подходящий для работ шпиндельный узел.
Назначение и принцип действия
Самым главным и, как следствие, основным назначением шпиндельного узла является закрепление на нём патрона, который в свою очередь предназначенных для зажима заготовки будущей детали.
Справка! Закрепление заготовки на шпинделе осуществляется благодаря специальному зажимному патрону, планшайбе или цанговому зажиму, которые крепятся на конце шпинделя.
Важные узлы токарно-винторезного станка и их особенности
Разберем несколько элементов станка, которые стоит отметить отдельно.
В шпиндель устанавливается специальный патрон (рис. 4), который имеет кулачки для закрепления заготовок. Процедура закрепления осуществляется автоматически или при помощи винта, установленного в патроне. Количество кулачков и их профиль могут быть самыми разнообразными.
Рисунок 4. Патрон токарного станка.
Рисунок 4. Патрон токарного станка.
Некоторые модификации коробок подач для токарно-винторезных станков комплектуются фрикционной муфтой (рис. 5). Она позволяет разорвать кинематическую цепь, если возникают критические перегрузки, что предохраняет детали коробки передач от разрушения. Также эта муфта дает возможность плавного переключения направления вращения шпинделя.
Рисунок 5. Фрикционная муфта токарно-винторезного станка.
Рисунок 5. Фрикционная муфта токарно-винторезного станка.
Пиноль и шпиндель имеют отверстия под установку так называемого конуса Морзе (рис. 6), который предназначен для быстрого закрепления различного осевого инструмента. Это приспособление имеет несколько стандартных типоразмеров.
Рисунок 6. Конус Морзе.
Рисунок 6. Конус Морзе.
На суппорте установлена каретка токарного станка (рис. 7), которая служит для закрепления режущего инструмента. Стандартная каретка вмещает 4 резца. Помимо перемещения на салазках в поперечном и продольном направлении, она может поворачиваться в горизонтальной перпендикулярной оси вращения заготовки плоскости. При этом каретка имеет не только фиксированные положения, но и может быть установлена под любым углом. Это позволяет обрабатывать конусные и другие нестандартные детали.
Рисунок 7. Каретка токарного станка.
Рисунок 7. Каретка токарного станка.
На рукоятках фартука имеются лимбы (рис. 8). Это специальные кольцевые поворотные шкалы, которые служат для осуществления точной подачи. Лимбы в обязательном порядке имеют гравировку, на которой указана цена деления шкалы.
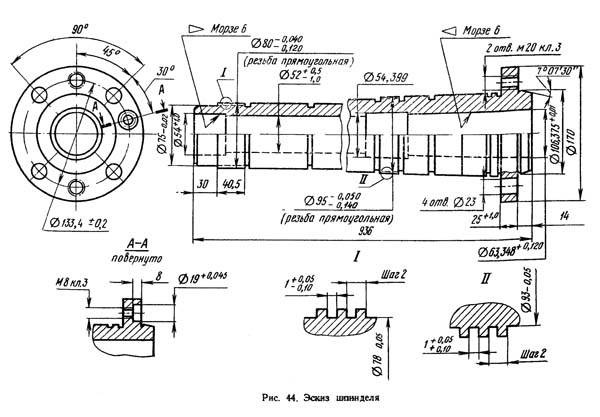

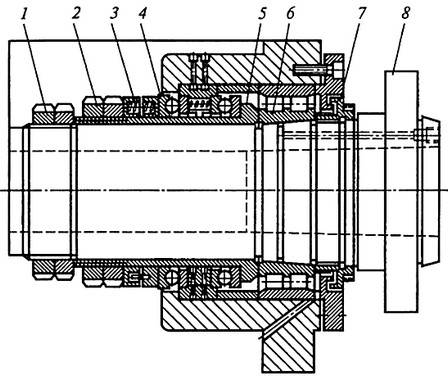




Рисунок 8. Лимб.
Рисунок 8. Лимб.
Токарно-винторезные станки часто доукомплектовываются нестандартным оборудованием, которое предназначено для проведения узкоспециализированных операций.
Инструкция по эксплуатации
Перед тем, как вообще использовать шпиндель с токарным патроном для работы с заготовками, необходимо провести обкатку, о которой чуть позже.
После того, как обкатка была завершена, можно приступать к самой работе. Если в шпиндельном узле используются подшипники, то их смазывают специальной смазкой, которая помогает использовать возможности шпинделя по полной на высокой скорости.
Это позволяет шпиндельным узлам служить на протяжении всего времени, которое им отводят производители. Конструкция шпинделя сделана так, чтобы эта замазка могла смазывать все движущиеся части, при этом не позволяя ей выбраться из подшипника.
Также, благодаря конструкции, не только смазка не может выбраться наружу, но и различная грязь не сможет забраться внутрь шпиндельного узла.
Промывку необходимо производить с тщательным соблюдением мер обеспечения чистоты рабочего места и инструментов. При промывке подшипника, в случае констатации предельных или запредельных люфтов, а также износа беговых дорожек или выкрашивании текстолитового сепаратора, рекомендуется произвести полную замену подшипников шпинделя.
Кроме, выше указанного, в ряде случаев, когда шпиндель имеет высокую степень технологической загрузки, а режим его работы относится или близок к категории «круглосуточный», замену смазки в подшипниках следует производить по истечении определённого эмпирическим путем периода времени работы шпинделя.
Мой выбор
Сколь бы подробно ни описывались преимущества токарно-винторезных станков, в отношении оборудования промышленного назначения сложно сделать однозначный вывод. Каждое производство имеет собственные особенности, из-за которых заказываются специальные и дорабатываются типовые станки. С позиции типового оборудования – JET GH-2040 ZH DRO RFS, за счёт существующего потенциала выделяется на фоне незначительного числа достойных конкурентов.
Наиболее многочисленной по диапазону характеристик является группа станков, интересующая малый бизнес. Здесь всегда можно подобрать модели, соответствующие вашим особенностям. Проще всего с MetalMaster X32100 – уже в базовой комплектации вы получаете точный и высокопроизводительный ТВС, отпадает необходимость модернизации станка.
Сложнее определить станок для хобби – сказывается распространение однотипных моделей. На фоне которых выделяется КРАТОН MML-01: комплект резцов, набор шестерёнок и валов, весь необходимый инструмент. Ценовая доступность и ремонтопригодность станка предопределили его популярность. Минимальными доработками можно исправить небольшие конструктивные косяки.
Как часто вы обслуживаете электроинструмент?
Строение суппорта
Суппорт токарного станка – это узел, благодаря которому обеспечивается фиксация режущего инструмента, а также его перемещение в наклонном, продольном и поперечном направлениях. Именно на суппорте располагается резцедержатель, перемещающийся вместе с ним за счет ручного или механического привода.
Суппорт с кареткой станка Optimum D140x250
Движение данного узла обеспечивается его строением, характерным для всех токарных станков.
- Продольное перемещение, за которое отвечает ходовой винт, совершает каретка суппорта, при этом она передвигается по продольным направляющим станины.
- Поперечное перемещение совершает верхняя – поворотная – часть суппорта, на которой устанавливается резцедержатель (такое перемещение, за счет которого можно регулировать глубину обработки, совершается по поперечным направляющим самого суппорта, имеющим форму ласточкиного хвоста).
Резцедержатель быстросменный MULTIFIX картриджного типа
Резцедержатель, который также называют резцовой головкой, устанавливается в верхней части суппорта. Последнюю при помощи специальных гаек можно фиксировать под различным углом. В зависимости от необходимости на токарных станках могут устанавливаться одно- или многоместные резцедержатели. Корпус типовой резцовой головки имеет цилиндрическую форму, а инструмент вставляется в специальную боковую прорезь в нем и фиксируется болтами. На нижней части резцовой головки имеется выступ, который вставляется в соответствующий паз на суппорте. Это наиболее типовая схема крепления резцедержателя, используемая преимущественно на станках, предназначенных для выполнения несложных токарных работ.
Как изготовить своими руками
При недостатке средств или невозможности установки заводского оборудования в самодельный станок его можно изготовить самостоятельно. Для этого нужны следующие комплектующие:
- главная деталь — бесколлекторный двигатель;
- контролер для двигателя;
- сервотестер;
- удлиненный вал.
Изготовление шпинделя для станка своими руками начинается с приобретения всех комплектующих. Устройство контролирующее количество оборотов двигателя (сервотестер) рекомендуется устанавливать на любые двигатели, в которых невозможно изменять количество оборотов
Можно купить дешевую модель, главное обратить внимание на тип его крепления к станку. Он не должен мешать при работе.
Вал должен быть удлиненным, чтобы на него можно было закреплять фрезы с помощью цангового зажима
Дополнительно на него необходимо закрепить два подшипника. В двигателе должны быть установлены еще два подшипника. Чертеж по сборке можно найти в интернете. Конструкция будет защищена от боковых нагрузок. С помощью самодельного станка обрабатывают металл и древесину твердых пород.
У самодельных конструкций есть преимущества:
- Сборка шпинделя собственными руками не потребует серьезных финансовых затрат.
- Провести работы самостоятельно не так сложно, как ожидают новички в металлообработке. В интернете существуют пошаговые инструкции и обучающие видео.
- Списки материалов, деталей и чертежи можно найти в открытом доступе.
Однако по техническим характеристикам промышленные детали во многом превосходят самоделки
Важно изготовить надежную и массивную станину, которая предотвратит появление вибрации
Методы ремонта направляющих
Выбор способа ремонта направляющих станков токарной группы (выполнить такой ремонт своими руками, не имея специального оборудования, достаточно сложно) зависит от того, насколько сильно изношены данные конструктивные элементы, какой твердостью они обладают, насколько хорошо технически оснащена ремонтная бригада, которая будет заниматься выполнением этой непростой процедуры.

Изношенные направляющие станины токарного станка
Восстанавливать направляющие станины, подвергшиеся значительному износу после длительной эксплуатации, можно разными способами: строганием, фрезерованием, шабрением (с притиркой и без), протягиванием, шлифованием, накатыванием при помощи специальных роликов. К наиболее распространенным методам, используемым при капитальном ремонте станины токарного станка, относятся строгание, шабрение и шлифование.
Уточнить величину износа направляющих можно лишь после того, как с их поверхности удалены все загрязнения и имеющиеся забоины. Чтобы определить зазоры, имеющиеся на данных узлах токарного станка, на них накладывают металлическую линейку и с помощью щупа выявляют наиболее изношенные участки, требующие срочного ремонта, проводя замеры через каждые 30–50 см.

Проверка станины с помощью самодельного приспособления
Опытные специалисты могут выявить наиболее изношенные участки направляющих станины при помощи тонкой бумаги, толщина которой не превышает 0,02 мм. Такая бумага накладывается на рассматриваемые узлы токарного станка и прижимается к ним металлической линейкой. В тех местах, где направляющие не подверглись серьезному износу, бумага не вытаскивается из-под линейки, а обрывается по ее краю.

Определение наименее изношенных участков станины
Для выполнения шабрения, которое осуществляется в рамках капитального ремонта, станину оборудования устанавливают на жесткое основание, выверяя положение ее элементов в продольном и поперечном направлениях и при необходимости используя башмаки и клинья, чтобы отрегулировать ее расположение.
При проверке состояния направляющих станины и степени их износа в качестве базовых поверхностей используют те части, которые находятся под задней бабкой (именно они подвергаются наименьшему износу в ходе эксплуатации). После каждого этапа шабрения данные узлы токарного станка проверяют на параллельность и изогнутость.

Шлифовка направляющих станины в гаражных условиях
Шлифовка направляющих станины, по сравнению с операцией шабрения, отличается более высокой производительностью, но использовать такой метод при восстановлении незакаленных узлов нецелесообразно.
Чтобы шлифовка станины токарного станка была выполнена качественно, все забоины и задиры необходимо тщательно зачистить. Затем станину для ремонта фиксируют на рабочем столе продольно-строгального станка, следя за параллельностью ее поверхностей и направления его движения. Кроме того, используя уровень, который устанавливается на мостике задней бабки, проверяют извернутость направляющих. Только после этого начинают выполнять шлифовку данных узлов.
Как и перед шлифованием, перед финишным строганием станину следует предварительно зачистить от имеющихся забоин и закрепить на рабочей поверхности продольно-строгального станка, проверив параллельность ее элементов направлению его перемещения.
Читать также: Как подключить газовый баллон через редуктор
При использовании такого метода ремонта направляющие станины обрабатываются резцом за 3–4 захода, после чего проверяют их параллельность, прямолинейность и извернутость. Если после выполнения обработки все геометрические параметры ремонтируемых узлов соответствуют требованиям, станину открепляют от поверхности рабочего стола продольно-строгального оборудования.




Видео таких восстановительных операций показывает, что выполнить их своими руками, не имея специального оборудования для ремонта, практически невозможно.
Классификация
Разделить фрезерный шпиндель можно по техническим характеристикам и способу использованию.
Деление в зависимости от мощности:
- Станки для работы с фанерой — 800 Вт. На маломощном оборудовании обрабатывается фанера, ДВП, ДСП, МДФ.
- Оптимальная мощность для фрезерного станка по дереву с ЧПУ — 1500 Вт. С такой мощностью обрабатывают мягкие сплавы металлов, текстолит.
- Оборудование мощностью от 3000 Вт. Подходит для стали, натурального камня.
Одновременно с разделением по мощности станки подразделяются по своему функционалу. Они могут использоваться для нанесения гравировки, раскроя металла и фрезеровки.
Шпиндель. Некоторые особенности
Также фрезерные шпиндели можно разделить на две группы в зависимости от использования:
- Шпиндели, устанавливаемые в бормашинах, ручных фрезерных станках, дрелях.
- Промышленные модели. Используются в станках, изготавливаемых для большого производства. Они способны выдерживать большие нагрузки, имеют износоустойчивые детали, керамические подшипники. Чтобы оборудование не выходило из строя из-за интенсивной работы, на него может устанавливаться дополнительно охлаждение. На поверхности с большим уровнем трения с помощью специальной автоматической системы подается смазка.
Если в качестве шпинделя используется дрель или бормашина, необходимо учитывать, что она не способна выдержать постоянные интенсивные нагрузки и подшипники начнут выть спустя короткий промежуток времени.
Станок для работы с фанерой
Это интересно: Фрикционная передача — применение, достоинства и недостатки
Инструкция по эксплуатации
Перед тем, как вообще использовать шпиндель с токарным патроном для работы с заготовками, необходимо провести обкатку, о которой чуть позже.
После того, как обкатка была завершена, можно приступать к самой работе. Если в шпиндельном узле используются подшипники, то их смазывают специальной смазкой, которая помогает использовать возможности шпинделя по полной на высокой скорости.
Это позволяет шпиндельным узлам служить на протяжении всего времени, которое им отводят производители. Конструкция шпинделя сделана так, чтобы эта замазка могла смазывать все движущиеся части, при этом не позволяя ей выбраться из подшипника.
Также, благодаря конструкции, не только смазка не может выбраться наружу, но и различная грязь не сможет забраться внутрь шпиндельного узла.
Промывку необходимо производить с тщательным соблюдением мер обеспечения чистоты рабочего места и инструментов. При промывке подшипника, в случае констатации предельных или запредельных люфтов, а также износа беговых дорожек или выкрашивании текстолитового сепаратора, рекомендуется произвести полную замену подшипников шпинделя.
Кроме, выше указанного, в ряде случаев, когда шпиндель имеет высокую степень технологической загрузки, а режим его работы относится или близок к категории «круглосуточный», замену смазки в подшипниках следует производить по истечении определённого эмпирическим путем периода времени работы шпинделя.
Стоимость ремонта
| Вид работ | Стоимость |
| Профилактика Шпинделя | 9,000 руб. |
| Устранение сбоев в работе зажимного устройства | 19,000 руб. |
| Перегорание (повреждение) обмотки статора | 30,000 руб. |
| Замена подшипников с балансировкой ротора | 50,000 руб. |
| Замена датчиков шпинделя | 10,000 руб. |
| Техническое обслуживание | 10,000 руб. |
| Нестандартные работы | 10,000 руб. |
| Капитальный ремонт | 50,000 руб. |
| Модернизация станочного оборудования | 30,000 руб. |
Основная наша специализация — ремонт станков
Если ваш станок не работает, наш специалист приедет в кратчайшие сроки и починит его. Позвоните и проконсультируйтесь по тел: 8
За счет использования современных приборов мы более точно определяем неисправности. И экономим ваши деньги на ремонте
Если с вашим станок сломался не стантартно. Мы отправим его нашим техническим специалистам и они решат любую проблему

Прочитайте полезную информацию:
Ремонт бабки станка
Бабка — важный элемент станка. Если данная деталь выходит из строя, справиться самостоятельно с ремонтом очень сложно и приходится обращаться в специализированные мастерские
Как предотвратить поломки, что важно знать при самостоятельном ремонте и сколько стоят услуги квалифицированных мастеров — все это можно узнать из статьи
Далее
Капитальный ремонт станков
Не один агрегат не может работать вечно. Для восстановления работоспособности токарного оборудования, часто прибегают к капитальному ремонт. Произвести этот процесс самостоятельно онь сложно, поэтому стоит обратиться к компании, которая специализируется на ремонте данных агрегатов.
Далее
Ремонт направляющих станков
Что собой представляет конструкция направляющих станков, их особенность и специфика ремонта. Сервисное обслуживание и самостоятельный ремонт.
Далее
Стоимость ремонта станка
Любая техника при недостаточном уходе и несвоевременной диагностике выходит из строя. В данной статье читатель может найти информацию о видах станков, распространенных поломках, а также о действиях специалиста при ремонте.
Далее
Неисправности шпинделя и их устранение
В современном производстве используется множество станков с ЧПУ (с числовым-программным управлением). Станки беспрерывно работают круглыми сутками и как любая техника иногда имеет неисправности. Одним из основных элементов станков является шпиндель, рассмотрим какие поломки могут возникнуть при эксплуатации и можно ли их устранять самостоятельно.
Далее

При заключение договора на долгосрочное обслуживание вы получаете скидку до 20%. Не забываете на все виды работ у нас действует гарантия.
- инженер — механик
- Программист ЧПУ
- Инженер наладчик
- Электрик
- Электронщик
- Слесарь — ремонтник
Основные разновидности и назначение
Шпиндель является главным узлом на фрезерных станках всех типов. Его параметры входят в перечень основных технических характеристик оборудования. Режущий инструмент крепится на шпинделе и через него получает вращательный момент от основного привода.
Мощность узла во многом зависит от его конструкции. Все виды шпинделей условно делят:
- домашние, до 1,5 кВТ;
- промышленные, от 3 кВт.
Деление условное. На мощном оборудовании можно мастерить в гараже мебель и делать запчасти. На крупном предприятии массово делают гравировку, используя настольные станки.
Гравер
Шпиндель предназначен для выполнения гравировальных работ на станках с ЧПУ и других операций с малой глубиной обработки. Шпиндельный вал получает обороты непосредственно от двигателя. Скорость и мощность находятся в прямой зависимости. Крепление инструмента цанговое.
Гравером выполняют фрезерные работы:
- обработка плат;
- гравировка по металлу, стеклу и камню;
- выполнение пропилов, пазов и других элементов глубиной до 1,5 мм на мелких деталях.

Граверы используют на фрезерных станках с ЧПУ для создания надписей, рисунков, других изображений по трафарету и программе. Производство деталей единичное и серийное.
Бормашинка
Отличается от гравера большой мощностью и патронным зажимом, устанавливаемым в конус шпинделя. Мощность узла стабильная, не зависит от оборотов.
Шпиндель типа бормашина устанавливается на оборудование для проведения работ:
- глубокая гравировка;
- создание 3D изображений;
- изготовление объемных деталей из дерева и сплавов цветных металлов;
- раскрой листов МДФ, ДСП, фанеры, пластика.
Шпиндель и ведущий вал стоят в одной оси, и соединены муфтой. Число оборотов регулируется на электродвигателе.
Справка! Бормашина работает тише гравера и выполняет глубокую обработку деталей.
DC-мотор
В одном корпусе находятся электродвигатель и шпиндельный вал, соединенные жестко. Применяются на станках с ЧПУ для обработки металлов и мягких материалов. Скорость вращения до 12000 об/мин, мощность 400 Вт. Крепление инструмента цанговое.


Преимущества DC-моторов:
- отсутствие биения;
- высокая точность;
- низкий уровень шума.
Шпиндель конструкции DC-мотор устанавливают на фрезерные станки с револьверной головкой и коротким циклом операций. Регулировка оборотов инструмента производится через изменение режимов работы электромотора.
Важно!
При большой скорости обработки, DC—мотор не относится к высокопроизводительному оборудованию. Время его работы несколько минут. Он быстро перегревается и требует остановки.

Прямошлифовальная машина
Вращательный момент с электродвигателя на шпиндель передается через редуктор. Мощность и частота вращения не регулируются. К прямошлифовальным машинкам имеется большой набор инструмента, которым выполняют:
- зачистку наружных и внутренних поверхностей;
- удаление заусенцев;
- обработку углов и торцов;
- фрезеровку по плоскости;
- вырезку пазов.
При установке дисковой пилы, производится порезка и раскрой листовых заготовок из пластика, дерева, цветных металлов.
Важно!
Режим работы станка с прямошлифовальным шпинделем, регулируется подачей стола и глубиной реза.
Профессиональный
Профессиональный узел предназначен для длительной работы с большими нагрузками. Он отличается от маломощных моделей:
- имеет водяное охлаждение;
- шпиндельный вал закреплен в шарикоподшипниках;
- вращение передается через многоступенчатую коробку скоростей;
- работает тихо.
Достоинство узла заключается в отсутствии в нем щеток. Они быстро изнашиваются, искрят и способствуют нагреву шпинделя.
Важно!
Профессиональные шпиндели работают от трехфазного тока. Для установки их на домашнем оборудовании, требуется частотный преобразователь.

Как производится регулировка и ремонт шпинделя
Обкатка или регулировка шпинделя, осуществляют следующим образом: нужно выполнить пять циклов каждый по двадцать минут. При этом необходимо делать перерывы между циклами по примерно две минуты.
Если же режимы работы были нарушены, а также если воздух в помещении, где выполняются работы, был сильно загрязнён пылью и грязью, то трущиеся поверхности достаточно быстро приходят в негодность, смазка, которая заливается ещё при производстве и должна служить на протяжении всего срока работ, начинает терять свои свойства.
Из-за этого трения начинает вызывать сильное повышение температуры и подшипники, после некоторого времени такой работы, приходят в негодность и больше не могут выполнять возложенные на них функции.
Чтобы избежать такого печального развития событий, нужно при первых признаках перегрева, а также при появлении вибраций и необычных звуков, шпиндельного узла немедленно прекратить работу с заготовкой и в срочном порядке произвести техническое обслуживание шпинделя. Оно состоит из: снятия защиты со шпиндельного узла, очистки и смазывания новой, качественной смазкой, которая предназначена для высоких скоростей.