Стали для производства горячекатаного уголка
Стали сочетают формы проявления циклической и статической прочности с высокими показателями жесткости. За счет изменения концентрации углерода при выпуске сталей и легирующих добавок можно изменять технические показатели металла. Выбирая способы термообработки в процессе металлургических технологий и химический состав сплава, получают стали с различными качествами и применяют их в разных областях промышленности и хозяйства.
Для выпуска горячекатаного уголка применяют стали
- углеродистые стали обыкновенного качества в соответствии с ГОСТ 380–1988, к ним относят марки, такие как: Стбсп, Ст5пс, Ст4пс, СтЗпс, СтЗкп, Стбпс, Ст4сп, Ст4кп, СтЗцс, СтО;
- низколегированные с повышенной прочностью стали по ГОСТ 19281–1989 марок: 18Г2Афпс,16Г2АФ, 15Г2СФД, 10Г2БД, 17Г1С, 15ХСНД, 17ГС09Г2С, 16ГС, 09Г2, 14Г2АФ, 15Г2АФДпс, 10ХСНД, 10Г2С1, 10ХНДП, 14ХГС, 14Г2, 12ГС.
Углеродистые стали обычного качества
В основном используют стали обыкновенного качества с углеродными добавками, как наиболее малостоящие, обогащенные необходимым качеством для изготовления равнополочного горячекатаного уголка. Эти виды сталей производят в большом количестве, их кристаллическая решетка имеет перлитно-ферритовую структуру. Горячекатаный сортамент обычно применяют без дополнительной обработки теплом, но в ряде случаев устраивают термический процесс для увеличения прочности.
Простая качественная сталь с углеродистым обогащением бывает спокойная, с содержанием кремния от 0,12 до 0,3%, полуспокойная, имеющая в составе кремниевые добавки в количестве 0,05–0,17%, кипящая, процент кремния в которой составляет меньше 0,07%.
Если углеродистая сталь выплавляется в печах-мартенах, то в обозначении маркировки ставится буква М, при использовании бессемеровских конверторов с процессом продувания снизу в обозначении появляется буква Б, при получении стали в конвекторах с продуванием кислородной массой ставят букву К.
Сталь обыкновенного простого качества используют для малонагруженных строительных узлов и неответственных машинных деталей. Если уголки предназначены для сварных работ, то применяют сплавы с малым процентным содержанием серы, углерода, азота, фосфора, углерода, которые ухудшают качество швов.
Конструкционная, обогащенная углеродом сталь обычного качества, в зависимости от свойственных характеристик подразделяется на группы с обозначением буквами А, Б, В. Марка стали определяется сочетанием двух букв СТ и последующей цифрой, говорящей о номере марки, а не о количестве углерода, хотя его содержание увеличивается с повышением номера марки. При установлении марки ставят буквы В и Б, а литера А не ставится в обозначении.
Для обозначения категории раскисления добавляют литеры спокойных – СП, полуспокойных – ПС, кипящих – КП. Стали СТБ и СТ1 производят спокойными и полуспокойными, а стали СТ1 и СТ4 выплавляют кипящими. По категории раскисления не определяется сталь СТ0.
Что касается стальных уголков из стали группы А, то их поставляют с гарантированным качеством и не указывают химический состав сплава.
Легированные стальные сплавы
подразделяют на три вида:
- низколегированный сплав, содержание добавок в нем не более 2,5%;
- среднелегированная сталь, в которой добавок от 2,5 до 10%;
- высоколегированную сталь, с повышенным содержанием добавок, в количестве больше 10%.
От того, какие легирующие добавки использованы при производстве стали, обозначение марки пополняется новыми буквами. Каждому элементу соответствует определенная буква. Р обозначает бор, Б — ниобий, Т — титан, С — кремний, К — кобальт, В — вольфрам, Х — хром, А — азот, Ф — ванадий, Н — никель, Ю — алюминий, Г — марганец, М – молибден.
В зависимости от полученных свойств при выплавке сталь делят на нержавеющую, кислотную, окалиностойкую и жаростойкую. Именно полученные технические показатели и определяют область применения равнополочных уголков.
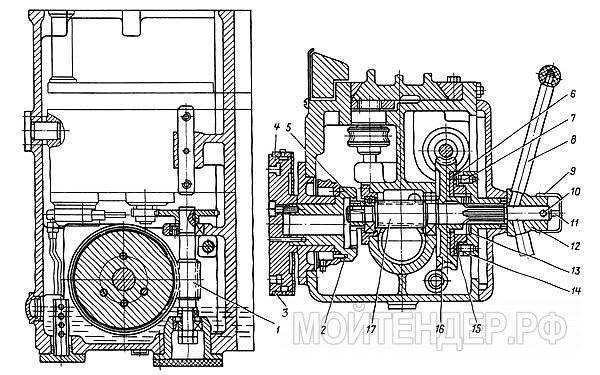
Схема технологического производства проката

Холоднотянутая и горячекатаная сталь
Прокатка, как технологическая операция, возникла в конце XVIII века в Англии и с тех пор совершенствуется мировыми производителями и представляет собой протягивание металлической заготовки через взаимно сочетающиеся валики. Различают горячую и холодную прокатку, которая зависит от температуры кристаллизационных процессов в металле.
Горячий процесс предполагает использование больших металлических заготовок, нагреваемых до температуры, позволяющей разрушить кристаллическую решетку металла. Это деформирует метал при прохождении его между прокатными валиками с целью получения тонкого профиля уголка. Разогрев металла позволяет получить более тонкий профиль, чем при использовании холодного проката уголка при том же количестве операций.
Процесс производства горячекатаного уголка происходит при температуре около 1700 градусов по шкале Фаренгейта и позволяет получить любые размеры и форму уголка. Горячая прокатка в больших масштабах получается дешевле, чем холодная. Так как процесс проходит без остановки, то не требуется много времени и энергии на разогрев металла.
Но недостатком такого метода можно считать, что при остывании происходит изменение линейных размеров профиля, что негативно сказывается на предсказании формы готового продукта. Горячекатаный уголок получается покрытый окалиной, а углы получаются более округлые и неточные по сравнению с холоднотянутой продукцией.
Холодное протягивание заготовок предполагает прохождение металла через определенное количество валиков при температуре заготовки ниже положенной для разрушения кристаллической решетки. Такой профиль получается с повышенными показателями прочности и текучести. Появление дефектов в структуре материала создает закаленную решетку, которая больше не подвержена изменениям.
Так как холодное протягивание проката через валки происходит почти при температуре окружающего пространства, то нет необходимости переживать об изменении линейных размеров конечной продукции, внешнего вида и заданной формы. Поверхность изделий получается гладкой и имеет четкие и прямые углы.
Нагревание заготовок

способствует повышению эффективности
Для нагрева существуют определенные требования, заключающиеся в том, чтобы процесс производился до определенной температуры, не происходило перегрева или пережога. Повышение температуры происходит равномерно в области сечения заготовки и по всей длине слитка. Технология прогревания характеризуется:
- температурой нагрева;
- временем достижения заданных параметров;
- количеством периодов и зон нагревания;
- скоростью процесса.
Граничная температура нагревания зависит от некоторых показателей стали, ее химического состава, температуры начала рекристаллизации, критическими показателями пережога и многими другими факторами, которые регламентируются специальными ГОСТами на производство прокатной продукции.
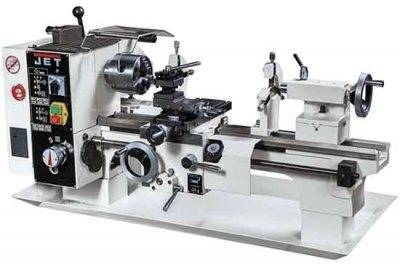
Характеристики стана

Обрезка на мерные куски происходит последовательно после выпуска готовой продукции из прокатного стана. Такая технология удаляет отходы металла на обрезь, повышает пропускную способность валков и повышает качественные показания готового уголка. Операция по отделке готового профиля включена в технологические карты процесса, и готовый мерный уголок идет прямо на склад.
На современном производстве равнополочного горячекатаного уголка основными цехами последовательно работают доменный, сталеплавильный и прокатный. Одним из передовых направления проката уголка является внедрение новейших прогрессивных технологий.
https://youtube.com/watch?v=IefPrJrX4OM
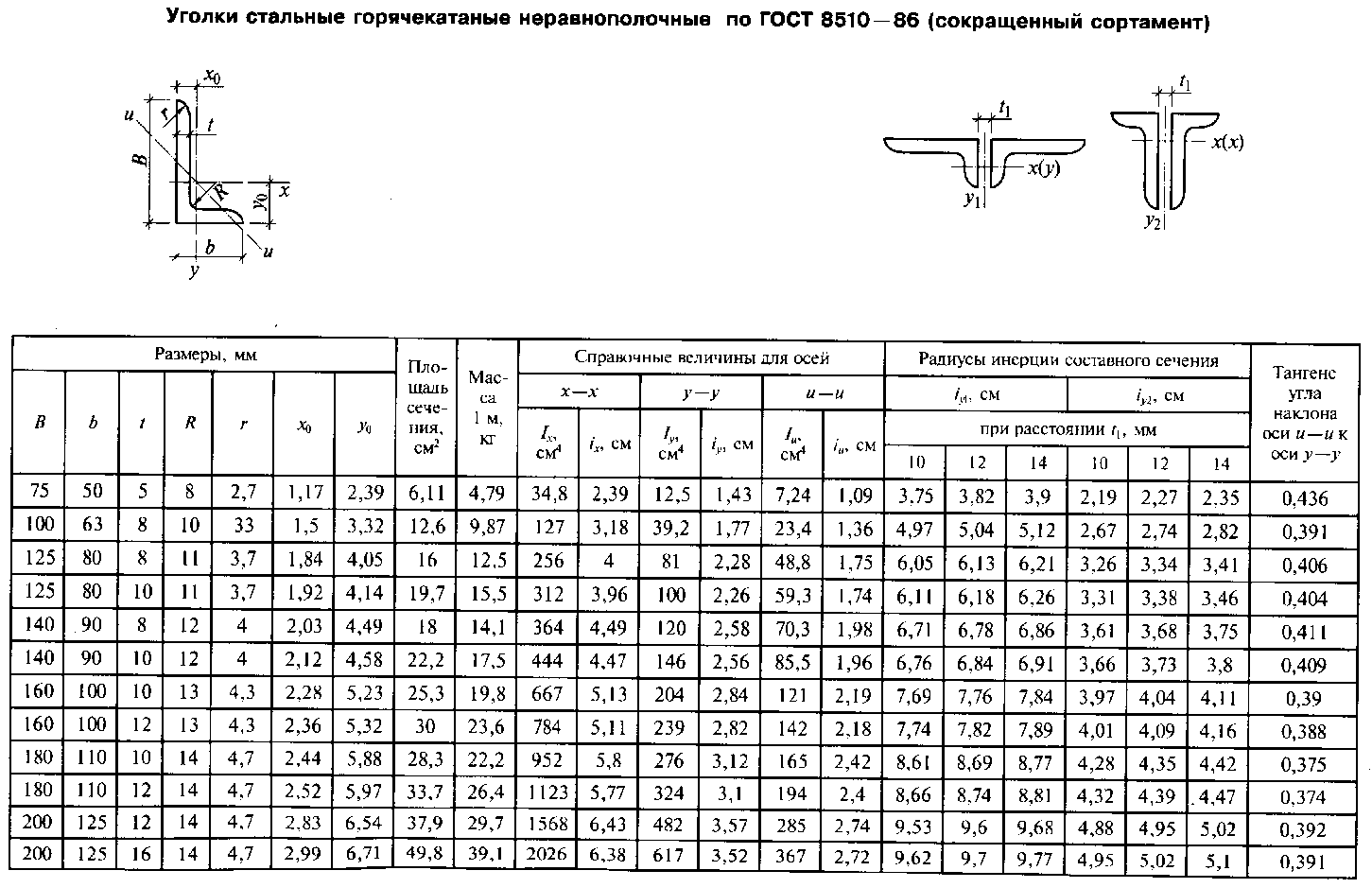
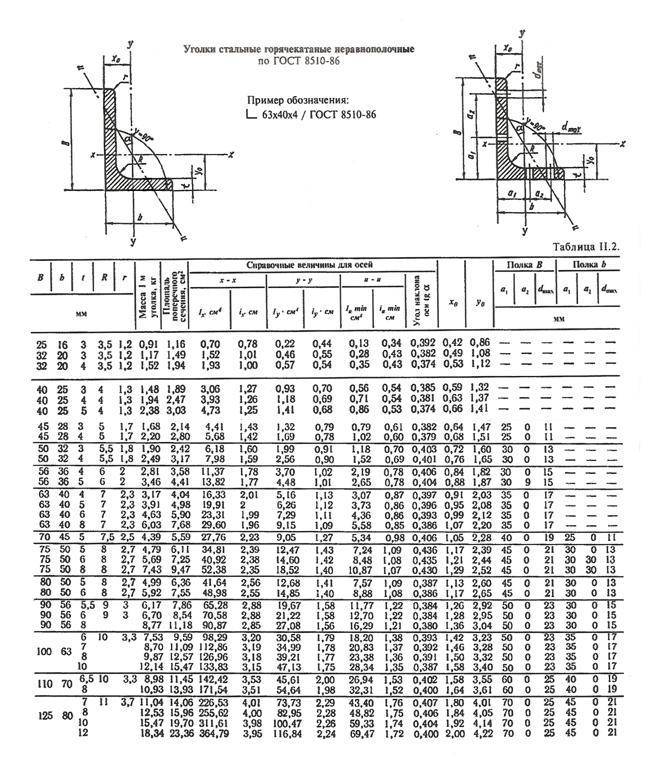
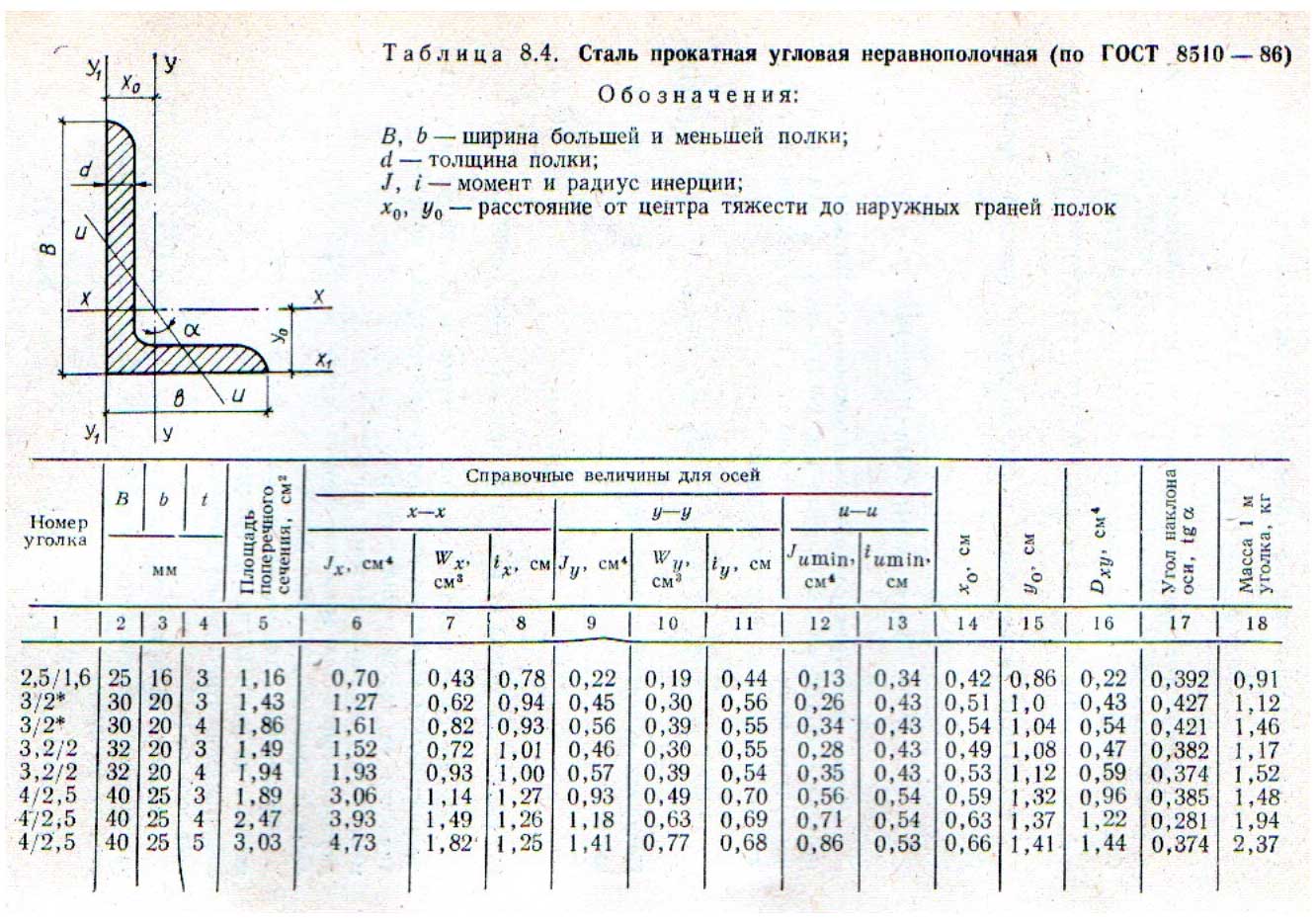
Характеристика неравнобокого уголка
Сфера применения не менее широка. Более того, металлические уголки часто используют в качестве декоративного дополнения.
Основным предназначением является использование для усиления различных конструкций. А также использование в производстве военной техники. Довольно популярными являются мебельные металлические уголки.
- Инструкция, как выбрать двутавровую балку: характеристики, размеры, расчет параметров и нагрузок на балку
- Выбираем трубы ВГП по уму: типовые размеры, советы по выбору и характеристики водогазопроводных труб
- Как выбрать и рассчитать швеллер — правила использования, таблицы размеров, расчет нагрузок и подбор веса профиля
Это интересно: Что такое шабрение? Особенности и где это применяется?
В качестве главного плюса хотелось бы назвать маленькую массу.
9 Сортаменты типоразмеров всех прессованных уголковых профилей
Как отмечалось ранее, номера профилей, их размеры и площадь сечения, а также массу 1 погонного метра и диаметр описанной вокруг поперечного сечения окружности следует смотреть в зависимости от вида изделия в соответствующем ГОСТе сортамента (13737, 13738, 13617, 13618 или Р 50077). В приложениях этих стандартов указано соответствие номеров уголковых профилей ранее использовавшимся обозначениям. Всю остальную информацию обо всей этой продукции следует смотреть в стандартах 8617, 19657 и Р 56855.
Прямоугольные равнополочные профили уголкового сечения ГОСТ 13737 производятся в соответствии с Рис. 5, условные обозначения на котором и в таблицах этого стандарта следующие:
- H – ширина полок, мм;
- S – обозначение толщины одной из полок, мм;
- S1 – обозначение толщины второй полки, мм;
- R – радиус закругления между полками с внутренней стороны профиля, мм;
- R1 – радиус закругления на кромках полок с внутренней стороны профиля, мм.
Рисунок 5
Согласно стандарта 13737 эти профили производят с номерами от 410001 до 410231 (то есть всего более 200 типоразмеров) и с размерами в мм от H = 10, S = 1, S1 = 1, R = 1 и R1 = 0,5 до H = 200, S = 43, S1 = 43, R = 20 и R1 = 8. Размеры указаны не в соответствии с номерами профилей, а минимальные и максимальные.
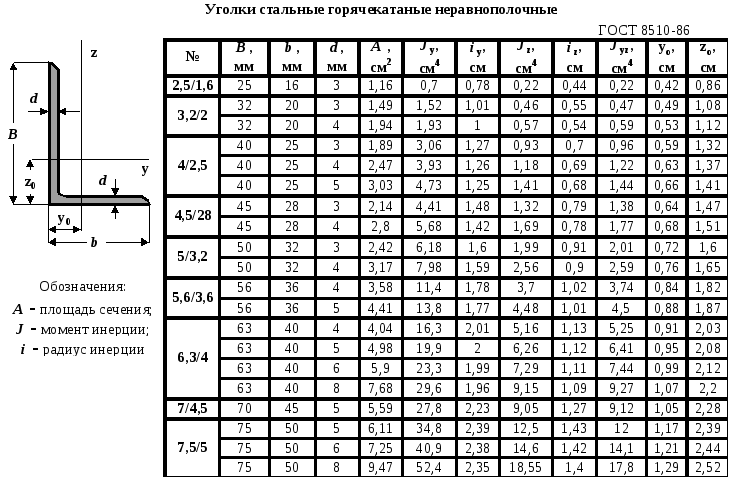
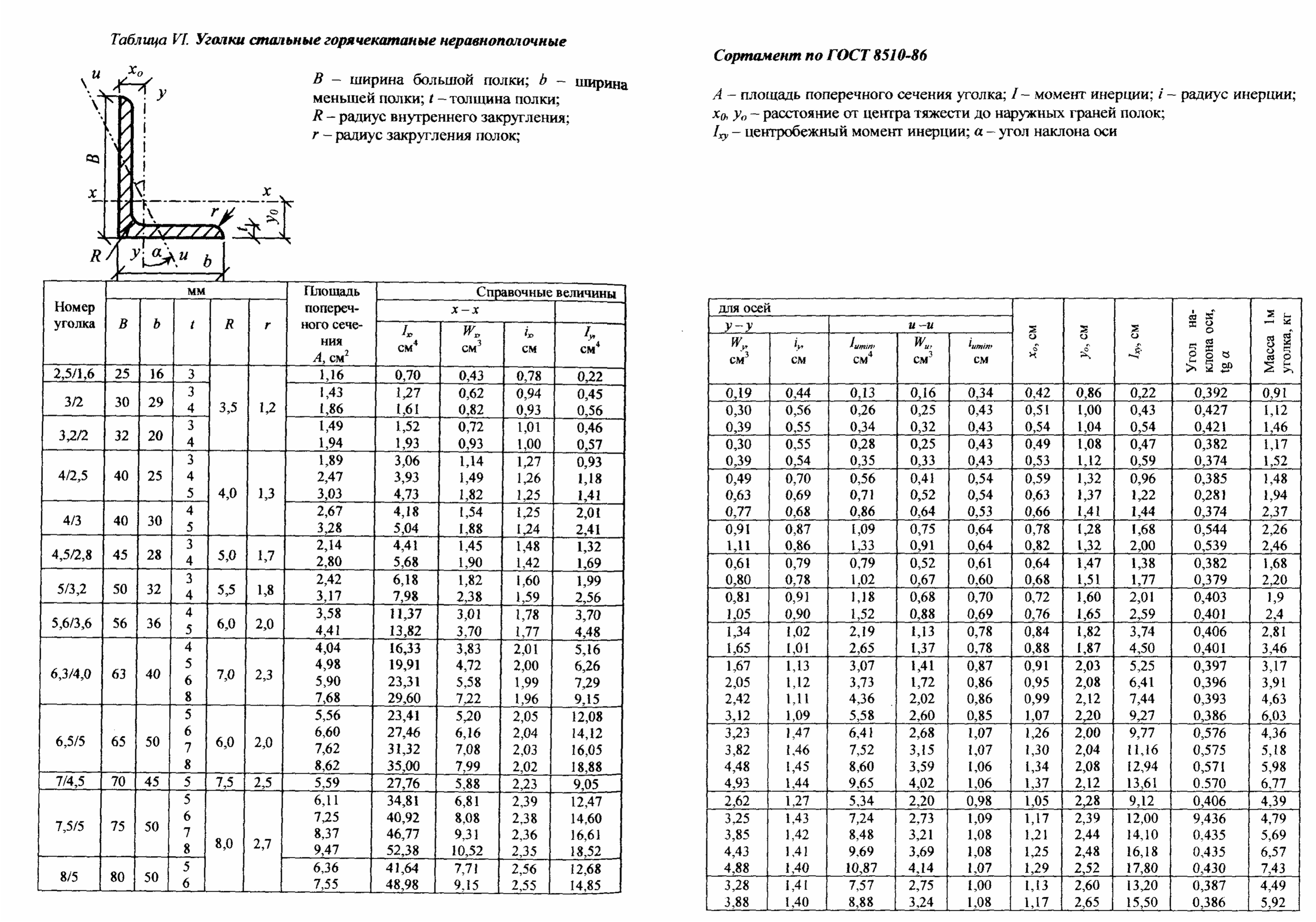
Прямоугольные неравнополочные профили уголкового сечения ГОСТ 13738 производятся в соответствии с Рис. 6, условные обозначения на котором и в таблицах этого стандарта следующие:
- H – ширина более широкой полки, мм;
- B – ширина менее широкой полки, мм;
- S – обозначение толщины более широкой полки, мм;
- S1 – обозначение толщины менее широкой полки, мм;
- R – радиус закругления между полками с внутренней стороны профиля, мм;
- R1 – радиус закругления на кромке менее широкой полки с внутренней стороны профиля, мм;
- R2 – радиус закругления на кромке более широкой полки с внутренней стороны профиля, мм.
Рисунок 6
Согласно стандарта 13738 эти профили производят с номерами от 410502 до 412017 (то есть всего более 900 типоразмеров) и с размерами в мм от H = 9,5, B = 9, S = 3, S1 = 3, R = 0,5, R1 = 0,5 и R2 = 0,5 до H = 265, B = 130, S = 66, S1 = 113, R = 15, R1 = 10 и R2 = 10. Размеры указаны не в соответствии с номерами профилей, а минимальные и максимальные.
Бульбообразные профили уголкового сечения ГОСТ 13617 производятся в соответствии с Рис. 7, условные обозначения на котором и в таблицах этого стандарта следующие:
- H – ширина более широкой полки, мм;
- B – ширина менее широкой полки, мм;
- S и S1 – одинаковая толщина обоих полок, мм;
- R – радиус закругления между полками с внутренней стороны профиля, мм;
- R1 – радиус закругления на кромке менее широкой полки с внутренней стороны профиля, мм;
- R2 – радиус закругления между более широкой полкой и бульбообразным утолщением на ее конце с внутренней стороны профиля, мм;
- d – диаметр бульбообразного утолщения, мм.
Рисунок 7
Согласно стандарта 13617 эти профили производят с номерами от 710002 до 710049 (всего 32 типоразмера) и с размерами в мм от H = 13, B = 12, S и S1 = 1, R = 1,5, R1 = 0,5, R2 = 1 и d = 3 до H = 90, B = 40, S и S1 = 6, R = 6, R1 = 3, R2 = 15 и d = 16. Размеры указаны не в соответствии с номерами профилей, а минимальные и максимальные.
Косоугольные профили уголкового фитингового сечения ГОСТ 13618 производятся в соответствии с Рис. 8, условные обозначения на котором и в таблицах этого стандарта следующие:
- H – ширина более широкой полки, мм;
- B – ширина менее широкой полки, мм;
- S – обозначение толщины менее широкой полки, мм;
- S1 – толщина профиля между внутренним закруглением и внешней поверхностью более широкой полки, мм;
- S2 – толщина более широкой полки, мм;
- R – радиус закругления между полками с внутренней стороны профиля, мм;
- R1 – радиус закругления на кромке менее широкой полки с внутренней стороны профиля, мм;
- R2 – радиус закругления на кромке более широкой полкой с внутренней стороны профиля, мм;
- R3 – радиус закругления между полками с внешней стороны профиля, мм;
- R4 – радиус закругления на кромке менее широкой полки с внешней стороны профиля, мм;
- R5 – радиус закругления на кромке более широкой полкой с внешней стороны профиля, мм.
Рисунок 8
Согласно стандарта 13618 эти профили производят с номерами от 511256 до 511343 (всего 83 типоразмера) и с размерами в мм от H = 25,4, B = 19,1, S и S1 = 2,4, S2 = 1, R = 1,6, R1 = 1, R2 = 1, R3 = 0,5, R4 = 1 и R5 = 1,5 до H = 166, B = 125, S = 35, S1 = 23,9, S2 = 15, R = 15, R1 = 5, R2 = 3, R3 = 10, R4 = 6 и R5 = 3. Размеры указаны не в соответствии с номерами профилей, а минимальные и максимальные.
Косоугольные профили уголкового сечения ГОСТ Р 50077 производятся 4-х видов и в соответствии с Рис. 9–12.
Рисунок 9
Рисунок 10
Рисунок 11
Рисунок 12
Свойства и химический состав низколегированных сталей
: 15ГС, 14Г2, 14ХГС
Высокие прочностные характеристики обеспечиваются применением других легированных добавок, таких как кремний, никель, хром и другие. Низколегированная сталь хорошо подается сварке, не хрупкая, имеют высокую сопротивляемость ударам. Но такие сплавы плохо выдерживают концентрацию и долгие напряжения, разрушение происходит от долгого действия вибраций.
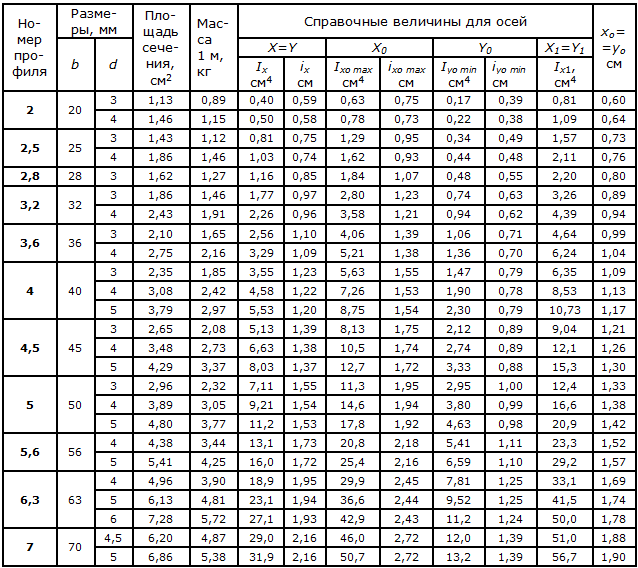
Значение веса погонного метра уголка
Эта характеристика является очень важной для расчета массы конструкций. Величина позволяет перевести метраж нужного количества равнополочного горячекатаного уголка в весовую категорию. Такие данные позволяют выбрать правильный способ отгрузки, рассчитать требуемую производительность транспорта, произвести расчетные сопоставления для выбора конструкций фундаментов и оснований
Такие данные позволяют выбрать правильный способ отгрузки, рассчитать требуемую производительность транспорта, произвести расчетные сопоставления для выбора конструкций фундаментов и оснований.
Чтобы определиться с весом требуемой партии уголка по сортаменту выясняют вес одного погонного метра проката, при этом принимают во внимание ширину полочки и толщину металлической стенки. Теоретическое значение веса умножают на количество метров уголка и получают расчетный вес. Фактический вес расчетной партии немного отличается от полученного значения, что характерно из-за отличия плотности применяемой в конкретном случае марки сплава и класса точности при изготовлении уголка
Для удобства в конце таблицы показано число погонных метров уголка, содержащегося в одной тонне проката
Фактический вес расчетной партии немного отличается от полученного значения, что характерно из-за отличия плотности применяемой в конкретном случае марки сплава и класса точности при изготовлении уголка. Для удобства в конце таблицы показано число погонных метров уголка, содержащегося в одной тонне проката.
В сортамент заносятся справочные сведения о радиусах закругления, расстояний от края полочки до расчетного центра тяжести, площади сечения уголка на разрезе, указывается значение радиуса инерции и момента центробежной инерции. Все эти параметры используются в различных расчетах, например, при определении полученной прочности конструкции из уголка. Часть справочных показателей нужна для настройки валиков прокатного стана при изготовлении.
Применение горячекатаного уголка определяется техническими характеристиками стали, которая применялась для изготовления сортового проката. Различные виды конструкций требуют определенного вида показателей, что позволяет применять уголки без завышения прочностных показателей, при этом не затрачивая лишних средств. Благодаря такому разнообразию, равнополочный уголок используется при устройстве любых каркасных и других металлических конструкций и для армирования монолитных сооружений.
Недостатком стальных уголков является низкое противостояние коррозии во влажных условиях, поэтому в ответственных сооружениях металлические уголки заменяют изделиями из оцинковки, нержавейки или алюминия.
Уголок равнополочный ГОСТ 8509-93
Изделие фасонного проката из металла имеющим Г-образный профиль называется уголком.
Из множества достоинств этого изделия можно выделить следующие: ·Не скручивается вокруг своей продольной оси. ·Имеет высокую жесткость и прочность. ·Они сравнительно легкие и универсальные в работе. ·Большой срок службы.
Так как области, где применяется данная продукция, требуют производство уголка разной степени точности, то и сложность прокатки у них разная. И от сложности технологии проката уголки по своей степени точности подразделяются:
Уголки обычной точности. Уголки повышенной степени точности.
Для изготовления уголка методом горячей прокатки заготовку:
Разогревают до температуры рекристаллизации;
протаскивают по рольгангу через систему крутящихся валов, где происходит уменьшение толщины заготовки с ее удлинением и формирование его до заданных параметров; пропускают через прокатный стан.
Из него выходит уже готовое изделие. Существуют допуски регламентирующие ГОСТом 8509-93. Так они требуют, чтобы скручиваемость изделия была не более 0,4% от его длины, а изменение длины было не более 0,75%.
При использовании такого метода наружный угол изделия составляет 90 градусов, а это очень важно при использовании его в конструкциях. Внутри уголка специально делается радиус для увеличения его прочности
Характеристики:
Характеристики:
Равнобокие уголки выпускаются с шириной полки от 20 до 250 мм и толщиной от 3 до 20 мм. Такая универсальность формы уголков дает возможность изготовлять множество изделий, отличающихся по ряду критериев.

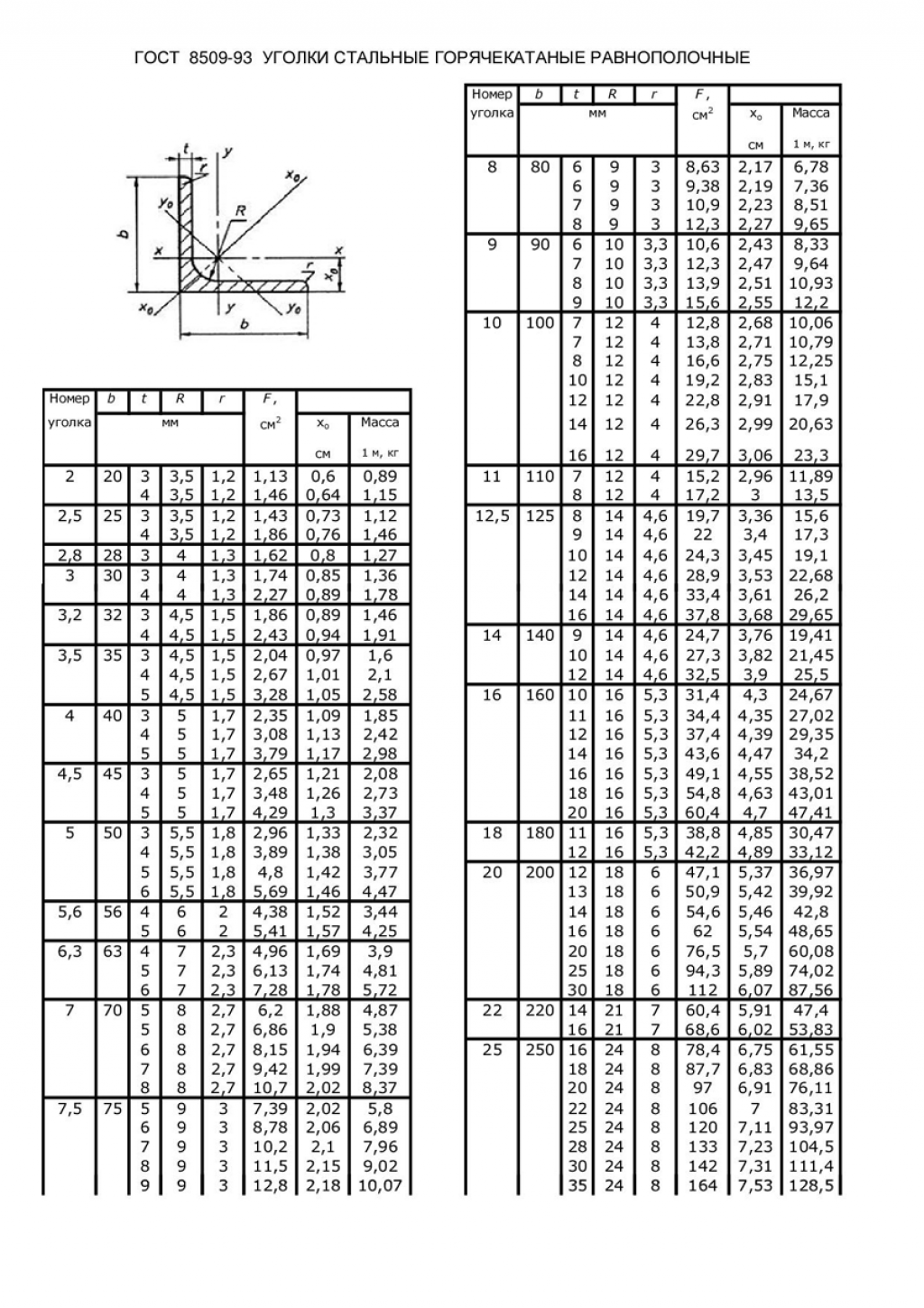
При определении веса уголка принимаются в расчет только номинальные размеры. Допуски по ширине и толщине не учитываются. Плотность стали принята 7,85 г/см3.
Согласно ГОСТу 8509-93 вес одного п.м. равнобокого уголка не должен превышать 3% от расчетных значений, но учитывая допуски по ширине и толщине этого профиля возможны отклонения до 5%.
Уголки выпускаются длиной от 4 до 12 метров. В основном выпускаются четыре типоразмера уголков. А именно:
Уголки длиной 6 метров. Уголки длиной 9 метров. Уголки длиной 11,7 метра. Уголки длиной 12 метров.
Для выпуска этого изделия используется сталь: Углеродистая. Она бывает: ·Спокойная сталь. Содержание кремневых добавок от 0,12 до 0,3%. Обозначается буквами — СП. ·Полуспокойная сталь. С добавками кремния от 0,05 до 0,17%. Обозначается буквами — ПС. ·Кипящая сталь, где добавок кремния меньше 0,07%. Обозначается буквами — КП. Сталь легированная. В зависимости от необходимости придания определенных свойств металла добавляют такие легирующие вещества, как вольфрам, никель, кремний, марганец и другие. Легирование позволяет увеличить стойкость к коррозии, его вязкость, текучесть, твердость, сопротивляемость к износу. По содержанию добавок легированная сталь подразделяется на следующие виды: ·Низколегированные стали с содержанием добавок до 2,5%. ·Среднелегированная сталь, с содержанием добавок от 2,5 до 10%. ·Высоколегированные стали, с содержанием добавок более 10%. В зависимости от того, какие свойства имеет сталь, ее делят на нержавеющую, кислотостойкую, окалиностойкую и жаростойкую. Эти технические показатели дают определение, в каких областях будут применяться равнополочные уголки. Область применения Они применяются повсеместно во всем народном хозяйстве, начиная от изготовления стальных изделий бытового и производственного назначения, до разнообразных металлических изделий при возведении объектов общестроительного и хозяйственных назначений. Без них не обходится ни одна промышленность, в какой бы сфере она не была. А так же стальной уголок равнополочный применяют в строительстве: для усиления бетона, для перекрытий и производства металлоконструкций, в машино и вагоностроении, станкостроении, мебельном производстве.
Предисловие
1 РАЗРАБОТАН Украинским научно-исследовательским институтом металловВНЕСЕН Еосстандартом Украины
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации(протокол № 3 от 17 февраля 1993 г.)
За принятие проголосовали:
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 20.02.96 № 85 межгосударственный стандарт ТОСТ 8509—93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1997 г.
4 ВЗАМЕН ТОСТ 8509—86
5 ПЕРЕИЗДАНИЕ
1 Настоящий стандарт распространяется на уголки стальные горячекатаные равнополочные.
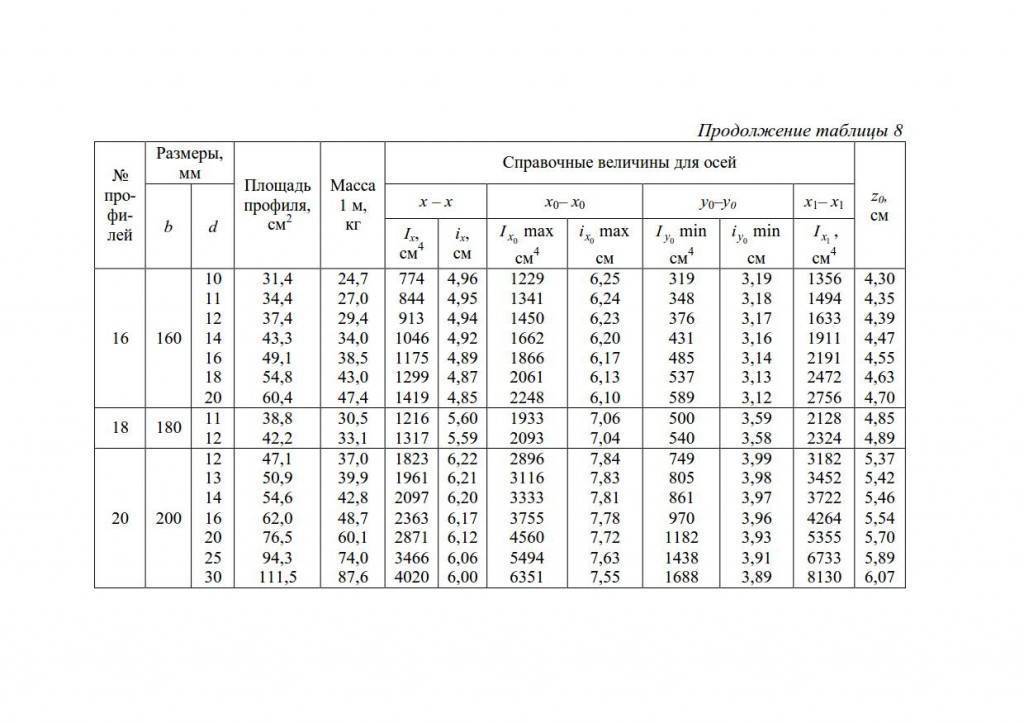
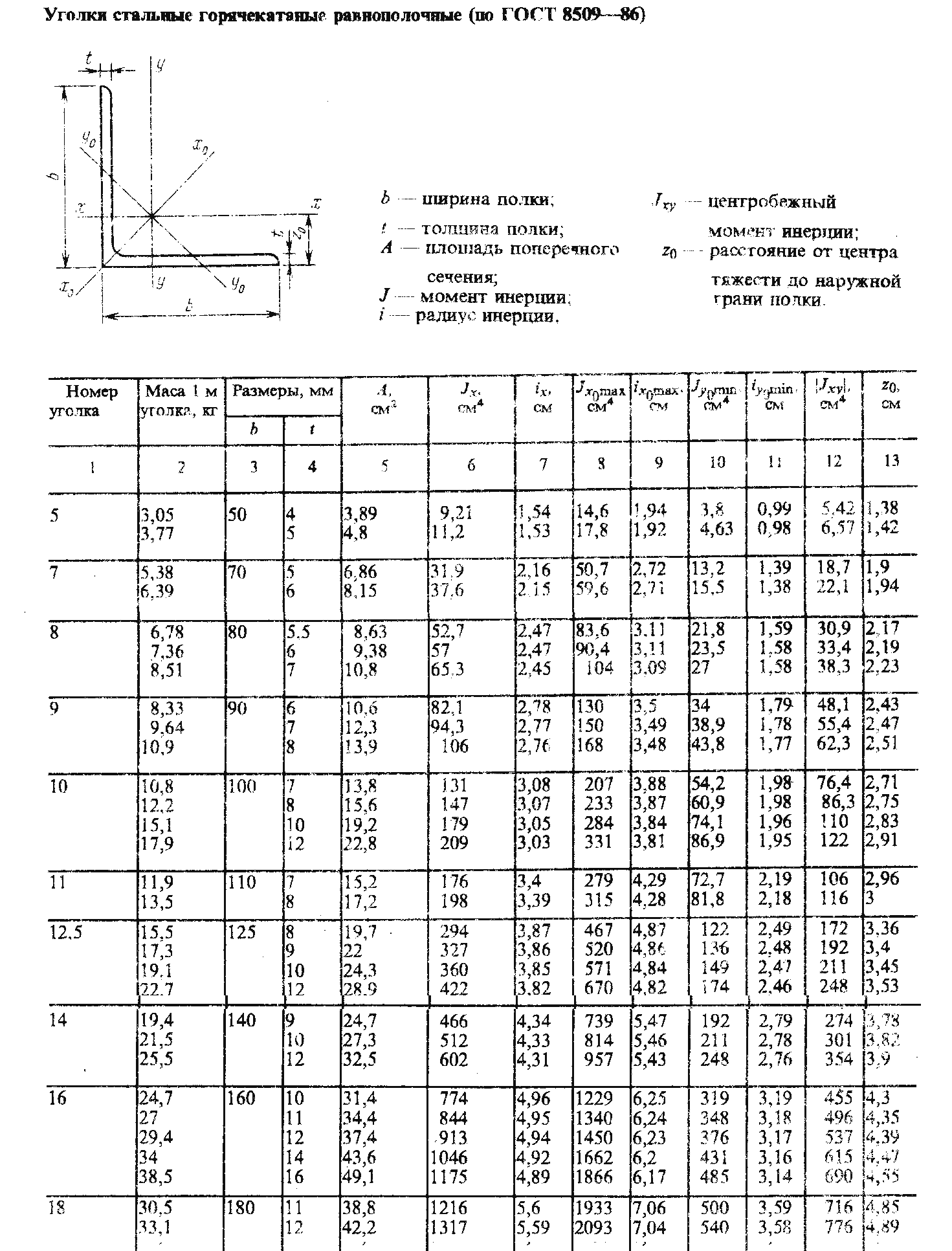
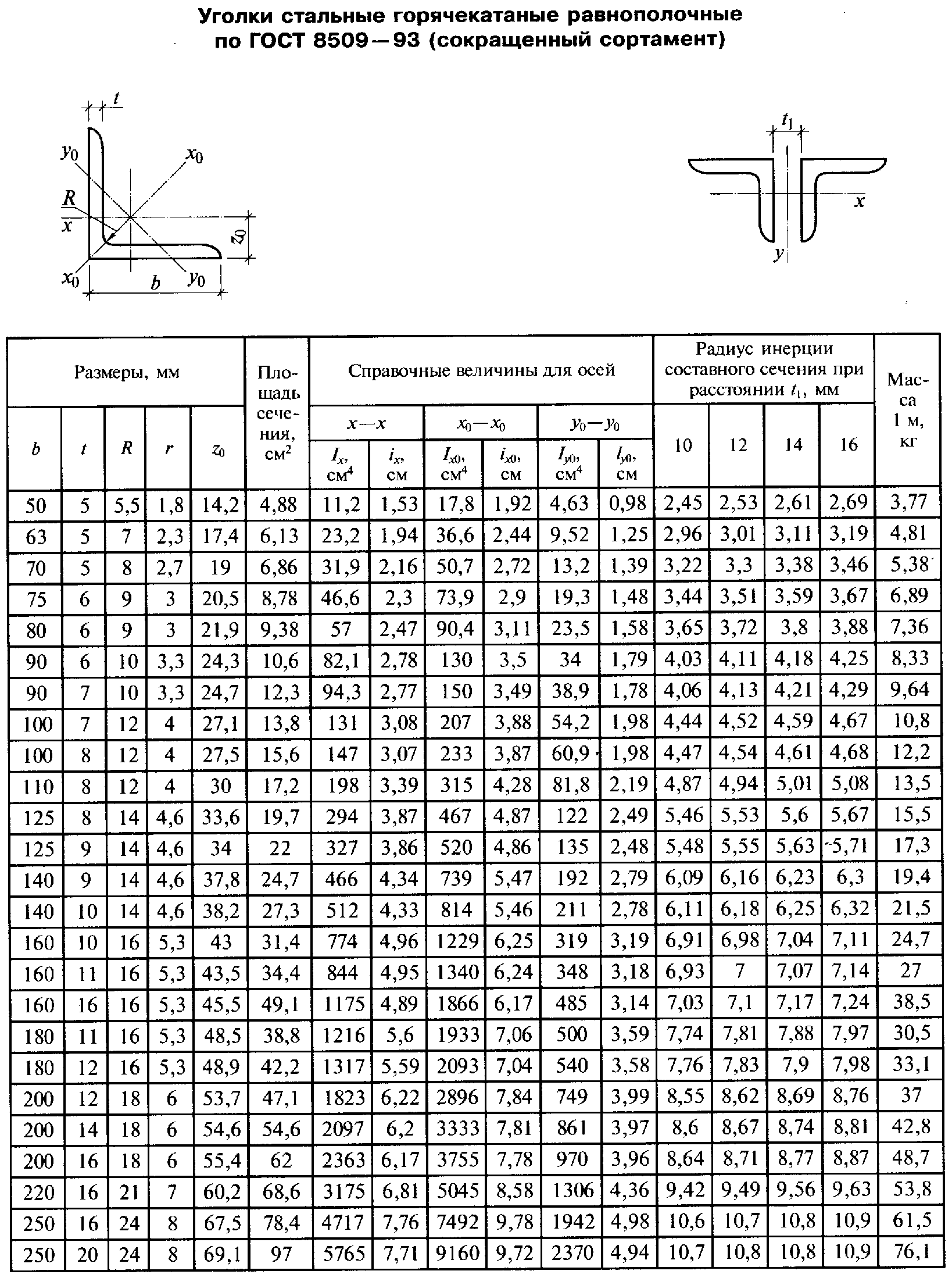
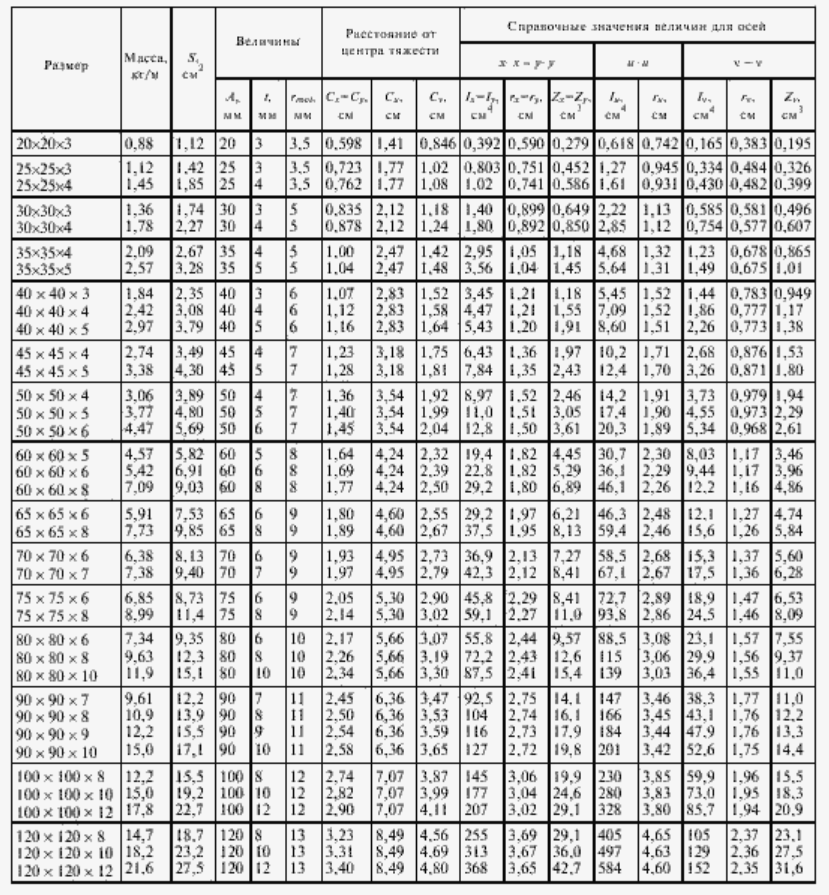
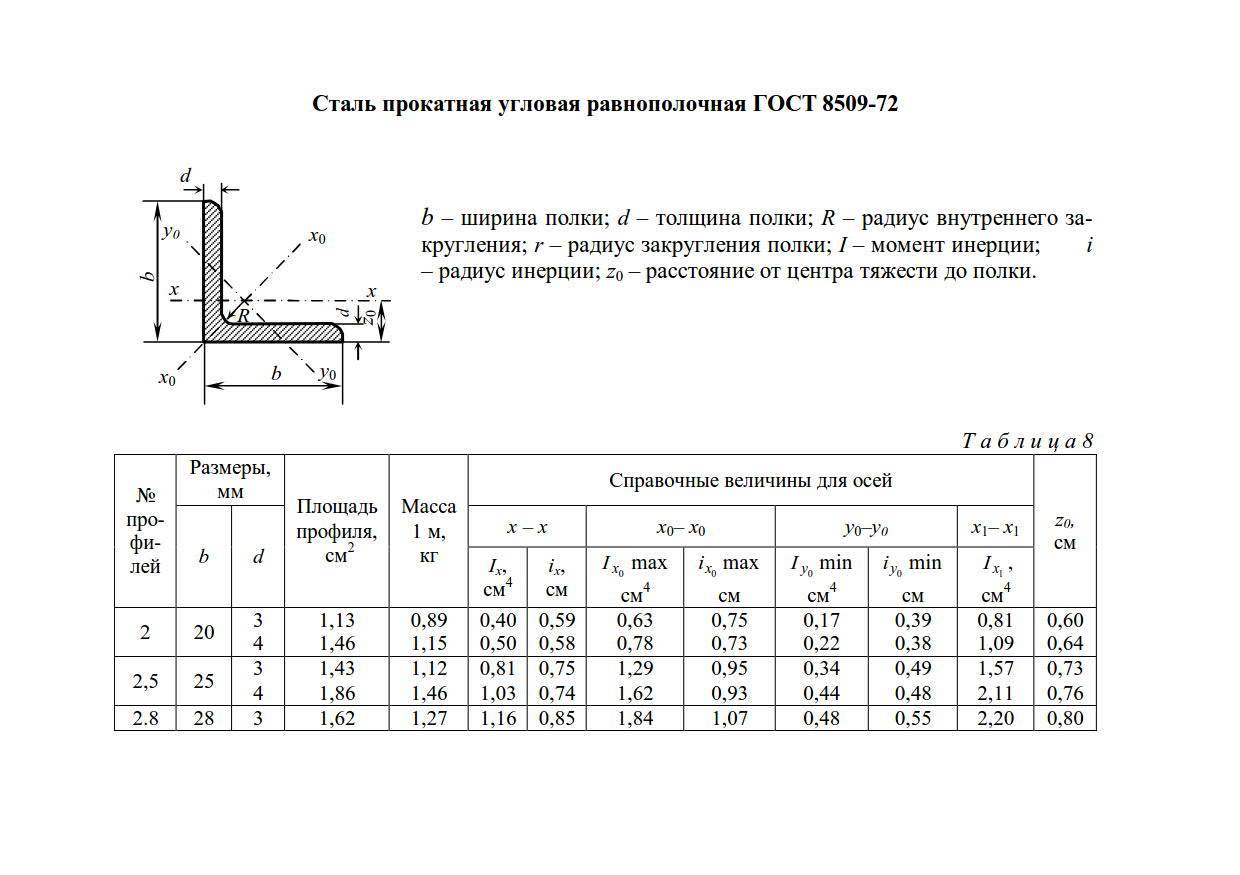
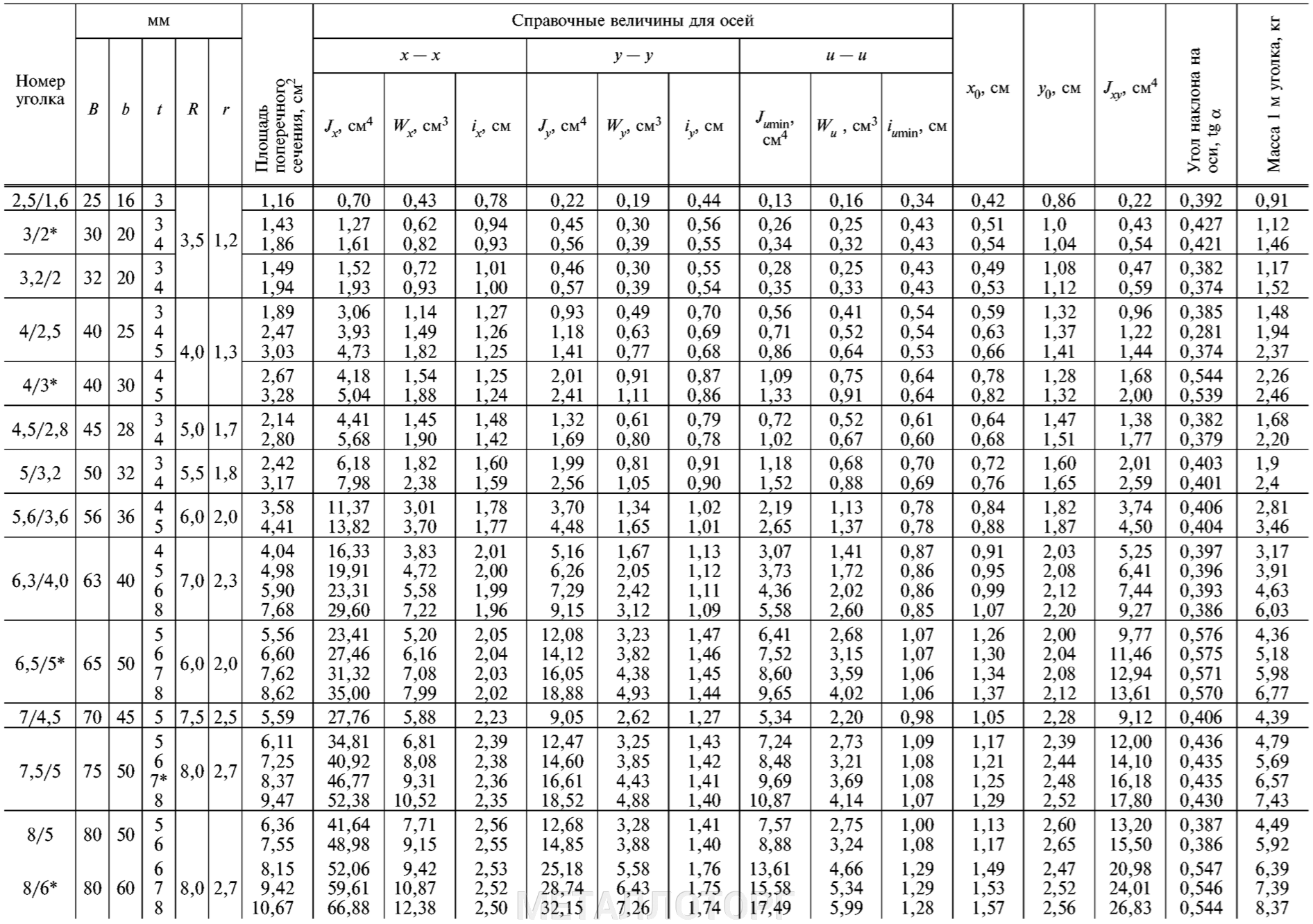
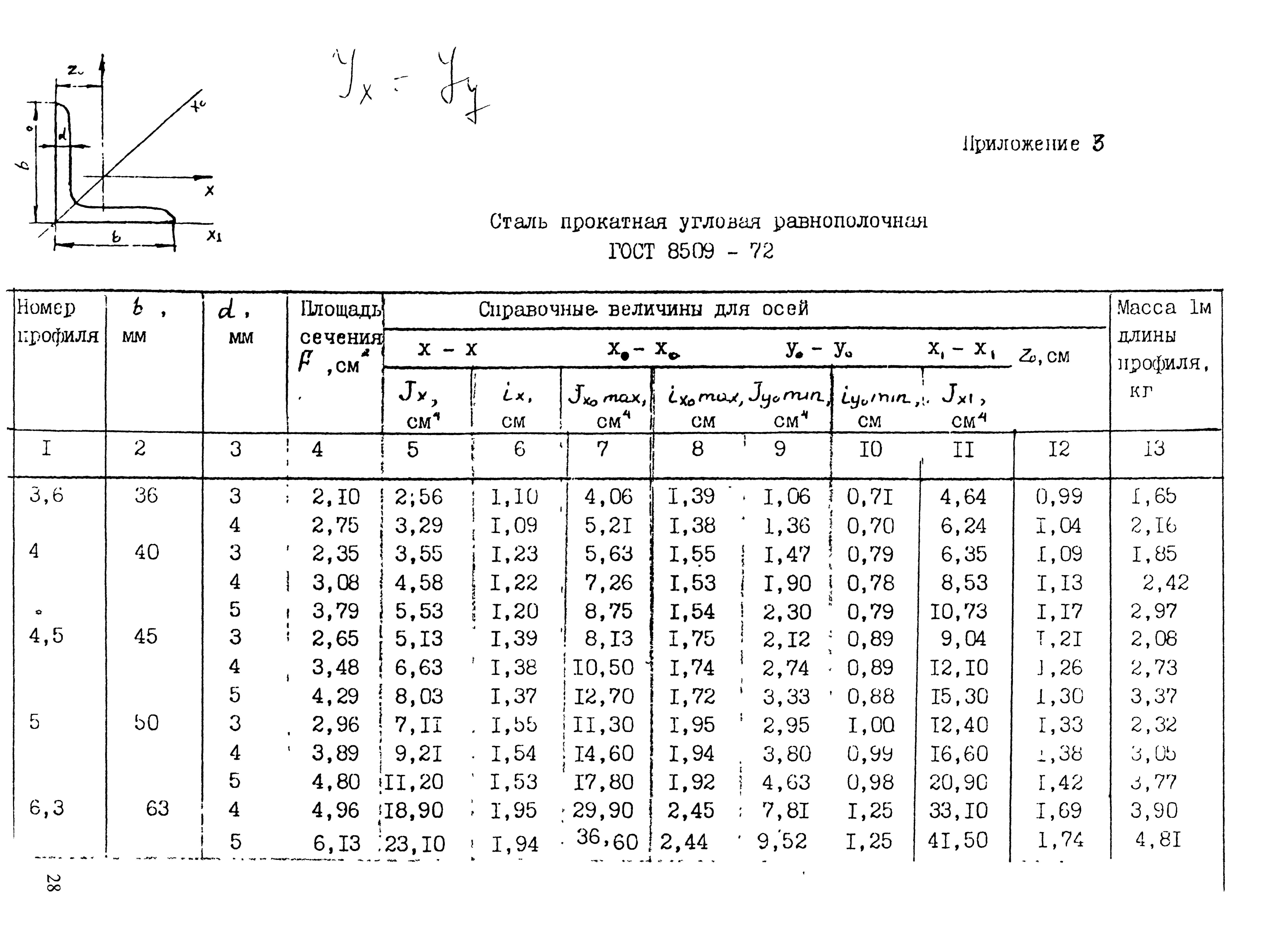
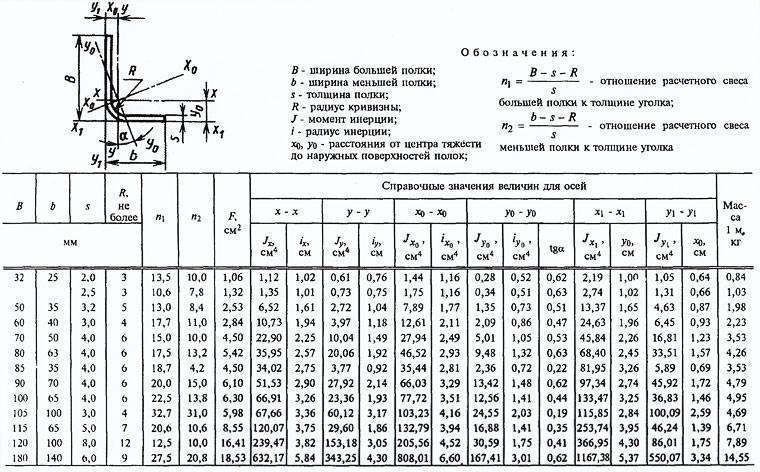
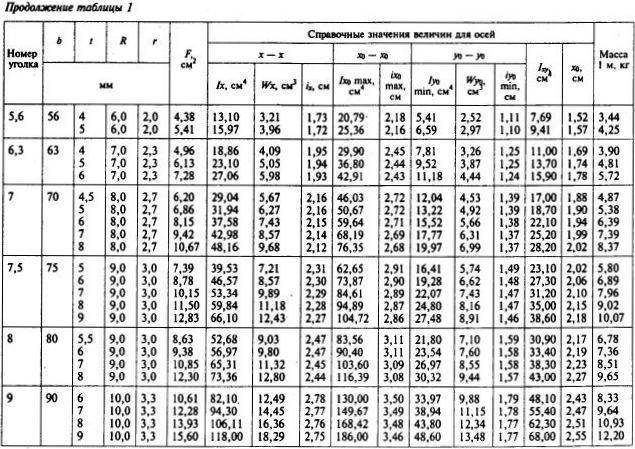
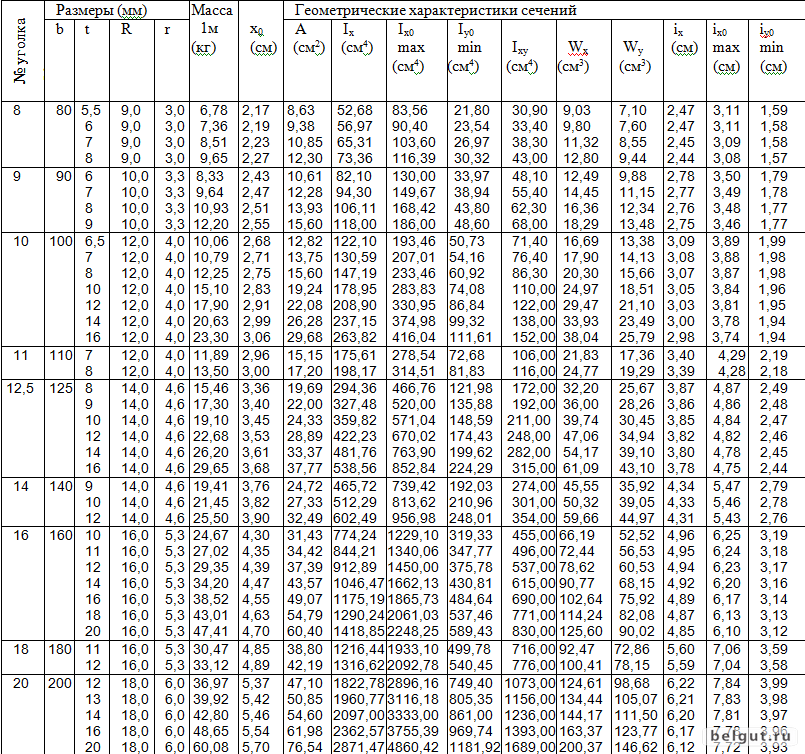
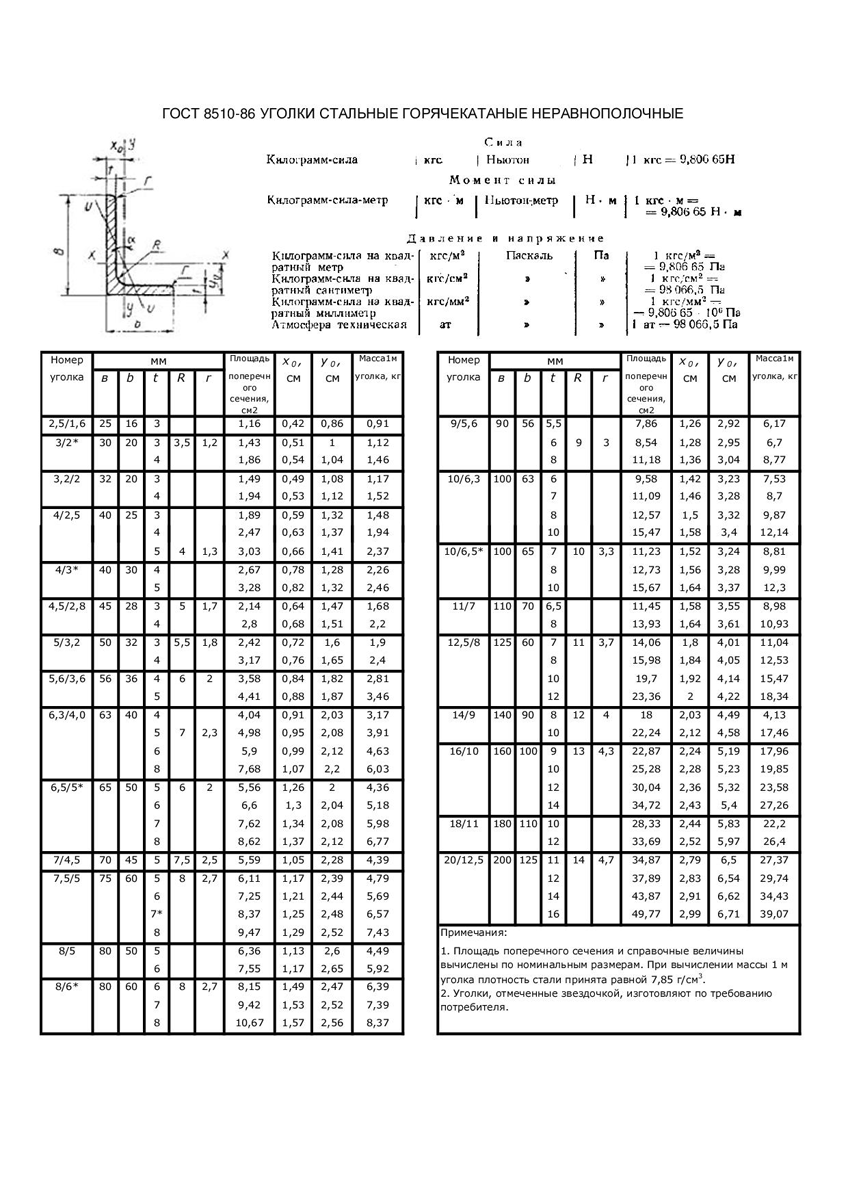
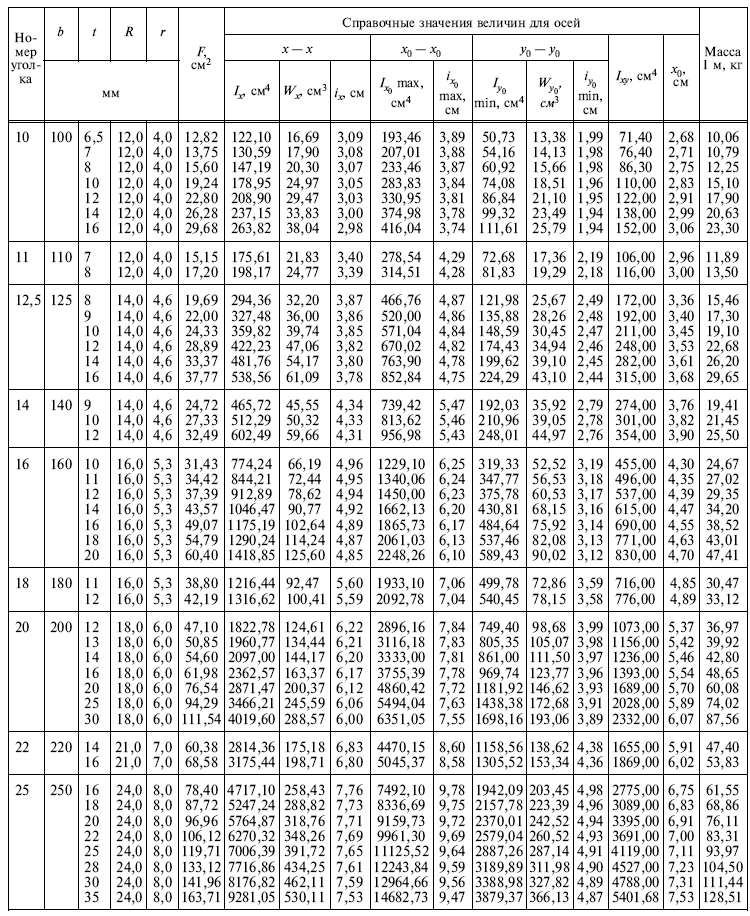
2 Размеры уголков, площадь поперечного сечения, справочные величины для осей и масса 1 муголков должны соответствовать указанным на рисунке 1 и в таблице 1, а при поставках на экспорт —приложениям А и Б.
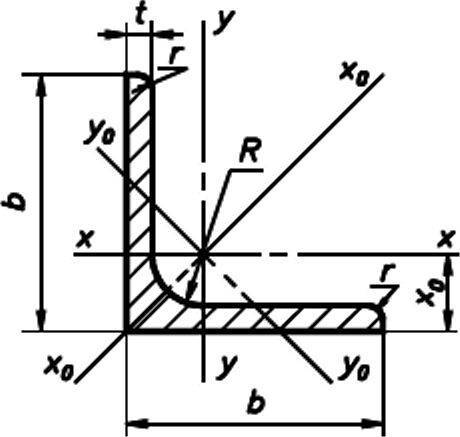
Рисунок 1
Таблица 1
Окончание таблицы 1
Примечания
- Площадь поперечного сечения и справочные величины вычислены по номинальным размерам. Плотность стали — 7,85 г/см3.
- Радиусы закругления, указанные на рисунке 1 и в таблице 1, даны для построения калибра и на профиле не контролируются.
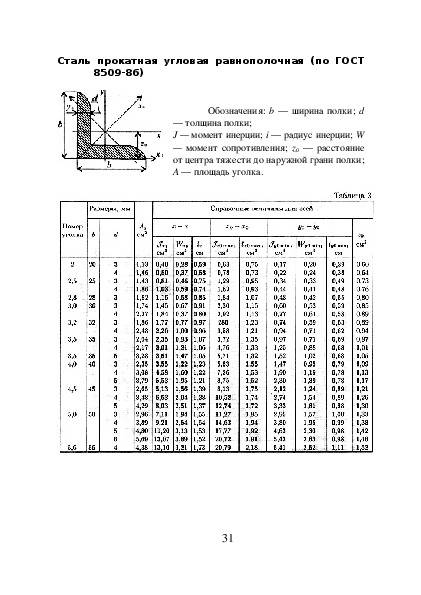
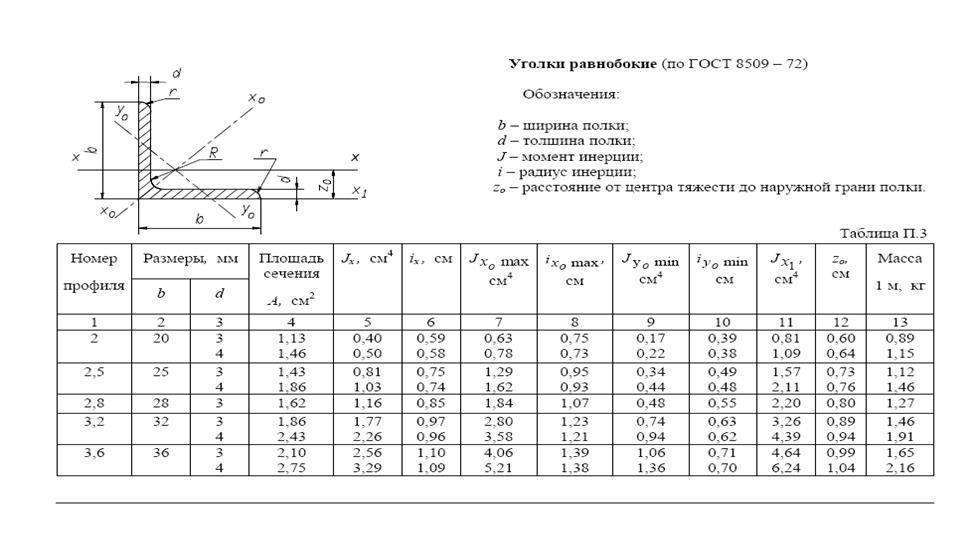
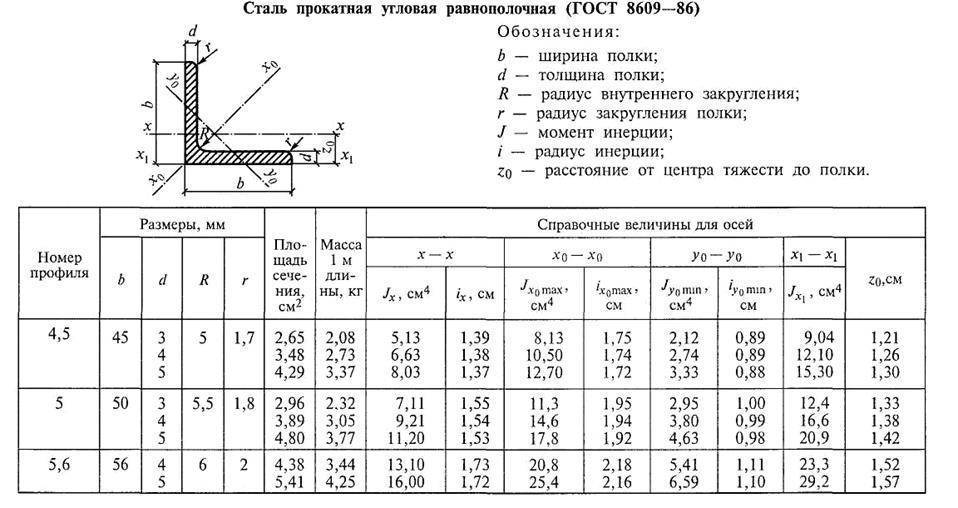
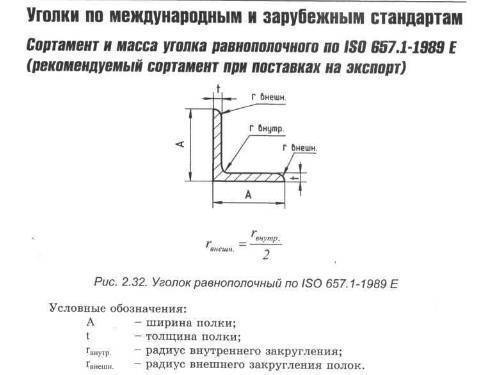
Условные обозначения к рисунку 1 и таблице 1:
b — ширина полки;
t — толщина полки;
R — радиус внутреннего закругления;
r — радиус закругления полок;
F — площадь поперечного сечения;
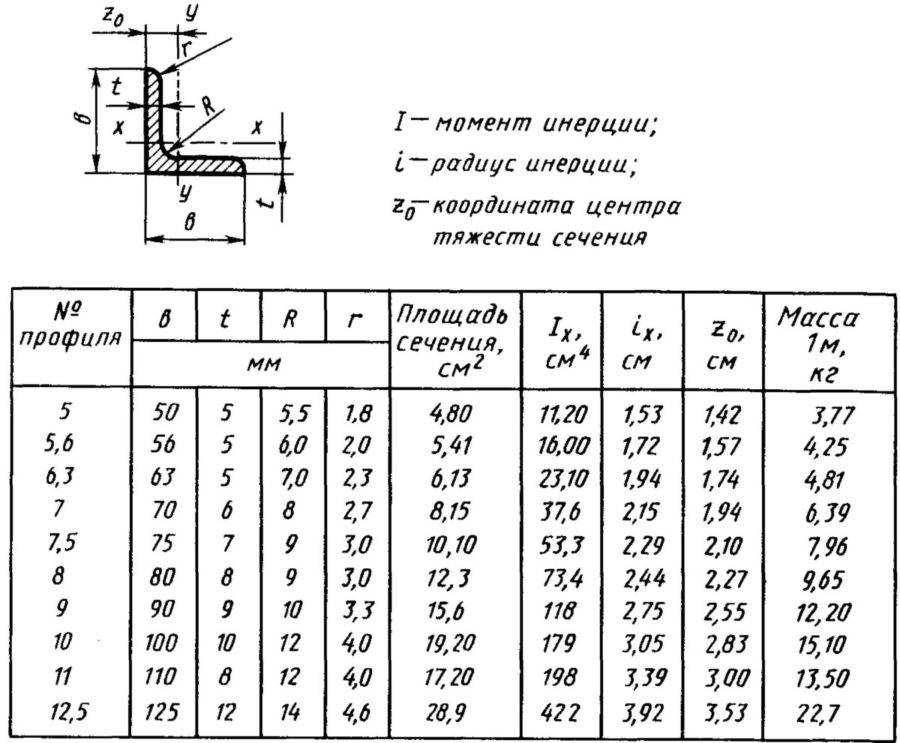
I — момент инерции;
x — расстояние от центра тяжести до наружной грани полки;
Ixy — центробежный момент инерции;
i — радиус инерции.
3 По точности прокатки уголки изготавливают:
- А — высокой точности;
- В — обычной точности.
4 Предельные отклонения по размерам уголков не должны превышать указанных в таблице 2.
Таблица 2
5 По согласованию изготовителя с потребителем допускается изготовление уголков со смещением предельных отклонений по толщине полки в пределах допускаемых отклонений соответствующей точности.
6 По согласованию с потребителем отклонения по толщине полки допускается заменятьпредельными отклонениями по массе в соответствии с таблицей 3.
Таблица 3
7 Отклонение от прямого угла при вершине не должно превышать 357
По согласованию изготовителя с потребителем отклонение от прямого угла при вершине не должно превышать:
- 1.0 мм — для уголков с шириной полки до 50 мм включительно;
- 2.0 мм — для уголков с шириной полки свыше 50 до 100 мм включительно;
- 3.0 мм — для уголков с шириной полки свыше 100 до 200 мм.
8 Притупление внешних углов (в том числе и угла при вершине) не контролируется.
По требованию потребителя притупление внешних углов (в том числе и угла при вершине) не должно превышать:
- 0,3 толщины полки — для уголков толщиной до 10 мм включительно;
- 3.0 мм — для уголков толщиной свыше 10 до 16 мм включительно;
- 5.0 мм — для уголков толщиной свыше 16 мм.
9 Уголки изготовляют длиной от 4 до 12 м:
- мерной длины;
- мерной длины с немерной в количестве не более 5 % массы партии;
- кратной мерной длины,
- кратной мерной длины с немерной в количестве не более 5 % массы партии; немерной длины;
- ограниченной длины в пределах немерной.
9.1 По согласованию изготовителя с потребителем уголки изготовляют мерной и кратноймерной длины с немерными длинами более 5 % массы партии.

9.2 Допускается изготовление уголков длиной не менее 3 м и свыше 12 м.
10 Предельные отклонения по длине уголков мерной длины или кратной мерной не должныпревышать:
- + 30 мм — при длине до 4 м включительно;
- + 50 мм — при длине свыше 4 до 6м включительно;
- + 70 мм — при длине свыше 6 м.
По требованию потребителя для уголков длиной свыше 4 до 7 м предельные отклонения длины не должны превышать + 40 мм, более 7 м — + 5 мм на каждый следующий метр.
11 Кривизна уголков не должна превышать 0,4 % длины.
По требованию потребителя изготавливают уголки, кривизна которых не превышает 0,2 % длины. Для уголков от № 2 до 4,5 включительно кривизну проверяют на длине 1 м.
12 Размеры поперечного сечения уголков, притупление углов измеряют на расстоянии неменее 500 мм от торца штанги.
Виды равнополочных уголков
Равнополочные варианты исполнения на сегодняшний день получили весьма широкое распространение. Выпускаются они в различных вариантах исполнения. Рассматривая виды металлических уголков отметим, что геометрические размеры и классификация изделий регулируется двумя основными нормативными документами:
- Уголок горячекатаный равнополочный получается при применении технологии, которая предусматривает оказание воздействия высокой температуры. В качестве нормативной документации применяется ГОСТ 8509-93. За счет применения особой технологии производства получаемое изделие обладает весьма высокими эксплуатационными качествами. Однако, производственный процесс связан с достаточно большим количеством технологических сложностей.
- Уголок стальной гнутый также получил широкое применение. Для стандартизации основных параметров в этом случае применяется ГОСТ 19771-93. За счет применения технологии холодной гибки существенно ускоряется производственный процесс.
Отличительной особенностью равнополочных уголков назовем то, что полки у них имеют одинаковые геометрические размеры. Горячекатаные изделия производятся путем пропуска раскаленной заготовки через валики. При воздействии давления на размягченный сплав формируется геометрическая форма и определенные размеры. При холодной гибке применяется специальное оборудование, которое способно оказывать существенно механическое воздействие. Стоит учитывать, что в данном случае в качестве заготовки может использоваться исключительно листовой прокат с относительно небольшой толщиной поперечного сечения.
 Уголок горячекатаный
Уголок горячекатаный
 Уголок стальной гнутый
Уголок стальной гнутый
Горячекатаные изделия характеризуются следующими достоинствами:
- высокая прочность;
- более сложный профиль.
Гнутые обладают более точными геометрическими размерами, что также определило их распространение. Кроме этого, применение листового металла в качестве сырья позволило существенно снизить вес изделия и расширить сортамент. Классификация проводится также по типу применяемого материала при изготовлении. От этого показателя зависят следующие моменты:
- Устойчивость материала к воздействию окружающей среды, к примеру, повышенной влажности.
- Прочность структуры и твердость поверхности.
- Плотность, которая определяет соотношение веса и геометрических размеров.
- Степень обрабатываемости.
При изготовлении равнополочного уголка могут применять следующие металлы:
- Стали повышенной прочности. Они обладают весьма большой прочностью, могут выдерживать существенное механическое воздействие. Стоит учитывать, что для достижения некоторых показателей проводится термическая обработка уже после получения требуемой формы и размеров.
- Легированные металлы с различной концентрацией примесей. За счет включения в состав различных веществ можно существенно изменить эксплуатационные качества изделия. К примеру, повышение концентрации хрома повышает коррозионную стойкость поверхности. При легировании металла учитывается, что получаемые равнополочные материалы должны обладать высокой прочностью.
- Сплавы, которые характеризуются высокой жаропрочностью, жаростойкостью или коррозионной устойчивостью. Некоторые равнополочные варианты исполнения строительных материалов могут применяться в особых эксплуатационных условиях. Для достижения требуемых качеств при их изготовлении могут применять высоколегированные сплавы.

Стальные уголки
Наиболее распространенным металлом, который применяется при производстве равнополочных уголков, является углеродистая сталь. Это связано с ее высокой прочностью и относительно низкой стоимостью, простотой получения.
Уголок равнополочный ГОСТ 8509-93 — сортамент, характеристики и области применения
Промышленность выпускает 3 разновидности подобных фасонных изделий. ГОСТ № 8509 от 1993 года (часть 1) определяет характеристики, типоразмеры и ТУ (допуски, непараллельность, кривизну и ряд других) равнополочных уголков горячекатаных из стали. Чем они характеризуются, какими бывают и где целесообразно использовать данную продукцию – обо всем этом предлагаемая статья.
Детальную информацию по сортаменту равнополочного уголка можно получить из прилагаемой таблицы. Точнее, чем в Стандарте, не скажешь. Поэтому автор считает целесообразным ограничиться лишь небольшим обзором продукции. Тот, кто с ней не знаком, получит общее представление, а остальным читателям материал позволит вспомнить отдельные, стершиеся в памяти моменты.

Особенности
- Обе полки уголка равнополочного совершенно идентичны (отсюда и наименование металлоизделия).
- Формирование профиля производится при повышенной температуре. Что дает горячий прокат? Рядовому потребителю будут интересны такие моменты – снижение стоимости равнополочного уголка по отношению к аналогам и удобство сварки образцов.
- В качестве сырья используется сталь углеродистая или низколегированная. Последняя отличается повышенной устойчивостью к большим минусовым температурам (в плане деформации).
Скачать ГОСТ 8509-93 в формате pdf можно здесь.
Характеристики
- Номер (2 – 25) – основной параметр. Соответствует ширине полки (b), выраженной в «см». К примеру, у самого большого равнополочного уголка она составляет 250, у минимального по сортаменту – 20 (мм).
- Вес 1 п.м. Определяется толщиной (S) и шириной полок. При расчетах (например, нагрузки) следует знать, что для одного номера толщина полки может быть различной (указано в сортаменте).
- Длина – как правило, 4 – 12 м. Но возможно производство и более габаритного равнополочного уголка, по просьбе заказчика.
Применение
- Монтаж сборных (в основном, сварных) металлоконструкций – ограждений, каркасов, перил, ферм, стеллажей.
- Как арматура в производстве некоторых образцов ЖБИ (колонн, балок и ряда других).
- Для изготовления отдельных элементов различных опор, кронштейнов, укосов, подвесок, переходов и так далее.
- Из уголка равнополочного в частном секторе нередко собираются различные столы, верстаки, тумбы, рамы для аквариумов – спектр применения разнообразный.
- В качестве направляющих для фиксации кабелей, проводов, желобов, тросов.