Документы
Сортировать по :
названию | дате | популярности
Эксцентрик
популярный!
| Дата добавления: | 20.08.2010 |
| Дата изменения: | 20.08.2010 |
| Размер файла: | 30.93 Кбайт |
| Скачиваний: | 1013 |
Эксцентрик применяется в станке 2С550
Чертежи выполнены в двух форматахcdw — Компас 9 СП2dwg — Autocad 2000
Скачать
Подробнее
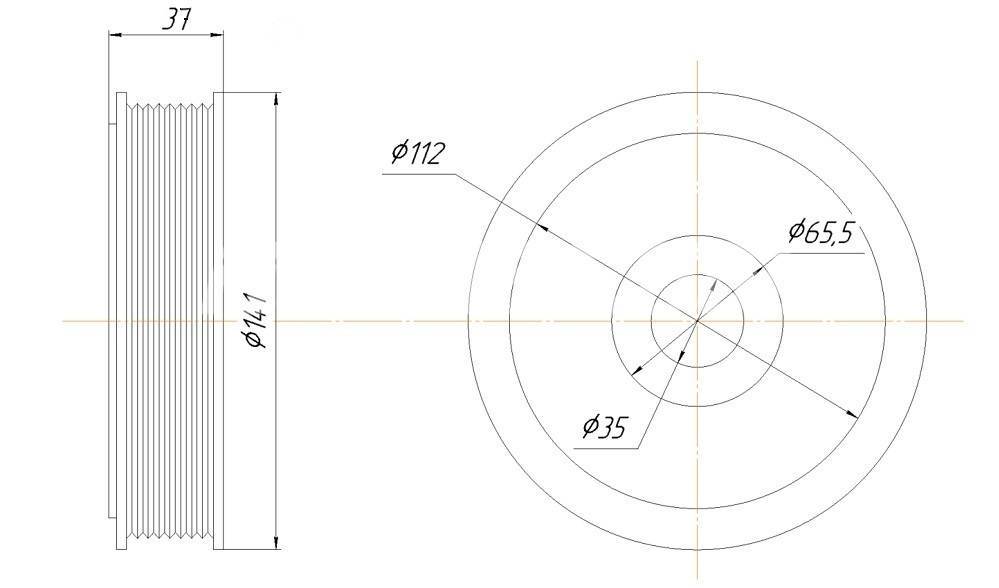
Шкив под поликлиновой ремень
| Дата добавления: | 08.09.2010 |
| Дата изменения: | 08.09.2010 |
| Размер файла: | 34.9 Кбайт |
| Скачиваний: | 930 |
Шкив под поликлиновой ремень используется в станке 1П426
Чертежи выполнены в двух форматахcdw — Компас 9 СП2dwg — Autocad 2000
Скачать
Подробнее
Шкив 2 ручья, профиль B
популярный!
| Дата добавления: | 23.08.2010 |
| Дата изменения: | 23.08.2010 |
| Размер файла: | 36.91 Кбайт |
| Скачиваний: | 1364 |
Шкив 2 ручья, профиль B применялся для замены зубчатых шкивов в станке 1740
Чертежи выполнены в двух форматахcdw — Компас 9 СП2dwg — Autocad 2000
Скачать
Подробнее
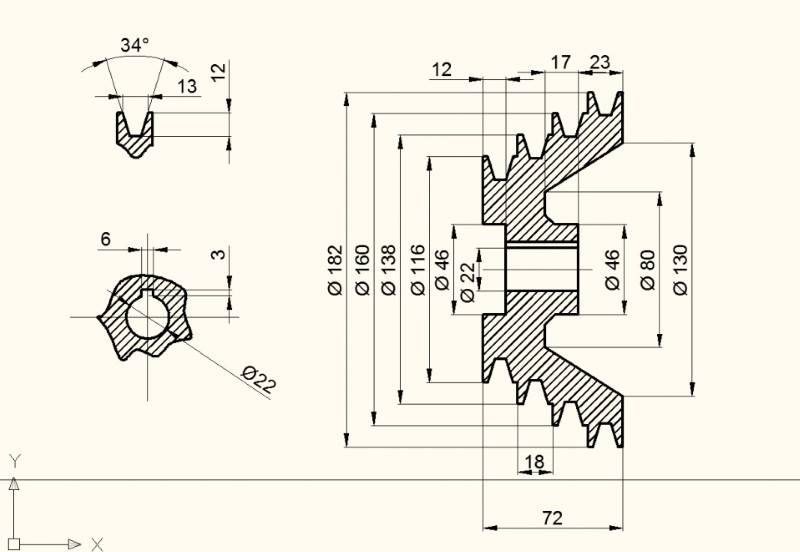
Шкив
| Дата добавления: | 06.07.2010 |
| Дата изменения: | 13.08.2010 |
| Размер файла: | 43.88 Кбайт |
| Скачиваний: | 958 |
Шкив используется в станке ДИП-500.
Сопрягается с фланцем.
Чертежи выполнены в двух форматахcdw — Компас 9 СП2dwg — Autocad 2000
Скачать
Подробнее
Шарнир
| Дата добавления: | 24.06.2010 |
| Дата изменения: | 13.08.2010 |
| Размер файла: | 73.83 Кбайт |
| Скачиваний: | 884 |
Шарнир.
Чертежи выполнены в двух форматахcdw — Компас 9 СП2dwg — Autocad 2000
Скачать
Подробнее
Шарнир
| Дата добавления: | 24.06.2010 |
| Дата изменения: | 13.08.2010 |
| Размер файла: | 68.71 Кбайт |
| Скачиваний: | 850 |
Шарнир.
Чертежи выполнены в двух форматахcdw — Компас 9 СП2dwg — Autocad 2000
Скачать
Подробнее
Храповик
популярный!
| Дата добавления: | 20.08.2010 |
| Дата изменения: | 20.08.2010 |
| Размер файла: | 42.92 Кбайт |
| Скачиваний: | 1014 |
Храповик используется в станке 2Н125.
Чертежи выполнены в двух форматахcdw — Компас 9 СП2dwg — Autocad 2000
Скачать
Подробнее
Рукоятка переключения
| Дата добавления: | 08.09.2010 |
| Дата изменения: | 08.09.2010 |
| Размер файла: | 37.21 Кбайт |
| Скачиваний: | 812 |
Рукоятка переключения используется в станке 2А135
Чертежи выполнены в двух форматахcdw — Компас 9 СП2dwg — Autocad 2000
Скачать
Подробнее
Поддерживающий ролик
| Дата добавления: | 19.08.2010 |
| Дата изменения: | 19.08.2010 |
| Размер файла: | 167.94 Кбайт |
| Скачиваний: | 857 |
Чертежи выполнены в двух форматахcdw — Компас 9 СП2dwg — Autocad 2000
Скачать
Подробнее
Кулачек
| Дата добавления: | 06.07.2010 |
| Дата изменения: | 13.08.2010 |
| Размер файла: | 31.89 Кбайт |
| Скачиваний: | 826 |
Кулачек используется в станке ИР-1200.
Чертежи выполнены в двух форматахcdw — Компас 9 СП2dwg — Autocad 2000
Скачать
Подробнее
Самостоятельное изготовление
В случае невозможности приобретения готового шкива профессиональные мастера советуют изготовить данную деталь самостоятельно.
Для изготовления шлицевого шкива в домашних условиях необходим токарный станок и металлическая заготовка. За помощью можно обратиться в токарные мастерские, где профессиональные токари обязательно помогут выточить необходимую деталь.
В случае невозможности достать металлическую заготовку специалисты советуют использовать кусок фанеры.
Необходимые инструменты:
- электрический лобзик;
- фрезер;
- циркуль;
- электрическая дрель.
Этапы изготовления:
- приобретение необходимой заготовки;
- вычерчивание круга нужного диаметра;
- высверливание центрального отверстия;
- выпиливание лобзиком круга строго по намеченной линии с отступом от черты на 20-25 мм;
- шлифовка полученной заготовки мелкой наждачной бумагой;
- вырезание канавки для ремня с помощью фрезы необходимого размера;
- установка готового изделия в мотоблок;
- устранения всех дефектов и неточностей.
Данная деталь из фанеры имеет короткий срок эксплуатации и требует постоянной проверки и замены в случае необходимости.
Устанавливать самодельные детали можно только на те мотоблоки, в которых данная манипуляция предусмотрена разработчиками.
Специалисты рекомендуют прибегать к самостоятельному изготовлению шкива только в самых крайних случаях и при возможности сразу заменить деталь, изготовленную в промышленных условиях на специальном оборудовании.
Для продления сроков эксплуатации мотоблока специалисты рекомендуют знать и применять несколько основных правил ухода за шкивом:
- регулярная проверка и очистка защитного кожуха от камней, частиц пыли, земли и другого мусора;
- постоянная проверка надежности крепления детали к оси для предотвращения износа резьбы;
- соблюдения всех правил и норм эксплуатации электрического устройства;
- проверка соосности лазерным уровнем;
- проверка устройства на наличие механических повреждений, а также трещин и царапин.
Для предупреждения развития коррозийных процессов после эксплуатации необходимо мотоблок поставить в сухое и проветриваемое помещение, защищенное от попадания различных осадков.
Для того чтобы снять шкив и исправить биение стартера, надо сначала уменьшить ход, снизить скорость, а потом полностью остановить аппарат.
Перед началом процесса выполнения запланированных работ надо обязательно проверить исправности всех элементов мотоблока для предупреждения возникновения неприятных ситуаций, которые могут привести к поломке всего мотоблока.
Специалисты рекомендуют регулярно проводить комплексную проверку всего аппарата, которая обязательно окажет влияние на сроки эксплуатации всех частей, в том числе и шкивов.
Основные мероприятия комплексного технического осмотра:
- регулярная чистка всех рабочих узлов;
- проверка воздушных фильтров;
- регулярная замена деформированных деталей;
- проверка свечей зажигания;
- смена масла;
- смазка деталей системы управления;
- регулировка сцепления;
- смена глушителя;
- регулировка натяжения ремней.
Техника безопасности и подготовка рабочего места
Высокотемпературные работы отличаются вредными испарениями и сопровождаются выделением дыма, поэтому выполнять их необходимо на открытом воздухе или принудительно проветриваемом помещении. Необходимо использовать вентилятор с боковым обдувом.
Процесс литья сопровождается брызгами, возможны потоки расплавленного металла. Рабочее место потребуется предварительно застелить листом металла. Не рекомендуется работы выполнять в жилом помещении — это небезопасно для окружающих.
Основные ошибки при литье алюминия
Прежде чем выполнять литье алюминия в домашних условиях, обратите внимание на основные ошибки, которые наблюдаются при выполнении работ:
- При изготовлении гипсовых форм необходимо чтобы в процессе сушки испарилась вся влага. В противном случае при заполнении формы вода начинает испаряться, превращается в пар и может остаться внутри алюминия в виде пор и раковин.
- При недостаточном нагреве или если перед началом выполнения работ алюминий успел остыть, металл будет плохо заполнять форму и отдаленные участки останутся полыми.
- Не стоит охлаждать металл погружением в жидкость. В этом случае нарушается внутренняя структура материала.
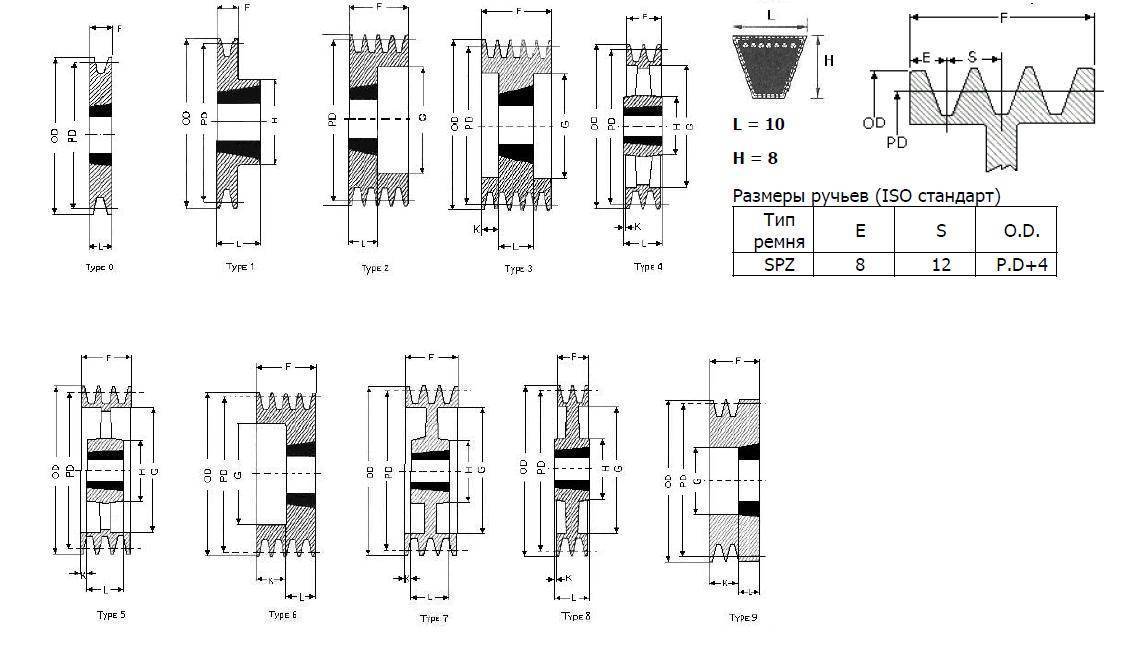
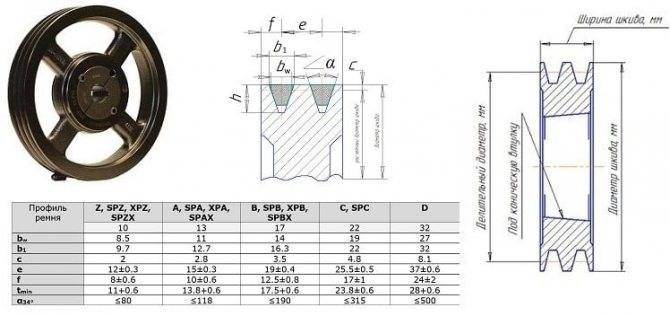
Типы шкивов для клиновых ремней
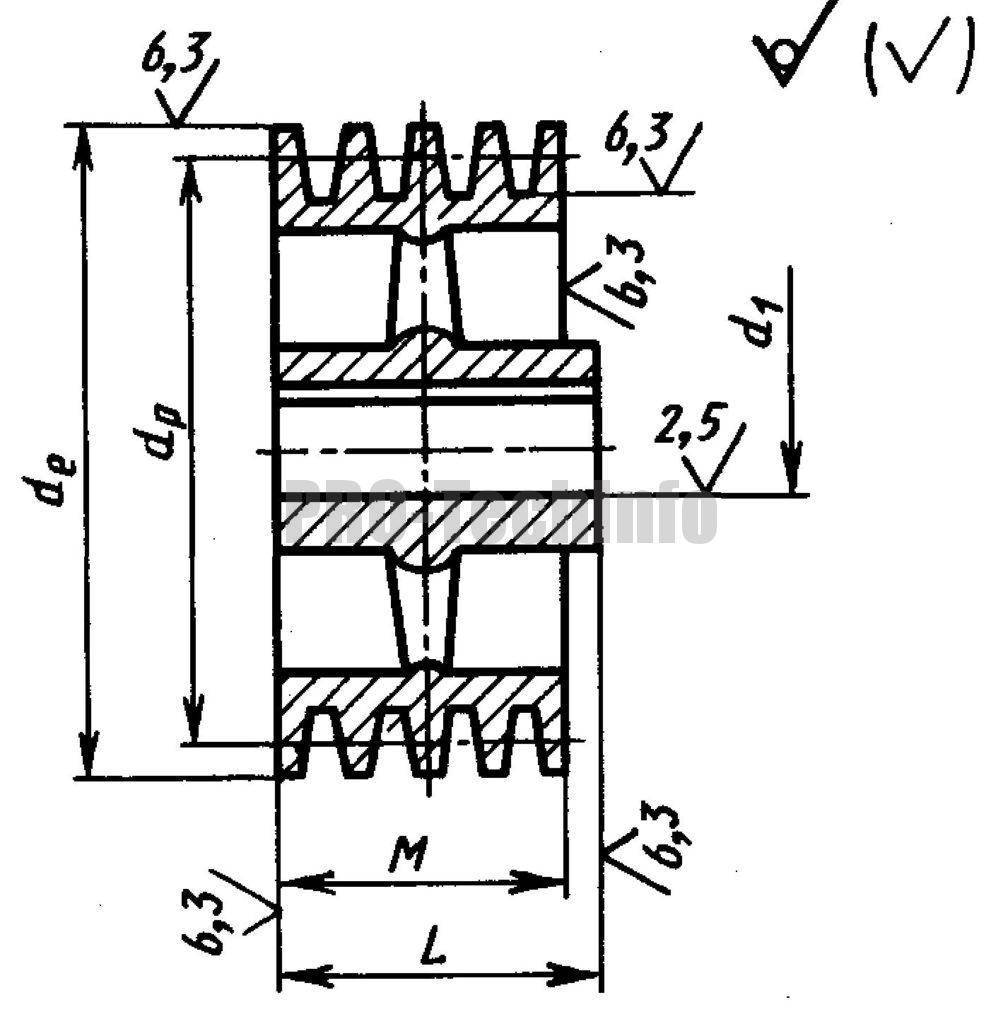
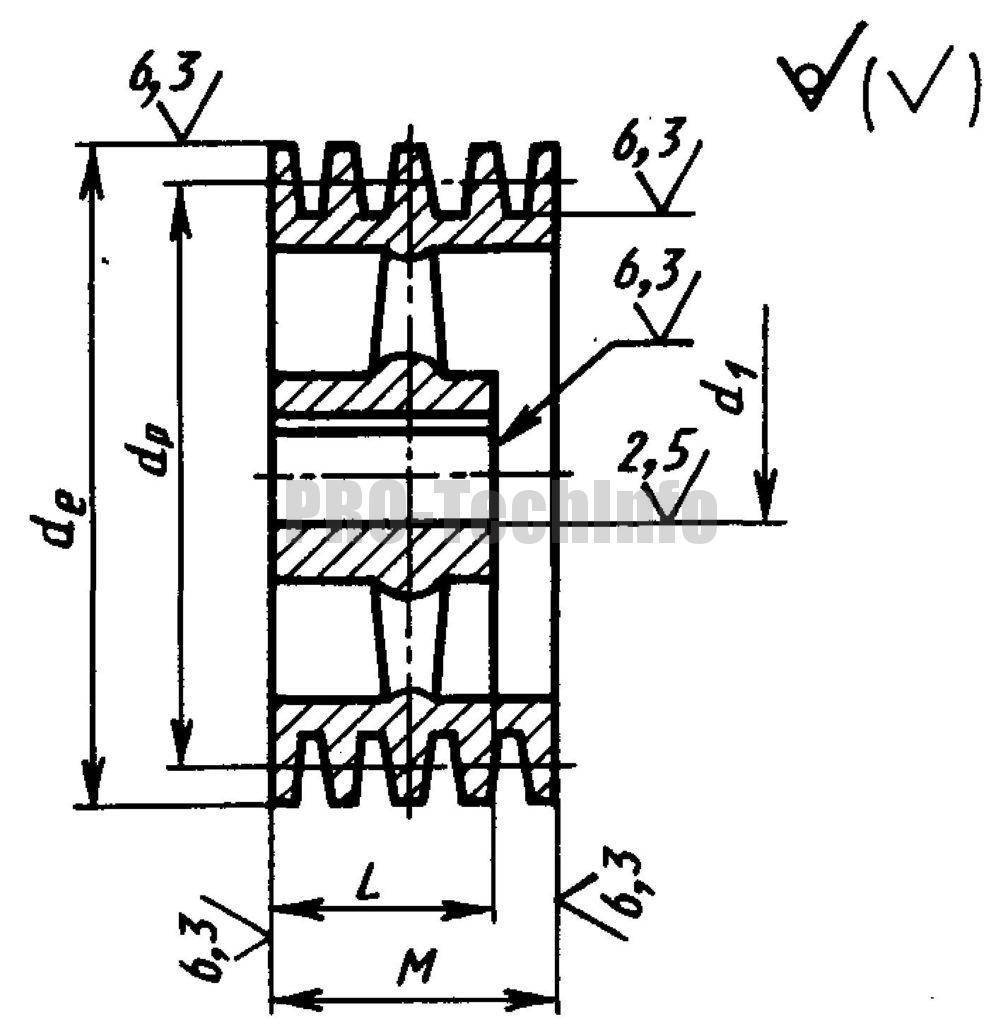
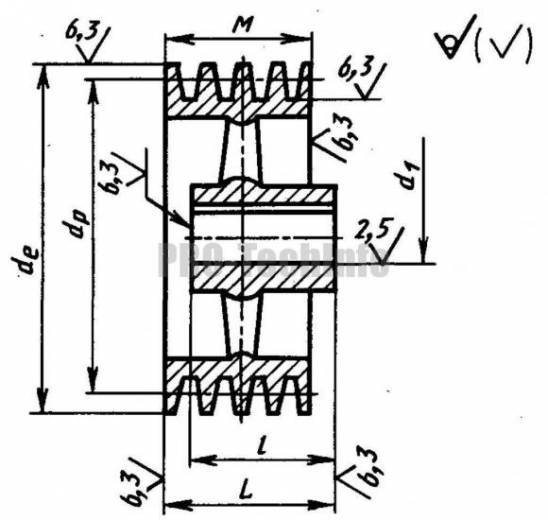
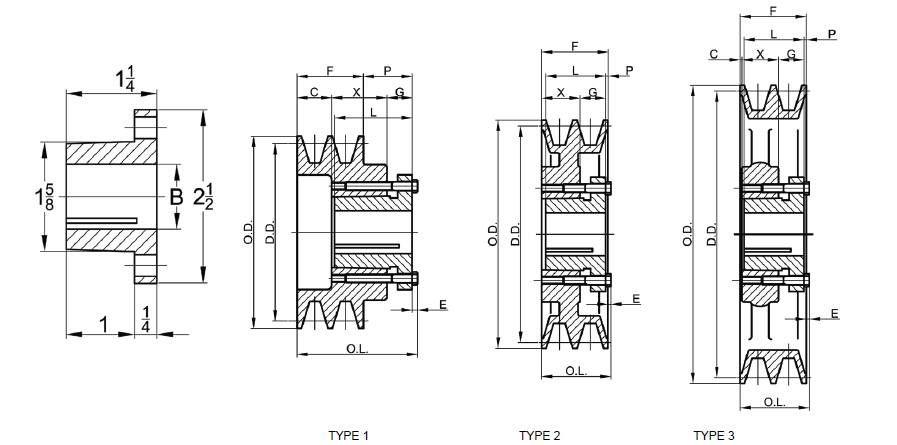
В зависимости от конструкции различают шкивы типов 1…6 (рис. 1…6) и типов 7…9 (рис. 7…9).
Шкив типа 1 — монолитный с односторонней выступающей ступицей.
Шкив типа 2 — монолитный с односторонней выточкой.
Шкив типа 3 — монолитный с односторонней выточкой и выступающей ступицей.
Шкив типа 4 — с диском и ступицей, выступающей с одного торца обода.
Шкив типа 5 — с диском и ступицей, укороченной с одного торца обода.
Шкив типа 6 — с диском и ступицей, выступающей с одного и укороченной с другого торца обода.
Шкив типа 7 — со спицами и ступицей, выступающей с одного торца обода.
Шкив типа 8 — со спицами и ступицей, укороченной с одного торца обода.
Шкив типа 9 — со спицами и ступицей, выступающей с одного и укороченной с другого торца обода.
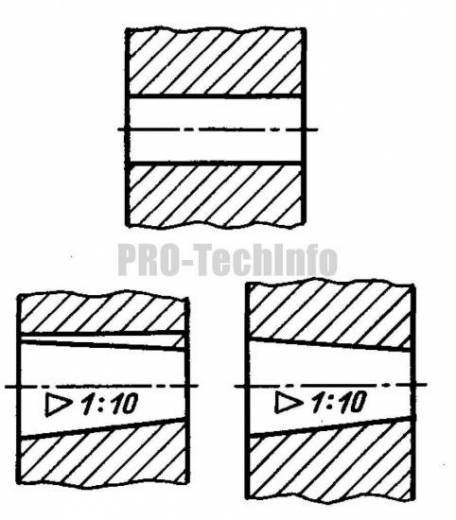
Даны варианты исполнения посадочного отверстия (рис. 10):
- цилиндрический,
- конический со шпонкой,
- конический.
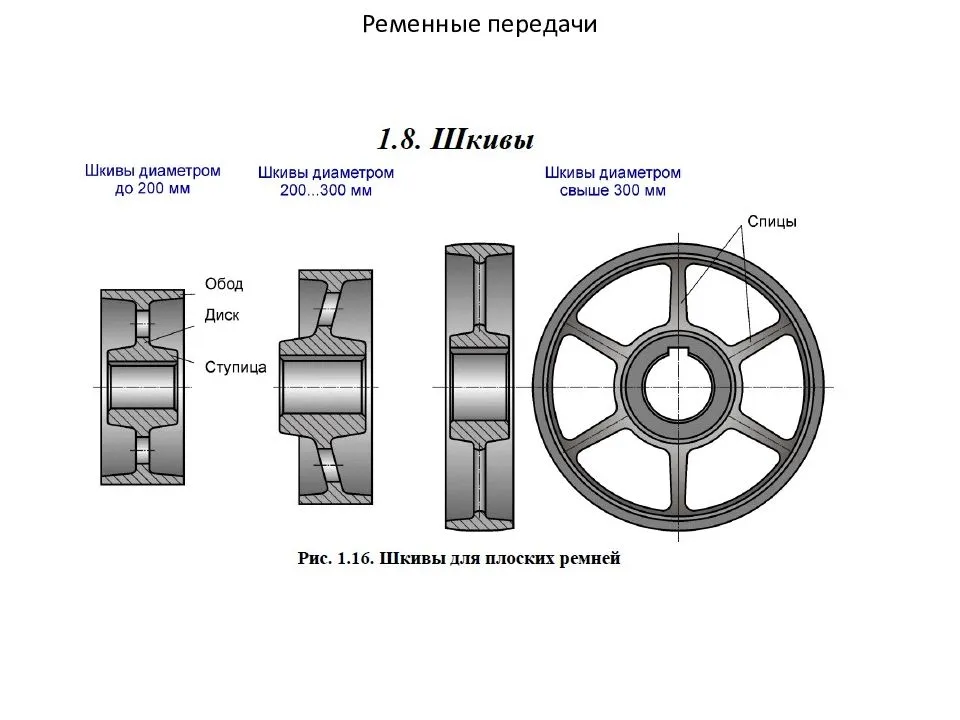
Шкивы плоскоременных передач
Основные конструктивные элементы шкива:
- обод, несущий ремень;
- ступица, насаживаемая на вал;
- диск или спицы, соединяющие обод со ступицей.
Материалами для шкивов плоскоременных передач могут быть:
- чугун,
- сталь,
- легкие сплавы,
- пластмассы.
Чугунные шкивы наиболее распространены; они изготовляются из серого чугуна методом отливки марок СЧ15 и СЧ18 при окружных скоростях υ=15 ÷ 25 м/с; СЧ20 и СЧ25 при окружных скоростях υ=30 ÷ 35 м/с; для сбалансированных шкивов из модифицированного чугуна эта скорость может быть выше (до 45 м/с).
Стальные шкивы могут быть литыми, сварными или точеными. Стальное литье может применяться при окружных скоростях до 45 м/с; сварные шкивы допускают скорость до 60 м/с.




Шкивы из алюминиевых сплавов имеют среди металлических шкивов минимальную массу и могут использоваться при скоростях до 100 м/с, так как малая плотность этих сплавов значительно снижает центробежные нагрузки.
Неметаллические шкивы имеют малую массу, высокий коэффициент трения ремня о шкив, но теплопроводность и износостойкость их ниже, чем у металлических шкивов.
Шкивы плоскоременных передач могут быть с посадочным отверстием – цилиндрическим или коническим (рис. 1; а, б).
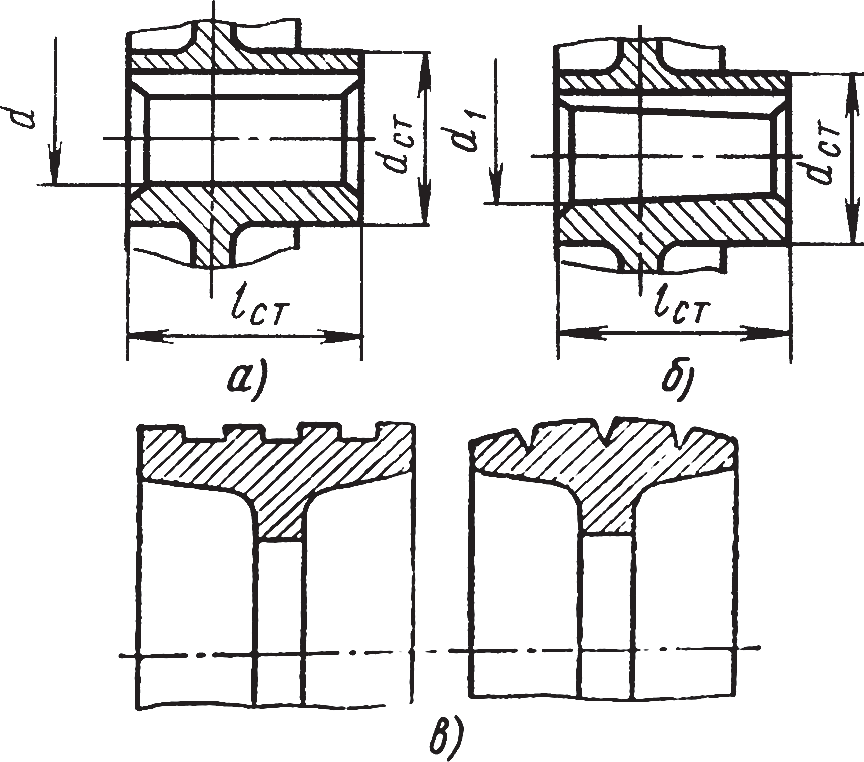
Рис. 1. Конструкция шкивов
Посадочные отверстия под вал должны иметь шероховатость не выше Ra =1,25 ÷ 2,5 мкм, остальные обработанные поверхности Rz=40 мкм. Необработанные поверхности шкивов должны быть окрашены.
При шпоночном соединении и цилиндрическом сопряжении назначают посадки: в случае нереверсивной спокойной нагрузки – Н7/к6; нереверсивной нагрузки с умеренными толчками и ударами – Н7/m6; нереверсивной нагрузки с большими толчками и ударами – H7/p6.
Шкивы имеют гладкую рабочую поверхность обода. На поверхности обода шкивов, работающих с окружной скоростью свыше 40 м/с, должны быть проточены треугольного или прямоугольного профиля кольцевые канавки (рис. 1, в), обеспечивающие выход воздуха из-под ремня, для исключения образования воздушного клина, ухудшающего сцепление между ремнем и шкивом.
Для того, чтобы при работе не происходило сползание плоского ремня со шкивов, что может быть вызвано непараллельностью осей шкивов или формы поверхности обода, один из них делают цилиндрическим, а другой шкив (обычно ведомый) – выпуклым в осевом сечении на величину е, которая образуется дугой окружности (рис. 2, а), или делают цилиндрическую поверхность по середине шкива и конические поверхности по краям (рис. 2, б), или делают шкив выпуклым с ребордой (рис. 2, в). Обычно выпуклость предусматривается на большем шкиве. При υ>25 м/с выпуклыми должны быть оба шкива.
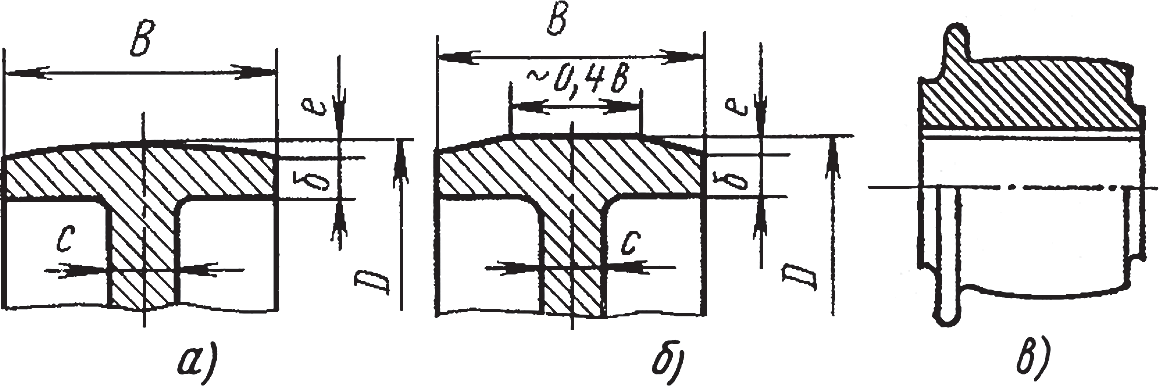
Рис. 2. Конструкция обода шкивов
Для уменьшения износа ремня в результате упругого скольжения шероховатость поверхности обода шкива не должна превышать Ra =1,25 ÷ 2,5 мкм.
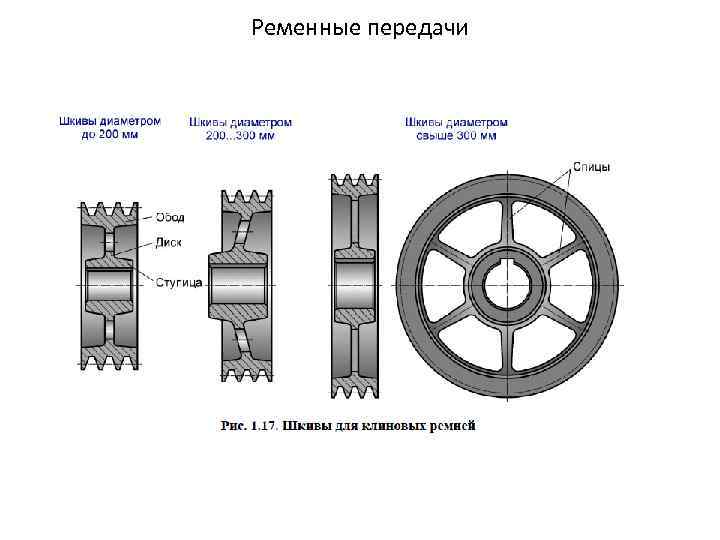
Чугунные шкивы диаметром до 300 ÷ 350 мм изготовляют с диском. В дисках предусматривают отверстия круглой или контурной формы для облегчения шкива и транспортировки.
Шкивы диаметром свыше 300 мм выполняют со спицами в один ряд при ширине обода до 300 мм и в два ряда при ширине обода свыше 300 мм (рис. 3). При диаметре шкива до 500 мм ставят четыре спицы, до 1600 мм – 6 спиц.
Шкивы со спицами используют при окружной скорости υ<25 м/с, если скорость выше, применяют шкивы с диском.
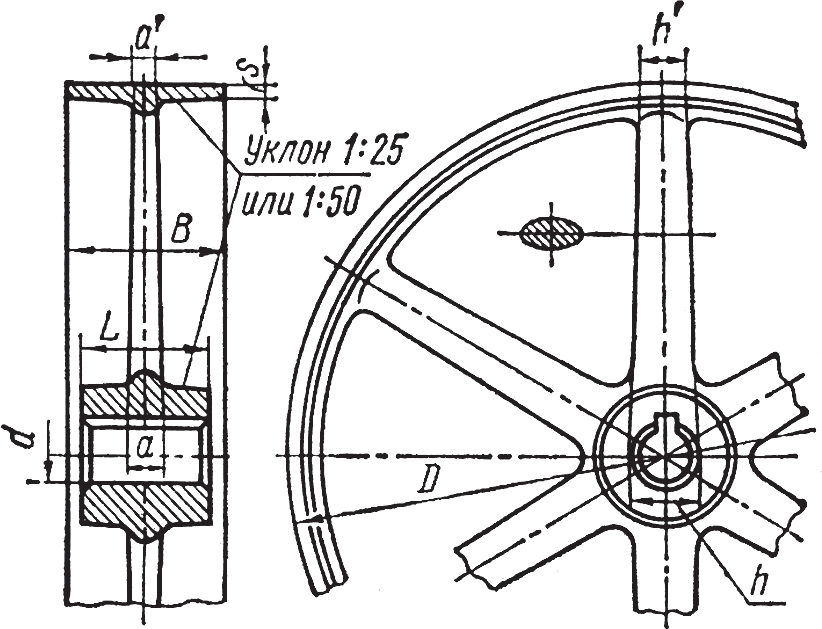
Рис. 3. Шкив со спицами
У литых шкивов спицы выполняют эллиптического сечения. Отношение малой оси сечения спицы к большой – a/h=0,4 ÷ 0,5.
У шкивов со спицами обод (а также ступицу) делают с ребрами в плоскости расположения спиц для более равномерного охлаждения и уменьшения внутренних напряжений в местах соединения спицы с ободом, а также для увеличения жесткости обода.
Посадочное отверстие под вал должно иметь шероховатость не выше Ra =1,25 ÷ 2,5 мкм, остальные обработанные поверхности Rz=40 мкм, необработанные литые поверхности Rz=40 мкм. Необработанные поверхности шкивов должны быть окрашены.
Шкивы в сборе с валами, работающие с окружной скоростью 5≤υ≤35 м/с, проверяются на наличие дисбаланса при статической балансировке.
Значения допускаемого дисбаланса приведены в табл. 1.
Таблица 1. Значения допускаемого дисбаланса
| Окружная скорость υ, м/с | 5÷10 | 10÷15 | 15÷20 | 20÷25 | 25÷30 | 40 |
| Дисбаланс, г·см, не более | 6 | 4 | 2 | 1,6 | 1,0 | 0,5 |
Шкивы быстроходных передач, при скорости υ≥З5 м/с, необходимо подвергать динамической балансировке.
Виды шкивов
За тысячелетия применения конструкторы разработали множество конструкций шкивов ременных передач. Их классификация проводится по различным признакам.
По типу применяемого ремня различают:
Клиновидные
Самый распространенный вид изделия. Применяются с клиновидными ремнями. Боковые щеки дают дополнительную площадь зацепления, увеличивая возможности передачи по крутящему моменту и скорости вращения.
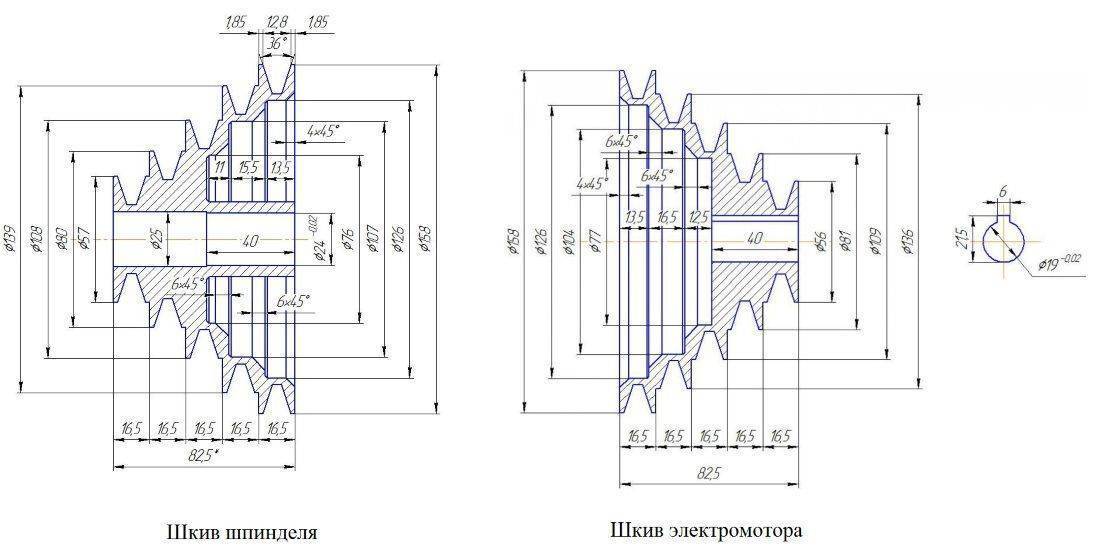
Наклон канавки обязательно указывается на чертеже детали.
Для того, чтобы снизить габариты передачи или повысить ее мощность, параллельно запускают несколько ручьев. Такие шкивы называются многоручьевыми, они имеют соответствующее количество канавок. Иногда на такой шкив надевают единый ремень с несколькими клиновидными выступами. Это поликлиновая передача.

На чертеже допустимо дать подробно изображение одной канавки и указать их количество. Детализация остальных на чертеже не требуется
При аварийном превышении допустимой нагрузки начинается проскальзывание, защищающее оборудование от повреждения.
Клиноременные передачи позволяют передавать наибольший крутящий момент.
Зубчатые
На внутренней поверхности ремня имеются зубчатые выступы, соответствующие их по шагу зубья сделаны и на поверхности обода. Зубчатоременные пары не проскальзывают и могут передавать больший крутящий момент. Они отличаются также точностью передачи углового положения вала, поэтому применяются в газораспределительных механизмах двигателей внутреннего сгорания. Оборотной стороной является отсутствие защитной функции от перегрузок. Обод изготавливается путем фрезерования. Встречается и изготовление методом обкатки. На чертеже детали обязательно следует указать точные параметры зуба, его шаг, высоту, профиль.
Плоскоременные
Классическая конструкция, применявшаяся в самых первых передачах. Гасит вибрацию и динамические нагрузки от ведущего вала. Отличаются низкой шумностью, ограниченным моментом и скоростью вращения.

С помощью дополнительных роликов можно связывать ведомые и ведущие валы, находящиеся в разных плоскостях, не соосные, изменять направление вращения. Таким образом можно заменить карданные и червячные передачи. Чертеж такого изделия наиболее простой, однако на нем следует указать радиусы сопряжения обода и щечек, если они предусмотрены. Иногда щек не предусматривают, а профиль обода делают выпуклым. В этом случае на чертеже следует указывать его радиус.
Круглоременные
Проточка в ободе имеет полукруглый профиль. Такие ременные передачи используют при небольших предаваемых моментах и скоростях вращения. Они также позволяют изменят направление вращения и связывать оси, находящиеся в разных плоскостях. На чертежах таких деталей указывается лишь радиус проточки канавки.
Вариаторные
Это наиболее сложные по конструкции устройства. обод выполнен в виде конуса с конической перемещающейся щекой. Клиноременное кольцо имеет возможность перемещаться по конусу в осевом направлении, с меньшего радиуса на больший. Второй шкив имеет обратную конусность, и привод при этом на нем перемещается с меньшего радиуса на больший. При этом передаточное число передачи меняется. Щеки обеих шкивов могут двигаться и в обратном направлении, меняя передаточное число в обратную сторону.

Преимущество конструкции заключается в том, что передаточное число можно менять без остановки вращения и не снимая с привода нагрузки. По чертежу бывает сложно понять принцип действия устройства. Трехмерное моделирование позволяет дополнять модели кинематическими симуляциями, наглядно демонстрирующими взаимодействие деталей механизма.
Различают шкивы и по способу размещения на валу:
- Под втулку. Позволяют путем подбора втулки соответствующего внутреннего диаметра закрепить привод на любом стандартном валу. При повреждении посадочного места достаточно заменить втулку, что облегчает и ускоряет ремонт.
- Под расточку. Выпускаются с маленьким центральным отверстием. Его растачивают или рассверливают под диаметр вала. В случае повреждения сложно отремонтировать.
- Под фиксированный диаметр. Обычно снабжаются проточкой под шпоночное крепление или шлицами. Очень простой и быстрый монтаж и демонтаж. Требуют точного соответствия диаметров. Допускают изготовление облеченных деталей.
Неисправности шкивов и проверка их состояния
Шкив и ременные передачи работают за счет силы трения между контактными поверхностями, поэтому распространенная причина для замены шкива — выработка рабочей плоскости. От динамических нагрузок металл шкивов трескается, скалывается.
Еще одна типичная болезнь для таких деталей — это люфты шпонки в шпоночном пазе коленчатого вала. Причина этому износ плоскостей посадки шкива с валом. Крепеж шкива с такой неисправностью от вибраций постепенно откручивается, все больше увеличивая люфт.
Длительная работа коленвала с «люфтящим» шкивом приведет к выработке и повреждению самого шпоночного паза, откручиванию шкива коленвала. Далее весь узел проворачивает на посадочном месте, разрушая шпоночное соединение, корпус шкива и сам коленчатый вал. Если на вашем моторе сорвало шкив коленвала, высока вероятность что весь коленчатый вал подлежит замене.
 Сильно поврежденный шкив коленвала
Сильно поврежденный шкив коленвала
Для того чтобы определить состояние шкива коленчатого вала, необходимо:
- снять ремни шкива, осмотреть его кромки и корпус на предмет повреждения трещин, износа;
- пошатать шкив, при наличии критичных люфтов узел необходимо разобрать, осмотреть на предмет выработки и повреждений;
- обычно в инструкциях по ремонту есть размеры допустимого износа деталей, расстояния до ближайших узлов двигателя. Проверка таких размеров поможет определить пригодность шкивов к дальнейшей эксплуатации.
Виды приводных ремней
Видов ремней достаточно много, так как используются они в разных условиях. Где-то нужно передать очень большую мощность так, чтобы ремень не порвался и не растянулся. Где-то ремень не должен проскальзывать. Где-то ремень должен крутиться очень-очень быстро и мало изнашиваться со временем. А где-то нужно передать вращение на большое расстояние и под углом.
Очень распространенная классификация ремней – по поперечному сечению или форме. Основные виды: 1 — плоские ремни, 2 – клиновые ремни, 3 – ремни круглого сечения (пассики), 4 – многоручьевые ремни (или поликлиновые), 5 – зубчатые ремни.
 Рис. 12. Виды приводных ремней
Рис. 12. Виды приводных ремней
В крупной промышленной технике самые распространенные ремни – клиновые и поликлиновые. Они достаточно толстые по сечению и имеют увеличенную за счет боковой поверхности площадь сцепления со шкивами.
В небольших электронных устройствах чаще используются плоские ремни и пассики (ремни с круглым сечением).
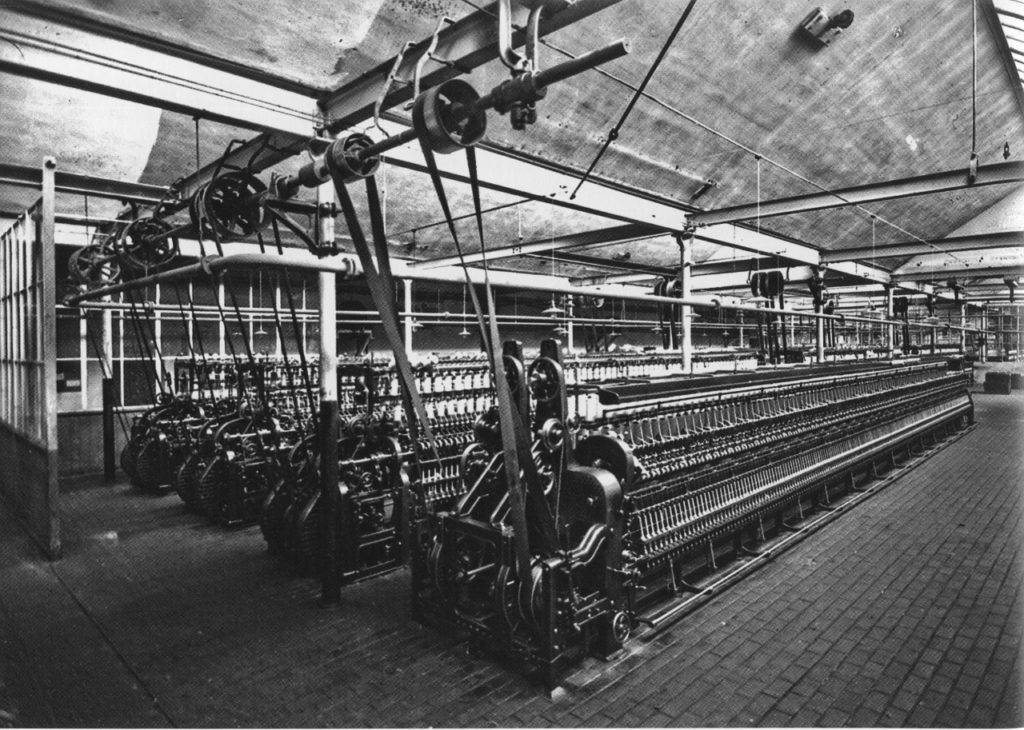 Рис. 13. Четыре прядильные машины приводятся в движение от плоских приводных ремней с линейного вала. Лейпциг , Германия, около 1925 года
Рис. 13. Четыре прядильные машины приводятся в движение от плоских приводных ремней с линейного вала. Лейпциг , Германия, около 1925 года
Плоские ремни широко использовались в 19-м и начале 20 века на фабриках для передачи движения на несколько машин с одного линейного вала (англ. line shaft). Они широко применялись и применяются в лесопильных станках, молотилках, электрогенераторах.
В станках с ЧПУ (3D-принтерах, плоттерах, лазерных станках) используются зубчатые ремни, так-так они сохраняют постоянное передаточное отношение и не проскальзывают.
Шкиф или шкив как правильно писать
Шкив (нидерл. schijf , англ. sheave ) — фрикционное колесо с желобом или ободом по окружности, которое передаёт движение приводному ремню или канату.
В отличие от блока, шкив передаёт момент с вала на ремень (либо с ремня на вал); блок же вращается на оси свободно и обеспечивает исключительно изменение направления движения ремня или каната. Система из двух закреплённых на валах шкивов, между которыми находится кольцевой ремень, называется ремённой передачей.
Указанное различие между шкивом и блоком по передаче или отсутствию передачи крутящего момента на вал носит функциональный характер. По конструкции и с технологической точки зрения блоки и шкивы одинаковы и часто называются общим термином шкив. (Аналогично вал и ось функционально отличаются по передаче момента, а конструктивно одинаковы).
Классификатор ЕСКД «Классификатор изделий и КД машиностроения и приборостроения» относит шкивы к 71 классу общемашиностроительных деталей — тела вращения .
В Российской Федерации требования к шкивам регламентируются:
- ГОСТ 20889-88. Шкивы для приводных клиновых ремней нормальных сечений. Общие технические условия
- ГОСТ Р 50640-94. Шкивы приводных ременных передач. Общие технические требования.
- ГОСТ Р 50641-94. Шкивы с канавками для обычных и узких клиновых ремней. Система, основанная на исходной ширине.
- ГОСТ 5813-2015 Ремни вентиляторные клиновые и шкивы для двигателей автомобилей, тракторов и комбайнов. Технические требования и методы испытаний.
Также на них действуют общие требования к продукции машиностроения.
В шкивах можно выделить ступичный узел, диск (для цельных) или спицы (для составных шкивов) и обод. Углубление в ободе называют ручьём ремня. Обод может иметь реборды.
Шкивы в зависимости от конструкции могут выполняться :
Составные шкивы при клиновой форме ручья могут служить для регулировки натяжения ремня (удалением дисков или накручиванием резьбы в половинках диска).
Особым видом составного клинового шкива является вариаторный шкив — у него управление сечением ручья позволяет бесступенчато изменять передаточное отношение передачи. Управление сечением ручья может быть механическим, гидравлическим, электромагнитным. Такие ременные вариаторы широко распространены у мопедов.
По технологии изготовления :
- гладкие (по форме ручья):
- плоские ;
- клиновые ;
- поликлиновые ;
- круглые.
- зубчатые (по форме зуба):
- прямозубые;
- трапециевидные;
- полукруглые;
- эвольвентные.
Форма обода шкива (ручей): 1 — плоский, 2 — клиновой, 3 — полукруглый, 4 — поликлиновый.
Гладкие (плоский, клиновой и полукруглый) и зубчатые шкивы
Плоский литой шкив с выпуклым ободом
Составной штамповано-сварной шкив (выступает в роли блока, т.е. свободно вращается на оси)
Вариаторные клиноременные шкивы с управляемым сечением ручья
Гладкие шкивы используют для передачи вращательного момента без требований к кинематическому соответствию, поскольку им присуще проскальзывание.
Зубчатые шкивы применяют при требованиях к кинематическому соответствию (например, в газораспределительном механизме ДВС, в приводе головки принтера и т. д.).
| Внешние изображения | |
|---|---|
| Способы фиксации ступицы шкива |
По способу фиксации ступицы :
Для стационарного оборудования в ременных передачах для шкивов продолжается использование классических недорогих материалов — серого СЧ и ковкого КЧ чугунов. Существенная масса деталей, как правило, тут не играет роли, поскольку массивные шкивы позволяют отказаться в механизме от маховика. Заменителем могут служить стальные штампованные шкивы
Для механизмов с переменной частотой вращения, для транспортных машин, где важно снижение массы и момента инерции используют шкивы из алюминиевых сплавов. И наконец, шкивы высокоответственных агрегатов могут выполняться из магния или титана. В последнее время широко внедряются шкивы из пластмасс (например, капралон) с возможностью рециклинга, особенно в бытовой технике
В последнее время широко внедряются шкивы из пластмасс (например, капралон) с возможностью рециклинга, особенно в бытовой технике.
| Внешние изображения | |
|---|---|
| Балансировка шкивом сверлением |
Дисбаланс шкивов возникает на этапе изготовления как результат погрешностей формы, например при литьё в земляные формы. В случае новых технологий высокоточного литья или штамповки он невелик, однако его влияние значительно для высокооборотных шкивов. Балансировка шкивов проводится на балансировочных станках. В отличие от карданных валов или пневматических колес в сборе, вместо установки балансировочных грузиков для шкивов ведется удаление материала путём высверливания группы отверстий в секторе дисбаланса.
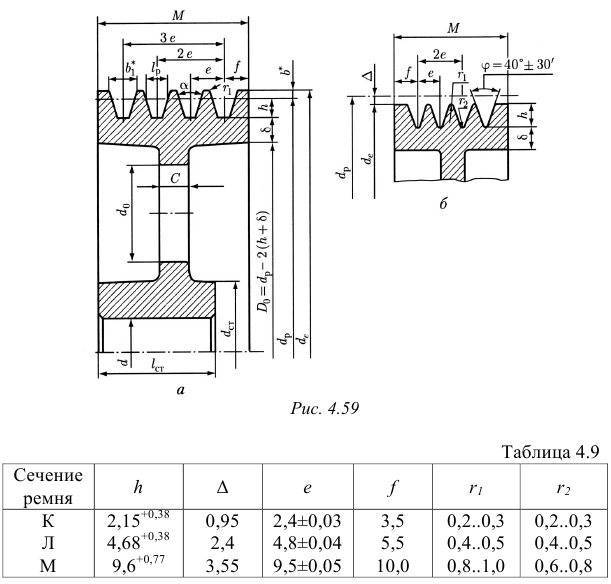
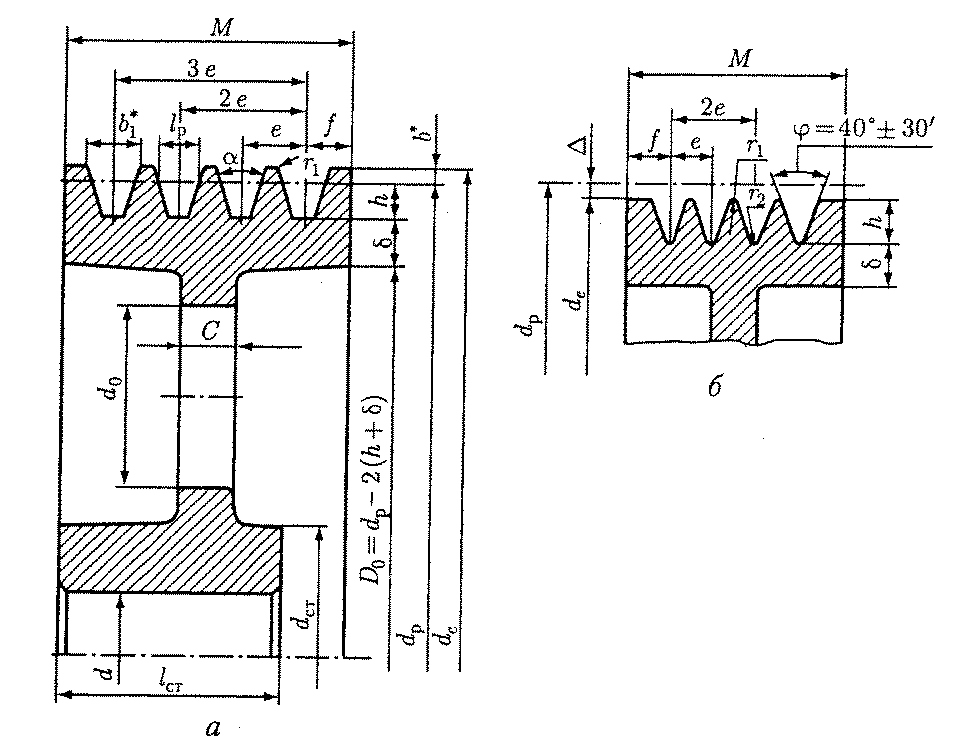
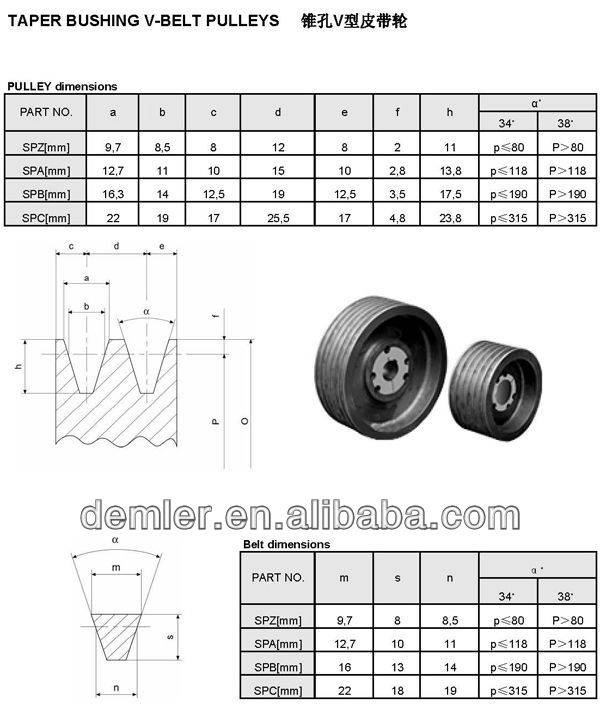
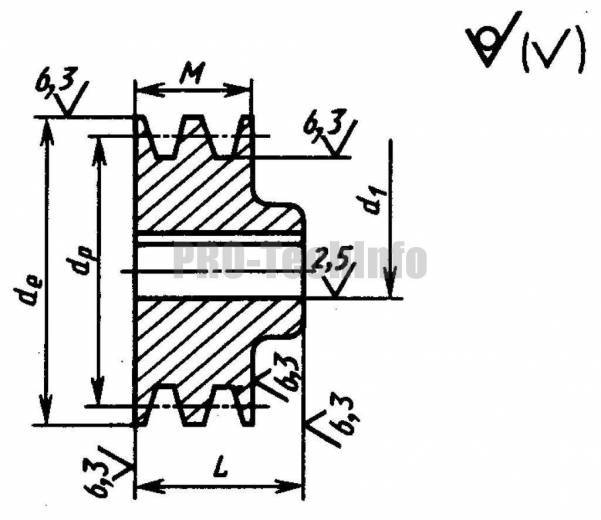
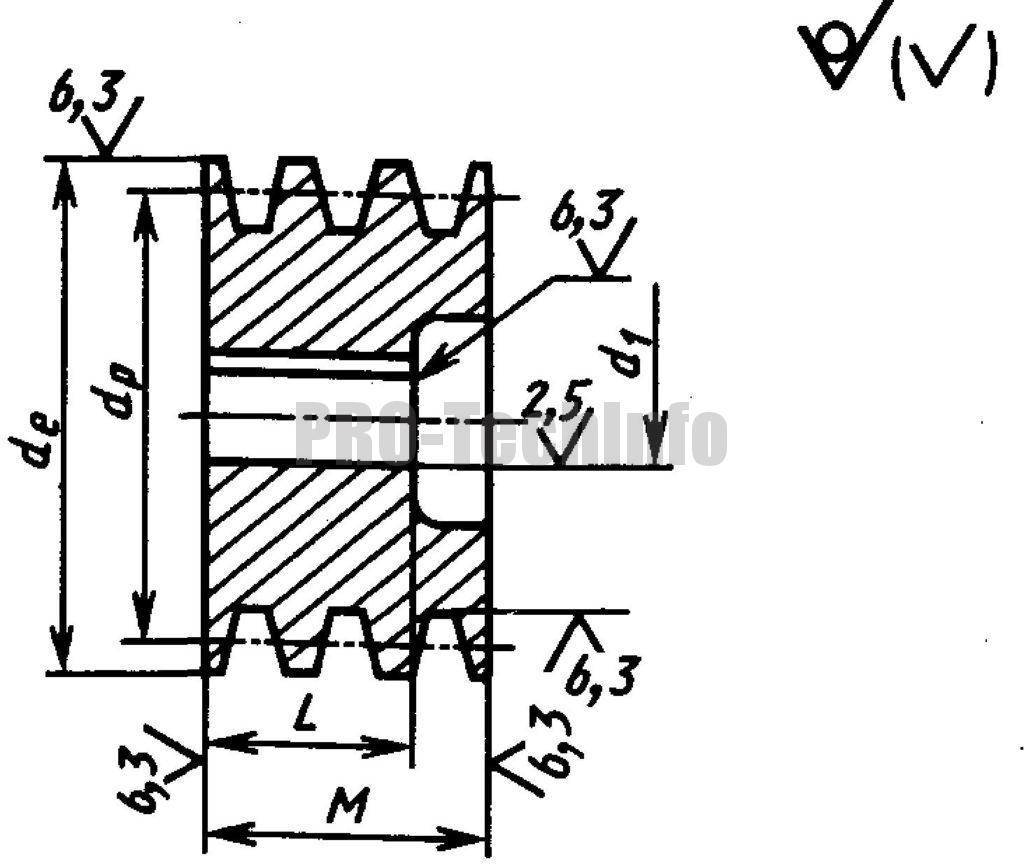
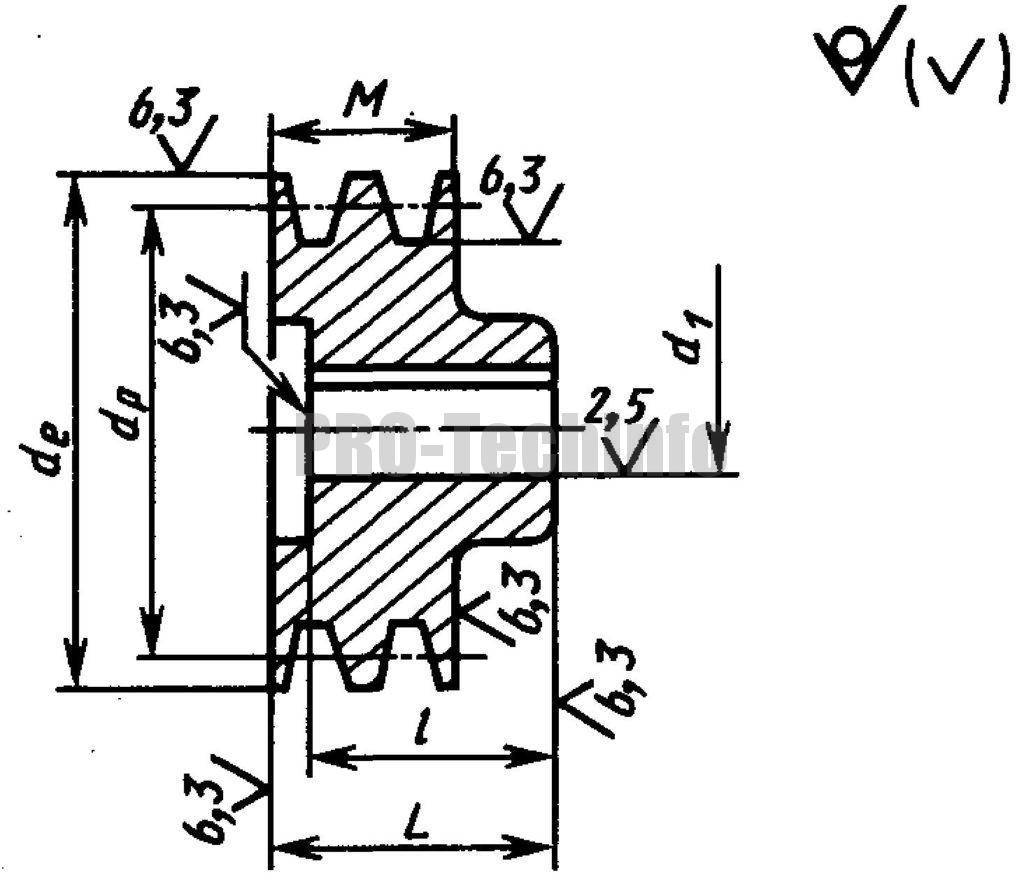
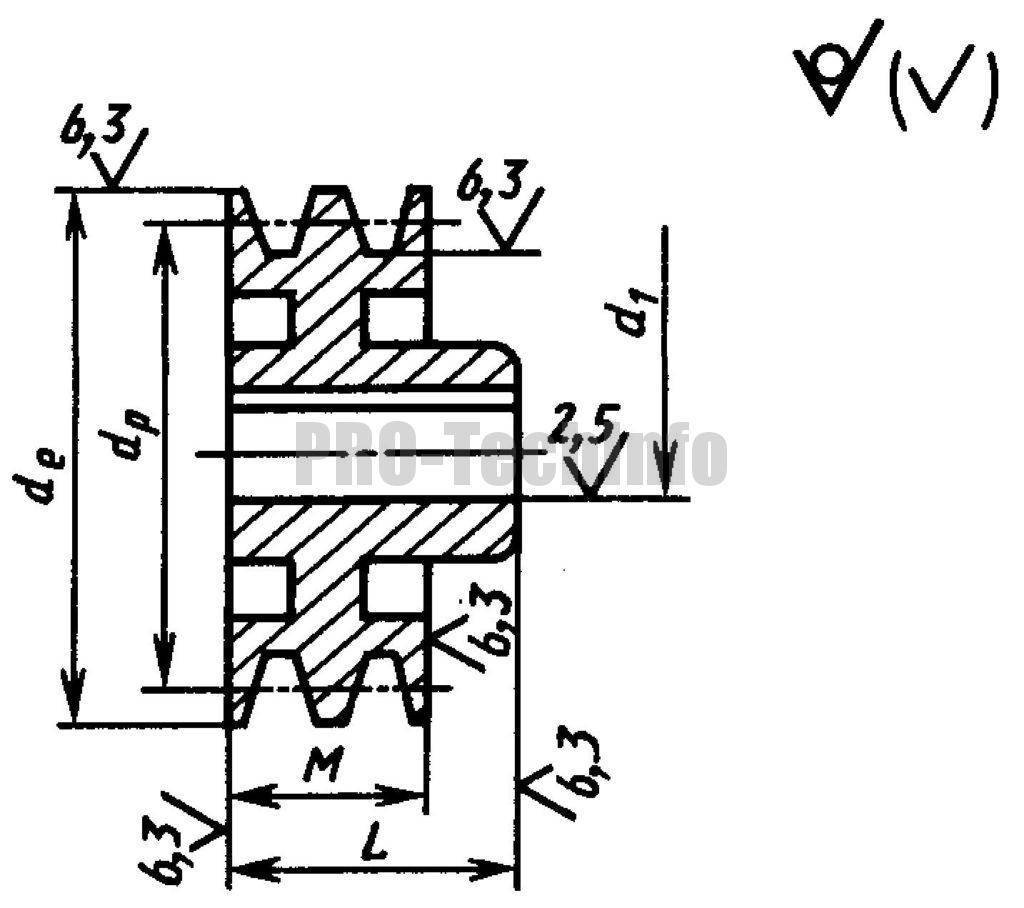
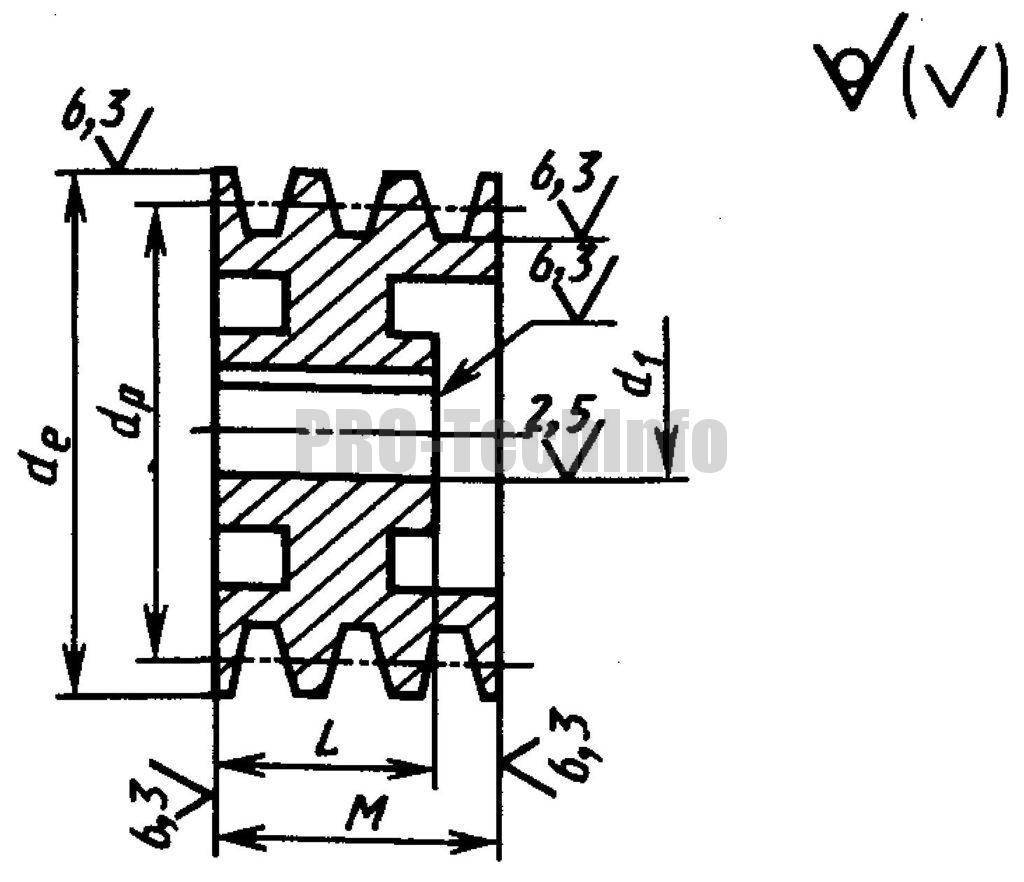
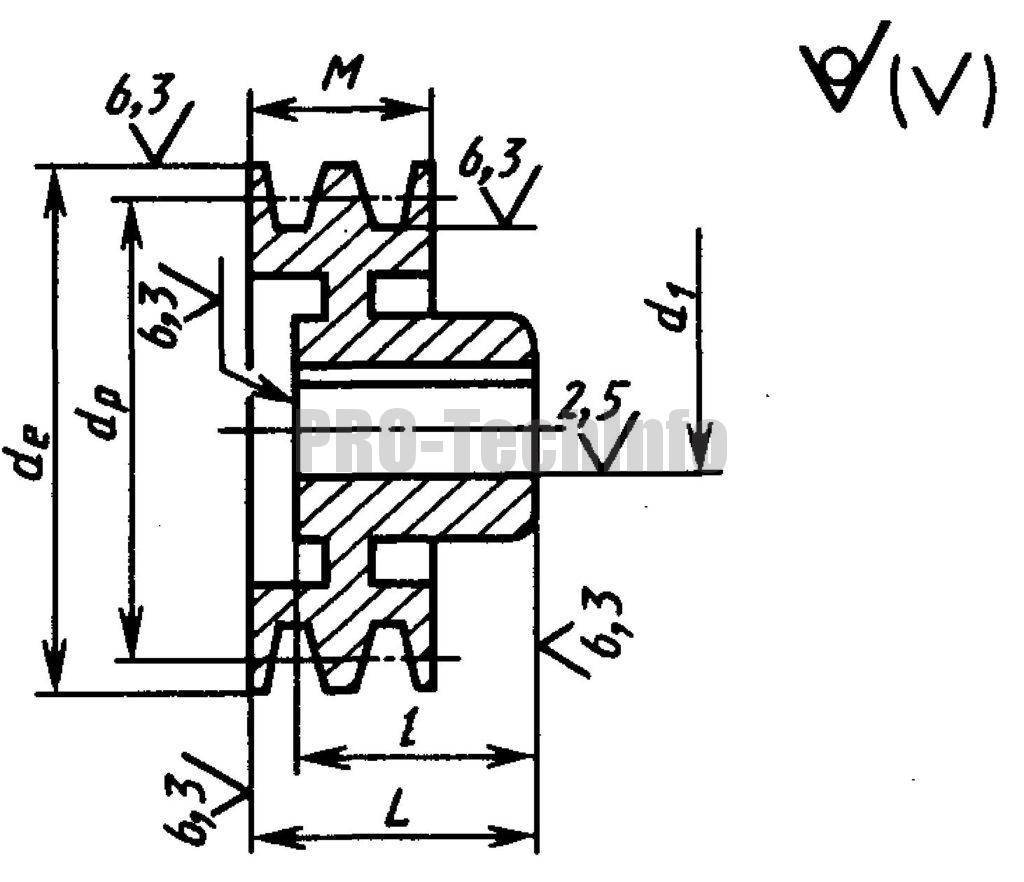
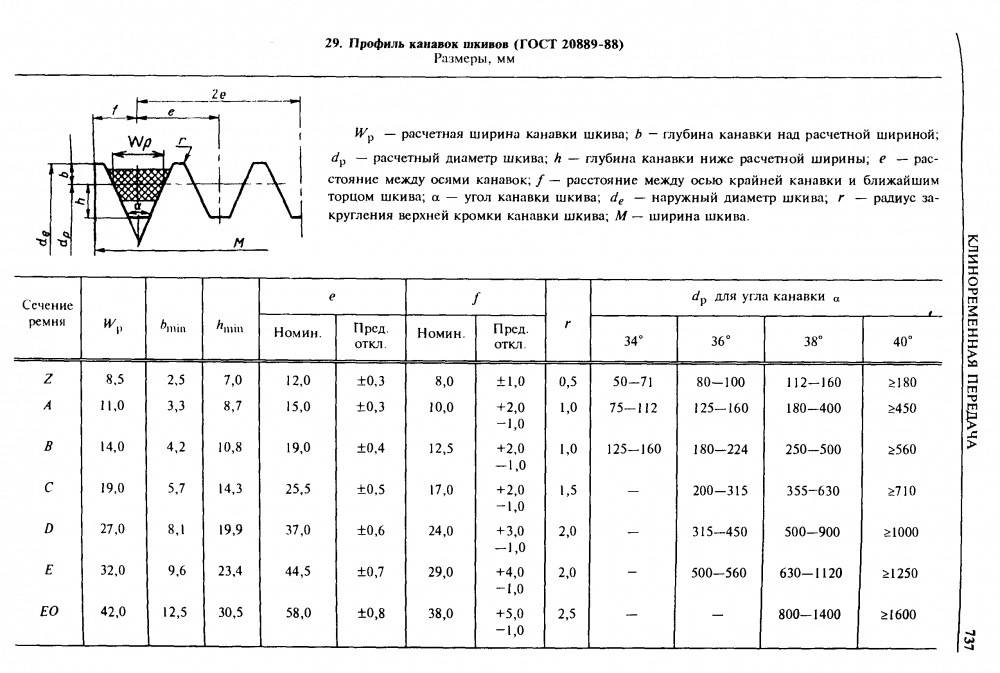
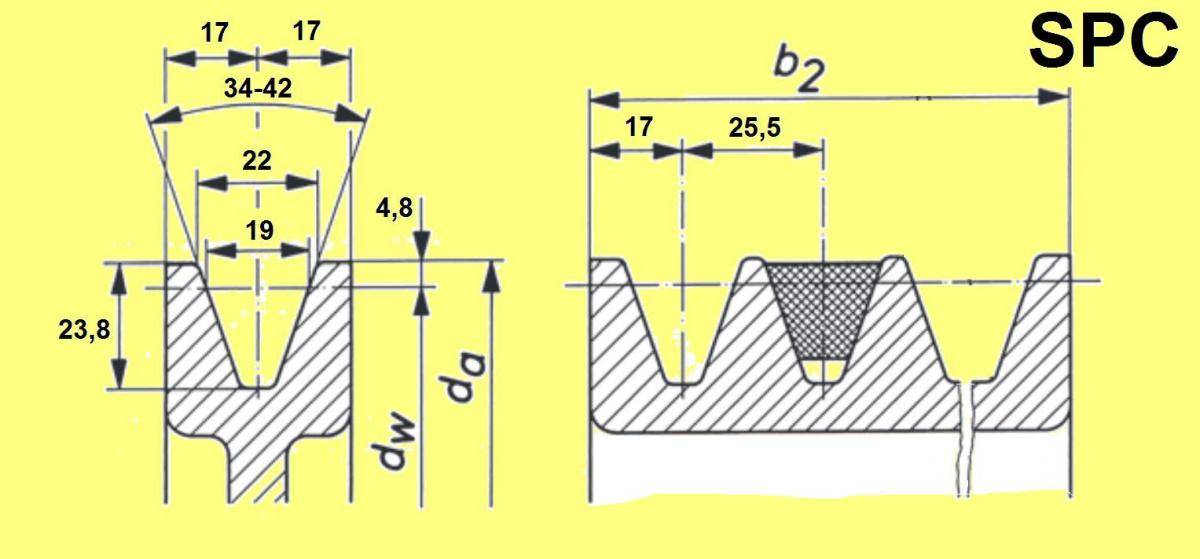
Черт.10
— расчетная ширина канавки шкива,— глубина канавки над расчетной шириной, — расчетный диаметр шкива,— глубина канавки ниже расчетной ширины, — расстояние между осями канавок, — расстояние между осью крайней канавки и ближайшим торцом шкива, — угол канавки шкива, — наружный диаметр шкива, — радиус закругления верхней кромки канавки шкива, — ширина шкива.
Черт.10
Таблица 2
Размеры, мм | ||||||||||||
для угла канавки | ||||||||||||
Сечение ремня | Но мин. | Пред. откл. | Номин. | Пред. откл. | 34° | 36° | 38° | 40° | ||||
Z | 8,5 | 2,5 | 7,0 | 12,0 | ±0,3 | 8,0 | ±1,0 | 0,5 | 50-71 | 80-100 | 112-160 | 180 |
А | 11,0 | 3,3 | 8,7 | 15,0 | ±0,3 | 10,0 | +2,0 | 1,0 | 75-112 | 125-160 | 180-400 | 450 |
-1,0 | ||||||||||||
В | 14,0 | 4,2 | 10,8 | 19,0 | ±0,4 | 12,5 | +2,0 | 1,0 | 125-160 | 180-224 | 250-500 | 560 |
-1,0 | ||||||||||||
С | 19,0 | 5,7 | 14,3 | 25,5 | ±0,5 | 17,0 | +2,0 | 1,5 | — | 200-315 | 355-630 | 710 |
-1,0 | ||||||||||||
D | 27,0 | 8,1 | 19,9 | 37,0 | ±0,6 | 24,0 | +3,0 | 2,0 | — | 315-450 | 500-900 | 1000 |
-1,0 | ||||||||||||
Е | 32,0 | 9,6 | 23,4 | 44,5 | ±0,7 | 29,0 | +4,0 | 2,0 Виртуальная лотерея кено с живым дилером минимальная ставка 10 рублей. | — | 500-560 | 630-1120 | 1250 |
-1,0 | ||||||||||||
ЕО | 42,0 | 12,5 | 30,5 | 58,0 | ±0,8 | 38,0 | +5,0 | 2,5 | — | — | 800-1400 | 1600 |
-1,0 |
2.5. Ширину шкива вычисляют по формуле



, (1)
где — число ремней в передаче. Наружный диаметр шкива вычисляют по формуле
. (2)
2.6. Схема построения условного обозначения шкивов приведена в приложении.
2.7. Шкивы должны быть изготовлены из материалов, обеспечивающих выполнение требуемых размеров и работу шкивов в условиях эксплуатации (наличие механических усилий, нагрев, истирание).
2.8. Отливки шкивов не должны иметь дефектов, ухудшающих их внешний вид. На поверхности отливок, подвергающихся механической обработке, допускаются дефекты по ГОСТ 19200-80 в пределах припуска на механическую обработку.
2.9. Допускаемое отклонение от номинального значения расчетного диаметра шкивов h11 по ГОСТ 25347-82, ГОСТ 25348-82.
2.10. Предельные отклонения угла канавки шкивов, обработанных резанием, должны быть не более:±1° — шкивов для ремней сечений Z, А, В.± — шкивов для ремней сечений С, D, Е, ЕО.
2.11. Предельные отклонения угла конусного отверстия — ± по ГОСТ 8908-81.
2.12. Предельные отклонения размеров необрабатываемых поверхностей для шкивов:из чугуна и стали — по 7-му классу точности ГОСТ 26645-85;из других материалов с расчетным диаметром:до 500 мм — по 16-му квалитету ГОСТ 25347-82;
св. 500 мм — по 15-му квалитету ГОСТ 25347-82, ГОСТ 25348-82.
2.13. Допуск биения конусной рабочей поверхности канавки шкива в заданном направлении на каждые 100 мм расчетного диаметра относительно оси должен быть не более:0,20 мм — при частоте вращения шкива до 8 с;0,15 мм — при частоте вращения шкива св. 8 с до 16 с;0,10 мм — при частоте вращения шкива св. 16 с
2.14. Допуск радиального биения поверхности наружного диаметра относительно оси посадочного отверстия — по 9-й степени точности по ГОСТ 24643-81 при контроле расчетного диаметра методом А. Радиальное биение наружного диаметра при контроле расчетного диаметра методом Б по ГОСТ 25069-81.
2.15. Допуск цилиндричности наружных диаметров — по 8-й степени точности по ГОСТ 24643-81.
2.16. Каждый шкив, работающий со скоростью свыше 5 м/с, должен быть сбалансирован.Нормы точности статической балансировки приведены в табл.3.
Таблица 3
Окружная скорость шкива, м/с | Допустимый дисбаланс, г·м |
От 5 до 10 | 6 |
Св. 10 » 15 | 3 |
15 » 20 | 2 |
20 » 30 | 1 |
2.17. Допуск торцового биения обода и ступицы относительной оси посадочного отверстия должен быть не грубее 10-й степени точности по ГОСТ 24643-81.
2.18. Концы валов для шкивов с цилиндрическим отверстием — по ГОСТ 12080-66; с коническим отверстием — по ГОСТ 12081-72; предельное отклонение диаметра ступицы по Н9.
2.19. Неуказанные предельные отклонения размеров обрабатываемых поверхностей: Н14; h14; ±.
2.20. Значение параметра шероховатости по ГОСТ 2789-73 рабочих поверхностей канавок шкива должно быть не более 2,5 мкм.
2.21. В шкивах со спицами ось шпоночного паза должна совпадать с продольной осью спицы.
2.22. Средний ресурс шкивов в эксплуатации для среднего режима работы устанавливается не менее 63000 ч до капитального ремонта, установленный ресурс — не менее 30000 ч до капитального ремонта.
2.23. Нерабочие поверхности металлических шкивов должны быть окрашены по ГОСТ 9.032-74 и ГОСТ 12.4.026-76.
2.24. Маркировка шкиваНа нерабочей поверхности каждого шкива должны быть четко нанесены краской: условное обозначение сечения ремня, расчетный диаметр, диаметр посадочного отверстия, марка материала и обозначение стандарта.
2.25. Маркировка тары — по ГОСТ 14192-77, при этом на ящике дополнительно указывают:условное обозначение шкива;число шкивов;дату упаковки.
2.26. Шкивы должны быть упакованы в ящики по ГОСТ 2991-85 или обрешетки по ГОСТ 12082-82.Консервация обработанных рабочих поверхностей — по ГОСТ 9.014-78. Срок действия консервации — 2 года.
Вопросы замены и ремонта шкива коленвала
Шкив коленвала — деталь надежная и долговечная, однако со временем возможно его повреждение и выход из строя. При обнаружении износа зубчатого шкива, а также в случае появления трещин, сломов, деформаций и иных повреждений шкив следует демонтировать и заменить на новый. Демонтаж шкива также может потребоваться и при выполнении ремонтных работ на двигателе.
Процесс замены шкива коленвала зависит от типа его крепления. Наиболее просто снять шкив на болтах — достаточно выкрутить болты, при этом следует зафиксировать коленчатый вал, не допуская его проворачивания. Демонтаж зубчатого шкива на одном болте несколько сложнее и в общем случае выглядит следующим образом:
- Зафиксировать автомобиль, подложив под колеса упоры, в случае бензинового двигателя снять с катушки зажигания разъем (для того, чтобы стартер проворачивался, но двигатель не запустился), в случае дизельного двигателя снять разъем с клапана подачи топлива ТНВД;
- Обработать болт каким-либо средством, которое поможет сорвать крепеж с места без его поломки;
- Надеть на болт ключ с длинной рукояткой, она должна доставать до пола, либо дополнительно использовать трубу;
- Прокрутить стартером двигатель — в этом случае болт должен провернуться. Если не получится с первого раза, то можно повторить;
- Выкрутить болт;
- С помощью специального съемника демонтировать шкив с носка коленчатого вала.
Следует заметить, что для доступа к шкиву в автомобилях с продольным расположением двигателя лучше воспользоваться смотровой ямой, а в автомобилях с поперечным расположением двигателя придется демонтировать правое колесо.
При срыве болта следует соблюдать осторожность — он ввернут с большим усилием, поэтому довольно высок риск его поломки. Снимать шкив с коленвала рекомендуется с помощью специального съемника, хотя можно воспользоваться и простой монтажной лопаткой, но в этом случае также следует соблюдать осторожность. На некоторых шкивах предусмотрены специальные резьбовые отверстия, в которые можно ввернуть болты и снять шкив
На некоторых шкивах предусмотрены специальные резьбовые отверстия, в которые можно ввернуть болты и снять шкив
Однако в этом случае под вворачиваемые болты следует подкладывать стальной лист, так как болт может продавить переднюю стенку блока двигателя или другие расположенные под ним детали
На некоторых шкивах предусмотрены специальные резьбовые отверстия, в которые можно ввернуть болты и снять шкив. Однако в этом случае под вворачиваемые болты следует подкладывать стальной лист, так как болт может продавить переднюю стенку блока двигателя или другие расположенные под ним детали.
Монтаж шкива коленчатого вала осуществляется в обратном порядке. Однако здесь может возникнуть сложность, так как шкив плотно устанавливается на носок коленвала, что требует больших физических усилий. Место посадки шкива для облегчения его монтажа можно обработать консистентной смазкой.
При правильной замене шкива коленчатого вала все агрегаты двигателя будут работать нормально, обеспечивая надежное функционирование всего силового агрегата.
Шкив — это приводное колесо для передачи или получения крутящего момента от приводного ремня. Ременная передача использовалась людьми с античных времен, в средние века началось массовое ее применение в деревенских прялках. С началом промышленной революции ими оснащался каждый станок. В наши дни шкивы широко применяются в двигателях внутреннего сгорания, станках, бытовых приборах, ручном электроинструменте. Приводные ремни и колеса подверглись стандартизации – это позволяет добиться их взаимозаменяемости. Стандартизованы также правила и приемы изображения деталей на чертежах.