Устройство экструдера
 Устройство такого оборудования удобнее всего объяснить на примере самого простого из типов этой машины — одношнекового экструдера, также называемого одночервячным или одновинтовым. Он оснащён одним шнеком, и машина имеет одну сварную раму, в которую встроен вертикальный редуктор с упорным подшипником.
Устройство такого оборудования удобнее всего объяснить на примере самого простого из типов этой машины — одношнекового экструдера, также называемого одночервячным или одновинтовым. Он оснащён одним шнеком, и машина имеет одну сварную раму, в которую встроен вертикальный редуктор с упорным подшипником.
Через специальную муфту к редуктору подсоединяется электрический двигатель. Таким образом, он располагается под узлом пластификации. Нагрев происходит с помощью электрического шкафа, который автоматический регулирует температуру. Коррозионная стойкость обеспечивается путём насыщения элементов экструдера парами азота. Благодаря этому они не выходят из строя и являются довольно долговечными.
Кроме перечисленных выше, к раме подсоединены приборы, позволяющие осуществлять контроль над ходом производства. Они управляются пультом оператора. Благодаря компактным размерам получающегося устройства шнек можно вставлять прямо в выходной вал редуктора.
Процесс дегазации
Немаловажным этапом производства является дегазация. Сырьё, перерабатываемое экструдером, не всегда является идеальным, оно содержит примеси, излишнюю влагу и воздух. Чтобы качество материала не снижалось из-за несовершенства гранул, в машине осуществляется процесс дегазации. Он заключается в выпаривании воды, остаточного растворителя и мономеров из сырья под воздействием высоких температур или искусственно созданного вакуума. Осуществляется процесс либо шнеком, если в оборудовании предусмотрен только один винт, либо специальной камерой, если рассматривается многочервячный экструдер.
Роль шнека
Шнек имеет несколько функций, в зависимости от которых цилиндр можно условно разделить на несколько важных зон:
- в зоне питания исходное сырьё уплотняется за счёт попадания в шнековую область, но всё ещё остаётся твёрдым;
- в зоне пластификации гранулы плавятся, смешиваются и спрессовываются под давлением, чтобы далее продвигаться по винту;
- в зоне дозирования материал, состоящий из смеси плавящихся гранул с твёрдыми, перемешивается до однородности и поступает к формующему инструменту.
Все процессы происходят при нагреве, температура которого может различаться от зоны к зоне. Качество получаемого материала будет зависеть от условий и полноты прохождения сырьём перечисленных этапов.
Преимущества одношнекового и двухшнекового экструдеров
Главная характеристика машины — количество и вид шнеков. Самым распространённым типом является одношнековый экструдер. Он прост в обслуживании по сравнению с другими видами этой машины. Для его работы необходим только один оператор, поскольку все важные органы управления локализированы в одном месте. Но если машина входит в состав крупной экструзионной линии, может понадобиться подсобный рабочий. Конечное количество операторов и рабочих определяется технологией и целями производства.
Ещё одним немаловажным достоинством одношнекового экструдера является лёгкость транспортировки. Его можно перевезти с одного производства на другое или переустановить в новом месте.
Но иногда такой экструдер не позволяет получить необходимого качества плавления готового продукта, и в производстве применяют двухшнековую машину. Она позволяет лучше транспортировать сырьё, подходит для гигроскопичных гранул. Зачастую оборудование с двумя винтами обладает функцией самоочищения, что также удобно для эксплуатации.
Правила эксплуатации и выбор модели
Прежде чем приступить к сварке пластиковых изделий, необходимо выполнить ряд условий, обусловленных особенностями материала. С поверхности соединяемых изделий необходимо удалить все имеющиеся загрязнения и позаботиться, чтобы во время работы они не контактировали с влажным материалом.
 Для надлежащего выполнения работы необходимо учитывать разницу температур плавления соединяемых материалов, если они отличаются между собой химическим составом. Так, ручной экструдер можно использовать для сварки ПНД и полипропилена, так как у этих материалов диапазон температуры их плавления полностью или частично перекрывается. Когда же необходимо соединить материалы из ПВХ и ПНД или полипропилена, часто возникают сложности. При работе с такими материалами ручной экструдер допустимо использовать исключительно для соединения изделий, которые выполнены из идентичных материалов.
Для надлежащего выполнения работы необходимо учитывать разницу температур плавления соединяемых материалов, если они отличаются между собой химическим составом. Так, ручной экструдер можно использовать для сварки ПНД и полипропилена, так как у этих материалов диапазон температуры их плавления полностью или частично перекрывается. Когда же необходимо соединить материалы из ПВХ и ПНД или полипропилена, часто возникают сложности. При работе с такими материалами ручной экструдер допустимо использовать исключительно для соединения изделий, которые выполнены из идентичных материалов.
Поскольку ручной экструдер обладает компактными размерами, сварку пластиковых элементов можно проводить с помощью этого устройства, не прекращая работы соединяемых изделий. Так, трубы из полипропилена можно сваривать без предварительного отключения подачи воды по ним.
До начала работ по сварке пластиковых изделий необходимо провести ряд обязательных проверок:
- Убедиться, что присадочный пруток будет доставлен до втулки экструдера прямолинейным путём. Иногда, когда присутствует сильная шероховатость, пруток начинает двигаться по винтовой траектории, а это негативным образом влияет на функционирование шнекового дробильного механизма и нередко приводит к появлению гранулята неоднородного состава.
- Проверка оптимальности температуры нагрева прутка, который должен перед подачей быть доведен до состояния вязкой текучести. При проверке обязательно учитывается производитель материалов, так как у пластика разных марок диапазон температур плавления может отличаться.
- Проверка надежности прижима сварочного сопла к соединяемым поверхностям. В первую очередь это актуально для изделий, имеющих сложную форму. Для предотвращения подобной проблемы производители оснащают свои экструдеры для сварки набором сменных насадок.
- Проверка возможности расплавления материалов при помощи горячей струи воздуха, поступаемой от термонагревателя, без использования присадочного прутка. Необходимость в этом возникает, когда нет точной информации о материале изделий, которые планируется соединять экструдером.
Чтобы подобрать наиболее подходящую модель устройства, необходимо учитывать ряд характеристик:
- диапазон диаметр прутка;
- наличие в комплектации сменных приспособлений;
- толщину соединяемых изделий;
- удобство настройки параметров процесса;
- производительность за единицу времени.
 Многие производители выпускают экструдеры вместе с фирменными присадочными материалами, дополнительно указывая, что для создания надежного соединения расходный материал должен соответствовать изготовителю инструмента.
Многие производители выпускают экструдеры вместе с фирменными присадочными материалами, дополнительно указывая, что для создания надежного соединения расходный материал должен соответствовать изготовителю инструмента.
В принципе всегда можно рассмотреть возможность изготовления экструдера для домашнего использования своими руками. В качестве основы для него используется обычный промышленный фен, к которому подключают шнековый привод, а затем видоизменяют конструкцию для придания обоим узлам компактного вида. В некоторых случаях шнек можно заменить плунжерным приводом, однако надежным такой вариант считать нельзя. Такой самодельный экструдер для сварочных работ по-разному может себя вести с посадочными прутками из-за того, что они могут быть изготовлены из разных материалов. В качестве привода лучше всего использовать мотор коллекторного типа, поскольку он более стабилен при постоянных изменениях показателей крутящего момента.
Области применения
Технология изготовления изделий путём применения экструзии нашла своё применение в областях, описываемых далее.
- Химическая промышленность. Эта область предполагает изготовление полимерных изделий (резиновых, пластмассовых и так далее), а также получение ферритов. При этом химический состав используемого сырья остаётся неизменным, экструдер предназначен в первую очередь для получения необходимой формы конечного изделия. Поэтому настройки такого оборудования относительно просты.
экструдер для пластика Пищевая промышленность. При производстве продуктов питания также может использоваться экструзия. Обычно, она представляет собой более сложный процесс, чем в предыдущем примере. Настройки оборудования предполагают тонкое изменение показателей температуры, скорости, давления, что приводит к изменениям характеристик и свойств первоначального сырья, например, денатурации белка, расщеплению углеводов или желатинизации крахмала. экструдер пищевой
Устройство и принцип действия ручного аппарата для сварки пластика
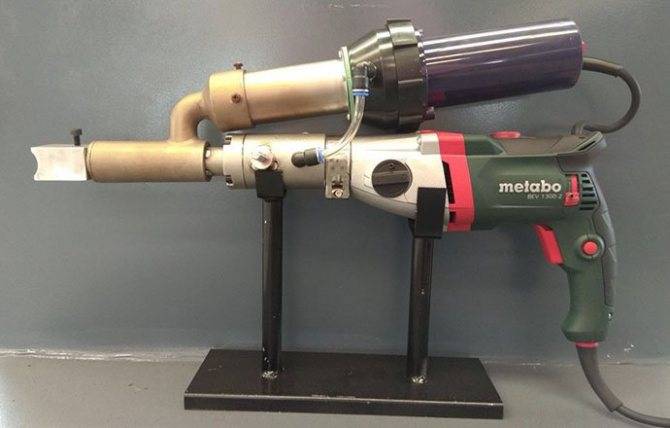
По форме экструдер несколько напоминает пистолет-пулемёт времён Второй мировой войны с боковым расположением магазина, только массивнее и более угловатый. Агрегат для сварки изделий из пластика чаще всего выполняется с рукояткой пистолетного типа, как и многие другие инструменты, например, электродрель.
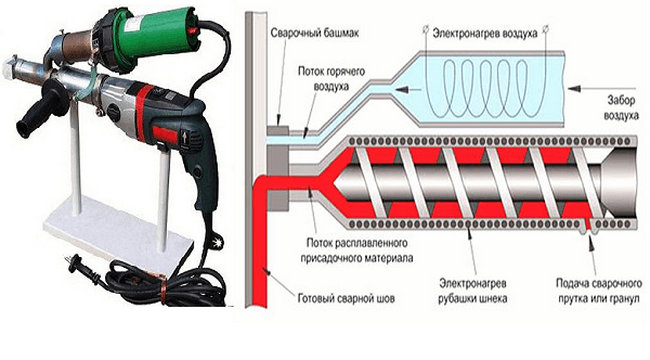
В конструкцию любого экструдера входят следующие элементы:
- Электропривод. Эту функцию выполняет мощный электромотор, который устанавливается в задней части прибора. Питание производится от сети 220 вольт.
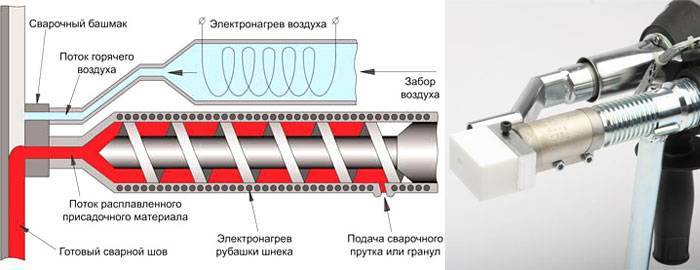
- Электронагреватель с вентилятором. Здесь снова же с помощью электричества формируется поток горячего воздуха, предназначенный для приведения заготовок в размягчённое состояние.
- Камера подачи материала. Имеет трубчатую форму, внутри полая, но по центру её проходит ось шнекового винта, как в мясорубке. При вращении он не только измельчает материал, подаваемый в камеру, но и продвигает его к выходу, формируя необходимое давление.
- Экструзионная камера. Здесь измельчённый и расплавленный пластик скапливается и под давлением начинает выходить из отверстия в конце камеры.
- ТЭН. Создаёт нагревательную рубашку вокруг камеры подачи и экструзии, обеспечивая нагрев и расплавление пластика.
- Сварочный башмак. Это насадка, надевающаяся на подающее сопло экструзионной камеры. Благодаря башмаку разогретая пластиковая масса имеет определённую форму. Это позволяет работать с разной конфигурацией сварочных швов.
- Блок регулировок. Имеет органы управления для изменения параметров нагрева и скорости вращения шнека.
Принцип действия ручного сварочного экструдера принципиально выглядит следующим образом: подаваемый внутрь аппарата присадочный пруток или гранулы пластика в загрузочной камере начинают размягчаться и становятся вязкими.
Шнековый винт измельчает и продвигает пластик, пока тот не накопится в экструзионной камере. Оттуда тот выдавливается под давлением, как с помощью кондитерского шприца выдавливают крем. Одновременно горячий воздух, подаваемый на заготовки из сопла, разогревает их до состояния склеивания с выходящей массой.
Мнение эксперта
Куликов Владимир Сергеевич
Результат — шов, который составляет около 80% прочности монолитного изделия. В случае тонких листовых конструкций линия излома даже не пройдёт по сварке, так как шов будет обладать большей прочностью, чем поверхность.
Производители экструдеров для сварочных работ
Чаще всего потребители приобретают для проведения сварочных работ ручные экструдеры от следующих производителей:
- Munsch (Германия). Из особенностей агрегатов этого производителя следует отметить удобное крепление рабочих узлов, что делает их ремонтопригодными, возможность использования присадочного материала любых размеров, наличие функции раздельного нагрева, возможность проведения сварочных работ экструдером на улице в холодное время года, полный комплект сменных насадок, продуманная система управления и контроля. Главным достоинством является высокий уровень исполнения и сборки.
- Leister (Швейцария). Ассортимент этого производителя включает множеством разновидностей экструдеров для сварочных работ различных типоразмеров, начиная небольшими с производительностью до 0,8- 1,2 кг/ч и заканчивая профессиональными, которые способны перерабатывать до 6 кг за час работы. В конструкции экструдеров Leister предусмотрена современная система управления и мониторинга рабочего процесса, сам аппарат отличается эргономичностью в эксплуатации. Качество не вызывает нареканий.
- Dohle (Германия). Основным направлением деятельности компании является производство строительных фенов. Но в последнее время она решила сменить акцент в сторону ручных сварочных экструдеров. Главной отличительной особенностью выпускаемых под маркой Dohle аппаратов для сварки является использование электродвигателей от сторонних производителей. Компания может предложить самый компактный сварочный экструдер производительностью 0,5 кг/ч, поставляемый со шлангом и мини-компрессором.
- Stargun (Италия). Несмотря на то, что линейный ряд экструдеров представлен довольно небольшим количеством моделей, все они оснащаются довольно мощными электромоторами и ориентированы преимущественно на профессионалов. Из особенностей экструдеров следует отметить возможность локальной подсветки области сварки.
- Экструдеры от российской компании РСЭ. Поставляются с устройством подачи присадочного материала, по функционалу не отличаются от агрегатов, предлагаемых вышеперечисленными производителями.
 Стоимость сварочного экструдера может быть различной и определяться функциональностью и производительностью конкретной модели. Если рассматривать агрегаты от российских производителей, то в среднем их можно приобрести за 30—55 т. р. Зарубежные производители готовы продать сварочный экструдер собственного производства не менее, чем за 50 тыс. руб.
Стоимость сварочного экструдера может быть различной и определяться функциональностью и производительностью конкретной модели. Если рассматривать агрегаты от российских производителей, то в среднем их можно приобрести за 30—55 т. р. Зарубежные производители готовы продать сварочный экструдер собственного производства не менее, чем за 50 тыс. руб.
Пластиковые трубы, которые за последнее время приобрели большую популярность, сегодня широко используются на самых разных объектах. Нередко сами владельцы решаются поменять систему водопровода на новую, выполненную из этого технологичного материала. Но для соединения элементов труб необходимо специализированное оборудование.
Довольно часто специалисты для выполнения подобного рода работ используют сварочный экструдер, который поддерживает работу с изделиями не только из ПВХ, но и других видов пластика. Однако работа с этим устройством требует знания особенностей не только сварочного аппарата, но также и материалов, которые планируется соединять. Не всем известно о том, что разница температур плавления у разных материалов может негативно повлиять на надежность создаваемого соединения. Поэтому экструдер не всегда может рассматриваться как самый подходящий тип инструмента для выполнения сварочных работ.










 Также существует и ряд других важных параметров, которые должны учитываться при выборе экструдера для сварки пластиковых изделий. Подобной информацией большинство рядовых пользователей, как правило, не владеет, поэтому вполне понятно, почему сварочный экструдер считается рабочим инструментом профессионалов.
Также существует и ряд других важных параметров, которые должны учитываться при выборе экструдера для сварки пластиковых изделий. Подобной информацией большинство рядовых пользователей, как правило, не владеет, поэтому вполне понятно, почему сварочный экструдер считается рабочим инструментом профессионалов.
Если и возникнет желание самостоятельно выполнить сварку труб из ПВХ, то желательно это делать под руководством опытного специалиста и с точным соблюдением его указаний по проведению рабочего процесса. Иначе все может закончиться весьма плачевно для владельца вплоть до возникновения аварийных ситуаций в самый неожиданный момент.
Экструзия пленки
Наиболее популярными формовочными изделиями, которые получают с применением экструзии, являются пленки. Их изготавливают из полистирола, полипропилена, полиамида, лавсана, поликарбоната, ПВХ, но самыми востребованными из них являются, конечно же, пленки из экструдированного полиэтилена высокого и низкого давления. Именно на их примере мы рассмотрим, какие этапы этот материал проходит на выходе из экструдера.
Существует два метода экструдирования пленок:
- Метод раздува рукава.
- Метод плоскощелевой экструзии.
какие дефекты могут возникнуть при экструзии пленки и как их устранить.
Метод раздува рукава
Полимер выдувается из экструдера для пленки через кольцевую щель в формующей головке. Визуально это выглядит, как из фильеры поднимается сплошной пленочный цилиндр, раздуваемый изнутри воздухом. Воздух подается под давлением через дорн — отверстие в центре головки.
Охлаждение при экструзии полиэтилена, в зависимости от ориентации рукава, может производиться по двум схемам:
- Если рукав направлен вертикально вверх или горизонтально, то пленка обдувается воздухом, поступающим через охлаждающие кольца по периметру рукава;
Раздувной экструдер
- При отводе рукава вниз используется водяное охлаждение — такая схема сокращает время кристаллизации.
После остывания пленка складывается с помощью специальных «щек» в полотно и протягивается через отжимающие воздух валки. Готовый материал отправляется на намотку.
Метод плоскощелевой экструзии
Отверстие в фильере плоскощелевого экструдера протачивают в виде тончайшей щели. Пленка из формовочной головки выходит в виде непрерывного полотна определенной толщины и ширины.

Плоскощелевой экструдер для производства стрейч-пленки
Существует два варианта охлаждения пленки полученной плоскощелевым методом:
- Первый, это когда экструзионный полиэтилен сразу же после формования подается на охлаждающий барабан, температура поверхности которого поддерживается на уровне 30…50 0С.
- Второй вариант — пленку пропускают через ванну с проточной водой. Такое шоковое охлаждение позволяет получать блестящий и прозрачный материал, но есть свои нюансы. Когда пленка заходит в воду, она вызывает рябь на ее поверхности, из-за которой на полиэтилене появляются пятна.
После охлаждения и сушки полиэтилен протягивается через натягивающие валы и идет на намотку.
Технология сварки пластмасс экструдером
Из всех горячих методов самым экономичным и удобным считается соединение пластиковых элементов контактным экструдером, когда расплавленная масса, подаваемая в стык, прижимается направляющим соплом. Этот метод применяется для деталей с толстой стенкой. Экструдер подает уже размягченный материал. При таком способе:
- уменьшается расход энергии;
- улучшается теплопередача;
- нет необходимости использовать прижимные устройства;
- легче контролировать качество шва.
Основные этапы технологического процесса:
- Разогрев свариваемых кромок до состояния вязкости разогретой массой;
- Стыковка силой рук или специальными устройствами;
- Естественное охлаждение соединенных деталей (их нельзя сдвигать до полного затвердевания).
Подготовительный этап
Момент подготовки перед экструзионной сварки отличается от такого для других типов. Но, как и в других случаях, поверхности деталей нужно очистить от грязи и пыли, иначе шов получится некачественным.
Также пластмассы легко окисляются из-за воздействия воздуха. Очистить кромки нужно не более чем за двадцать минут до начала пайки.
Если вы сделаете это раньше, детали всё равно придется расчищать заново. Не пробуйте использовать для очистки растворитель, он может деформировать пластмассу.
Выбор сварочных прутков
Присадочный материал выбирается под тип свариваемого пластика. Он указывается в маркировке. Присадочные полипропиленовые стержни выпускаются разного сечения: треугольные, круглые. Если детали скрепляются под прямым углом, лучше выбирать треугольный стержень. Они различаются по цвету. Большим спросом пользуются черные и серые. Полиэтиленовые прутки для сварки пластика мягче, чем полипропиленовые, температура плавления ниже (от +160°C).
При выборе присадки необходимо обращать внимание на температуру плавления прутка или стержней. Допустимо использование незначительно отличающихся полимеров, если они сходны по режиму пластичности
Важно, чтобы присадочный материал хорошо входил в экструдер, подходил по диаметру загрузочного отверстия и выходного сопла. Для ручных экструдеров применяются прутки или стержни от 2 до 7 мм
Способы сварки пластика и оборудование
Для пайки пластика в домашних условиях применяется несколько методов.
- Контактная сварка для пластика наиболее удобная. Не требует присадочного материала. Самый простой из них – бытовой паяльник с рабочим напряжением 220 вольт со специальной насадкой вместо жала, она обеспечивает большую площадь разогрева. Контактный метод считается универсальным, им соединяют полипропилен и полиэтилен различной плотности, формы и толщины. Сущность процесса – разогрев зоны шва до 260°C с последующим соединением деталей стыковкой или внахлест. Существует три вида оборудования для сварки пластиков: 1) когда нагревательный элемент воздействует на всю толщину детали (для листового и трубного пластика); 2) зона разогрева ограничена (соединение листов внахлест); 3) одновременно нагревается внутренняя и наружная часть соединяемых элементов (стыковка враструб).
Соединение деталей горячим воздухом с помощью строительного фена или термопистолета позволяет применять присадочный пруток, он подается вручную. Принцип работы оборудования прост: воздух от электронагревателя вентилятором нагнетается через узкое отверстие в зону разогрева. Полимер плавится, образуется шов. Фен с насадкой удобнее пистолета, пруток заправляется в насадку, левая рука высвобождается. Для дома часто приобретают термопистолет или фен мощностью 1,5 или 2 кВт. Он разогревает воздух от +180°C до +260°C, модели оснащены терморегуляторами.
- Соединение деталей экструдером предполагает подачу расплавленного полимера в зону соединения деталей. Этот метод самый простой и надежный, после сварки образуется ровный шовный валик.
Ручной экструдер для сварки пластика
Экструдеры выпускаются двух типов:
- бесконтактный, когда подаваемую массу необходимо разравнивать специальным валиком;
- контактный, когда мягкий полимер подается с усилием.
Регулировка осуществляется с учетом вида полимера, толщины присадочного прутка.
Способы изготовления самодельного экструдера
Способ №1 – самодельный экструдер из металлических трубок
Для того, чтобы выдавливать пластик необходим поршень.
Поэтому первый этап в изготовлении данного самодельного экструдера – создание поршня.
Его я делал из торцевой головки, которую подобрал по диаметру трубки и установил её на удлинитель.
Дальше приварил эту торцевую головку к удлинителю, а торцевое отверстие головки заварил при помощи сварочного аппарата.
Получилась следующая конструкция:
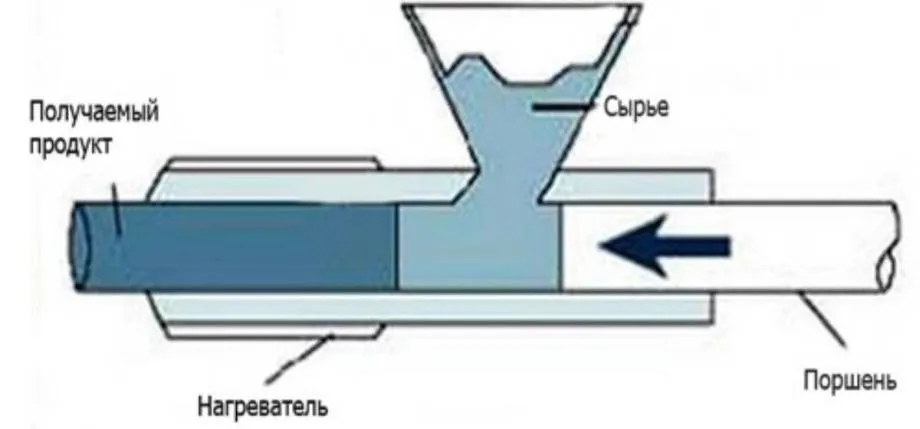
Вторым этапом необходимо было сделать саму камеру.
Камера экструдера будет сделана из металлической трубки толщиной 20 миллиметров.
Для этого я взял трубку, на одном конце которой была резьба, и на противоположном конце сделал загрузочное окно.
Все края после вырезания зачистил напильником.
А на второй конец трубки, что с резьбой, накрутил переходную муфту.
Третьим этапом я изготовил нагревательный элемент.
Я использовал два элемента для нагрева мощностью по 400 Вт каждый.
А из перфорированных уголков сделал крепление для элементов.
Далее закрепил нагреватели при помощи металлических хомутов, а между уголками установил медную трубку для того, чтобы в неё же установить термодатчик.
Получилась следующая конструкция:

Четвёртым этапом необходимо было провести термоизоляцию.
Для этого я обмотал устройство стекловолокном, а поверх уже самого стекловолокна намотал металлический скотч.
Данная термоизоляция защитит пользователя от ожогов в случае случайного соприкосновения с работающим разогретым устройством, а также она сократит теплопотери экструдера.

Пятым этапом я собрал экструдер.
А шестым этапом я сделал сопло для выдавливания расплава.
В моей конструкции роль сопла играл латунный переходник, который я вкрутил в переходную муфту, что установлена на одном из концов трубки-корпуса экструдера.
Седьмым этапом необходимо было изготовить рычаг.
Сначала я удлинил толкатель поршня, а дальше закрепил уголки на раме.
К этим уголкам прикрепил поперечную трубку.
Собственно, к этой поперечной трубке необходимо было подсоединить трубку с прорезью, после этого я взял ещё один отрезок трубы.
Один её конец сплющил для того, чтобы прикрепиться в прорези собранной ранее конструкции, ну а второй конец соединил со штоком самого поршня.
Восьмой этап – испытания.
Ну и в конце, как и полагается, необходимо провести испытания самодельного устройства экструдера для пластика.
Для этого нужно первым делом нагреть камеру экструдера немного выше, чем температура плавления полимеров.
Затем в саму камеру необходимо засыпать подготовленный измельчённый пластик.

Работать с таким приспособлением, как экструдер, необходимо в хорошо проветриваемом помещении, используя при этом средства защиты.
Способ №2 – экструдер в виде пистолета для герметика
А теперь рассмотрим, как изготовить самодельный экструдер из пистолета для герметика.
Первым делом необходимо на отрезок стальной трубки, чья длина равна длине тубы для герметика, намотать асбестовый шнур.
При этом необходимо торец этой трубки заварить при помощи сварки и куска металла такой же толщины, а в центре полученной окружности сделать отверстие.
Дальше сверх асбестового шнура нужно намотать нихромовую нить.
Далее берётся сам пистолет для герметика и на нём закрепляется механический терморегулятор от старой духовки.
Затем из обычной пластиковой бутылки от моющего средства отрезается дно и горловина.
После необходимо распустить её вдоль.
Далее заготовку необходимо подогнуть с одной стороны, а в месте изгиба вырезать зазубрины.
Полученный лист нужно намотать на любую трубку, диаметр которой должен быть равен примерно 5-и сантиметрам.
После чего всю заготовку стоит закрепить при помощи скотча.
Следующим шагом сбоку изготовленной формы необходимо сделать отверстие, чей диаметр равен диаметру термодатчика.
В это отверстие вставляется заготовленная трубка, что сделана из листового пластика.
Затем нужно будет поместить сделанную ранее стальную трубку.
Следующим шагом нужно заполнить пустое пространство.
Для этого нужно засыпать термостойкий раствор.
Отличной подойдёт смесь, сделанная из песка с гипсовой штукатуркой.

В боковое отверстие следует установить термодатчик.
Концы нити из нихрома нужно подключить к электрокабелю с вилкой, после чего можно засыпать пластик.

Выходящий расплав из данного экструдера не подходит для обычных работ с филаметом.
Поэтому для решения этой проблемы можно установить на конец трубки тонкий носик.
Рекомендую следующее видео, в котором автор самостоятельно изготавливает экструдер:









Самодельное устройство
Сварочный экструдер относится к сложным механизмам для профессионального использования. Его цена начинается от 30 тысяч рублей за самую простую модель, и может доходить до ста тысяч и более за мощную и высокопроизводительную. Отечественные разработки также представлены на рынке, они на 10-20% дешевле импортных, но все равно стоят достаточно дорого.
Поэтому при возникновении разовой необходимости сварить, к примеру, две водопроводных трубы (их обычный материал изготовления — полипропилен) проще воспользоваться экструдером, сделанным своими руками. Самый простой вариант конструкции представляет собой мощный строительный фен, снабженный насадкой для прутка — либо самодельной, из жести, либо промышленного изготовления.
Подача прутка в этом случае будет производиться вручную. Мощности фена хватит для его расплавления, но качество шва, конечно, будет ниже, чем у промышленных моделей.
https://youtube.com/watch?v=9QUtY8k1_Y8
Если позволяют возможности, фен можно соединить со шнековым или плунжерным приводом для подачи питания. В этом случае, если смонтировать приемную камеру, можно будет использовать гранулированное сырье.
Двигатель для привода рекомендуется коллекторный, так как работа экструдера подразумевает постоянное изменение крутящего момента. Двигатели других типов хуже выдерживают такой режим работы.