Как правильно заточить пилу на станке?
В домашних условиях для того, чтобы правильно заточить зубья пилы своими руками, необходимо:
- восстановить разводку зубьев, отгибая 2/3 длины зуба в сторону от образующей полотна, восстанавливая начальный угол разводки;
- абразивным инструментом заострить кромки зубьев, убирая с поверхности материала микротрещины.
Основные правила, которые необходимо соблюдать при восстановлении режущей кромки пилы на станке:
- произвести на специальном оборудовании разводку зубьев, восстановив начальный угол разводки;
- настроить станок на съем достаточного количества материала режущей кромки, чтобы убрать все повреждения и микротрещины;
- производить заточку с включенной системой охлаждения, не допуская посинения материала зуба;
- начинать процесс заточки с места сварки полотна в кольцо.
Описание
Полотно ленточной пилы оснащено зубьями определенного профиля и формы. От конфигурации насечки зависит производительность, чистота реза, стабильность пропила. Точность разводки и одинаковая форма всех зубьев являются очень важным показателем полотна, обеспечивающим качество работы пилы. Ели хотя бы один зуб отличается от остальных, полотно может начать уводить в сторону, что станет причиной перегрева, появления волнистого пропила, выхода пилы из строя.
Заточной станок предназначен для обработки зубьев, придания им заданной формы и развода. После обработки все зубья получают абсолютно одинаковый профиль и разводку. Это обеспечивает точность реза, позволяет добиться от пилы высокой производительности, увеличивает срок службы полотна до расчетного значения.
Заточной станок работает в автоматическом режиме. От пользователя требуется лишь правильно установить полотно и выбрать нужный режим обработки. После этого остается лишь наблюдать за работой и вовремя остановить обработку (после прохождения полного круга).
Заточка пилы
Эльборовые круги, имеющие разную форму.
Перед тем, как заточить пильный диск по дереву либоленточныйинструмент, учтите, что более 80% инцидентов с порчей приспособлений (в том числе их разрыв) происходят вследствие несоблюдения норм работы.
Нужда в операции определяется зрительно
При этом следует обратить внимание на состояние зубчиков и качество стенок разреза (например, увеличенную их шероховатость). Круги для точки ленточного инструмента избираются, исходя из степени твердости зубчиков
Для работы с приспособлениями из инструментальной стали необходимы корундовые диски
Пилы биметаллические точат на боразоновых либо алмазных кругах. Форму наждака для ленточных приспособлений надо выбирать, отталкиваясь от их параметров. Известны круги чашечные, профильные, тарельчатые, плоские. Перед осуществлением операции необходимо пилу вывернуть и дать ей повисеть в таком положении около 10-12 часов
Для работы с приспособлениями из инструментальной стали необходимы корундовые диски. Пилы биметаллические точат на боразоновых либо алмазных кругах. Форму наждака для ленточных приспособлений надо выбирать, отталкиваясь от их параметров. Известны круги чашечные, профильные, тарельчатые, плоские. Перед осуществлением операции необходимо пилу вывернуть и дать ей повисеть в таком положении около 10-12 часов.
Ручное обслуживание инструмента.
Схема заточки пилы по дереву должна учитывать нижеследующие положения.
- Снятие металла по профилю зубцов должно быть равномерным.
- Излишний нажим заточного приспособления должен быть пресечен. Он может вести к отжигу.
- Профиль полотна и высота зубцов должны оставаться неизменными.
- Должно быть обеспечено жидкостное охлаждение при осуществлении операции.
- Заусенцев на зубчиках возникать не должно.
Процедура развода и заточки пилы
При выборе ленточной пилы для организации производственной деятельности путем обработки древесины достаточно много внимания уделяется тому, какими характеристиками обладает пила: размер, материал режущей кромки, технология производства и так далее. Однако стоит помнить о том, что в независимости от типа режущего элемента, развод и заточку приходится проводить периодически.
Для начала отметим, что самодельныйразводнойстанок для ленточных пил встречается крайне редко.
Это связано с нижеприведенными моментами:
От правильности проведения заточки и развода зависит эффективность работы оборудования
Если работа была выполнена не правильно, то пиление может проходить с быстрым износом зубьев.Важно проводить работу с максимальной точностью. Современные модели могут проводить заточку и разводку с точностью до 0,1 миллиметра
Столь высокая точность позволяет упростить пиление, сделать его более плавным.В зависимости от загруженности производственной косильной лески, проводить процедуру приходится с большой периодичностью
Поэтому разводной станок для ленточных пил должен работать быстро, весь процесс по возможности автоматизирован, что также исключает вероятность допущения брака при выполнении работы
Столь высокая точность позволяет упростить пиление, сделать его более плавным.В зависимости от загруженности производственной косильной лески, проводить процедуру приходится с большой периодичностью. Поэтому разводной станок для ленточных пил должен работать быстро, весь процесс по возможности автоматизирован, что также исключает вероятность допущения брака при выполнении работы.
В последнее время все чаще используется двухсторонний разводной станок для ленточных пил различных производителей.
Разводной станок для ленточных пил
Ленточная пила является достаточно распространенным режущим оборудованием, которое используется для обработки различных материалов. Только при правильной подготовке и обслуживании подобного оборудования можно рассчитывать на то, что оно будет работать правильно и долго. Для этого может понадобится автоматический разводной станок для ленточных пил, которые можно приобрести или создать своими руками.
Процедура развода и заточки пилы
При выборе ленточной пилы для организации производственной деятельности путем обработки древесины достаточно много внимания уделяется тому, какими характеристиками обладает пила: размер, материал режущей кромки, технология производства и так далее. Однако стоит помнить о том, что в независимости от типа режущего элемента, развод и заточку приходится проводить периодически.
Для начала отметим, что самодельный разводной станок для ленточных пил встречается крайне редко.
Это связано с нижеприведенными моментами:
От правильности проведения заточки и развода зависит эффективность работы оборудования. Если работа была выполнена не правильно, то пиление может проходить с быстрым износом зубьев
Важно проводить работу с максимальной точностью. Современные модели могут проводить заточку и разводку с точностью до 0,1 миллиметра
Столь высокая точность позволяет упростить пиление, сделать его более плавным. В зависимости от загруженности производственной линии, проводить процедуру приходится с большой периодичностью. Поэтому разводной станок для ленточных пил должен работать быстро, весь процесс по возможности автоматизирован, что также исключает вероятность допущения брака при выполнении работы.
В последнее время все чаще используется двухсторонний разводной станок для ленточных пил различных производителей.
Промышленное оборудование
В продаже можно встретить достаточно большое количество оборудования, которое можно использовать для решения поставленной задачи по доведению геометрии пилы к правильным показателям. Примером можно назвать разводной импортный станок для ленточных пил Silicon Setting machine или разводной двухсторонний станок Wood Mizer.
При выборе оборудования следует уделить внимание на следующие моменты:
Страна производитель. Как правило, оборудование импортного происхождения стоит дороже, но и качество его существенно выше. Среди отечественных представителей можно выделить разводной двухсторонний станок Тайга, который имеет относительно невысокую цену и высокое качество изготовления. Ширина пилы. Каждая модель Астрон или Тайга, другого производителя, имеет диапазон возможной ширины режущей ленты, который, как правило, указывается в миллиметрах. Существует и несколько типов самой пилы









При покупке следует уделять внимание тому, что выбираемое оборудование должно быть предназначено для работы с ленточным типом пил. Разводной станок Wood Mizer двухсторонний может работать в ручном или автоматическом режиме
Рассматривая разводной станок Тайга или разводной станок RWM нужно уделять внимание принципы работу. Наиболее распространенной и популярной можно назвать конструкцию, которая предназначена для разведения 2-х зубов одновременно. Кроме этого при выбирая ручной или автоматический разводной станок для ленточных пил следует уделить внимание и мощности установленного двигателя. От этого зависит не только производительность, но и расходы на электричество. Также производитель указывает массу конструкции, которая определяет предъявление требований к установке. Двухсторонний разводной станок для ленточных пил может весить около 200 килограмм.
Стоит ли делать самодельный разводной станок для ленточных пил – достаточно распространенный вопрос.
Отметим, что самодельный вариант исполнения не будет обладать нужным классом точности, а значить работа по заточке и разводу зубьев будет не эффективной.
Особенности настройки
Настройка разводного станка ленточных пил проводится в зависимости от особенностей его конструкции
Если рассмотреть несколько моделей рассматриваемого оборудования, то можно уделить внимание на то, что оно конструктивно оно существенно отличается. Некоторые компактные, другие имеют большие блоки управления
Рассматривая то, как настроить разводной станок для ленточных пил отметим, что достаточно важно учитывать ширину пилы и шаг зуба, его высоту. Именно эти параметры учитываются при настройке рассматриваемого оборудования
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Типы разводки ленточных пил
Как и любой другой инструмент, ленточная пила подвергается износу после каждого цикла резки. Это естественный и неизбежный процесс. Именно поэтому каждая пила ленточного типа нуждается в регулярном и квалифицированном обслуживании – разводке и заточке. Такое обслуживание позволяет не только поддерживать режущее полотно в рабочем состоянии, но и значительно увеличивать срок его эксплуатации.
Увеличить срок службы режущего полотна и значительно улучшить его функциональные возможности позволяет правильная разводка. Смысл такой операции заключается в следующем: режущие зубья пилы отгибают в разные стороны, что позволяет уменьшить силу трения в процессе резки, а также минимизировать риск зажатия полотна обрабатываемой деталью. Разводка ленточной пилы может выполняться по трем схемам, выбор которой зависит от типа обрабатываемого материала.
- При так называемом зачищающем типе разводки зубья отгибают таким образом, что нетронутым остается каждый третий из них. Такую схему применяют, если режущее полотно будет использоваться для распила особо твердых металлов и сплавов.
- Классический тип разводки предполагает поочередный отгиб каждого режущего зуба.
- При волнистой разводке каждый режущий зуб отгибается на определенный угол. Понятно, что такой тип разводки является наиболее сложным из всех остальных.
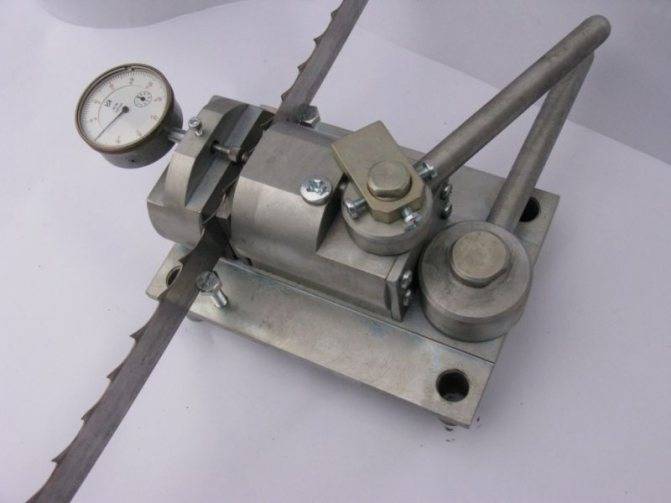
Станок для разводки ленточных пил
Для отгиба зубьев ленточной пилы применяется специальное оборудование, позволяющее выполнить такую технологическую операцию быстро и максимально точно. По общепринятым нормативам, максимальная величина разводки зубьев не должна превышать 0,7 мм, но обычно ее значение находится в диапазоне 0,3–0,6 мм
Важно не только выбрать тип разводки, ориентируясь на характеристики материала, который предстоит распиливать, но и выполнить ее правильно, отогнув зубья только на 1/3 или 2/3 их высоты
После разводки можно отправлять режущее полотно на станок для заточки ленточных пил. Как показывает статистика, ленточные пилы чаще всего утрачивают свои функциональные возможности по причине того, что их заточка была выполнена неправильно или несвоевременно. Показателем того, что ленточная пила нуждается в разводке и дальнейшей заточке на станке, является повышенная шероховатость поверхности распила. Необходимость в такой процедуре можно также определить по внешнему виду режущих зубьев.
https://youtube.com/watch?v=WqJjbFp11hY
Основными элементами любых заточных станков являются круги, выбор которых, в первую очередь, зависит от твердости материала, использованного для изготовления режущих зубьев. Для того чтобы точить твердые материалы, необходимо использовать соответствующие круги. Так, для заточки полотен биметаллического типа выбирают точильные инструменты, состоящие из боразоновых или алмазных элементов, а для приведения в порядок пил, выполненных из инструментальных сталей, вполне подойдут корундовые круги.
Инструменты для заточки пил ленточного типа выбирают и по составу, и по конструктивному исполнению. Для различных по своей конструкции и размерам полотен в станках могут использоваться круги следующих типов:
- тарельчатой конфигурации;
- чашечной формы;
- профильные;
- плоские.
Комплект устройств Wood-Mizer для заточки и разводки ленточных пил
Согласно инструкции, при заточке ленточной пилы на станке следует следить за соблюдением следующих требований.
- На поверхности зуба при его заточке не должно оставаться заусениц.
- Точильный круг должен снимать одинаковый слой металла по всему профилю зуба.
- Во избежание перегрева зубьев при их точении на станке следует обязательно использовать специальную жидкость для охлаждения.
- При выполнении заточки не должны изменяться профиль и высота обрабатываемых зубьев.
- Следует обязательно следить за давлением, которое оказывает круг заточного станка на обрабатываемый зуб. Если пренебречь этим требованием, давление может оказаться слишком значительным, что может привести к отжигу зубьев.
Заточка пил ленточного типа своими руками имеет некоторые особенности. В таких случаях, как правило, заточке подвергают заднюю поверхность зубьев, хотя, если воспользоваться инструкцией производителя или посмотреть тематическое видео, то можно заточить и их переднюю поверхность.
Осмотр деталей механизма
Очень важно перед работой осмотреть важные детали станка
Обратите внимание на ролики, есть ли на них глубокие дефекты. Они появляются если ролики в процессе работы не вращаются. Также нужно следить за чистотой детали, так как большие скопления пыли может привести к вибрации
Также нужно следить за чистотой детали, так как большие скопления пыли может привести к вибрации.
Немаловажную роль играют шпильки и гайки. Если они сломаны, то их нужно заменить на новые детали. Для регулировки используется только качественный инструмент, так детали прослужат намного дольше. А то один знакомый такими ключами регулировал, что с ними в туалет стыдно ходить .
После замены деталей и устранения поломок, оператор должен правильно отрегулировать ролики. Как узнать, что деталь отрегулирована правильно? Я об этом писал выше, но повторюсь, об этом свидетельствует положение ролика. Направление при движении должно быть строго параллельно к опорному столу. Если упустить этот важный момент, то материал на выходе будет покрыт «волнами»
Кроме того, очень важно правильно отрегулировать положение пилы. При неправильном положении задняя кромка часто растягивается, в результате можно получить неустойчивое пиление










Краткий справочник инструментальщика
Ленточные пилы для резки металлов
Для современных ленточнопильных технологий обработки металлов рынок предлагает сегодня ленточные пилы из углеродистых сталей и биметаллические — с пружинной основой и зубьями из быстрорежущей стали или твёрдого сплава. Многообразие конструктивных параметров ленточных пил в сочетании с применением оптимальных режимов резания позволяет обеспечить высокую производительность и снизить себестоимость технологического процесса обработки на ленточнопильных станках по сравнению с другими способами разделительной резки заготовок.
Виды ленточных пил
Ленточные пилы, изготовленные из качественной высокоуглеродистой инструментальной стали, предназначены для экономичной резки широкой гаммы легированных и нелегированных сталей с прочностью на разрыв до 80 кПа/мм?, но по своим техническим и эксплутационным показателям они уступают биметаллическим полотнам.
Самое широкое распространение в современной ленточнопильной технологии получили биметаллические пилы, особенно с зубом из быстрорежущей стали. Режущая часть зубьев изготовлена из быстрорежущей стали М42 (аналог 11Р2М10К8). Эта сталь, высоколегированная молибденом и кобальтом, имеет высокую твёрдость (до 950 НV) и красностойкость. Специально подобранная пружинная сталь основы пилы обеспечивает ей прочность и долговечность, а надёжное электронно-лучевое сварное соединение с режущими зубьями, позволяет использовать эти пилы в самых тяжёлых условиях производства. Пилы новой конструкции с комбинированным шагом наиболее применимы для резки труб, профилей и заготовок переменного сечения. Переменный шаг зуба пилы позволяет значительно уменьшить вибрацию, повысить устойчивость и эффективность процесса резки заготовок переменного сечения.
Ленточные полотна с твёрдосплавным зубом применяются для самых трудных условий резания. Они используются на высокопроизводительных и жёстких двухколонных ленточнопильных станках для резания таких труднообрабатываемых материалов, как чугунное литьё, неферромагнитные сплавы, редкоземельные металлы и сплавы типа Монель, Инконель, Хастелой и др. с высоким содержанием никеля и титана, и при этом существенно снижают себестоимость разделительной резки. Конструкция гнезда для размещения твёрдосплавной пластины гарантирует прочность ее соединения с полотном пилы. Зубья пил имеют разводку, которая обеспечивает необходимый зазор при пилении и удаление стружки. Эти пилы применяются для резки только сплошных сечений диаметром от 60 мм.
Некоторые характеристики
- Ширина поперечного сечения разрезаемого материала.
- Максимальная длина отрезаемого материала.
- Размеры реза.
- Угол резания.
- Геометрические параметры ленточной пилы.
- Параметры скорости подачи и резания.
 Ленточнопильный горизонтальный станок AT-S LS-100. Фото AT-S
Ленточнопильный горизонтальный станок AT-S LS-100. Фото AT-S
Любое производство подразумевает наличие специализированного оборудования. Для резки литых, кованых, прокатных заготовок используют ленточнопильные станки. Профессионалы и любители уже оценили преимущества устройства за точный рез деталей, скорость, незначительные эксплуатационные расходы и безопасность.
Важно! Производители ленточнопильных станков относят оборудование к категории высокой мощности, которое используется при резке металла, древесины, полимерных и других материалов. Важным преимуществом оборудования является производительность, мощность и эффективность. Все типы станков отличаются высоким уровнем безопасности, так как движение режущего полотна всегда направлено в сторону рабочего стола, благодаря этому оператор располагается в защищенной зоне
Все типы станков отличаются высоким уровнем безопасности, так как движение режущего полотна всегда направлено в сторону рабочего стола, благодаря этому оператор располагается в защищенной зоне
Важным преимуществом оборудования является производительность, мощность и эффективность. Все типы станков отличаются высоким уровнем безопасности, так как движение режущего полотна всегда направлено в сторону рабочего стола, благодаря этому оператор располагается в защищенной зоне.
| Тип станка | Особенности | Преимущества | Недостатки | Где используются |
| Ручной | Разметку и крепеж заготовки выполняет рабочий, скорость опускания пильной рамы регулируется вручную. | Низкая стоимость, простота использования, присутствует функция резки под углом. | Срок службы режущего полотна сокращается из-за вибрации во время резки; отсутствует визуальный контроль за степенью натяжения полотна; нет возможности осуществлять контроль за давлением на деталь режущим полотном. | Небольшие производства, где осуществляют резку деталей из цветных металлов и нержавеющих сталей. |
| Автоматический | Автоматизированы все процессы, действия задаются с помощью программы, оснащены сенсорным экраном управления, могут быть переведены в режим ручной работы. | Круглосуточный режим работы без участия рабочего; угол вращения рамы 60 градусов; применяется материал любой твердости. | Высокая стоимость агрегата. | Используются в крупносерийном производстве. |
| Полуавтоматический | Автоматизированы процессы опускания, подъема пильной рамы, зажим заготовки и освобождение из тисков. | Регулировка скорости пилы; частичная автоматизация некоторых процессов резки, низкий уровень шума. | Присутствие оператора обязательно для контроля за процессом работы и подачи заготовок. | Оснащение мелкосерийных производств. |
Благодаря экономному энергопотреблению и низкой стоимости такие промышленные агрегаты сберегают средства предприятия. Поэтому при правильном выборе модели и соблюдении всех условий эксплуатации в этом устройстве не будет недостатков.
Что нужно знать об углах заточки зубьев
Геометрия зубьев ленточных пил может видоизменяться в зависимости от характеристик обрабатываемого материала. Это выражается в форме зуба и расстоянии между отдельными элементами режущей кромки.
Профиль ленточной пилы определяется маркировкой, которую наносит завод-изготовитель. Выглядит это так:
- WM – универсальный вариант, предназначенный для распиловки мягких и твёрдых пород древесины;
- AV – применяется для продольного реза и пиления твёрдых материалов, например замороженной древесины;
- NV – отличается узкой шириной полотна, поэтому идеально подходит для фигурной резки;
- NU – режущая кромка с широким шагом зубьев, что обеспечивает высокую производительность при пилении мягких пород древесины;
- PV – практически полный аналог предыдущего полотна, но имеет сплющенную форму зубьев;
- KV – профиль применяют для широких ленточных пил, предназначенных для мягкой древесины;
- PU – широкая пила для распиловки древесины твёрдых пород.
Шаг зубьев подбирается индивидуально, в зависимости от материала. Например, для распиловки твёрдой древесины и металла используются только мелкозубчатые полотна, чтобы избежать повреждения режущей кромки. Мягкое сырьё и толстостенные материалы обрабатывают пилами с большим расстоянием между зубьями, что позволяет ускорить производственный процесс.
Конструкция ленточной пилы
Станок с ленточной пилой
Ленточная пила относится к разряду режущих инструментов и является неотъемлемой частью специализированного оборудования по обработке древесины. Она представляет собой замкнутую ленту, на внешней кромке которой расположены зубья.
Для изготовления применяются специальные сорта стали – 9ХФ, Б2Ф или С75. В процессе производства зубья подвергаются обработке высокочастотными токами. Это увеличивает их твердость. Именно этот факт влияет на развод режущих кромок и ремонтопригодность. Нередко при изготовлении применяют несколько типов стали. Основная лента изготавливается из пружинной, а режущая часть – из стали с большим содержанием вольфрама или кобальта.
Особенности применения ленточных пил для дерева:
- требования к древесине. Чем она тверже – тем быстрее затупится лезвие;
- условия установки. Обязательно соблюдается показатель натяжения. Если он будет меньше требуемого – произойдет обвисание. При сильном натяжении увеличится вероятность поломки полотна;
- периодическая заточка. Для этого потребуется специальный станок.
Выполнение последнего пункта позволит увеличить срок службы ленточной конструкции. Однако сделать заточку самостоятельно проблематично – необходимо подобрать правильную разводку, соблюсти угол обработки лезвий.
Материал пил
Ленточные пилы изготавливают из разных материалов — в зависимости от того, для резки какого материала они предназначаются.
Пилы для дерева производят из инструментальной легированной стали, имеющей твердость 40-45 HRC. Отечественные производители используют стали 9ХФ, В2Ф (для ленточных пил по металлу) и др., зарубежные — свои стали (C75, Uddeholm UHB 15 и пр.). При закалке зубьев таких пил токами высокой частоты они могут приобретать твердость до 64 HRC и выше.
Закаленные зубья ленточной пилы
Пилы для резки углеродистых сталей и цветных металлов небольшой толщины также изготавливают из инструментальной стали с обязательной закалкой зубьев токами высокой частоты. Однако чаще для резки металла используют биметаллические пилы, у которых полотно изготовлено из пружинной стали, а полоска, на которой нарезаются зубья, из быстрорежущей стали с высоким содержанием вольфрама и кобальта. После закалки она приобретает твердость до 65-69 HRC. Быстрорежущую сталь приваривают к основанию пилы электронным лучом.
Изготовление биметаллической ленточной пилы
Биметаллические пилы способны резать толстый металл из инструментальных, нержавеющих, жаростойких и других сталей, сплавов титана и прочих металлов.
Биметаллическая ленточная пила
Зубья с большей износостойкостью получают наплавляя их стеллитом (сплавом на основе хрома и кобальта с добавками вольфрама и/или молибдена) или припаивая к ним пластинки из твердых сплавов. Такие пилы превосходят по своим режущим способностям биметаллические. Их используют для резки стекловолокна, автопокрышек, кабелей, армированных пластмасс, жаропрочных сплавов, графита, газобетона, кирпичей и прочих трудно поддающихся обработке резанием материалов.
Ленточная пила с твердосплавными зубьями
Это интересно: Заклепочник для резьбовых заклепок — классификация, виды, использование
Признаки правильно разведенной пилы
О правильности развода можно судить по содержимому распила, заполненного смесью, 2/3 которой представляют опилки и 1/3– воздух. На практике это проявляется в том, что пила с правильной разведкой эвакуирует из распила более 4/5 объема древесной мелочи.
При очень большой разводке в распиле нарастает объем воздуха и при этом ухудшается удаление отходов. При малом разводе зубьев доска покрывается слоем из плотно спрессованных горячих опилок.
При слишком большом разводе пиление будет с рывками, при малом – станет волнообразным. Считаем нелишним напомнить еще раз, что разводится только верхняя часть зуба, чтобы пиление происходило только острым уголком у самой вершины зуба. Перед разводом пила точится с минимумом съема металла, буквально ограничивается зачисткой заусенцев.
Развод режущих элементов ленточной пилы
Развод – это отгиб полотен ленточных пил в разные стороны. Это позволяет значительно снизить трение полотна и предотвратить его зажатие. Для обеспечения свободного передвижения полотна о стенки распиливаемого материала его ширина должна быть больше, чем толщина этого материала.

Типы разводок ленточных пил
Развод может иметь несколько разновидностей. У разных производителей он может иметь различные названия. Наиболее часто может быть:








- Стандартным, который характеризуется противоположным отгибанием режущих элементов в разнообразные стороны. Наиболее часто она используется для ленточных пил, которыми осуществляется распиловка твердого материала.
- Волнистым, который относится к категории сложных конструкций. Развод в данном случае имеет переменное значение. При этом образовывается своеобразная волна.
Развод заключается в отгибе не всего полотна, а только определенной части его вершины. Параметры определяются строго производителями инструмента. Их диапазон составляет от 0,3 до 0,7 миллиметров.
Защищающим. Развод заключается в загибании двух зубьев. При этом третий остается на месте. Предназначается для ленточных пил по обработке особо твердого материала. По форме каждый третий зуб напоминает трапецию. Местом расположения является центр полотна. С его помощью осуществляется максимально правильное направление пильной ленты.
Станки по дереву характеризуются универсальной конструкцией пильного инструмента. Развод для обработки мягких пород должен характеризоваться большими размерами, чем в оборудовании для обработки твердых пород. Но развод не должна быть таковым, чтобы по центру располагался клин без выреза. Развод должен характеризоваться одинаковым расположением всех режущих элементов. Разводить зубья необходимо таким образом, чтобы отклонение было не более 0,1 миллиметра. Если пилы будут располагаться неравномерно, то это приведет к тому, что ленточнопильное оборудование в процессе работы будет отходить в сторону.
Рекомендации по заточке
Важное значение имеет правильный выбор типа заточного круга. Он должен соответствовать марки стали, из которой изготовлена ленточная пила. Для конструкций из инструментальной стали применяются корундовые круги
Если требуется улучшить режущие свойства биметаллических моделей — следует использовать эльборовые или алмазные круги
Для конструкций из инструментальной стали применяются корундовые круги. Если требуется улучшить режущие свойства биметаллических моделей — следует использовать эльборовые или алмазные круги.
В зависимости от технических возможностей можно выполнить полнопрофильную обработку или каждой режущей части в отдельности. В первом случае понадобится эльборовый круг, торец которого имеет такую же форму, что и у пилы. Для второго варианта выполняется обработка каждого зуба.
Предварительно понадобится станок. Он должен иметь функции регулирования скорости вращения диска и изменение его расположения относительно инструмента. После закрепления полотна в специальной станине следует выполнить такие действия по следующей инструкции.
- Наждак направляется вниз. В это время происходит обработка передней грани с режущей кромкой.
- Формирование среза в падине. Это делается без отрыва от полотна. Данный этап позволяет удалить микротрещины и неровности. Важным моментом является снижение поверхностного натяжения, которое является основной причиной деформации полотна.
- Круг движется вверх. Протачивается задняя часть зуба и его режущая кромка.
По такой же методике происходит обновление всех остальных зубьев
Важно, чтобы значения углов входа и выхода были везде одинаковыми. В противном случае при отличиях геометрии в одной из частей ухудшаться эксплуатационные качества. При длительном контакте круга с металлом может резко повыситься температура на поверхности последней
Для устранения этого эффекта применяют специальные охлаждающие жидкости, поступающие непосредственно из станка. Подача производится постоянно, чтобы избежать формирования зоны накала. В этой части механическая прочность будет ухудшена
При длительном контакте круга с металлом может резко повыситься температура на поверхности последней. Для устранения этого эффекта применяют специальные охлаждающие жидкости, поступающие непосредственно из станка. Подача производится постоянно, чтобы избежать формирования зоны накала. В этой части механическая прочность будет ухудшена.
Во избежание появления зазубрин перед обработкой древесины нужно проверить наличие в ней металлических компонентов
Также особое внимание уделяется фиксации и равномерной подаче заготовки для распиливания
В видеоматериале можно ознакомиться с рекомендациями по самодеятельной заточке: