Конструкция станка
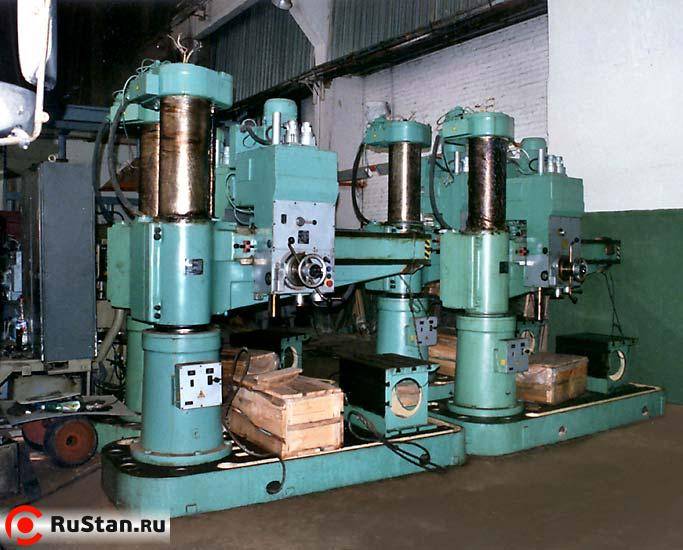
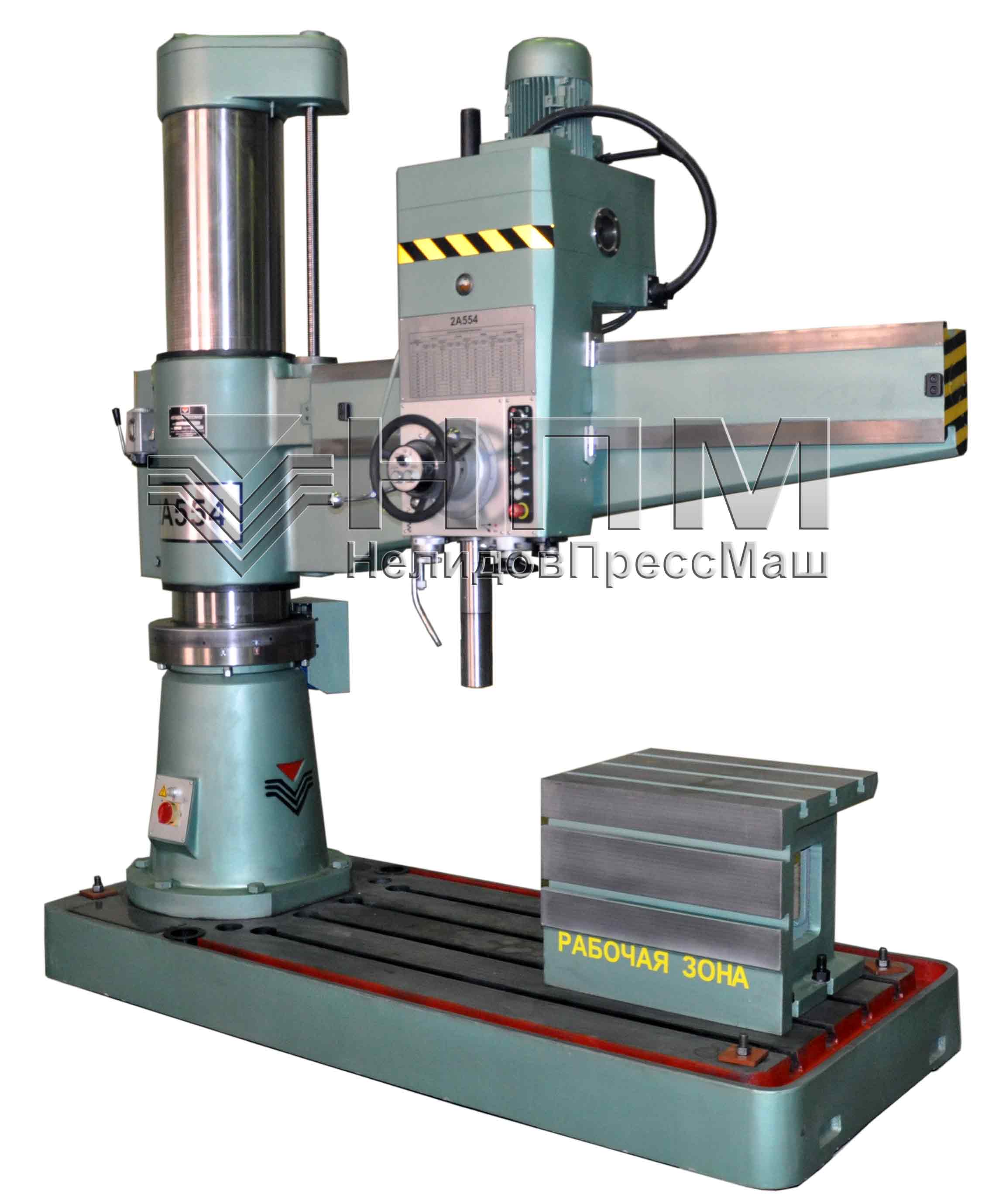
Внешний вид станка
Основное назначение станка 2А554 – формирование отверстий методом сверления, зенкования и подрезки торцов. Шпиндельная головка имеет несколько степеней свободы и смещается относительно заготовки.
Главным отличием от аналогичных моделей является сосредоточение основных органов управления в конструкции сверлильной головки. Она располагается на рукаве, который закреплен на оси вертикальной колоны. При этом обеспечивается смещение сверлильного блока как по высоте, так и по горизонтали. Усовершенствованная система управления позволяет максимально автоматизировать процесс обработки.
Радиально-сверлильный станок 2А554 имеет следующие компоненты и узлы:
- плита-основа, которая имеет несколько Т-образных пазов для надежной фиксации детали;
- колонна, поворачивающаяся вокруг своей оси. Для выполнения этой функции в ней предусмотрено наличие подшипников;
- рукав, прикрепленный к колонне;
- сверлильная головка. Она перемещается по направляющим рукавам в горизонтальном направлении.
Для функционирования агрегатов и узлов в конструкции станка есть гидравлические зажимы, обеспечивающие достаточно легкое изменение положения. Элементы управления располагаются на боковой части сверлильной головки, что облегчает настройку оборудования. Также предусмотрена возможность предварительного набора режимов и частоты работы. Эта функция повышает производительность и точность обработки заготовок.
Станок 2А554 радиально-сверлильного типа: функции и устройство
Функции и задачи устройства
Отличительной особенностью станка радиально-сверлильного типа 2А554 является наличие вращающейся колонны с рабочей многофункциональной головкой, поворачиваемой на 360° и обрабатывающей закрепленные на тяжелом и устойчивом основании неподвижные заготовки с размерами до 1600 мм, то есть относящихся к средним и крупным. Высокое число степеней свободы шпинделя вкупе с хорошей защитой от перегрузок сокращают время сверлильных операций и повышают их производительность в разы, в плане экономии энергозатрат 2А554 выгодно отличается от моделей, осуществляющих перемещения массивных деталей на рабочем столе.
Технические возможности станка позволяют выполнять с достаточно высокой точностью (класс Н по ГОСТ 8-82) самые разные операции: сверления сквозных и глухих отверстий, зенкерования с целью улучшения показателей шероховатости, рассверливания и растачивания созданных ранее, включая полученные литьем, накатки резьбы с помощью метчиков. При условии закрепления дополнительных приспособлений и использовании специального режущего инструмента функции модели расширяются до подготовки канавок, вырезки пластин круглой формы из тонких листов металла, формирования отверстий с квадратным сечением, притирки цилиндров и клапанов, и выполнения других действий, присущих моделям расточного типа.
Принцип работы
Представленный вариант РСС делает возможным перемещение головки для высверливания на все 360 градусов. Это стало возможным благодаря вращению поворотной гильзы.
Деталь для обработки устанавливается или фиксируется на основной плите – рабочем столе. Центральная колонна по подъемному механизму перемещается вверх или вниз. Траверса перемещает сверлильную головку по шпинделю для выбора точности буравления отверстия.
Головка РСС имеет несколько скоростей вращения, она требует своевременной и полной смазки. Этого специалисты добились благодаря монтажу системы автоматической подачи смазки, а сам же резервуар с маслянистой основой размещен в основе плиты.
Крутящий момент на шпиндель передается через зубчатые колеса коробки скоростей. Приводом служат асинхронные моторы, количество которых определяется в каждой модели сугубо индивидуально. В представленной модели РСС их семь, радиальный агрегат является мощным.
Рекомендации по эксплуатации
Перед окончательной установкой станка 2А554 следует подготовить рабочую площадку для него. Лучше всего обустроить специальную платформу, которая будет способна выдержать вес оборудования. Затем необходимо проверить компоненты и узлы на отсутствие скрытых и явных дефектов.
После монтажа выполняется подключение к электросети. Она должна быть рассчитана на максимальную мощность оборудования
Поэтому важно изучить все характеристики станка, изменение параметров в зависимости от текущих режимов работы
Кроме этого, во время эксплуатации оборудования следует учитывать такие факторы:
- при возникновении нештатных ситуаций (поломка или сбой в работе) сначала выполняется полное отключение и только затем проводятся ремонтные работы;
- во время работы оборудования запрещается выполнять его чистку, изменять положение заготовки, делать подтягивание болтов и гаек конструкции;
- если происходит формирование сливной стружки — следует вывести сверло из отверстия. В противном случае велика вероятность образования длинной стружки. Она может налипать на режущие кромки сверла или торцы обрабатываемых поверхностей;
- контролировать функциональность противовеса, который необходим для регулировки положения шпинделя.
С рабочим персоналом обязательно проводится инструктаж по технике безопасности, подробно изучаются характеристики станка.
В видеоматериале показан пример работы станка 2А554:
Особенности обработки деталей тяжелого машиностроения
К тяжелому машиностроению относят производство металлургического оборудования (например, прокатных станов), крупных металлорежущих станков, мощных гидравлических,
паровых и газовых турбин, электрогенераторов, крупных экскаваторов и т.п.
Приемы обработки, используемые в тяжелом машиностроении, применяют также при обработке крупных деталей на заводах других отраслей машиностроения и частично в
цехах по обработке базисных деталей в среднем машиностроении.
Так как крупные машины изготовляют в очень небольших количествах, то производство организуют как единичное или мелкосерийное. При изготовлении крупных
машин чаще всего применяют универсальное оборудование и более простую технологическую оснастку, чем в серийном производстве.
Из-за большого веса крупных заготовок и деталей (до 300 т) большое значение приобретает внутрицеховой транспорт. Главным транспортным средством в цехах тяжелого машиностроения
обычно являются мостовые краны, грузоподъемность которых достигает 250 т и выше. В некоторых случаях особо тяжелые детали поднимают и перемещают двумя кранами одновременно.
При конструировании станков для тяжелого машиностроения стремятся избежать перемещения тяжелых деталей с операции на операцию и во время обработки. Для этого применяют передвижные
портальные станки с фрезерными головками, передвижные расточные колонки, односторонние фрезерные станки, в которых фреза диаметром до 2 м имеет подачу, большие карусельные станки для
обтачивания деталей диаметром до 18 м, тяжелые многосуппортные токарные станки для обтачивания деталей длиной до 30 м и диаметром до 2 м.
В ходе развития технологии тяжелого машиностроения разработана система так называемой «стендовой обработки», то есть если обрабатывающие станки легче
обрабатываемой детали, то проще и дешевле переместить станок к обрабатываемой детали, чем деталь к станку. Стендовая обработка производится с помощью передвигающихся
вдоль стенда горизонтальных сверлильно-расточных и переносных станков, подаваемых на стенд подъемным краном.
Переносные станки применяют: сверлильные – с диаметром сверления до 60 мм, радиально-сверлильные – с диаметром сверления до 75 мм, поперечно-строгальные – с ходом ползуна до 1500 мм,
долбежные – с ходом ползуна до 2000 мм. При изготовлении базисных деталей (станин, остовов, рам и т.п.) комбинированная стендовая обработка составляет до 60 % общей трудоемкости и
сокращает цикл обработки в 1,5–2 раза.
При стендовой обработке придерживаются следующих правил.
- Время на установку каждого дополнительного передвижного или переносного станка к деталям должно быть меньше, чем на переустановку заготовки на другой станок.
- Передвижные и переносные станки следует расставлять вокруг детали так, чтобы можно было организо-вать параллельную работу станков и снять станок,
на котором окончили работу, не мешая другим станкам работать. - Более мощные передвижные станки должны выполнять больший объем работы, чем легкие переносные станки.
- В картах технологического процесса должны быть все необходимые указания о порядке обработки передвижными, переносными станками и способах их установки на стенде.
- Следует подготовить всю необходимую оснастку для передвижных и переносных станков. Её надо подавать на стенд одновременно со станками.
- Пока обрабатывают деталь на одном месте стенда, на соседнем месте стенда подготавливают к обработке другую заготовку.
Чтобы улучшить условия обработки тяжелых деталей, применяют дополнительное оборудование (усовершенствование) рабочих мест универсальных
станков, цель которого – расширить технологические возможности и улучшить использование оборудования. У станков устраивают дополнительные ямы и канавы, в
которых можно обрабатывать заготовки, не помещающиеся на плите станка.
Делают дополнительные плиты у радиально-сверлильных станков, на которых можно подготавливать обработку одной заготовки во время обработки другой.
Радиально-сверлильные станки устанавливают на тележку, перемещающуюся вдоль длинной обрабатываемой заготовки.
Рисунок 3- Устройство ямы у радиально-сверлильного станка
Компоненты агрегата и их особенности
Несколько слов о компонентах.
Фрикционный тормоз, муфта – она расположена в области электромотора и коробки скоростей.
 Фрикционный тормоз
Фрикционный тормоз
Муфта имеет четкое назначение – активация движения шпинделя и предохранение привода от чрезмерной нагрузки. Сама муфта состоит из двух частей, верхней и нижней.
Коробка скоростей РСС – конструктивно расположена вверху головки. Задача – передача шпинделю точных показателей по скорости вращения. Всего 24 скорости. Зубчатые колеса изготавливаются из стали высокого качества, закалены и отшлифованы. Все вместе обеспечивает бесшумность в работе и точную передачу порционных нагрузок.
Движения станка
Главным движением является вращение шпинделя и движение его подачи. Вспомогательным движением являются вертикальное перемещение рукава, горизонтальное перемещение сверлильной головки по рукаву и ускоренные перемещения шпинделя. При эксплуатации станка наибольшая нагрузка приходится на сверлильную головку: коробку передач, тормозные кольца, муфты, подшипники, гидропреселектор и его приводы. При проведении капитального ремонта сверлильной головки 2А554 часть элементов меняется на новые. Какие элементы менять определяется осмотром и дефектовкой – профессиональным определением степени годности детали к использованию в составе данного узла. Наше предприятие – Ваш надёжный партнёр по поставкам комплектующих и деталей к станку 2А554.
Основные распространенные модели
Среди моделей, которые по своему функционалу наиболее похожи с РСС, являются:
- ГС535,
- 2К550,
- 2Л53,
- 2Н55.
Вышеуказанный перечень далеко не полный, имеются иные агрегаты с диаметром высверливания от 5 см и более для металла и 6,3 см для чугуна. Современные аналоги РСС это продукция Стерлитамакского завода, Гомельского узлового завода, Астраханского завода. Паспорт и показатели моделей могут видоизменяться, необходимо уточнять показатели в каждом конкретном случае.






Полный перечень деталей и механизмов состоит из 35 пунктов, но наиболее важные из них:
- фундаментальная плита,
- охладительный механизм,
- заземление,
- электрическая развязка: кабеля, схема, прокладка, платы,
- зажим,
- рукав,
- шпиндель,
- редуктор,
- подъемный механизм,
- устройство ручного перемещения рукава,
- механизм подачи,
- главный цилиндр,
- муфта,
- гидроселектор,
- коробка передач,
- гидравлическая панель,
- сверлильная головка.
Изготовлением РСС занимается Одесский завод радиальных станков.
Гидравлические зажимы предназначены для простоты и легкости изменения положения обрабатываемой поверхности. Настройка РСС облегчена за счет монтажа блока механическо-электронного управления на боковой части. Повышена производительность и точность благодаря опции предварительной настройки и установки частоты работы.
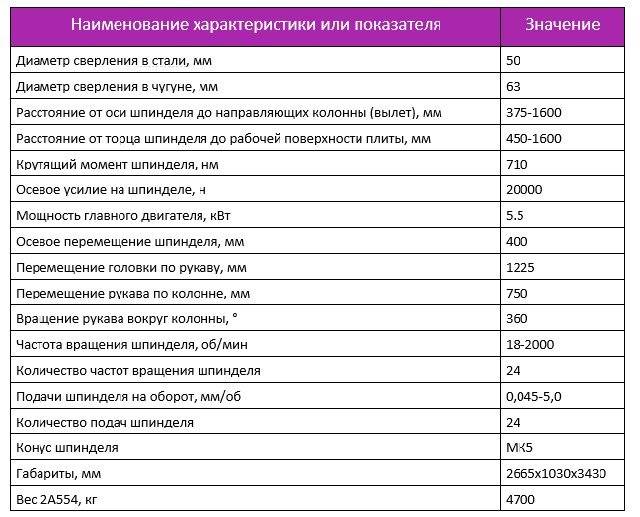
Технические характеристики: общая масса равна 4,7 тонны, габариты 2,66×1,02×3,30 метра. Классификатор по точности соответствует параметру H. Максимально разрешенный диаметр просверливания отверстия для стали маркировки 45 равен 5,0 см.
Для чугунных изделий ограничения в размере 6,3 см. Максимальный вылет шпинделя равен 1,6 метра, минимальный – 0,3 метра. Наивысшая высота выстрела рукава составляет 0,75 метра, скорость вращения головки 1,4 м/мин.
Размер рабочей платформы РСС равен 1,0×2,5 метра. При этом допускается установка дополнительного оборудования для повышения точности и функциональности, но его вес не должен превышать 15 кг. Диаметр гильзы равен 90 мм, максимальное количество оборотов 2 тыс. об/мин, суммарное число скоростей – 24. Граничная подача на один оборот составляет до 5,0 мм.
Основной привод станка РСС приводится в движение за счет работы электрического мотора мощностью 5,5 кВт. Перемещение шпинделя по рукаву осуществляется за счет электрической установки мощностью 2,2 кВт. Срок гарантийного обслуживания равен 12 месяцам, так гласит паспорт.
Конструкция модели
Данное радиально-сверлильное устройство состоит из следующих конструкционных элементов:
- основание, выполненное в форме плиты,
- рукава или траверсы,
- коробка скоростей и подач,
- головка, использующаяся для выполнения сверления,
- система охлаждения,
- механизм для фиксирования головки для сверления,
- гидравлическое и электрическое оборудование,
- редуктор,
- механизм, использующийся для подъема траверс,
- токосъемник,
- вал червяка,
- колонна,
- шпиндельный узел,
- фрикционная муфта,
- узел, который обеспечивает передвижение рабочей головки в ручном режиме,
- противовесное устройство,
- система управления,
- насосный механизм,
- узел для включения и управления подачами.
Конструкционно радиально-сверлильное устройство состоит из массивной плиты, которая исполняет роль основания. На данном элементе размещается цоколь, предназначенный для монтажа колонны из стали. Именно на ней находится рукав с рабочей головкой. Она перемещается при помощи специального механизма.
Сама рабочая головка является конструкционно сложным узлом, который состоит из нескольких элементов. В частности, это шпиндельный механизм, коробка подач и скоростей, противовес. Данный узел может перемещаться в ручном режиме, что осуществляется при помощи траверсы. Его также можно зафиксировать в нужном положении, используя специальный зажимной механизм.
Описание
Одесский завод радиально-сверлильных станков имени В. И. Ленина
Липецкое станкостроительное предприятие
Разработчик — Одесское специальное конструкторское бюро алмазно-расточных и радиально-сверлильных станков.
Станок 2А554 предназначен для широкого применения в промышленности.
Благодаря своей универсальности станок находит применение везде, где требуется обработка отверстии, — от ремонтного цеха до крупносерийного производства.
На станках можно производить сверление в сплошном материале, рассверливание, зенкерование, развертывание, подрезку торцов, нарезку резьбы метчиками и другие подобные операции.
Применение приспособлений и специального инструмента значительно повышает производительность станков и расширяет круг возможных операций, позволяет производить на них выточку внутренних канавок, вырезку круглых пластин из листа и т. д.
При соответствующей оснастке на станке можно выполнять многие операции, характерные для расточных станков.
Сосредоточение всех органов управления на сверлильной головке, наличие гидрозажима колонны, сблокированного с зажимом сверлильной головки, автоматизация зажима рукава, наличие системы предохранительных устройств, исключающих поломку станка вследствие перегрузок, позволяют максимально сократить вспомогательное время и достичь высокой производительности.
| Основные данные | |
|---|---|
| Наибольший диаметр сверления по стали 45, мм | 50 |
| Расстояние от оси шпинделя до направляющих колонны (вылет шпинделя), мм | 375-1600 |
| Наибольшее горизонтальное перемещение сверлильной головки по рукаву, мм | 1225 |
| Расстояние от торца шпинделя до рабочей поверхности фундаментной плиты, мм | 450-1600 |
| Наибольшее вертикальное перемещение рукава по колонне, мм | 750 |
| Угол поворота рукава вокруг колонны, град | 360 |
| Наибольшее вертикальное перемещение шпинделя, мм | 400 |
| Конус отверстия в шпинделе | Морзе 5 |
| Частота вращения шпинделя, об/мин | 18-2000 |
| Механические подачи шпинделя, мм/об | 0,045-5,0 |
| Резьбовые подачи, мм/об | 1,0-5,0 |
| Наибольший крутящий момент на шпинделе, кгс·см | 7100 |
| Наибольшее усилие подачи, кгс | 2000 |
| Электрооборудование | |
| Питающая электросеть: | |
| – род тока | Переменный,трехфазный |
| – чатота, Гц | 50 |
| – напряжение, В | 380 |
| Электродвигатели: | |
| главного движения: | |
| – тип | 4АХ112МА4У3 |
| – мощность, кВт | 5,5 |
| – синхронная частота вращения, об/мин | 1500 |
| механизма перемещения рукава: | |
| – тип | 4АХ90LA4У3 |
| – мощность, кВт | 2,2 |
| – синхронная частота вращения, об/мин | 1500 |
| насоса гидростанции: | |
| – тип | 4АХ71В4У3 |
| – мощность, кВт | 0,75 |
| – синхронная частота вращения, об/мин | 1500 |
| ускоренного перемещения шпинделя: | |
| – тип | 4АА63В2У3 |
| – мощность, кВт | 0,55 |
| – синхронная частота вращения, об/мин | 3000 |
| насоса охлаждения: | |
| – тип | ПА-22У2 |
| – мощность, кВт | 0,125 |
| – синхронная частота вращения, об/мин | 3000 |
| Габарит станка, мм | 2665х1030х3430 |
| Масса станка, кг | 4700 |



Оглавление
Радиально-сверлильный станок 2А554 предназначен для сверления отверстий в сплошном материале, рассверливания, зенкерования, а также нарезание резьбы метчиком.
Повышение производительности и функциональных возможностей станка возможны с применением приспособлений и специального инструмента, которые позволяют выполнять выточку внутренних канавок, вырезку круглых пластин, а также работы, характерные для расточных станков.
Фурнитура Кронас по доступным ценам тут!
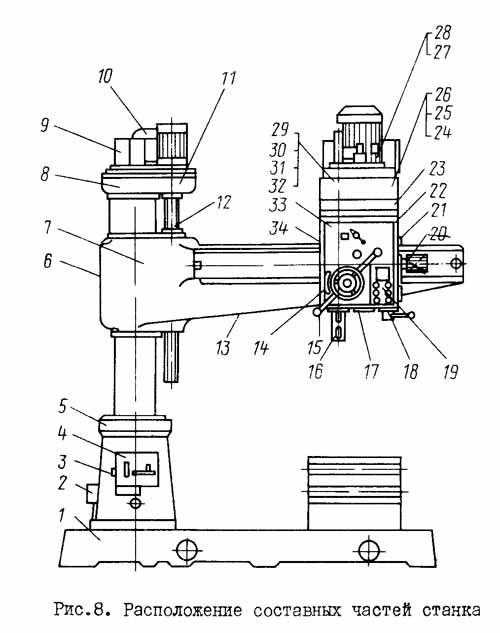
Устройство радиально-сверлильного станка 2А554
- Плита;
- Система охлаждения;
- Заземление;
- Электрооборудование;
- Цоколь, колона;
- Зажим рукава;
- Рукав;
- Гидрозажим;
- Токосъемник;
- Гидростанция;
- Редуктор;
- Механизм подъема;
- Электрооборудование;
- Механизм ручного перемещения;
- Штурвальное устройство;
- Шпиндель;
- Механизм подач;
- Управление фрикционной муфтой;
- Электрооборудование;
- Ускоренный отвод шпинделя;
- Противовес;
- Зажим головки;
- Насосная станция;
- Система смазки;
- Гидрокоммуникация;
- Главный цилиндр;
- Привод гиропреселектора;
- Гидропремелектор;
- Фрикционная муфта;
- Коробка скоростей;
- Коробка подач 24 скорости;
- Коробка подач 12 скоростей;
- Сверлильная головка;
- Гидропанель
Шпиндель радиально-сверлильного станка
Шпиндель станка 1 расположен в выдвижной пиноли 5. В передней опоре, кроме двух радиальных шариковых подшипников, установлен также упорный подшипник 3, воспринимающий осевую нагрузку при сверлении.
В задней опоре расположенный радиальный и упорный подшипники 7 и 6 соответственно. Затяжка упорных подшипников выполняется через опорную шайбу 8 гайкой 9.
Передача вращательного движения от коробки скоростей к шпинделю выполняется через его хвостовую часть, которая шлицами входит в сопряжение с гильзой коробки скоростей.
Нижняя часть шпинделя имеет конус Морзе 5 для установки режущего инструмента.
На пиноли шпинделя 7 нарезана рейка, предназначенная для передачи движение подачи. Специальной шпонкой 12 обеспечивается ограничение хода шпинделя, конец которого заходит в паз пиноли.









Штырь 2 служить для остановки шпинделя в крайних положения, которые воздействует на микропереключатель 10, размыкая цепи питания электродвигателя.
Сверлильная головка станка
Сверлильная головка состоит из нескольких сборочных единиц. Коробка скоростей и подач расположены в верхней части головки. В задней плоскости прикреплена панель управления гидросистемой. Кроме этого, головка снабжена электрогидравлическими механизмами преднабора (преселекции). Позволяющие производить следующий технологический режим обработки еще до окончания предыдущего.
Размещается она на направляющих рукава, по которым с легкостью перемещается в радиальном направлении.
Легкость перемещения обеспечивается за счет применения комбинированных направляющих качения-скольжения. В отжатом состояние зазор между направляющими головки и рукава составляет 0,03-0,05 мм, а по верхним направляющим головка перемещается по роликам.
Ролики 1 и 4 установлены на шариковых подшипниках 13 на эксцентриковых осях 12.
Регулировка зазора между направляющими осуществляется за счет эксцентриковых осей 17.
Коробка скоростей радиально-сверлильного станка
Коробка скоростей сверлильного станка предназначена для передачи шпинделю 24-х скоростей вращения. Различные скорости вращения шпинделя обеспечиваются за счет переключение соответствующих подвижных блоков. На первом валу расположена фрикционная муфта, служащая для соединения кинематической цепи между приводом электродвигателя и шпинделем.
С верхней муфтой коробка скоростей станка соединяется зубчатым блоком 3 и 4, а с нижней муфтой – зубчатым колесом 24, закрепленным на валу 10, через паразитную шестерню 23.
Плавность и бесшумность работы, а также передача высоких нагрузок обеспечивается за счет изготовления всех зубчатых колес и шестерен из качественной стали, закалкой и последующей шлифовкой.
Коробка подач радиально-сверлильного станка
Коробка подач сверлильного станка расположена между шпинделем и механизмом подачи и получает вращательное движение от шпинделя через зубчатую передачу 1.
Нижними опорами валов 6 и 7 служат гнезда, расположенные в промежуточной плите 4.
На валу 7 расположена переборная шестерня 3. В механизме подачи располагается дополнительная переборная группа.
Строение оборудования РСС
Полный перечень деталей и механизмов состоит из 35 пунктов, но наиболее важные из них:
- фундаментальная плита;
- охладительный механизм;
- заземление;
- электрическая развязка: кабеля, схема, прокладка, платы;
- зажим;
- рукав;
- шпиндель;
- редуктор;
 Редуктор
Редуктор
- подъемный механизм;
- устройство ручного перемещения рукава;
- механизм подачи;
- главный цилиндр;
- муфта;
- гидроселектор;
- коробка передач;
- гидравлическая панель;
- сверлильная головка.
Изготовлением РСС занимается Одесский завод радиальных станков.
Гидравлические зажимы предназначены для простоты и легкости изменения положения обрабатываемой поверхности. Настройка РСС облегчена за счет монтажа блока механическо-электронного управления на боковой части. Повышена производительность и точность благодаря опции предварительной настройки и установки частоты работы.
Кинематическая схема радиально-сверлильного станка 2А554

Кинематическая схемай сверлильного станка 2а554
Кинематическая схема станка (рис.11) состоит из следующих кинематических цепей:
- вращения шпинделя;
- движения подач;
- вертикального перемещения рукава;
- перемещения сверлильной головки по рукаву;
- ускоренных перемещений шпинделя.
Шпиндель получает вращение от электродвигателя через промежуточную передачу, пусковую фрикционную муфту и коробку скоростей с четырьмя передвижными зубчатыми блоками. Промежуточная передача обеспечивает определенную частоту вращения вала фрикционной муфты в различных исполнениях станка (например, для частоты тока 60 Гц). Фрикционная муфта соединяется с коробкой скоростей либо зубчатыми колесами 9-10, либо через паразитное зубчатое колесо 8 и зубчатое колесо 13. В последнем случае коробка скоростей получает обратное вращение, т.е. шпиндель вращается против часовой стрелки. Таким образом, каждым двум ступеням частот вращения шпинделя в направлении по часовой стрелке соответствует одна ступень оборотов против часовой стрелки.
Передвижные блоки коробки скоростей (три двойных и один тройной) обеспечивают получение 24 ступеней частоты вращения шпинделя, в интервале 18…2000 мин-1.
Двойной блок на гильзе шпинделя имеет также третье положение, когда оба зубчатых колеса выведены из зацепления. При этом шпиндель легко проворачивается от руки.
Коробка подач получает вращение от шпинделя через зубчатые колеса 25-26. Один тройной и два двойных блока обеспечивают получение 12 ступеней подач в интервале 0,056…2,5 мм/об. Еще 12 ступеней подач получаются включением переборного зубчатого колеса 42.
Таким образом, коробка подач обеспечивает получение 24 ступеней подач в интервале 0,045… 5 мм/об. Предусмотрен вариант исполнения станка с 12 подачами в интервале 0,056…2,5 мм/об. Вал УШ коробки подач шлицевой муфтой связан с вертикальным валом механизма подач X, несущим на себе специальную регулируемую муфту, обеспечивающую размыкание цепи подач при достижении предельного усилия подачи при резании, размыкание цепи тонкой ручной подачи при включении механической подачи и включение тонкой ручной подачи при срабатывании перегрузочного устройства. Зубчатая муфта перегрузочного устройства соединена с червяком 47, который через червячное колесо 46 с помощью штурвального устройства соединяется с реечным зубчатым колесом 45, находящемся в зацеплении с рейкой 44 пиноли шпинделя.
Грубая ручная подача осуществляется вращением реечного вала с зубчатым колесом 45 с помощью штурвальных рукояток.
Ускоренное перемещение шпинделя осуществляется от электродвигателя через зубчатую муфту 67, — зубчатые колеса 69, 68 на червяк, червячное колесо зубчатое колесо и зубчатую рейку пиноли шпинделя.
Перемещение головки по рукаву осуществляется с помощью маховика, сидящего на валу, проходящем через отверстие реечного вала подачи. На другом конце вала имеется зубчатое колесо 48, которое через накидное зубчатое колесо 49 соединяется с рейкой 62, неподвижно укрепленной на рукаве.
Вертикальное перемещение рукава производится от отдельного электродвигателя через редуктор 57, 56, 59, 58,укрепленный на верхней части колонны, винт подъема 60 и гайку 61, расположенную в рукаве.
Изменение направления перемещения рукава производится реверсированием электродвигателя.
В табл.7 указан перечень зубчатых колес к кинематической схеме.
Радиально-сверлильный станок 2А554
Применение:
Станок радиально-сверлильный 2А554 предназначен для широкого применения в промышленности, на производстве, в заводских цехам и мастерских, за счет своей универсальности станок радиальный находит применение везде, где требуется обработка отверстий.
На станках модели 2А554 можно производить сверление в сплошном материале, рассверливание, зенкерование, подрезку торцов, нарезку резьбы метчиками и другие подобные операции.
При применении приспособлений и специального инструмента значительно повышается производительность станков радиально-сверлильных и расширяет круг возможных операций, позволяя производить на них выточку внутренних канавок, вырезку круглых пластин из листа и т.д.










Рис. 1. Общий вид станка
Общая компоновка станка 2А554:
Основанием станка является фундаментная плита, на которой неподвижно закреплен цоколь. В цоколе на подшипниках устанавливается вращающаяся колонна. Рукав станка со сверлильной головкой размещен на колонне и перемещается по ней с помощью механизма подъема, смонтированного в корпусе на верхнем торце колонны. В этом же корпусе расположено гидромеханическое устройство для зажима колонны и токопроводящее устройство для питания поворотных и подвижных частей станка. Механизм подъема связан с рукавом ходовым винтом.
Сверлильная головка выполнена в виде отдельного силового агрегата и состоит из коробки скоростей и подач, механизмов подачи и шпинделя с противовесом и других узлов. Она перемещается по направляющим рукава вручную. В нужном положении головка фиксируется установленным на ней механизмом зажима.
В фундаментной плите выполнен бак и закреплена насосная установка для подачи охлаждающей жидкости к инструменту. Также есть возможность установки стола на плите для обработки на нем деталей небольшого размера.
Все органы управления станком сосредоточены на сверлильной головке. На панели цоколя размещены только кнопки водного выключателя, подключающего станок к внешней электросети, и выключателя управления насосом охлаждения. Для освещения рабочей зоны в нижней части сверлильной головки установлена электроаппаратура.
Электроаппаратура смонтирована в нише, выполненной с обратной стороны рукава.
голоса
Рейтинг статьи