Как использовать припой
Чтобы шов после пайки получился прочным и герметичным, необходимо:
- тщательно подготовить трубы перед выполнением пайки. Для этого концы труб очищаются от окислов и иных видов загрязнений металлической щеткой, а заусенцы, образовавшиеся после нарезки труб, удаляются при помощи специального устройства – фаскоснимателя;

Подготовка медной трубы к пайке
- расширить конец одной трубы на несколько миллиметров, чтобы трубы легко стыковались между собой. Если пайка производится при помощи фитингов (специальных элементов, предназначенных для сборки трубопровода различной конфигурации), то увеличивается диаметр фитинга, а не трубы;

Увеличение диаметра трубы
- обработать места пайки труб флюсом;

Обработка трубы флюсом перед пайкой
- подготовить газовую горелку (оборудование, предназначенное для пайки труб, изготовленных из меди) и немного нагреть спаиваемые участки;
- аккуратно по всему периметру трубы нанести припой, который в процессе разогрева будет постепенно переходить из твердого состояния в жидкое, тем самым заполняя все пустое пространство;
Читать также: Для чего нужен циклон

Пайка при помощи припоя
- дать припою полностью остынуть в неподвижном состоянии. Для полного остывания в зависимости от вида припоя требуется в среднем 3 -5 минут.
Процесс пайки труб из меди при помощи припоя представлен на видео.
При выборе припоя и флюса необходимо учитывать все основные характеристики веществ, то есть если для пайки используется высокотемпературный припой, то и флюс так же должен быть предназначен для высокотемпературной пайки. Правильно подобранные и соответствующие друг другу материалы способствуют получению не только герметичного шва, но и максимально долговечного соединения.
Медь является таким материалом, который лучше спаять, в особенности это касается тонких труб, используемых для отопления или проведения газа, а также в других видах деятельности. Именно поэтому стоит сделать правильный выбор в пользу подходящего припоя. Медь прекрасно спаивается, в особенности при использовании материала в чистом виде. Металл сохраняет свою структуру и свойства.
Инструкции по изготовлению самоделок
Далее мы расскажем о нескольких вариантах самодельных пропановых горелок, которые можно сделать своими руками. Для того чтобы соорудить простейшую горелку не потребуется много сил и умений, но над созданием двух остальных вариантов придется более усердно потрудиться.
Вариант 1 — простейшая горелка из куска трубы
Для сооружения такой горелки потребуется совсем немного времени и усилий. Но к процессу создания самоделки нужно подходить со всей ответственностью, ведь работать придется с взрывоопасным веществом и любая погрешность в конструкции устройства может привести к печальным последствиям.
С помощью такого устройства можно нагревать металлические заготовки для ковки или прогревать их перед сваркой, а также можно выполнять ремонт битумной кровли. Владельцу частного дома такая самоделка в хозяйстве точно не будет лишней.
 Правильно сделанная горелка на пропане прослужит длительный срок. С ее помощью можно выполнить множество бытовых задач, без использования ряда дорогостоящих инструментов
Правильно сделанная горелка на пропане прослужит длительный срок. С ее помощью можно выполнить множество бытовых задач, без использования ряда дорогостоящих инструментов
Чтобы изготовить самодельную газовую горелку потребуются следующие инструменты и материалы:
- два куска трубы разного диаметра;
- штуцер;
- газовый шланг;
- редуктор;
- баллон с пропаном;
- сварочный аппарат;
- болгарка.
Подготовив все инструменты и материалы можно приступать к сборке пропановой горелки. Но перед этим рекомендуем ознакомиться с правилами безопасной работы с болгаркой.
Как видите, ничего сложного в самостоятельной сборке газовой горелки нет. Изучив инструкцию и имея под рукой необходимый набор инструментов и материалов, сборка устройства займет не более часа.
Вариант 2 — мощная газовая горелка
Предлагаем также попробовать собрать более сложную в конструкционном плане, но и более мощную горелку.
Для сооружения этого варианта потребуется немного больше инструментов и материалов, но полученный результат вас не разочарует.
 Такую горелку на пропане можно использовать, например, для плавки металла в горне, для сжигания сорняков на собственном участке, а также для других целей
Такую горелку на пропане можно использовать, например, для плавки металла в горне, для сжигания сорняков на собственном участке, а также для других целей
Итак, для сооружения пропановой горелки потребуется приготовить следующие материалы:
- муфты соединительные – 1/2” и 1/4”;
- резьбовой бочонок – 1/2” и 1/8”;
- заглушка с внутренней резьбой – 1/8”;
- футорка – 1/4”*1/8”;
- ниппель – 1/2”;
- быстроразъемное соединение для газового оборудования низкого давления;
- регулятор подачи пропана – 0.068-0.34 атмосфер;
- герметик резьбовой;
- металлический лист;
- саморезы;
- сверла – 6.4 мм и 0.8 мм.
Предпочтение лучше отдавать латунным изделиям. Кроме того, для конструирования самоделки потребуется следующий набор инструментов: разводной ключ, дрель, кернер, припой и флюс, паяльная лампа.
Подготовив все необходимое, можно приступать к сборке устройства.
Во время работы не стоит забывать, что пропан – взрывоопасный газ, и любое несоблюдение правил техники безопасности может привести к необратимым последствиям.
Поэтому перед испытанием устройства нужно обязательно проверить все соединения на герметичность. И только убедившись, что утечки нет, можно приступать к работе с самоделкой.
Вариант 3 — миниатюрная модель горелки
Давайте рассмотрим еще один вариант газовой горелки, работающей на пропане. Эту миниатюрную газовую горелку часто называют еще горелкой Бунзена.
Особенностью этого устройства является то, что его можно свободно держать в руках, не боясь получить ожог. Давайте попробуем собрать ее собственными руками.
Для работы понадобятся:
- Старая газовая горелка.
- Тонкая медная трубка 10 метров.
- Медная проволока.
- Игла с медицинского шприца.
- Болт №8.
Подготовив все необходимые материалы можно приступать к созданию нашей самоделки.
Для этого воспользуемся следующей инструкцией:
Теперь вы знаете, как соорудить газовую горелку своими руками и что для этого потребуется. Как видите, ничего сложного в этом нет, достаточно соблюдать правила безопасной эксплуатации оборудования, о которых мы расскажем немного ниже.









Особенности применения
Назначение серебряных припоев — широкое использование для цветных металлов и сплавов на их основе. Соединение таких изделий затруднено из-за физико-химических особенностей металлов, но серебряные припои в своей разновидности позволяют получить сцепление, эквивалентное по прочности со сварным швом, но без дефектов, которые ему присущи. К ним относятся сплавы:
- титано-никелевые;
- никель-вольфрамовые;
- железо-никелевые;
- медные;
- медно-никелевые.
Возможно соединение никеля, меди со стеклоэмалью, керамикой, поверхностей с гальваническим покрытием более 10 мм.
Температура плавления чистого серебра равна 962 °С, это не только нерационально, но также не оправдано технически, поскольку этот металл имеет высокую пластичность и низкую прочность. Оптимизация этих параметров достигается, если использовать медно-серебряный припой, температура плавления которого снижается до 425 °С, а прочностные свойства увеличиваются. Но в целом, соединение металлов отличается высокой t плавления (выше 400 °С), поскольку у чистой меди она равна 1085 °С.
Соединительный шов в данном случае выдерживает температуру до 800 °С, имеет широкий диапазон по параметрам и свойствам, в зависимости от используемых элементов.
Сплав на основе серебра отличается высокой экологичностью, поскольку входящие в состав элементы не активны с большинством окружающих их аналогов. В основном используется медно-серебряный припой для пайки меди или изделий на ее сплаве (латунь, бронза).
Характеристики
Отличается большим разбегом по свойствам, в зависимости от соотношения элементов. Вторым компонентом является медь, дополнительно могут присаживаться элементы железа, сурьмы, висмута, но их суммарное количество не превышает 0,1%. Свинец и олово содержатся в мягких сплавах. Температура плавления припоя снижается прямо пропорционально содержанию серебра в нем.

Процесс пайки медно-серебряным припоем
Эта категория сплавов определяется уровнем серебра в диапазоне 10-45%. Его стоимость самая низкая. Припой с малым содержанием этого драгоценного металла (10%) позволяет получить твердый шов, он активно используется в машиностроении.
Сплавы всего лишь с 2% содержанием серебра можно назвать свинцово-оловянными, поскольку Pb в них равен 36%, а Sn — 62%. Плавкость драгоценного металла сведена к минимуму, поэтому сплав отлично плавится, переходит из одного состояния в другое, идеально проводит ток. Используется в радиотехнике.
Сплав 40-62% обладает наилучшими сочетаниями прочности и пластичности, но также отличается низкими температурами плавления — 426 °С. Именно поэтому его применяют для соединений, которые не испытывают высоких температур.
Сплавы с содержанием серебра 50-72% характеризуются низким удельным сопротивлением, что идеально подходит для изделий с высокой электропроводностью.
Разновидности и популярные производители
Компаниями предлагается широкий ассортимент как по составу припоев, так и по флюсам, используемым с ними. Известные производители РФ:
- ООО «СнабТехмет»;
- ТОО «Специальная металлургия».
Припой серебросодержащий изготавливается по ГОСТ 19738-74. На рынке представлены изделия в ассортименте: проволока различного диаметра, прутки, лента. Маркируются они индексами ПСр, после которых указывается процентное содержание серебра: чем оно выше, тем большей пластичностью отличается состав.
Названия припоев содержат первые буквы входящих в них элементов:
- Ср — серебро;
- Су — сурьма;
- М — медь;
- Ф — фосфор;
- С — свинец;
- Кд — кадмий;
- Ц — цинк.
Цифровой индекс обозначает процентное содержание основного элемента — серебра.
Заключение
Состав припоя определяет его назначение, изменение химического состава, даже в незначительных количествах меняет его свойства. Для работы с паяльником используются исключительно «мягкие» сплавы, в то время как «твердые» можно расплавить только с помощью газовой горелки. Их основное назначение можно узнать в описаниях ГОСТ.
Как выбрать?
Если вы хотите приобрести медно-фосфорный присадочный материал для пайки, то в первую очередь нужно определиться с его конкретным химическим составом. В основном выбор осуществляется между двумя обширными группами, которые отличаются друг от друга наличием серебра в составе.
Существует закономерность, которая гласит, что чем меньше толщина металла, тем меньше должна быть температура плавления присадочного материала. Помимо этого низкая температура плавления значительно увеличивает способность материала ровно растекаться по рабочей поверхности. Стоит отметить, что некоторые модели имеют одноименные флюсы, при их совместном применении удается достичь высокого качества соединения.
При пайке медных труб используют два основных типа:
- мягкого, с температурой плавления до 425оС;
- твердого, с температурным диапазоном 460-560оС.
В качестве припоев рекомендовано использование содержащих серебро сплавов. Они обеспечивают высокое качество соединений, но дороги. Медно-фосфорные составы более доступны и подходят для пайки менее ответственных соединений.
Медно-фосфорные
Шовный материала, сформированный на основе меднофосфористого припоя, весьма прочен и стоек к вибрационным воздействиям. Поэтому фосфористые составы широко используют при пайке компонентов теплообменников.
Почему при спаивании стальных деталей пайщики иногда пользуются медным припоем, а медь стальным припоем паять нельзя? Причина заключается в разнице температур плавления стали и меди. Медные заготовки уже расплавятся, а сталь все еще будет нагреваться.
В то же время медно-фосфорный припой чувствителен к перегреву, поэтому приходится принимать меры к охлаждению стыка. Изделие выпускается в виде прутка. Доступна и медная лента для пайки. Используются для пайки и медно-цинковые низкотемпературные припои.
Серебряные
Состав из чистого серебра мало подходит для того, чтобы паять медные изделия. В основном используют серебро с добавками железа, висмута и других элементов.
Припой для меди на основе серебра обладает высокой смачиваемостью по отношению к заготовкам и отлично проникает в самые узкие зазоры между ними. Соединения не корродируют и выдерживают большие статические и периодические динамические нагрузки.
Содержание Ag
Химический состав припоев для пайки заготовок из меди с серебром описан в ГОСТ 19738-74. Они обозначаются литерами ПСр ХХ, где цифры определяют долю серебра в процентах
Составы с высокой процентной долей серебра (50-72) обладают высокой электропроводностью и теплопроводностью. Их используют в электротехнике и электронике.
Особенности тинолей
Характерной особенностью серебросодержащих составов является их низкая рабочая температура. Высокая текучесть позволяет расплаву проникать в зазоры и поры и создавать высококачественные швы.
Пайка твердым
Твердые припои применяются для стыков трубок и трубопроводов большего диаметра. При этом используют пастообразный флюс, газовую горелку для разогрева и необходимое вспомогательное оборудование и инструменты.
Низкотемпературные
Низкотемпературные припои плавятся при температуре до 450оС. Невысокая температура позволяет избежать отжига основного материала трубы и сохранить его физико-химические свойства. Припои готовятся на основе оловянных или цинковых сплавов. Применяется в качестве компонента и свинец.
Высокотемпературные
Высокотемпературный припой для пайки меди готовят на основе серебра или меди, обладающих высокой температурой плавления. При температурах свыше 450оС происходит отжиг заготовок, ведущий к снижению их прочности.










Важные советы
Разобравшись в том, как пользоваться паяльником, следует учесть несколько рекомендаций по работе с данным инструментом.
- Перед началом работы для осуществления качественной спайки деталей всегда нужно чистить наконечник инструмента. Нужно понимать, что только благодаря жалу паяльника усиливается теплопроводность и качество соединения. Для чистки можно использовать влажную губку. После зачистки наконечник прибора следует сразу же окунуть в канифоль, чтобы он покрылся тонким слоем припоя, который не даёт оксидному налёту мешать качественной спайке деталей.
- Первыми паять всегда нужно мелкие и тонкие детали, поскольку наконечник прибора в начале его использования будет максимально тонким и точным.
- Перед тем как паять детали, необходимо их поверхность тщательно очистить от грязи и кислоты. Зачистка поверхности припаиваемых предметов производится при помощи острого инструмента — наждачки или обычного ножа. Делается до тех пор, пока поверхность проводов заметно не посветлеет. После чего контакты залуживают и соединяют при помощи припоя.
- Если необходимо припаять какую-то деталь без использования паяльника, можно использовать канифоль, предварительно растворённую в спирте. Полученную смесь можно наносить на нужную поверхность при помощи любого тонкого инструмента, например, отвертки.
- Максимально качественной спайки можно добиться при использовании припоя с канифолью.
- Чтобы правильно и плотно припаять провода и прочие детали при помощи припоя, вначале необходимо прогреть паяльником места соединения.
- Главная ошибка многих заключается в плохом прогреве паяльника. Если такое случается, детали плохо соединяются. Поэтому перед тем как начать пользоваться инструментом, его нужно хорошенько нагреть.
- Однако сильный перегрев паяльника с максимальной мощностью тоже может негативно сказаться на качестве работы. Нужно понимать, что существуют разные температурные режимы, предназначенные для конкретного вида работ.
- Температура пайки — очень важный нюанс. Например, для запаивания различных микросхем температура должна быть не более 250 градусов. А вот для того чтобы соединить радиодетали, потребуется нагрев паяльника более 300 градусов.
- При работе с электроприбором следует соблюдать технику безопасности. Для этого нужно убедиться в том, что форточка открыта, а розетка исправна. Обусловлено это тем, что при работе с припоем выделяются вредные химические элементы, негативно сказывающиеся на здоровье. Что касается исправности розетки, то это тоже очень важный момент — в процессе сильного перегрева нередко возникают возгорания. Поэтому рабочее место нужно сперва подготовить и обезопасить, а уже после этого приступать к работе.
Если взять на заметку эти маленькие хитрости, то процесс запаивания деталей пройдёт быстро, а главное, качественно.
Источники
- https://www.rmnt.ru/story/instrument/kak-pravilno-pajat-pajalnikom-instruktsija-dlja-chaynikov.1256556/
- https://pochini.guru/sovety-mastera/kak-pravilno-payat-payalnikom
- https://elektroznatok.ru/tools/pajka-payalnikom
- https://Elektrik-a.su/kabeli-i-provoda/dlya-prokladki/pajka-provodov-239
- https://YaElectrik.ru/elektroprovodka/kak-payat-provoda
- https://tokar.guru/instrumenty/payalniki/kak-pravilno-polzovatsya-payalnikom-s-kanifolyu-uchimsya-payat.html
Иные варианты пайки: работа с медными трубами и различными металлами
Пайка медных труб требует некоторого опыта подобной работы. Поэтому, если домашний мастер впервые берётся за подобную работу, стоит предварительно потренироваться, чтобы не переделывать несколько раз уже готовую магистраль водоснабжения или отопления. Пайку медных трубок можно производить как твёрдым припоем (при помощи газовой горелки), так и мягкими сплавами. Во втором случае для медных труб уместно использовать молоточный паяльник большой мощности.
 ФОТО: m-chel.ruАккуратная и качественная пайка – залог долговечности соединения
ФОТО: m-chel.ruАккуратная и качественная пайка – залог долговечности соединения
Нюансы пайки медных труб: как всё сделать правильно
В качестве флюса для пайки медных труб лучше всего использовать канифоль. Она наносится ровным слоем на внешние поверхности трубы, после чего на неё насаживается фитинг. С обратной его стороны насаживается вторая часть магистрали. Далее фитинг разогревается при помощи газовой горелки и по швам «укладывается» припой. Под воздействием высокой температуры он плавится, заполняя шов и создавая качественное герметичное соединение.
 ФОТО: poliasmet.ruИногда приходится обходиться без фитингов
ФОТО: poliasmet.ruИногда приходится обходиться без фитингов
Пайка медных труб своими руками не слишком сложна, однако эта работа требует внимательности и аккуратности. Конечно, на словах не всё можно объяснить доходчиво, поэтому предлагаем вниманию Уважаемого читателя видео, как паять медь газовой горелкой, из которого всё станет более понятно.
 Watch this video on YouTube
Watch this video on YouTube
Разобравшись с вопросом, как спаять медные трубки в домашних условиях, можно переходить к следующей проблеме, а именно к пайке неидентичных металлов (медь с алюминием, железом или нержавеющей сталью).
Как спаять медный провод с алюминиевым
Пайка алюминия с медью – довольно сложный процесс. Нужно отметить, что для алюминия вряд ли подойдёт тот же припой, что и для меди, как и наоборот. Намного проще совместить эти металлы, используя стальную муфту. Хотя на сегодняшний день производитель и предлагает специальные припои и флюсы для подобных целей, стоимость их значительна, что приводит к нерентабельности подобных работ.
 ФОТО: kak-eto-sdelat.infoСпаивать медь и алюминий достаточно сложно
ФОТО: kak-eto-sdelat.infoСпаивать медь и алюминий достаточно сложно
Вся проблема заключается в конфликтности меди и алюминия. У них разная тугоплавкость, плотность. К тому же алюминий при взаимодействии с медью начинает сильно окисляться. Особенно этот процесс ускоряется при прохождении через соединение электрического тока. Поэтому при необходимости соединения медного и алюминиевого провода лучше всего использовать самозажимные клеммники «WAGO», внутри которых находится контактная паста «Алю Плюс». Именно она снимает окисел с алюминия, предотвращает его последующее появление и способствует нормальному контакту с медными жилами.
Разобравшись, как спаять медь с алюминием, можно переходить к более твёрдым металлам.
 ФОТО: mastergrad.comИногда без подобного соединения не обойтись
ФОТО: mastergrad.comИногда без подобного соединения не обойтись
Как спаять медь и нержавеющую сталь
При пайке меди с нержавеющей сталью большую роль играет даже не сам материал припоя, а используемый инструмент, хотя и от расходников многое зависит. Наиболее приемлемые материалы в данном случае это:
- медно-фосфорный припой;
- оловянно-серебрянный (Castolin 157);
- радиотехнический.
Некоторые мастера утверждают, что при правильном подходе к работе, подойдёт даже самый обычный припой на основе олова и свинца. Главное – это обязательное использование флюса (бура, паяльная кислота), основательный прогрев и лишь после этого пайка (нанесение припоя).
 ФОТО: cusi3.ruСложная пайка меди и нержавеющей стали
ФОТО: cusi3.ruСложная пайка меди и нержавеющей стали
Подобные соединения встречаются редко, а потому специализированные припои для подобных целей имеют довольно высокую стоимость.
Пайка меди с железом – возможно ли это
Подобный вариант возможен, но при соблюдении некоторых условий. К примеру, в качестве нагревателя простая пропановая горелка уже не подойдёт. Необходимо использовать пропан с кислородом. В качестве флюса нужно использовать буру, а вот припоем выступит латунь. Только в этом случае можно надеяться на нормальный результат. Купить припой для пайки меди с железом или нержавейкой несложно. Главное – это понять, будут ли оправданны излишние затраты.
 ФОТО: svarkavol.ruСпайка медной и железной трубки также возможна
ФОТО: svarkavol.ruСпайка медной и железной трубки также возможна
А сейчас предлагаем посмотреть на то, насколько аккуратно домашние мастера могут выполнять работу по спайке труб магистралей различного назначения.
1 из 5
 ФОТО: market.sakh.com
ФОТО: market.sakh.com ФОТО: market.sakh.com
ФОТО: market.sakh.com ФОТО: solarschool.dk
ФОТО: solarschool.dk ФОТО: laketravisplumber.com
ФОТО: laketravisplumber.com ФОТО: reicheltplumbing.com
ФОТО: reicheltplumbing.com
Медно фосфорные
Соединение деталей из меди может производиться медно-фосфорным припоем в состав, которого входит серебро. Его доля может достигать 15%. Такой сплав применяют для работы с холодильным оборудованием. Рабочая температура медно-фосфорных припоев не очень высока. Вещества этого класса обладают достаточной текучестью. Кстати, при работе, с использованием этого припоя нет необходимости в применении каких-либо флюсов. Это связано с тем в его состав входит фосфор. Именно фосфор защищает зону обработки стыка от воздействия атмосферы.  Швы, образующиеся в ходе работы, отличаются прочностью. Именно это и определило его использование для работы с холодильным оборудованием, содержащие в своем составе детали из меди. Все дело в том, что при его работе постоянно существует вибрация, в таких условиях прочность шва не будет лишней. При соединении медных компонентов трубопроводной арматуры необходимо выполнять охлаждение элементов узла, которые обладают слабой стойкостью к перегреву. В процессе работы рабочую зону можно обдувать сухим азотом. Для этого требуется эксплуатация специального оборудования. Защита сухим азотом позволяет защитить шов от окалины.
Швы, образующиеся в ходе работы, отличаются прочностью. Именно это и определило его использование для работы с холодильным оборудованием, содержащие в своем составе детали из меди. Все дело в том, что при его работе постоянно существует вибрация, в таких условиях прочность шва не будет лишней. При соединении медных компонентов трубопроводной арматуры необходимо выполнять охлаждение элементов узла, которые обладают слабой стойкостью к перегреву. В процессе работы рабочую зону можно обдувать сухим азотом. Для этого требуется эксплуатация специального оборудования. Защита сухим азотом позволяет защитить шов от окалины.
Трехкомпонентный состав, в который входит 2% серебра носит марку 102. Сфера применения этого припоя монтаж, обслуживание холодильных комплексов, которые не подвержены вибрации.  Припой медно-фосфорный Ag 2% Марка 105 содержит 5% благородного металла. Он пластичен и у него медленное растекание. Вследствие этого у него имеется возможность заполнять зазоры определенного размера. Эта марка способна выдерживать незначительные нагрузки вибрационного или ударного характера. Марка 115, содержит в своем составе 15% серебра. Из-за этого он обладает высокой пластичностью. Шов, полученный с его помощью способен выдерживать умеренные вибрационные или ударные нагрузки, возникающие во время работы холодильных установок.
Припой медно-фосфорный Ag 2% Марка 105 содержит 5% благородного металла. Он пластичен и у него медленное растекание. Вследствие этого у него имеется возможность заполнять зазоры определенного размера. Эта марка способна выдерживать незначительные нагрузки вибрационного или ударного характера. Марка 115, содержит в своем составе 15% серебра. Из-за этого он обладает высокой пластичностью. Шов, полученный с его помощью способен выдерживать умеренные вибрационные или ударные нагрузки, возникающие во время работы холодильных установок.
Нюансы самостоятельной пайки меди: что требуется знать
Для того чтобы качественно выполнить пайку, требуется разобрать различные варианты её производства, как при помощи паяльника, так и посредством газовой горелки для пайки медных труб и иных элементов. Попутно рассмотрим различные припои, от тугоплавких до мягких.
 ФОТО: vseinstrumenti.ruГорелка для пайки в разобранном состоянии
ФОТО: vseinstrumenti.ruГорелка для пайки в разобранном состоянии
Использование газовой горелки для пайки меди и иных металлов
Горелка используется при необходимости пайки более габаритных элементов. Это может быть, к примеру, медная посуда, чайник или провода большого сечения. В этом случае в качестве флюса удобнее будет использовать буру. Припой здесь также понадобится высокопрочный, поэтому оптимальным будет применение ПМФ 7 (припой медно-фосфорный). Его температура плавления выше, чем у олова, но горелка легко справится с этой проблемой.
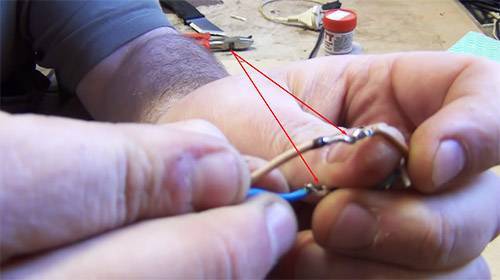
Пайка медных проводов: пошаговая инструкция
Попробуем разобраться, как паять медные провода, на основании фото примеров.
| Иллюстрация | Описание действия |
 | Перед тем, как начать спаивать медные провода, следует подготовить инструмент (паяльник, нож для снятия изоляции), а также расходные материалы – канифоль и припой. В данном случае это проволочный припой, с которым удобно работать. |
 | Если провода тонкие, можно не тратить время на лужение, а сразу сделать плотную скрутку, которая и будет впоследствии пропаяна. |
 | Скрутка пропитывается канифолью или иным флюсом для пайки медных проводов, расплавляемым и наносимым при помощи паяльника. Это действие позволяет удалить оксидную плёнку и увеличить адгезию. |
 | Далее на соединение наносится припой. Его следует брать с катушки небольшими частями, а соединение основательно прогревать. В этом случае припой как-бы пропитывает соединение, плотно его фиксируя. |
 | Такое соединение никогда не будет греться и не отвалится в процессе эксплуатации. |
Подробнее с мастер-классом можно ознакомиться в этом видео.
 Watch this video on YouTube
Watch this video on YouTube
Любой флюс, как и припой для пайки медных проводов можно купить в магазинах хозяйственных товаров. Сегодня на прилавках можно найти различные составы и сплавы, предназначенные для подобных целей.







Различия в работе с мягкими и твёрдыми припоями
Для мелких работ по дому лучше всего использовать мягкие проволочные припои. С ними можно работать даже при помощи маломощных паяльников. А вот твёрдые сплавы требуют более «жёсткого» подхода. Для работы с ними используют молоточные паяльники или горелки.
 ФОТО: тд-рубин.рфТвёрдые припои могут продаваться вот такими прутками
ФОТО: тд-рубин.рфТвёрдые припои могут продаваться вот такими прутками
Способы пайки серебра
Сам процесс пайки серебра мало чем отличается от пайки других металлов, однако существуют некоторые нюансы при работе с паяльником в отличие от газовой горелки.
Пайка серебра паяльником
Предварительно необходимо установить на паяльник тонкое жало. Если мощность паяльника 40 — 60 Вт, то рекомендуется использовать припой ПСР-3, температура плавления которого составляет 315 градусов Цельсия. Этот припой также удобен тем, что внутри него находится смола, исполняющая функции флюса и защищающая сплав от окисления.
Внимание!
Не стоит при починке серебряного изделия в домашних условиях использовать оловянно-свинцовый припой (например ). Такое соединение может оказаться непрочным, поэтому прибегать к этому припою следует лишь в крайнем случае. Тем более свинец быстро окисляется и дает темный матовый цвет.
Приступая к пайке серебра в домашних условиях, необходимо осуществить следующие действия:
- Тщательно очистить поверхности соединяемых деталей из серебра от различных загрязнений и окислов, обезжирить;
- Нагреть место соединения так, чтобы температура в точке пайки серебра стала выше температуры плавления припоя;
- Подать на место соединения припой вместе с , удобнее иметь трубчатый серебрянный припой;
- Прогреть образовавшийся стык паяльником, добиваясь расплавления припоя и его распределения между серебряными деталями;
- Дождаться остывания изделия и полировать место соединения, чтобы не было видно следов пайки.
Пайка газовой горелкой
Пайка с оловом дает более надежное соединение, но требует большего внимания и навыков:
- Необходимо зачистить поверхности соединяемых деталей от черноты, загрязнений и окислов;
- Нанести на место соединения флюс, который может быть как покупным, так и приготовленным самостоятельно;
- Уложить на место спаивания кусочек припоя необходимого размера;
- Аккуратно прогревать изделие вокруг места пайки, следя за положением припоя, чтобы не допустить его сдувания пламенем;
- Когда припой начнет расплавляться, следует увеличить пламя до тех пор, пока припой не образует равномерный шов с блестящей поверхностью;
- После завершения пайки дать остыть и почистить место соединения, чтобы убрать следы . Далее можно заполировать излишки олова.
Правила пайки
Пламя для пайки должно обеспечивать максимальный нагрев, прием соединение необходимо равномерно прогревать до необходимой температуры. После нанесения припоя на соединение проверяют равномерность его распределения. Для этой цели используют паяльную горелку. Припой должен растекаться в сторону более нагретого участка.
После завершения пайки необходимо тщательно удалить остатки флюса. Процесс нагрева должен быть коротким, чтобы избежать перегрева. Также во время пайки необходимо позаботиться о вентиляции, поскольку из припоя или фтористых соединений выделяется вредный дым.