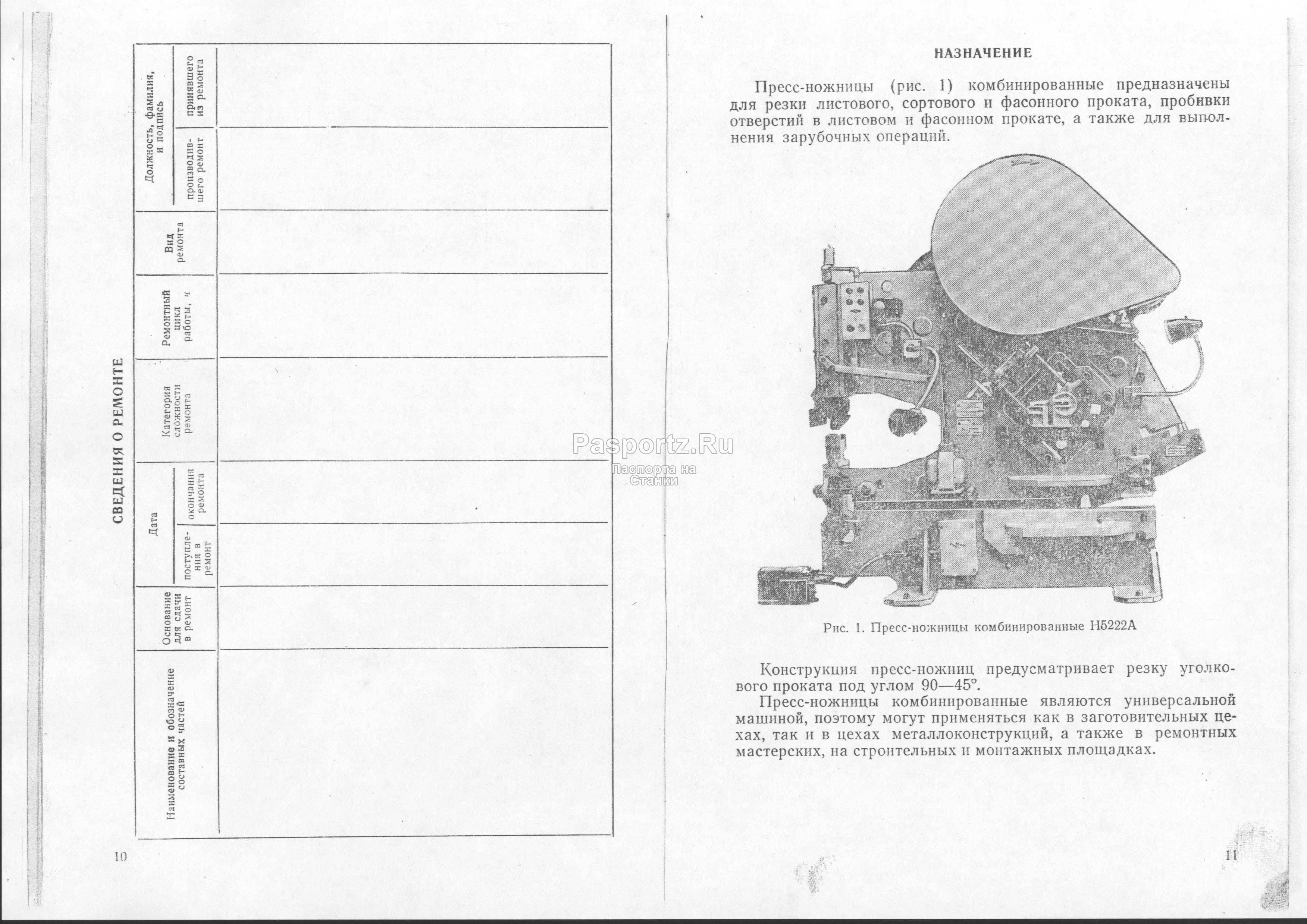
Общий принцип работы пресс-ножниц и конструкция комбинированных пресс-ножниц НГ5222
Привод пресс-ножниц осуществляется от электродвигателя 3 через клиноременную передачу (обозначение ремня приведено в приложении А), маховик 2 и одноступенчатую зубчатую передачу 1, 4 к эксцентриковому валу 6. Зубчатая пара 1, 4 прямозубая, цилиндрическая. Опорные шейки вал-шестерни установлены в подшипниках (обозначение подшипников приведено в приложении Б)
Вал-шестерня Z1=14 имеет ширину обода 85 мм и изготовлена из стали 40Х ГОСТ4543-71 (твердость 240…260 НВ), колесо Z2=126 — ширину обода 80 мм и изготовлено из стали 35Л ГОСТ977-88.
Движение на ползун 10 сортовой секции передается через шатун 5, на ползун 8 пресса для пробивки отверстий через балансир 7 и западающий камень.
Исполнительные механизмы включаются и выключаются через систему рычагов, связанных с одной стороны с шатуном и западающим камнем, а с другой стороны — с электромагнитами 9.
Это интересно: Продольно-строгальный станок 7212 — описание, видео, фото
Устройство и назначение основных узлов
Приводимая в паспорте на оборудование блок-схема ножниц НВ5222 включает в себя три основных узла:
- для разделения полосового материала;
- для резки сортового профиля;
- прессовой головки для пробивки отверстий.
Кинематически все эти узлы собраны на общей станине и снабжены совместным приводом от одного электродвигателя (электрическая схема станка предусматривает наличие двигателя с короткозамкнутым ротором).
Система управления комбинированными ножницами – смешанная, с применением как педального включения (используется с целью включения/выключения дыропробивного пресса), так и рычажного, для приведения в движение исполнительного механизма резки.
Описание последовательности действия комбинированных ножниц, согласно паспорту, следующее:
- При включении электродвигателя вращение через маховик передаётся на приёмный вал, на противоположном конце которого установлена прямозубая понижающая передача.
- Через зубчатое колесо вращение сообщается эксцентриковому валу, на кривошипе которого установлены качающиеся балансир и ползун.
- Переключение узлов производится при помощи рычажного механизма включения.
- Предварительно в один из неподвижных ножей вставляется разрезаемая заготовка. Всего ножей в основной комплектации станка три – для круга, квадрата и сортового проката, хотя по дополнительному заказу могут быть изготовлены и ножи с иным набором рабочих профилей.
- Прокат фиксируется по упору, после чего ползун включается на рабочий ход, производя разрезание металла.
- Переводя рычаг в противоположное положение, останавливают ползун в его крайней верхней точке, после чего извлекают изделие из зоны реза.
- Для включения привода дыропробивного пресса, используют педаль включения. При её нажатии включается в работу балансир, с закреплённым на его нижнем торце подпружиненным штоком.
- Предварительно в матрицу по упорам устанавливается полуфабрикат, в котором требуется выполнить отверстие.
- Перемещаясь в направляющих станины ножниц, шток воздействует на ползун, к которому прикреплён дыропробивной пуансон. Дыропробивная матрица установлена на столе, который конструктивно находится сзади оборудования и снабжена жёстким съёмником. Происходит пробивка.
- После пробивки вал возвращает балансир в исходное положение. При наличии заусенца, во избежание застревания пуансона в заготовке, пружинный механизм снимает её с ползуна.
На комбинированных ножницах могут одновременно работать два оператора – один отвечает за разделение полосового или объёмного стального проката, а второй – за производство операции пробивки отверстия.
Электросхема пресс-ножниц комбинированных модели НВ5222 допускает их эксплуатацию как в автоматическом режиме, так и в режиме одиночных ходов.
Работа пресса НВ5222
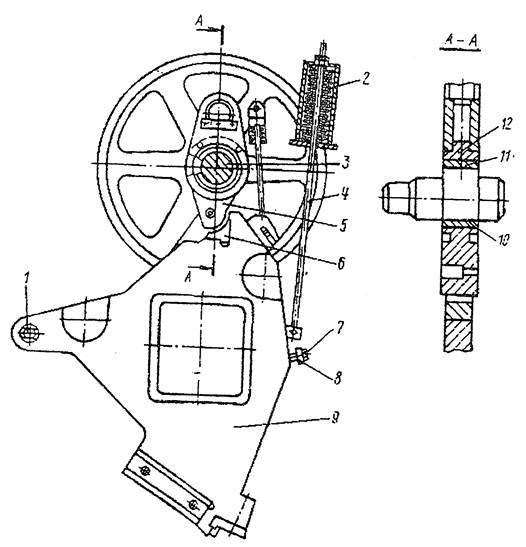
Кинематическая схема
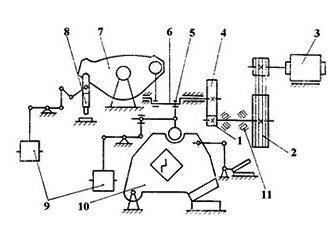
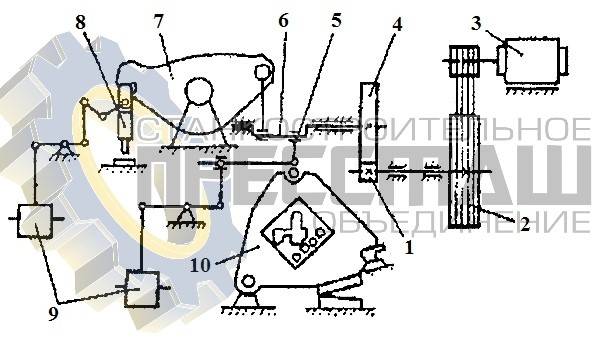
1 – вал-шестерня, 2 – маховик, 3 – электродвигатель, 4 – колесо зубчатое,
5 – шатун, 6 – вал, 7 – балансир, 8 – ползун пресса, 9 – электромагнит,
10 – ползун сортополосовой секции.
Привод пресс-ножниц осуществляется от электродвигателя (3) через клиноременную передачу, маховик (2) и одноступенчатую зубчатую передачу (1, 4) к эксцентриковому валу (6). Зубчатая пара (1,4) прямозубая, цилиндрическая. Движение на ползун (10) сортополосовой секции передается через шатун (5), на ползун (8) пресса для пробивки отверстий через балансир (7) и западающий камень. Включение и выключение исполнительных механизмов осуществляется через систему рычагов, связанных с одной стороны с шатуном и западающим камнем, а с другой стороны – с электромагнитами (9).
Переключатель поставьте в положение: «сортополосовая секция» или в положение «дыропробивная секция».
- Пробивка отверстий:
Закрепите в соответствующих гнездах пуансон и матрицу. Затем, поворачивая рукоятку механизма центрирования, опустите пуансон в матрицу и вставьте корпус матрицедержателя так, чтобы был выдержан равномерный зазор между матрицей и пуансоном.
Закрепите корпус матрицедержателя на станине и еще раз проверьте зазор.
В зависимости от толщины пробиваемого материала выставьте корпус съемника, для чего освободите гайки и контргайки, и, вращая винты, вставьте корпус съемника с зазором 1…2 мм от плоскости листа.
Затяните гайки и контргайки. Установка корпуса съемника с перекосом не допустима.
Для пробивки отверстий по кернениям используйте механизм центрирования. Опустите рукояткой пуансон и совместите кернение на заготовке с керном пуансона.
- Сортополосовая секция:
Для реза фасонного проката установите в гнездо ползуна и станины соответствующий инструмент. Выставьте плиту упора на соответствующий угол (90°, 45°) по делениям направляющей и закрепите ее. Поставьте сменные прижимы. Введите в гнездо инструмента прокат и выставьте его либо по разметке, либо в упор реза заготовок, размер которых предварительно установите. Не режьте полосу, имеющую на своей поверхности масляные пятна.
При работе зарубочного устройства зазор между ножами устанавливается прокладками под опорные поверхности и зависит от толщины разрезаемого материала. Ножи зарубочного устройства должны плотно прилегать к опорным поверхностям, должны быть хорошо закрепленными и сухими.
Продувайте сжатым воздухом полость станины под сортополосовым ползуном для удаления накопившейся окалины или удаляйте скребком.
Для безопасности на пресс-ножницах установлены ограждения всех вращающихся деталей зарубочного устройства, дыропробивной зоны.
При работе на ножницах:
- не режьте и не пробивайте отверстия в профилях и материалах размером больше, чем указано в технической характеристике при δв = 500 Н/мм²;
- не снимайте ограждений;
- не работайте на сортополосовой секции без прижимов;
- не налаживайте ножницы при включенном электродвигателе.
Пресс-ножницы комбинированные НГ5222
Пресс ножницы НГ5222 комбинированные предназначены для отрезки полосового, сортового и фасонного проката, пробивки отверстий в листовом, полосовом и фасонном прокате, а также вырубки открытых пазов. Пресс ножницы широко используются, как на небольших предприятиях, так и на крупных производствах, железобетонных комбинатах и др.
Предназначены для рубки полосы, круга и квадрата.
Пресс-ножницы НГ5222 производят:
- Секция резки сортового проката — отрезка уголка, круга, швеллера, двутавра, шахтного профиля. Отрезка проката без разметки до 1000 мм по упору
- Секция резки полосы, листа — отрезка полосы осуществляется под различными углами
- Секция пробивки отверстий — пробивка отверстий круглой, прямоугольной, квадратной и любой другой формы в листовом и фасонном прокате
- Секция вырубки пазов — пробивка открытых пазов треугольной и прямоугольной формы
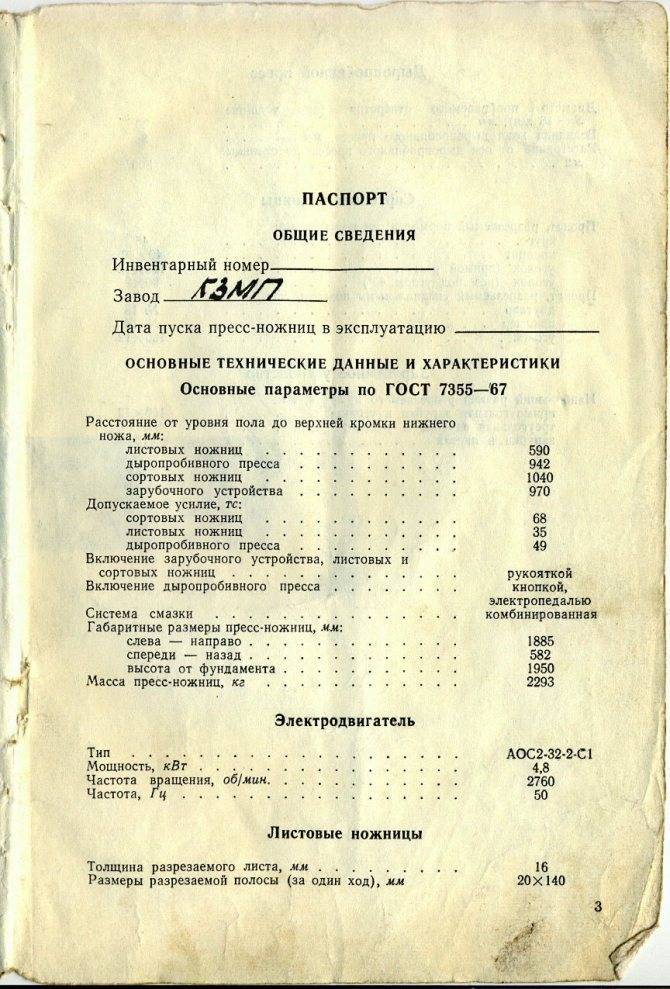
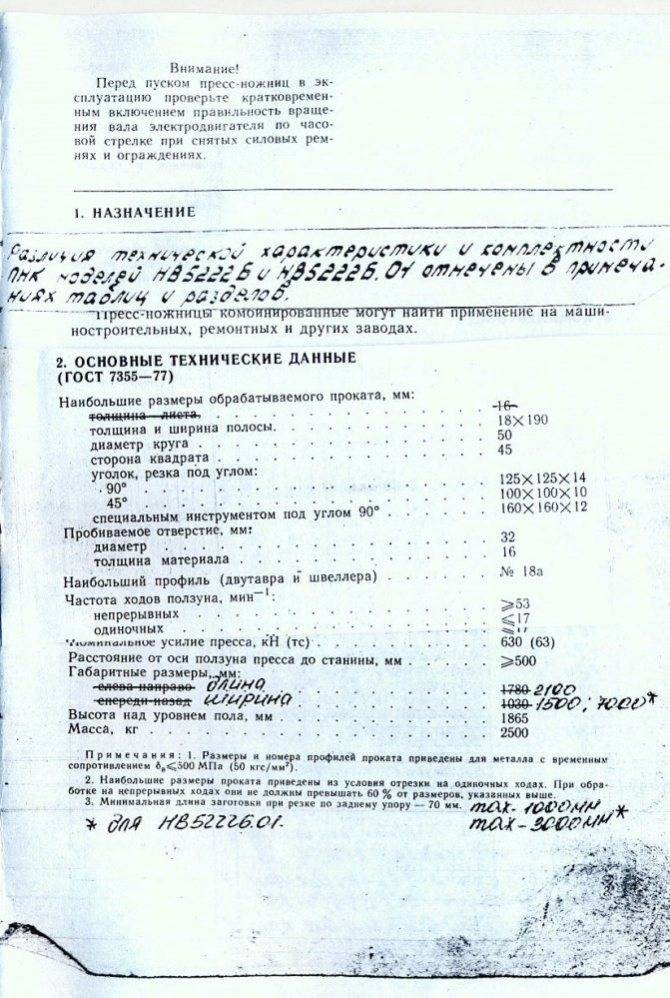
Технические характеристики
| Параметры станка | НГ5222 | НГ5223 |
| Наибольшие размеры обрабатываемого проката, мм | ||
| толщина и ширина полосы | 16х150 | 18х190 |
| диаметр круга | 45 | 60 |
| сторона квадрата | 40 | 45 |
| Равнобокий уголок, отрезка | ||
| под углом 90 град | 125х12 | 125х14 |
| под углом 45 град | 90х9 | 100х10 |
| Наибольший профиль: | ||
| Двутавра | 18 | 18а |
| Швеллера | 18 | 18а |
| Пробиваемое отверстие, мм | ||
| Диаметр | 30 | 32 |
| толщина материала | 16 | 16 |
| Наибольшие размеры пробиваемых пазов прямоугольной формы, мм | ||
| Толщина | 10 | 10 |
| Длина | 70 | 60 |
| Ширина | 65 | 65 |
| Номинальное усилие пресса, кН | 400 | 830 |
| Масса, кг | 2270 | 2500 |
| Габаритные размеры, мм | 1900х1600х1950 | 1800х1700х1885 |
| Мощность электродвигателя, кВт | 4.8 | 4.0 |
Пресс-ножницы комбинированные модели НГ5222 служат для отрезки полосового, сортового и фасонного проката и пробивки отверстий в листовом, полосовом и фасонном прокате, а также для выполнения зарубочных операций.
Пресс-ножницы комбинированные могут найти применение на машиностроительных, ремонтных и других заводах, при эксплуатации в климатических зонах с умеренным и холодным климатом исполнение УХЛ, сухим и влажным тропическим климатом — исполнение О, категория размещения 4 по ГОСТ15150-69.
Дополнительное требование: нижнее значение температуры воздуха должно быть не менее +5°С.
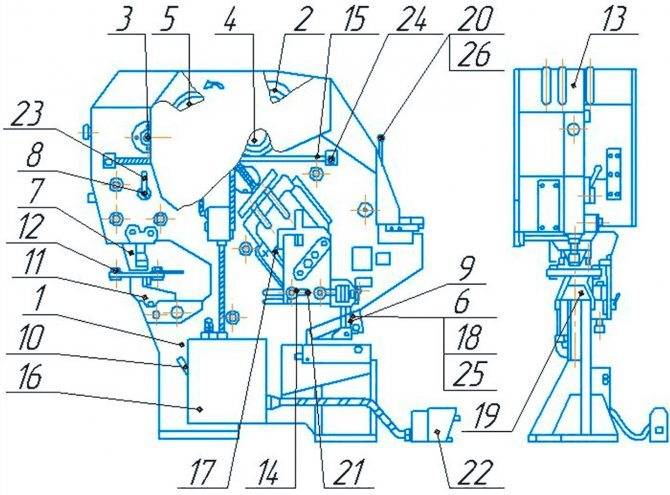
Общий вид комбинированных пресс-ножниц
Составные части комбинированных пресс-ножниц
Пресс-ножницы комбинированные с четырьмя рабочими зонами позволяют выполнять на одной машине несколько типов операций без предварительной перенастройки ножниц, в любой последовательности и без смены инструмента, что обеспечивает гибкую и экономичную обработку проката, как в крупном машиностроительном производстве, так и любой ремонтной мастерской.
Станина сварной конструкции, состоит из переднего и заднего листов, приваренных к основанию. Для установки приводных валов и приводов секций в станине выполнены четыре расточки. Привод сортолистовой и дыропробивной секций от электродвигателя через клиноременную и зубчатую передачи на эксцентриковый вал секций. Рычаг зарубочного устройства связан при помощи тяги с ползуном сортолистовои секции.






Ползун дыропробивной секции уравновешивается пружинными уравновешивателями.
Механизм центрирования предназначен для выполнения операции наметки путем перемещения с помощью рукоятки пуансонодержателя с пуансоном. Инструмент реза уголка, круга и квадрата состоит из подвижной и неподвижной плит. Подвижная плита крепится в гнездо ползуна сортолистовой секции, неподвижная — в гнезде станины Г-образ-ными пружинами.
Листовой и зарубочный инструмент состоит из двух подвижных и трех неподвижных ножей. Подвижные ножи — гильотинный для резки листового материала и прямоугольный — для прямоугольной зарубки. Инструмент дыропробивной секции состоит из пуансона и матрицы. Пуансон крепится через пуансонодержатель к ползуну, а матрица — к корпусу дыропробивного приспособления.
Пресс-ножницы имеют три рабочих места, обслуживаемые одним оператором. Электросхема обеспечивает работу пресс-ножниц па непрерывных и одиночных ходах. Управление кнопочное и педальное. Смазка густая, комбинированная.
https://youtube.com/watch?v=8tbWJfr–UA
Документация к оборудованию
- Технический паспорт НВ5222
- Руководство по эксплуатации
- Сертификат соответствия
Наши пресс-ножницы комбинированные НГ5222 обладают высокой надежностью за счет применения комплектующих известных мировых фирм. Каждый пресс перед отправкой проходит испытания на соответствие нормам точности и жесткости. Основные проверяемые показатели:
- Параллельность вертикальной опорной поверхности ползуна в месте прилегания верхнего ножа ходу ползуна листовых ножниц
- Параллельность вертикальной опорной поверхности станины в месте прилегания нижнего ножа ходу ползуна листовых ножниц
- Параллельность вертикальных опорных поверхностей ползуна и станины в месте прилегания и верхнего и нижнего ножей листовых ножниц в горизонтальной плоскости
- Перпендикулярность хода ползуна относительно горизонтальной опорной поверхности станины пресса для пробивки отверстий
- Радиальное и торцовое биение маховика
- Точность отрезаемых заготовок по длине
На пресс-ножницы действует гарантия завода-изготовителя, возможно послегарантийное обслуживание, а также заказ оригинальных запасных деталей, узлов и дополнительных комплектующих.
Осуществляем доставку и проведение пуско-наладочных работ по всей России и странам СНГ.
Специалисты «ПРЕССМАШ» при необходимости проведут обучение производственного персонала Заказчика по обслуживанию и эксплуатации оборудования.
У нас действует гибкая система оплаты. По согласованию с Заказчиком, возможна отсрочка платежа, а также есть возможность сотрудничества с ведущими лизинговыми компаниями.
Фотографии пресс-ножниц комбинированных нашего производства:
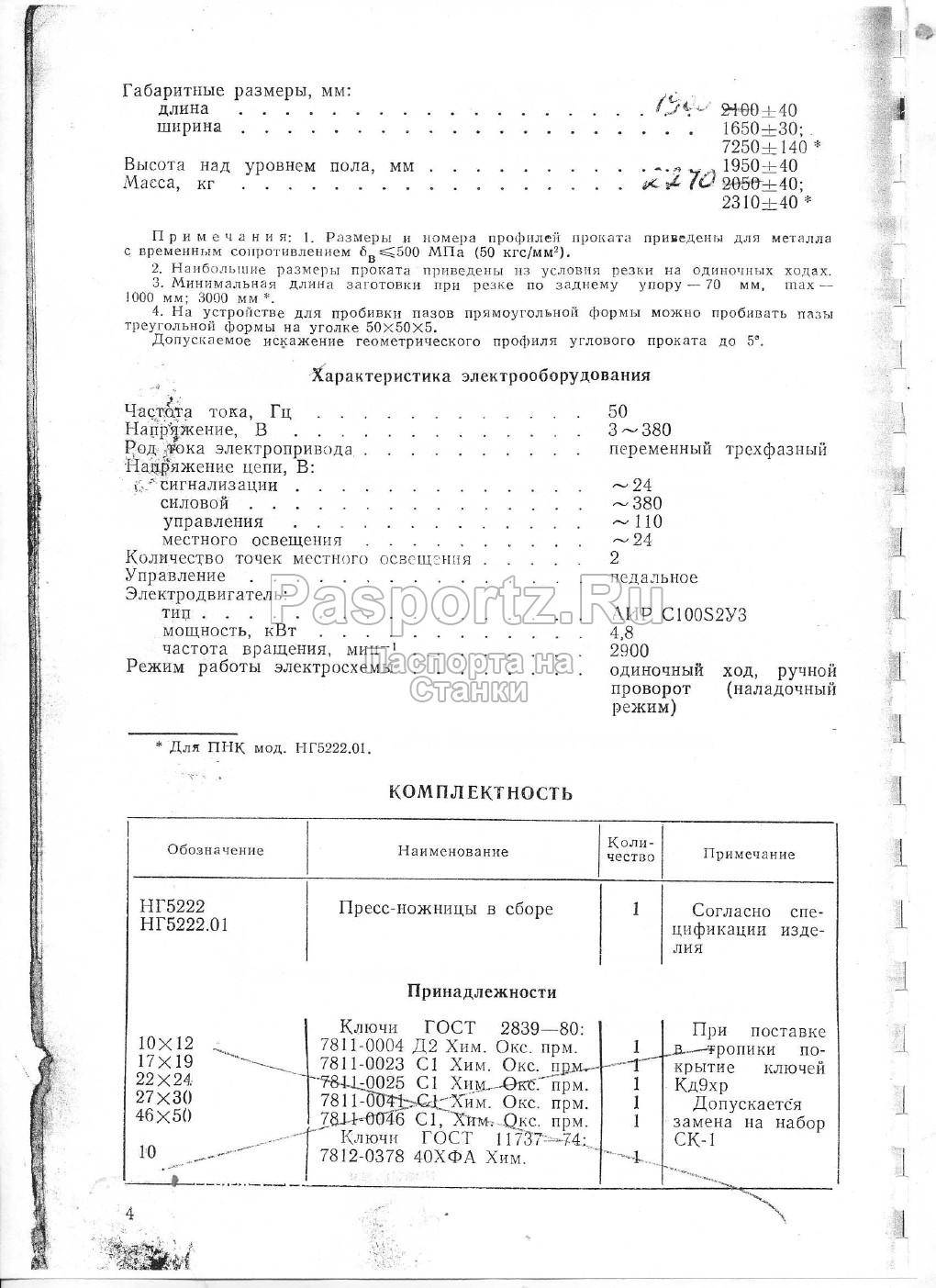
| Параметр | |||
|---|---|---|---|
| Наибольшие размеры обрабатываемого проката, мм: | |||
| Толщина и ширина полосы | 16х150 | 18х190 | 28х200 |
| Диаметр круга | 45 | 50 | 67 |
| Уголок, резка под углом: | |||
| 90° | 125х125х12 | 125х125х14 | 160х160х20 |
| 45° | 90х90х9 | 100х100х10 | 125х125х14 |
| Пробиваемое отверстие, мм: | |||
| Диаметр | 30 | 32 | 40 |
| Толщина материала | 16 | 16 | 25 |
| Устройство для пробивки пазов прямоугольной формы, мм, не более: | |||
| Толщина материала | 10 | 10 | 10 |
| Длина вырубаемого материала | 70 | 80 | 100 |
| Ширина | 65 | 65 | 85 |
| Наибольший размер профиля: | |||
| Двутавра | №18 | №18а | №30 |
| Швеллера | №18 | №18а | №30 |
| Частота ходов ползуна, минˉ¹: | |||
| Одиночных | ≤ 18 | ≤ 17 | ≤ 14 |
| Номинальное усилие пресса, кН (тс) | 400 (40) | 630 (63) | 1250 (125) |
| Расстояние от оси ползуна пресса до станины, мм | 500 | 500 | 600 |
| Габаритные размеры, мм: | |||
| Длина | 1885±40 | 1800±40 | 2735±40 |
| Ширина | 1660±30 | 1700±40 | 1760±40 |
| Высота над уровнем пола, мм | 1950±40 | 1865±40 | 2445±40 |
| Масса, кг | 2150±40 | 2500±100 | 7050±40 |
Разновидности
Все разнообразие моделей пресс-ножниц делится на:
- ручные механизмы (рычажные и дисковые);
- гидравлические;
- контейнерные.
Ручные ножницы для металла (рычажного типа)
Такой инструмент нашел широкое применение в слесарных мастерских, на мелких производствах, в пунктах приема металлолома. Пресс-ножницы ручные позволяют обрабатывать заготовки небольшого размера и малыми партиями.
Рабочей частью устройства служат два ножа для пресс-ножниц:
- Первый – закрепляется неподвижно на станине.
- Второй – приводится в действие мускульной силой, которая передается рычажному механизму.
Длина лезвий порядка 10 см.
Дисковые
Основой конструкции являются два дискообразных ножа с противоположным вращением.
Их удобно использовать для резки с малым усилием по ровному и криволинейному контуру; линия реза получается без заусенцев и деформаций.
Гидравлические
Инструмент универсального типа, отличается высокой производительностью и используется в промышленных масштабах. Они способны работать с металлом любого профиля, обеспечивая высокое качество. Конструкция оснащена гидроприводом, позволяющим развить высокое усилие. Особенности устройства пресс-ножниц:
- Основание сделано из бетона.
- Станина – изготавливается методом литья или сварным способом. Она достаточно массивна, чтобы выдерживать вес устройства и заготовки, контролировать ход ножей и гасить возникающие при эксплуатации вибрации.
Особенностью промышленных гидравлических ножниц (например, пресс-ножниц комбинированных Н5222а) является способность резать металл под углом к оси. Это дает возможность изготавливать сложные фрагменты машин и каркасные конструкции.
Замена комплекта ножей матрицей и пуансоном позволяет использовать механизм для пробивки отверстий (как гидравлический пресс с гибкой регулировкой усилия).
Пресс-ножницы для лома
Этот вариант является самым внушительным видом металлорежущих аппаратов, позволяющий утилизировать лом чёрных и цветных металлов, автомобильный, сталеплавильный, демонтажный лом. Пресс-ножницы для резки и переработки лома металлов — наиболее востребованные механизмы на погрузочных терминалах, металлургических заводах, металлозаготовительных площадках.
Можно встретить несколько модификаций: стационарные, мобильные (контейнерные) и комбинированные. Из паспорта пресс-ножниц можно узнать об особенностях машин:
- Усилие реза от 500-800 до 3 000 тонн.
- Средняя производительность 10-12 и более тонн/час.
- Металлолом перерабатывается без предварительной сортировки.
- Емкость накопительных контейнеров от 10 т.
Пресс-ножницы для металлолома с большой камерой прессования могут резать и пакетировать (прессовать) металлолом, включая скрап, трубы и кузова автомобилей. Они имеют несколько режимов работы (для разных категорий лома), регулируемый шаг реза и приспособлены для эксплуатации в зимних условиях.
Основные узлы:
- загрузочная (накопительная) камера;
- рабочая зона. Горизонтальные и вертикальные лезвия;
- прижимное устройство пресс-ножниц. Прессует нарезанный металлолом в брикеты.
Контейнерные
Это мобильный механизм, перемещаемый с помощью автотранспорта. Его удобно использовать в местах сбора лома (при демонтаже зданий и промышленных конструкций).
Устройство оформлено в виде контейнера, снабжено дизельным или электрическим приводом.
Состав узлов и принцип действия
Кривошипные пресс-ножницы для резки металла имеют достаточно однотипную структуру, в которую входят следующие узлы:
- приводной электродвигатель переменного тока;
- приводной вал, на котором располагается система включения;
- промежуточная зубчатая передача;
- маховик;
- кривошипный или эксцентриковый вал;
- шатун с ползуном, к которому крепятся подвижные ножи;
- механизм зажима исходной заготовки;
- узел подпора отрезаемой части прутка (полосы, сортового проката);
- регулируемый рольганг для подачи исходного материала;
- задний упор;
- станина.
Процесс единичного цикла резки металла на комбинированных пресс-ножницах происходит в следующей последовательности. Оператор, включая рольганг, вводит разрезаемый профиль в рабочую зону пресс-ножниц, после чего при помощи заднего упора выставляется требуемая длина заготовки. После этого материал фиксируется в необходимом положении зажимным приспособлением, и подпирается компенсатором, который обеспечивает постоянство горизонтальной оси прутка/полосы в процессе разрезания. После этого электродвигатель комбинированных пресс-ножниц включается на рабочий ход. Срабатывает муфта включения (для крупных типоразмеров она пневмоэлектрическая многодисковая, для ножниц усилием менее 800 кН узел может содержать и один нажимной диск), а ленточный тормоз растормаживает вал, который через зубчатую передачу передаёт необходимый крутящий момент на кривошипный вал. Находящийся там кривошипно-шатунный механизм преобразует вращение в поступательное перемещение ползуна с рабочим ножом. Отрезанное изделие по склизу падает на приёмный лоток, а оттуда – в ящик для нарезанных заготовок. В это время кривошипно-шатунный механизм возвращается в своё исходное – верхнее – положение. Срабатывает система включения, а фиксация вала обеспечивается синхронным включением тормоза ленточного типа.

Операции, выполняемые на пресс-ножницах НГ5224
При автоматической работе пресс-ножниц комбинированных во время обратного хода ползуна выполняется проталкивание и фиксация в зоне реза следующей заготовки.
Пресс-ножницы с гидравлическим приводом (например, от фирмы Гека серии Multicrop) работают от силового гидроцилиндра, который управляет возвратно-поступательным перемещением ползуна. Такое оборудование отличается меньшей производительностью, зато предоставляет возможность выдержки ползуна в крайней нижней точке. В некоторых случаях это улучшает качество реза. Ножницы Geka отличаются наличием опции угловой резки профиля, а также возможностью последующей гибки.
Несколько иной кинематикой обладают пресс-ножницы для резки металла аллигаторного типа, а также арматурные ножницы, предназначенные для механизированного разделения прутков из арматурной стали. Крутящие моменты там меньше, поэтому вместо фрикционной муфты в схеме предусматривается конструктивно более простая жёсткая муфта с поворотными шпонками. Помимо неприхотливости при обслуживании, она не требует непрерывной подачи сжатого воздуха под давлением более 5…6 ат. Сам же ползун совершает не возвратно-поступательные, а качательные движения. При несколько худшем качестве отрезки (для скрапа это обстоятельство особого значения не имеет) увеличивается высота рабочего пространства между подвижным и неподвижным ножами, что облегчает разделку металлолома.
Сведения о производителе пресс-ножниц НВ5222
Изготовителем пресс-ножниц НВ5222 является Кувандыкский завод кузнечно-прессового оборудования «Долина», основанный в 1941 году.
Пресс-ножницы Н-серии: описание, преимущества, особенности
Ножницы предназначены для выполнения широкого перечня операций, связанных с раскроем листовой стали, холодной обработкой и пробиванием металлопроката. Отличием комбинированных ножниц от аналогов является тщательно продуманная эргономика, облегчающая работу оператора. Другая особенность оборудования – универсальность, позволяющая работать с абсолютным большинством сортового и фасонного металлопроката. Пресс-ножницы серий Н5222, Н5222А и других рассчитаны на использование предприятиями, специализирующимися на единичном и малосерийном производстве деталей при большом разнообразии ассортимента. Станки позволяют изготавливать автомобильные комплектующие, элементы дорожных ограждений и строительных конструкций, основным материалом для которых служит листовой металл.








Преимущества комбинированных ножниц Кувандыкского завода «Долина»:
- простота использования;
- малая металлоемкость, снижающая общую стоимость и облегчающая транспортировку;
- возможность использования пресс-ножниц для большого количества технологических операций;
- использование высококлассной инструментальной стали, сочетающей прочность и стойкость к коррозии.
Как заказать оборудование?
Станки НВ5222, НВ5221 и другое металлорежущее оборудование, представленное в каталоге, можно приобрести с доставкой по России и странам СНГ. Перевозка осуществляется проверенными транспортными компаниями, что гарантирует сохранность груза и минимальные сроки ожидания. По желанию заказчика, специалисты завода «Долина» самостоятельно выполнят монтаж, проведут пусконаладочные работы и подготовят комбинированные ножницы к эксплуатации.
АРГУМЕНТЫ | СРАВНЕНИЕ | ОТЗЫВЫ | МОДЕЛЬНЫЙ РЯД |
Расположение органов управления пресс-ножниц НВ5222
| 9 | Рукоятка механизма центрирования |
| 34 | Педаль включения дыропробивного пресса и включения листовых, кортовых ножниц и зарубочного устройства. |
| 12 | Кулачки управления электромагнитами |
| 11 | Кнопка ОБЩИЙ СТОП |
| 13 | Кнопка ОБЩИЙ СТОП |
| 4 | Вводной выключатель |
Это интересно: Как выбрать ленточнопильный станок
Рекомендации по оптимальному использованию станка
Поскольку комбинированные ножницы не являются разделительным оборудованием повышенной точности, то при выполнении наладочных операций необходимо следить за тем, чтобы глубина внедрения подвижного и неподвижного ножей в разрезаемый сортамент проката не превышало 25% от первоначального габаритного размера сечения металла, указанного в паспорте
Отмеченное условие крайне важно для резки высокопластичных металлов и сплавов (например, алюминия). В крайнем случае, допустимо применять резку с подогревом, когда исходный полуфабрикат нагревают до 150…200 °С
Данное условие чаще всего реализуется для разделения высокоуглеродистых (содержащих более 0,5% С) или легированных сталей
Данное условие чаще всего реализуется для разделения высокоуглеродистых (содержащих более 0,5% С) или легированных сталей.
Предусматривая использование дыропробивного пресса, стоит первоначально устанавливать повышенные (по сравнению с теми, что рекомендуются в паспорте) зазоры между боковыми направляющими съёмника и заготовкой, иначе возможен её изгиб и выпучивание в районе действия дыропробивного пуансона.
В паспорте на станок отмечаются также условия установки ножниц. Поскольку данное оборудование не отличается ударным характером работы, то специального фундамента не требуется. Отсутствие системы электропневматического включения позволяет устанавливать ножницы вне помещений, снабжая подвижные узлы смазкой, пригодной для применения в соответствующем температурном режиме. Техника должна быть укрыта влагозащитным козырьком.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.

Преимущества пресс-ножниц серии WSD
Пакетировочные пресс-ножницы применяются: — для холодного прессования и разрезания металлолома толщиной до 3 мм. — разрезания прямоугольных пакетов требуемой длины (включая стальной профиль длиной до 5 метров) — для производства пакетов для шихты на металлоплавильных заводах.
Пользователь имеет возможность выбрать ножницы в зависимости от производственных требований по таким параметрам как размер камеры прессования, пакета и режим прессования.
Данное оборудование комплектуется электрическим или дизельным двигателем, учитывая необходимую мощность или особенности дальнейшей эксплуатации.
Для переработки металлолома пресс-ножницы оснащают системой гидропривода, возможна работа в ручном или автоматическом режиме с ЧПУ.
Использование нашего оборудования при переработке металлического лома снижает площадь хранения металлолома, уменьшает затраты на его перевозку, следовательно — увеличивает доходность предприятия.
Увеличивается рентабельность Вашего предприятия, так как стоимость резаного металлолома дороже прессованного и на выходе Вы получаете «вид 9».
Из основных преимуществ для предприятий так же можно выделить: широкий спектр применения (различные сферы металлургической промышленности), потребление сравнительно не большого количества энергии, легкость в установке, надежность, защита от перегрузок, высокий уровень безопасности и низкий уровнем шума.
Одной из дополнительных опций является помощь в установке, отладка оборудования и обучение персонала.
Настройка пресс-ножниц НВ5223
- Работать на комбинированных пресс-ножницах НВ5223 допускается только после ознакомления с особенностями их обслуживания, эксплуатации и мерами безопасности. Перед началом работы убедитесь в надежности инструмента.
- При работе на пресс-ножницах НВ5223 для защиты органов слуха оператора необходимо применять противошумные наушники или противошумные вкладыши.
- По окончании работы пресс-ножницы НВ5223 обесточьте.
Особенности пресса НВ5223 для пробивки отверстий
- Перед началом работы на прессе закрепите в соответствующих гнездах пуансон и матрицу. Затем, поворачивая рукоятку механизма центрирования, отпустите пуансон в матрицу и выставьте корпус матрицедержателя так, чтобы был выдержан равномерный зазор между матрицей и пуансоном. Зазор устанавливается в зависимости от толщины пробиваемого материала.
- После центрирования рукоятку верните в верхнее положение.
- После этого закрепите корпус матрицедержателя на станине и еще раз проверните зазор. В зависимости от толщины пробиваемого материала выставьте корпус съемника с зазором 1…2мм. от плоскости листа. Затяните гайки и контргайки. Установка корпуса съемника с перекосом недопустима.
- Для пробивки отверстий по кернениям используйте механизм центрирования. Опустите рукояткой пуансон и совместите кернение на заготовке с керном пуансона. Зафиксируйте заготовку и возвратите пуансон в исходное положение.
Особенности работы сортополосовой секции пресс-ножниц НВ5223
1.Перед работой на сортовой секции проверьте крепление ножей к ножевым плитам, крепление Г-образных регулировочных прижимов. Зазор между ножами сортовой секции устанавливается в зависимости от толщины разрезаемого материала и не должен превышать 0,2…0,5мм.
При замене ножевых плит снимите Г-образные прижимы инструмента и выньте ножевые плиты
2.Для реза фасонного проката установите в гнездо ползуна и станины соответствующий инструмент. Выставьте плиту упора на соответствующий угол (900 и 450) по делениям направляющей и закрепите ее. Поставьте упор и сменные прижимы. Введите в гнездо инструмента прокат и выставьте его по разметке.
Пресс-ножницы НВ522 оснащены автоматическими прижимами.
При работе с автоматическим прижимом за счет хода ползуна через систему рычагов и пружин усилие передается на кулак и в момент реза фиксирует заготовку, при этом перед резом прижимной рычаг должен находиться в соприкосновении с заготовкой и быть зафиксированным отверстием на кулачке. После реза прижим автоматически возвращается в исходное положение.
И все последующие циклы выполняются автоматически.
Автоматические прижимы изготовлены из конструкционной качественной стали прошедшей термическую обработку. Автоматические прижимы предназначены для защиты оператора от воздействия удара при резке заготовок.
Не режьте полосу, имеющую на своей поверхности масляные пятна. Не допускается резка материала вершинами ножей. Регулируйте зазор между ножами прокладками под опорные поверхности. Для исключения поломки ножи должны перекрывать друг друга на 3…5мм. Зазор между ножами не должен превышать 1/30 толщины разрезаемого материала.
Внимание!
Пресс-ножницы рассчитаны на обработку материалов с временным сопротивлением δ ≤ 498 Мпа.

Схема крепления ножевых плит сортовой секции пресс-ножниц НВ5223
Особенности работы зарубочного устройства пресс-ножниц НВ5223
При работе зарубочного устройства зазор между ножами устанавливается прокладками под опорные поверхности, зависит от толщины разрезаемого материала. Ножи зарубочного устройства должны плотно прилегать к опорным поверхностям, быть хорошо закрепленными и сухими. Крепление ножей зарубочного устройства показано на рис.9. Зазор между ножами зарубочного устройства не должен превышать 1/30 толщины разрезаемого материала.







Для безопасности на пресс-ножницах установлены ограждения всех вращающихся деталей, ножей для отрезки полосы и зарубочного устройства дыропробивной зоны.

Схема крепления ножей зарубочного устройства НВ5223
Технологические возможности ножниц
Диапазон применения рассматриваемого оборудования может быть расширен путём установки неприводного модульного рольганга типа МРП. В частности, возможна резка прутков круглого или квадратного поперечного сечения длиной до 3…6 м. Поставляемый основной комплект инструмента и приспособлений включает в себя:

Применяемая комбинированная система смазки предусматривает эксплуатацию ножниц как внутри, так и вне производственных помещений, при этом необходимость в подаче к месту монтажа ножниц сжатого воздуха отпадает. В паспорте содержатся необходимые сведения об установке ножниц на постоянное основание, и условия для их укрытия от неблагоприятных атмосферных воздействий.
Пресс ножницы комбинированные нг5222 — это машина производства Кувандыкского завода «Долина». Само предприятие было основано в 1941 году. С тех пор компания обеспечивает клиентов высокоточным оборудованием с отменными техническими и эксплуатационными характеристиками.
Фото пресс ножниц
Пресс ножницы нв5222 служат для выполнения качественной резки проката — фасонного, листового, сортового. Также устройства позволяют производить различные зарубки.
Комбинированные ножницы могут называться пресс ножницами при условии, что они оснащаются дыропробивным прессом.
Технические характеристики модели НГ5222 предусматривают наличие четырех механизмов, составляющих основу оборудования:
- Механизм нарезки сортовых металлов;
- Для резки металлического листа;
- Система изготовления отверстий;
- Устройство для вырубывания пазов.
Что необходимо знать про подобные пресс ножницы комбинированные модели НГ5222?
Все указанные механизмы собраны в единой станине, оснащаются общим приводом. Ползуны листовых, сортовых ножниц используют рычажный механизм для осуществления управления. Дыропробивной механизм устройства имеет два типа управления – рычажное и педальное. Основные технические характеристики регламентированы государственным стандартом. Выполнение резки ножницами позволяет добиться самого экономичного способа разделения проката на соответствующие требуемые заготовки
При работе резаком важно избегать двойного среза. Для этого требуется соблюдать определенную глубину вхождения ножей в металлическую заготовку
Она не должна превышать V4 от высоты разрезаемого сечения. Особенно это имеет значение при обработке пластичного металла или заготовок, которые были специально нагреты до высокой температуры. Для предотвращения образования трещин с торцевых сторон обрабатываемых заготовок, что может быть обусловлено хрупкостью определенных сортов стали, заготовку следует подогреть. Холодным методом режут углеродистую сталь, процент содержания углерода в которых не превышает 0,5 процентов. На получаемое качество разреза заготовки непосредственное влияние оказывает скорость вхождения ножа в металл. Если требуется резка углеродистой стали, скорости используют повышенные. Легированная сталь требует более деликатной резки, потому скорость устанавливается пониженная. Исходя из особенностей обработки разных сортов металлов, пресс станок разумно оснащать двухскоростными электромоторами, чтобы контролировать, регулировать скорость работы.
Особенности станка НГ5222
Среди представленных на рынке комбинированных пресс ножниц, наибольшую популярность завоевали комбинированные устройства новой генерации. Модель НГ5222 обеспечивает решения множества производственных вопросов.
Главные особенности — это способность при минимальных манипуляциях со станком выполнять целый ряд задач, совмещать выполняемые операции:
- Выполнять пробивку отверстий, пазов;
- Резать круги, уголки, квадраты;
- Отрезать полосы;
- Изготавливать двутавры, швеллеры.
Так станок НГ обеспечивает широкий функционал пресс ножниц и экономичность проката при его обработке всего на одном устройстве.
Пресс ножницы комбинированные нв5222, н5222а, нв5221, НБ5224 — это предшественника более современных и усовершенствованных пресс ножниц НГ5222.