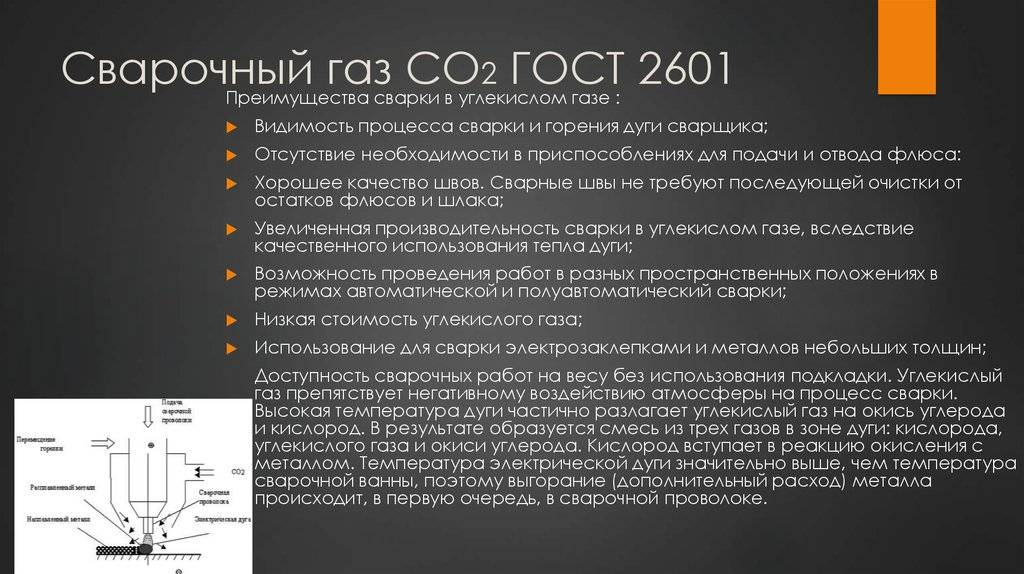
Применяемые материалы при сварке в углекислоте
Сварочная проволока
В этом методе сварки в качестве электрода используют специальную сварочную проволоку, которая подбирается в соответствии с металлом, который необходимо сварить. Диаметр варьируется от о.5 до 3 мм, тем толще металл, тем соответственно больше диаметр проволоки. Также учитывайте мощность и количество дополнительных настроек у вашего полуавтомата. Мы рекомендуем использовать медную проволоку, поскольку она всегда дает отличный результат.
Соблюдайте правила хранения проволоки. После вскрытия упаковки она не должна иметь пятен или иных загрязнений, исключено наличие ржавчины или любой другой коррозии. Если ваша проволока не соответствует этим требованиям, то ее нельзя использовать в работе, поскольку увеличивается вероятность разбрызгивания металла при сварке и в целом ухудшается качество получаемого шва.
Опытные сварщики вымачивают проволоку в серной кислоте, а затем несколько часов прокаливают в печи. Эта процедура улучшает качество получаемого впоследствии сварного шва.
Углекислый газ
Самый главный компонент. Газ для сварки не имеет цвета и не наносит вреда здоровью. Углекислоту для сварки хранят и перемещают в специальных баллонах с заданным давлением. В большинстве случаев баллоны можно отличить по характерному черному цвету и подписи «Углекислота», но бывают и исключения. Качественный газ с углекислотой, применяемый для сварки полуавтоматом, должен на 98% состоять из диоксида углерода. Этого достаточно для выполнения большинства работ. Но если необходимо сварить особо важные металлические конструкции, то лучше приобретать баллон с содержанием 99%
Также важно, чтобы в баллоне не было излишней влаги. Если углекислота для сварки содержит влагу, то наплавка теряет пластичность, а шов приобретает пористую текстуру и его характеристики ухудшаются

Если газ не сухой, то мы рекомендуем поставить баллон вертикально на 20-30 минут, чего будет достаточно для того, чтобы лишняя влага осела на дно. В баллоне могут также содержаться примеси азота, которые негативно влияют на качество работ. Выпустите немного газа из баллона, прежде чем приступать к работе, так лишние примеси уйдут в атмосферу и не будут препятствовать хорошему результату.
Как же правильно сваривать полуавтоматом
После того, как вы выбрали нужную скорость подачи и силу тока, подготовили изделия нужно отрегулировать расход углекислого газа и только спустя 30 с возбудить дугу и приступить к сварке, чтобы газ выдавил воздух из шлангов и каналов сварочной горелки.
Главное не торопиться и перед сваркой обязательно потренироваться на ненужном куске металла, таким образом сварка будет более качественна. И только после всего этого нужно приступать к основной работе.
Способы сварки:
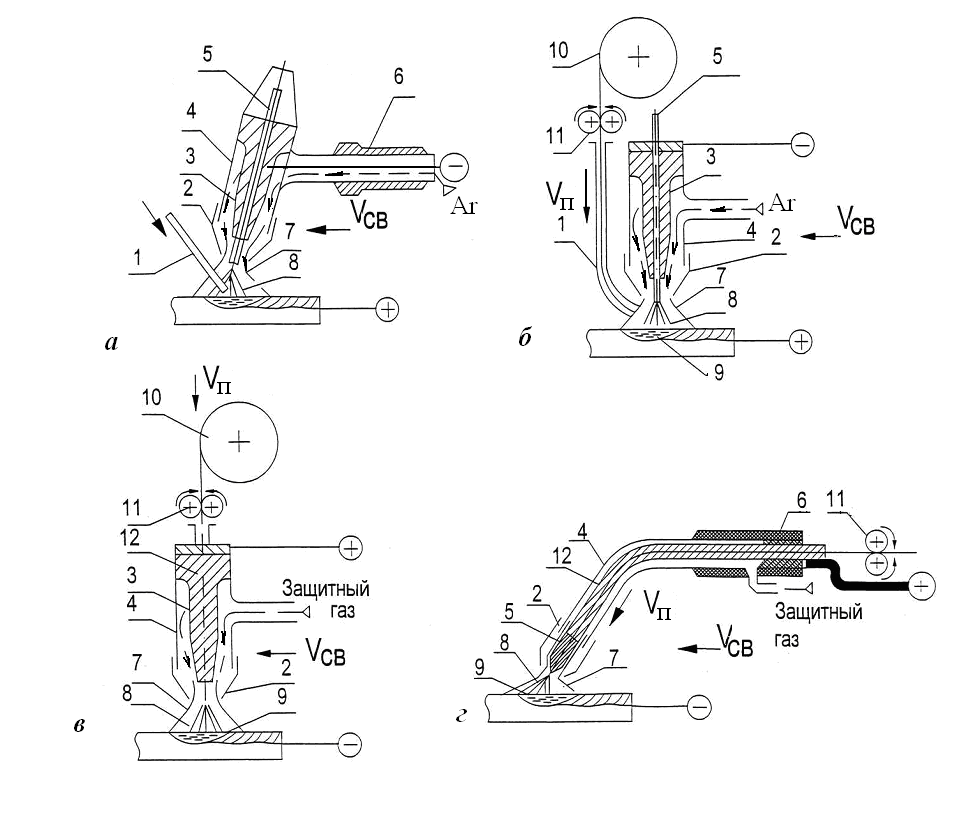
- Углом вперед, перемещение горелки справа налево. Металл плавится меньше, валик шва получается широким. Применяется при сварке тонкого металла:
- Углом назад, горелку движется слева направо. Глубина проплавления больше, ширина шва уменьшается.
Пошаговый процесс сварки:
- Наклоните горелку на 5° от вертикальной оси
- Начните движение электродом по аналогии с ручной сваркой, следите за хорошим проплавлением металла и образованием качественного валика. Чтобы избежать опасность образования трещин рекомендуется сваривать первый слой при малом токе.
- Завершаем шов заполнением металлом кратера.
- Останавливаем подачу проволоки и выключаем ток.
В обоснованных случаях, независимо от условий использования сварных соединений можно делать сварку в смеси с аргоном и с содержанием углекислого газа менее 50%, но не менее 15%.
Особенности сварки с проволокой
Особенности сварки с проволокой полуавтоматической аппаратурой заключаются в следующем:
- присадочный материал должен соответствовать химическому составу свариваемого изделия;
- проволока должна отвечать государственным стандартам и быть изготовлена из правильных компонентов;
- сроки и условия хранения присадочной проволоки должны четко соблюдаться.
Обзор особенностей работ с использованием присадочной проволоки следует начать со сварочных азов. Большинство металлов, свариваемых на производстве или в домашних условиях – это сталь и марганец. Проволока для соединения таких изделий является наиболее востребованной.
Сварка черных металлов, как правило, производится при помощи таких видов присадочного материала:
- Проволока Св-08ГС для соединения низкоуглеродистых и легированных сталей.
- Проволока Св-08Г2с для сваривания высокоуглеродистой стали.
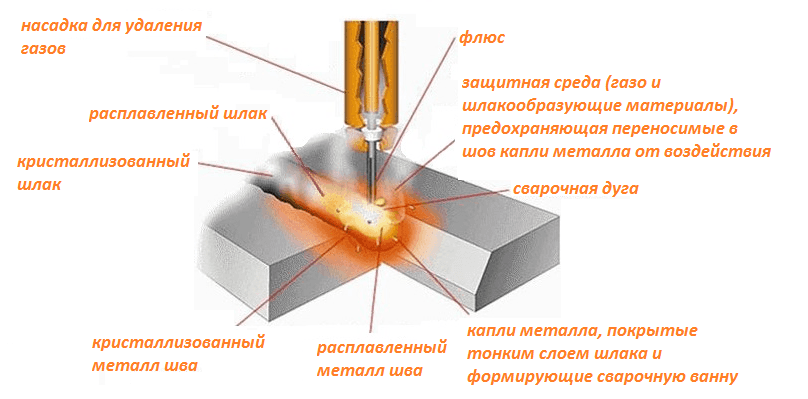
Нередко для сварки изделий из черного металла используется порошковая проволока. Такой присадочный материал позволяет проводить сварочные работы без дополнительной подачи газа в зону варки.
Самофлюсующаяся проволока – это трубка из низкоуглеродистой стали с сердечником из порошка. При плавлении металла освобождается порошок, формирующий газовую среду для защиты сварного шва. Как правило, в состав флюсующего порошка входит рутил и металлическая пыль.
Нержавеющая сталь сваривается проволокой марок Св.-06Х19Н9Т, Св.-04Х18Н9 или Св.-01Х19Н9. Данная присадочная проволока обеспечивает хорошие механические и физические свойства сварного шва.
Соединение алюминиевых деталей осуществляется при помощи проволоки СВ-АК5. Характерной особенностью данного присадочного материала служит уникальный цвет шва. Непосредственно перед соединением алюминиевых изделий следует выполнить подготовку.
Сварка полуавтоматом при помощи порошковой проволоки.
Подобная процедура делится на шаги:
- Создание скосов или фасок.
- Механическая очистка поверхностей.
- Промывка едкими веществами для замедления возникновения тугоплавкой оксидной пленки на поверхности алюминиевого изделия.
- Подготовка тефлонового канала для уменьшения трения присадочной проволоки о стенки полуавтоматического сварочного устройства.
Пошаговая инструкция по использованию углекислотой сварки для новичков включает следующие подпункты:
- уборка всех посторонних предметов с рабочего места;
- включение максимального освещения;
- подготовка материала и инструментов;
- проверка соединения кабелей и работоспособности удлинителей.
После выполнения вышеназванных пунктов следует переходить к подготовке аппарата электродуговой сварки.
Для этого нужно:
- раскрутить сварочный рукав;
- подключить газовый баллон;
- проверить сопло горелки;
- удобно разместить все соединяемые детали и надежно их закрепить;
- одеться в рабочую одежду сварщика;
- включить полуавтоматическую аппаратуру в сеть;
- поднести горелку к месту предполагаемого соединения.
По завершении сварочных работ с использованием проволоки следует:
- убрать пальцы с кнопок подачи проволоки;
- перекрыть подачу газа;
- выключить питание аппаратуры;
- дать шву остыть в течение нескольких минут;
- при обнаружении дефектов повторить сваривание.
Сварочный полуавтомат позволяет пользоваться всеми видами присадочной проволоки.
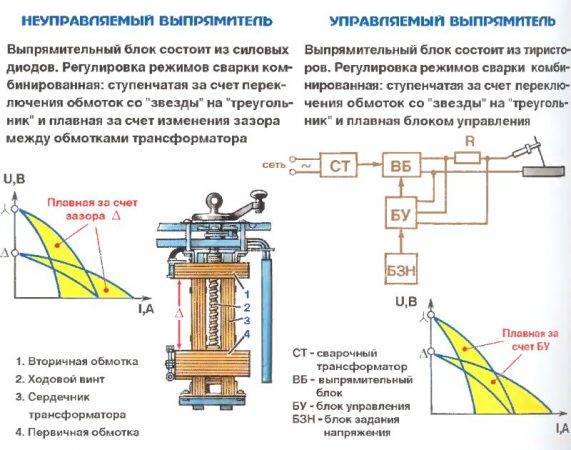
При выполнении работ важно не забывать о средствах защиты. Полуавтомат сварочный с тиристорным управлением
Полуавтомат сварочный с тиристорным управлением.
Наиболее полная экипировка сварщика состоит из:
- Защиты глаз.
Идеальной экипировкой для защиты зрения сварщика служит маска, защитные щитки и очки. - Защиты дыхательных органов.
Специальные фильтрующие маски помогут мастеру существенно сократить воздействие вредных испарений на внутренние органы. - Защиты от брызг.
Полная защита тела должна включать огнезащитную куртку и брюки. Можно использовать комбинезон.
Техника безопасности при выполнении сварочных работ предусматривает выполнение таких правил:
- Проведение работ с деревянных подмостей.
Запрещается использование металлических защитных масок и шлемов. - Обеспечение светового потока от источника с питанием 12 вольт.
- Обеспечение страховки сварщика при помощи бечевки, закрепленной на поясе.
Размер веревки должен быть не менее 2 метров. - Обеспечение рабочего места специальной вытяжкой, обеспечивающей удаление вредных испарений из рабочей зоны.
В случаях, когда невозможно обеспечить вытяжку, сварщик должен работать в шланговом противогазе или респираторе. - Запрещается дотрагиваться голыми руками до свариваемой заготовки.
- Запрещается проведение работ на открытой территории при атмосферных осадках.
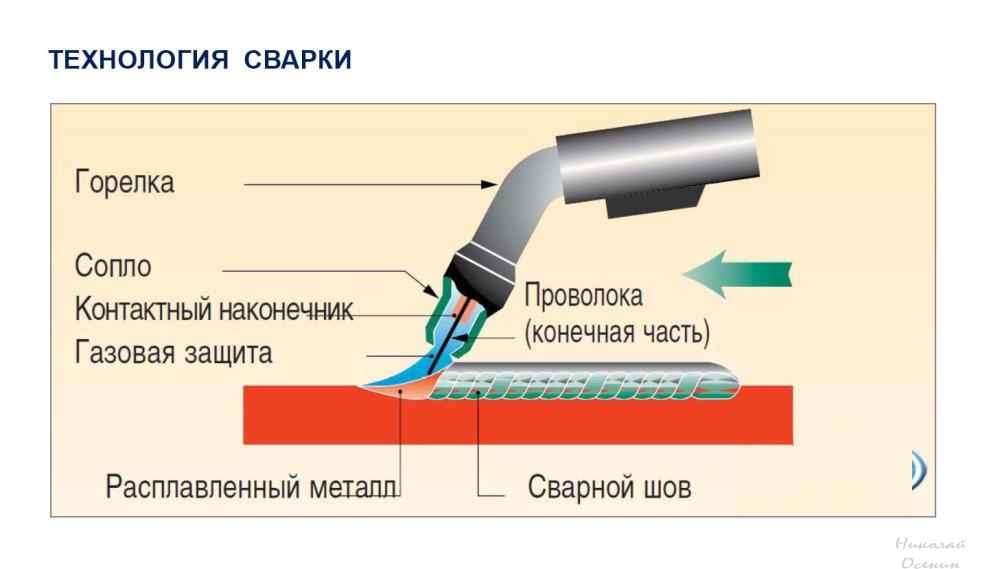
Технология сварки CO2
После того как оператор выставил на оборудовании требуемые параметры производится сварка углекислотой:
- Перед сваркой соединяемые детали подготавливают. Снимается фаска с края, зачищается поверхность от грязи, масляных пятен, а также лакокрасочных веществ. Применяются щетки из металла и наждачная бумага.
- Заготовки устанавливают в нужное положение и закрепляют.
- Производят пробный шов. Для этого на оборудовании устанавливают постоянный ток малой величины. Наблюдают за металлом. Если подать ток высоких значений может произойти деформация соединяемых деталей.
- Настраивают показатели для диаметра применяемой проволоки и выполняют сварку заготовок.
Соединение производят двумя способами:
- для металла малой толщины дугу ведут углом вперед;
- для деталей большой толщины дуга ведется углом назад.
После окончания работы, подачу защитного газа не прекращают. В первую очередь останавливается привод присадочной проволоки, отключается питания, далее перекрывают углекислоту. Происходит качественная кристаллизация сварочного шва. Сбивают появившуюся на поверхности шлаковую пленку.



Сварка углекислотой
Характеристики сварки в углекислом газе
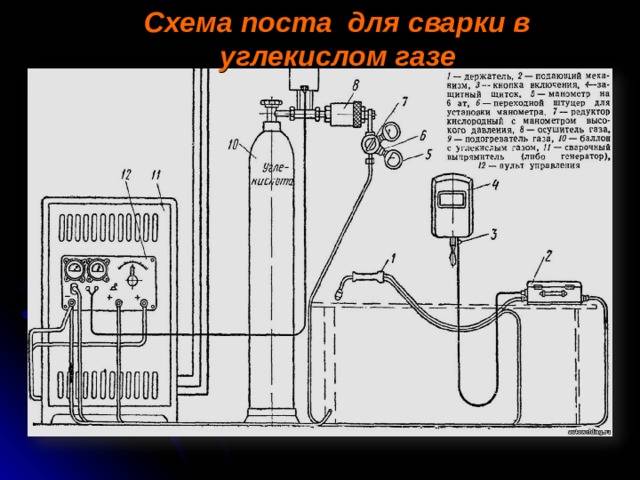
Газ, применяемый для сваривания полуавтоматом, имеет более высокую плотность, чем воздух. Благодаря этому он вытесняет воздушную массу из сварочной ванны. Он бесцветен и не имеет запаха. К аппарату СО2 подается из баллона, в котором он находится в жидком состоянии под давлением. Подключение баллона осуществляется через специализированный редуктор. Он поддерживает требуемое давление в системе.
Спаивание в среде СО2 можно выполнять на двух видах оборудования:
- Выпрямитель. Полуавтоматический аппарат, применяется для дугового сваривания различных заготовок, в том числе и из нержавеющей стали.
- Инвертор. Является преобразователем переменного тока в постоянный. Преобразованный ток используется для создания дуги.
Электродом при выполнении полуавтоматической сварки в среде углекислого газа является специализированная проволока. В зависимости от толщины деталей, диаметр и состав проволоки может отличаться.
Хранение и обслуживание полуавтоматического аппарата
Сварочный агрегат — сложное оборудование. Чем дороже аппарат, тем труднее его обслуживать и ремонтировать. Частота возникновения неисправностей напрямую зависит от сложности конструкции. Стандартный трансформатор прост и долговечен. Его можно ремонтировать в домашней мастерской, используя дешевые детали. Это не касается полуавтоматического агрегата. В его основе лежат электрические схемы с транзисторами, чувствительные к влажности и загрязнениям. От правильности хранения и использования зависит работоспособность прибора.

Сварочный агрегат трудно обслуживать и ремонтировать.
Дважды в год аппарат доставляют в сервисный центр. Специалисты очищают корпус от пыли, продувая его сжатым воздухом. Проверяют работоспособность устройства, приводят соединения, гайки, клеммы и болты в соответствующее состояние. Вне работы сварочный агрегат инверторного типа хранят в картонном ящике, обмотанном полиэтиленовой пленкой.
Оборудование
В аппаратуре для производства сварочных работ в защитной среде в качестве источника питания чаще всего используют инверторы с широкой регулировкой величины сварочного тока.
Они снабжены устройством подачи сварочной проволоки и газовую систему с баллонами, шлангами, понижающими редукторами. Сварку плавящимся электродом в защитных газах ведут постоянным или импульсным высокочастотным током.
 Главными параметрами, характеризующими оборудование, является ток, который можно изменять; напряжение для зажигания и стабильного горения дуги; скорость подачи проволоки, ее толщина. Режимы сварки полуавтоматом многообразны. В зависимости от свариваемых материалов сила тока и другие параметры могут значительно меняться.
Главными параметрами, характеризующими оборудование, является ток, который можно изменять; напряжение для зажигания и стабильного горения дуги; скорость подачи проволоки, ее толщина. Режимы сварки полуавтоматом многообразны. В зависимости от свариваемых материалов сила тока и другие параметры могут значительно меняться.
Перед началом сварочных работ в защитном газе свариваемые поверхности требуется очистить от всевозможных загрязнений. В первую очередь необходимо очистить кромки от оксидной пленки, ржавчины, жира, масла. Для этого применяются стальные скребки, растворители, нетканые материалы.
Применение защитных газов требует соблюдения определенной последовательности операций. Сначала подается защитный газ, затем включается источник питания, начинает подаваться присадочная проволока и зажигается дуга, потом только начинается процесс сварки.
После гашения электродуги, еще 10-15 секунд в зону сварки подают инертный газ. Это делается для того, чтобы избежать пагубного влияния атмосферы на шов.
В зависимости от видов свариваемых металлов, их толщины используют различные защитные газы. Например, аргон обеспечивает стабильность электрической дуги, а гелий позволяет получать более глубокую проварку шва.
При используется водород. Наиболее универсальным газом, который может использоваться практически при сварке любых металлов является аргон. Только его высокая стоимость вынуждает применять более дешевые газы типа углекислого или азота.
Как и электродуговую, в автоматическом режиме применяют технологию сварочного процесса в газовой среде. Она легко поддается автоматизации и используется в роботизированных комплексах в больших производствах. Полуавтоматы широко применяются в мелких мастерских и автосервисах.
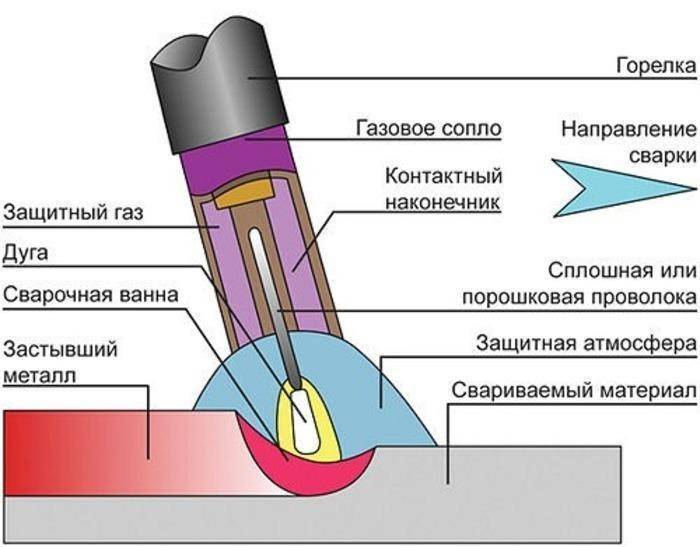
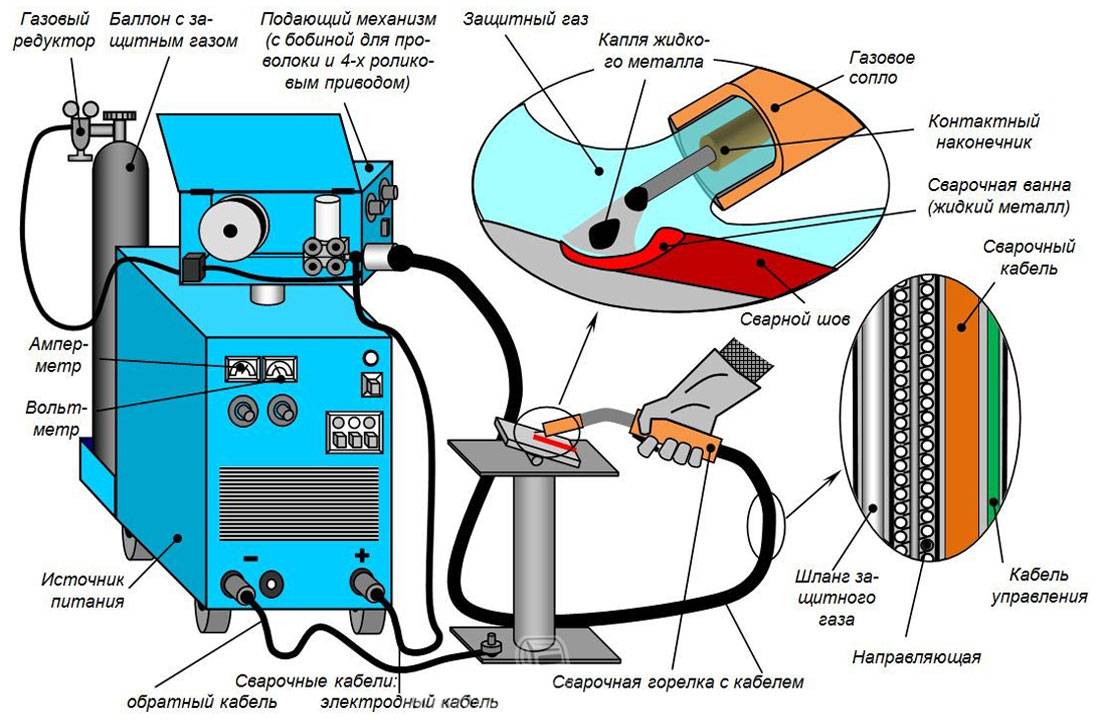
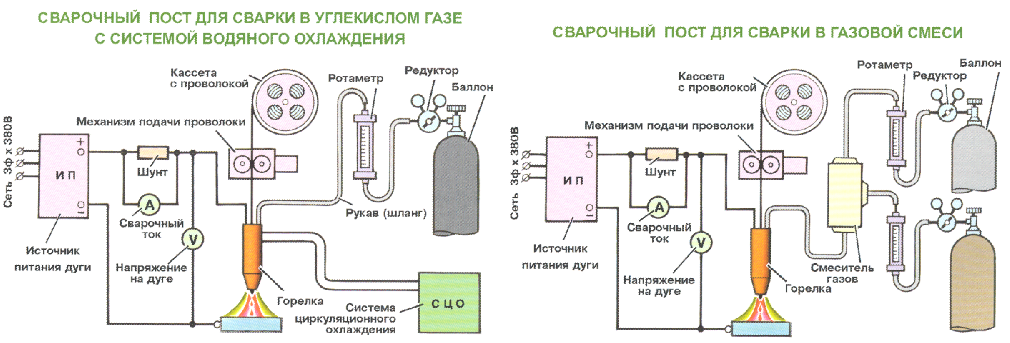
Оборудование для полуавтоматической сварки
В комплект оборудования для механизированной сварки входят источник питания сварочной дуги, подающий механизм, газовое оборудование, горелка. Для повышения производительности и избежания перегрева горелки при серийном производстве могут использоваться системы охлаждения.
Для сварки в среде защитных газов изготавливают источники питания с жесткими внешними вольт-амперными характеристиками. Сварка производится на источниках постоянного тока — сварочные выпрямители, преобразователи, инверторы или специальные установки, содержащие в себе источник питания и подающий механизм, а также блок управления. Источники питания переменного тока практически не используются. | |
Для организации работы в цехах на производстве со стационарными сварочными постами целесообразно использовать многопостовые источники питания. Для этих целей можно использовать преобразователи и выпрямители. Существует две схемы организации многопостовой сварки. Первая схема используется когда сварка производиться одинаковыми режимами на каждом посте с частыми замыканиями сварочной цепи (возбуждение дуги). При такой схеме в цепь каждого сварочного поста включают дроссель, который способствует снижению влияния постов друг на друга при одновременной работе. Вторая схема может быть использована для регулирования режимов сварки индивидуально на каждом посте с минимальным влиянием постов друг на друга. В таком случае напряжение холостого хода многопостового источника питания устанавливают на максимум, а снижение силы тока (регулирование) выполняется с помощью балластного реостата на каждом посте. | |
Механизмы подачи проволоки используются для стабильной подачи проволоки и регулирования скорости подачи в сварочную горелку. Обычно подающий механизм состоит из электродвигателя, редуктора, тормозящего устройства, подающих и прижимных роликов, а также кассеты с проволокой. Существуют различные варианты исполнения подающих механизмов — закрытого и открытого типа. В зависимости от числа роликов различают двухроликовые и четырехроликовые подающие механизмы. Последние более надежные и рекомендуется использовать для проволоки большего сечения или при сварке порошковой проволокой. Для увеличения радиуса проведения сварочных работ и обеспечения стабильной подачи сварочной проволоки могут применяться промежуточные механизмы подачи. Это позволяет увеличить зону проведения сварочных работ от 10 до 20 метров. Промежуточные механизмы синхронизируются с основным что позволяет значительно удалятся от источника питания или полуавтомата и газового оборудования. | |
Сварочные полуавтоматыСварочные полуавтоматы — специальные установки для механизированной сварки в среде защитных газов содержащие в себе источник питания, подающий механизм, горелку и блок управления процессом. Дополнительно полуавтомат может иметь дистанционный пульт управления, включать схемы позволяющие выполнять сварку в импульсно-дуговом режиме и т.д. Сегодня чаще используется схема сварки от сварочного полуавтомата, чем источник питания + подающий механизм. | |
Сварочная горелкаВыполняет несколько функций, среди которых: направление проволоки в зону сварки, подвод тока к сварочной проволоке, подача защитного газа, управление процессом при помощи кнопки управления. Все это возможно благодаря использованию специального шланга внутри которого находится сразу несколько элементов — сварочные кабеля, управляющие провода, спиралеобразный канал для направления проволоки, трубка для подачи газа, а иногда и для подачи воды. |
Подготовка к работе
Перед началом работы, следует ознакомиться с элементами управления, которые находятся на лицевой панели:
- Переключатель сварочного тока – позволяет установить слабую силу тока , который подойдет для тонких металлов и до более сильного (зачастую-6), который подойдет лишь для толстых металлов.
- Скорость подачи проволоки регулируется отдельным переключателем
- Некоторые полуавтоматы оснащены таймерами включения, для более удобного проведения точечной сварки.
- Отверстие под сварочный пистолет
Перед тем как подключать аппарат к питанию, убедитесь, что сеть имеет подходящие напряжение и мощность для полуавтомата.
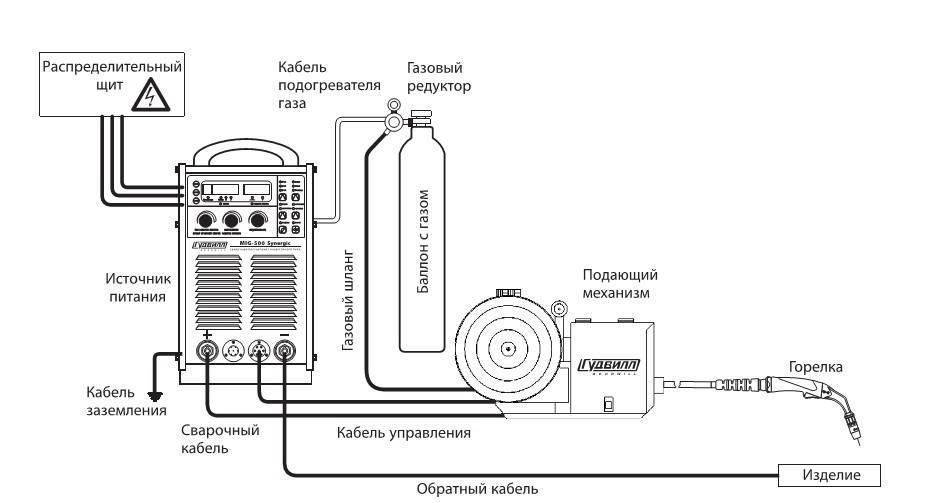
Настройка и подключение сварочного оборудования
- Вставьте сварочную проволоку, механизм её подачи находится под крышкой. Проверьте ролики которые подают проволоку в автомат, направляющий шланг и электрод сварочного пистолета. Они должны быть идентичны типу и размеру проволоки. Чтобы использовать проволоку другого размера, надо поменять или перевернуть ведущий ролик. Маркировка размера вырезана на ролике сбоку. Катушки могут иметь разный посадочный размер. Для этого используйте специальные адаптеры. Прежде, чем начать регулировку, нужно поставить проволоку в соответствующую борозду, затем зацепить регулировочный валик. Поджимая валик, помните, что не следует поджимать слишком слабо (проволока будет немного выскальзывать) и слишком сильно (проволока будет деформироваться).
- Разложите подающий рукав во всю длину, снимите сопла и наконечник, после чего нажмите и удерживайте кнопку на горелке до автоматического выхода проволоки на 10-15 см. После этого можно поставить наконечник и сопло на место.
- Присоедините баллон с защитным газом к аппарату с помощью шланга через редуктор и зафиксируйте хомутами.
Читать также: Как сделать антенну в авто своими руками
Подготовка металлов для сварки в CO2
При сваривании очень тонких пластин низколегированной или углеродистой стали (0.5мм-1мм) стоит делать отбортовку кромок. Без отбортовки пространство между листами во время сварки не должно быть более 0.5мм. Если же толщина листов превышает 1мм, то отбортовку делать не нужно, но расстояние между листами не должно превышать 1мм.
Перед тем как сваривать металлы стоит удалить с них лишние элементы, такие как: масло, краска, грязь и тд. Так же, желательно удалить и ржавчину.
Сварочные смеси из аргона и кислорода
При полуавтоматической сварке в смеси аргона и кислорода наблюдается снижение критического тока, при котором крупнокапельный перенос металла переходит в мелкокапельный, а также значительно стабилизируется сварочная дуга. Сварочная ванна остается в жидком состоянии более продолжительное время, что уменьшает вероятность образования подрезов сварного шва и улучшается форма усиления сварного шва.

Добавка небольшого количества кислорода к аргону обеспечивает такие же характеристики струйного переноса металла дуги, как и при добавлении небольшого количества аргона. Отличие в основном заключается в том, что для струйного переноса металла дуги в среде аргона с углекислотой необходим больший ток, по сравнению со смесью с кислородом.






Добавка кислорода к аргону значительно повышает стойкость шва против образования кристаллизационных трещин. При концентрации 3-14% кислорода стойкость шва против образования трещин практически одинакова, а при содержании более 14% кислорода она значительно снижается.
Кислород при определенных концентрациях улучшает стабильность дугового разряда и в тоже время способствует большему выгоранию углерода из металла сварочной ванны. Избыток кислорода в защитном газе вызывает образование пористости в металле шва, а при недостаточном содержании раскислителей в проволоке снижение прочностных показателей сварных соединений. Поэтому к аргону обычно добавляют небольшого количества кислорода от 1 до 5%.
Сварочная смесь с 1% кислорода применяется для сварки нержавеющих сталей. Данного количества кислорода обычно достаточно для стабилизации дуги, улучшение струйного переноса металла дуги и сплавления металла шва с основным металлом и как следствие улучшение внешнего вида валика сварного шва.
Газовые смеси с 2% кислорода применяют для сварки углеродистых, низколегированных и нержавеющих сталей. Механические свойства и коррозионная стойкость сварного шва при данном составе такие же, как и с 1% кислорода, а смачиваемость расплавленного металла шва намного лучше. Поверхность сварного шва после сварки нержавейки полуавтоматом в данной комбинации газов темнее и более окисленная.
Сварочная смесь с 5% кислорода применяется для полуавтоматической сварки углеродистых сталей. При этом, из-за повышенного содержания кислорода необходимо увеличивать скорость сварки.
Смесь аргона с 8-12% кислорода применяется довольно редко в основном для сварки углеродистых и низколегированных сталей больших толщин за один проход. При этом ухудшается формирование шва и необходимо применять сварочную проволоку с повышенным содержанием легирующих элементов, поскольку присутствие кислорода увеличивает окислительный потенциал и усиливает выгорание раскислителей.
Сочетание аргона с 12-25% кислорода имеет специальное предназначение. При её использовании ванна расплавленного металла имеет большую текучесть, а на поверхности сварного шва образуется плотная, плохо удаляемая шлаковая корка. Количество кислорода в шве при этом значительно возрастает.
Если двойная смесь содержит более 25% кислорода, то в швах появляются поры.
Шланг подвода газа, проволоки, электроэнергии
Разрез такого шланга изображен на Рис. 7. 7.
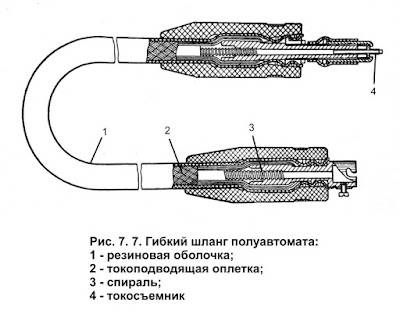
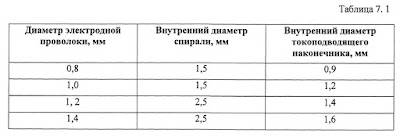
Резиновая оболочка является направляющей для подвода
защитного газа.
Ток к токосъемнику подводится по многожильной токоподводящей
оплетке.
Спираль облегчает скольжение сварочной проволоки.
Ток к сварочной проволоке подводится с помощью токосъемника.
Соотношение между диаметром сварочной проволоки и внутренним
диаметром спирали и токосъемника смотрите по Таблице 7. 1.
В конструкции ручки горелки MB15AK присутствует шаровый шарнир и пружина, которые обеспечивают долгий срок службы кабелей и понижает массу, которая действует на рукоятку.
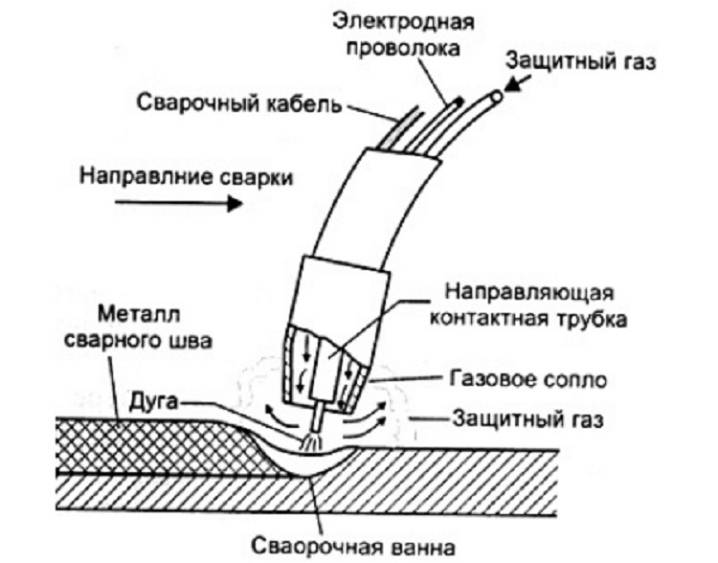
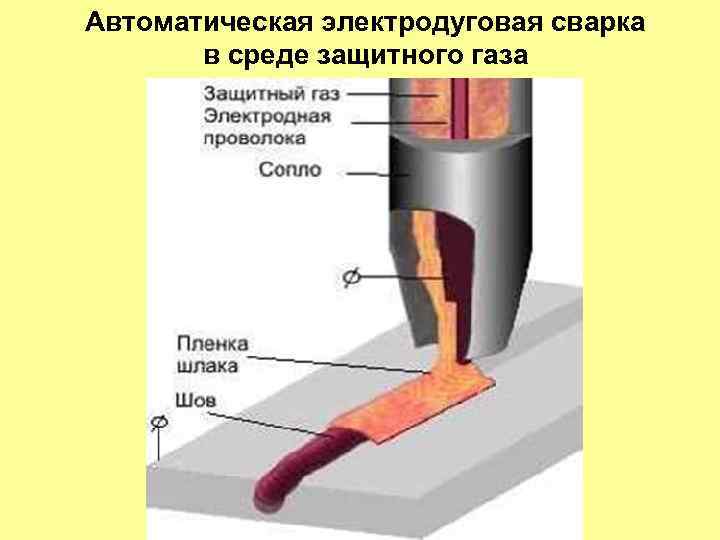
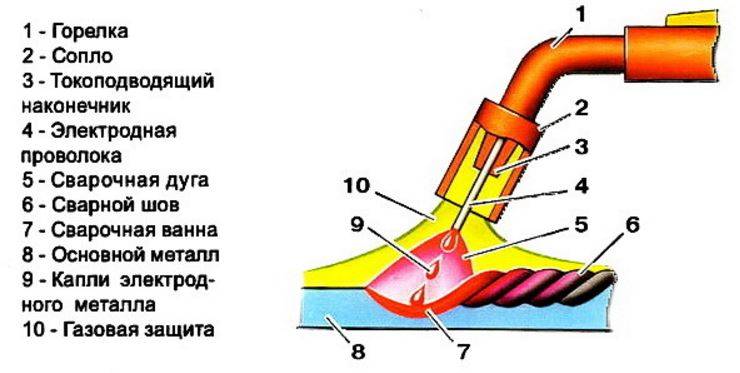
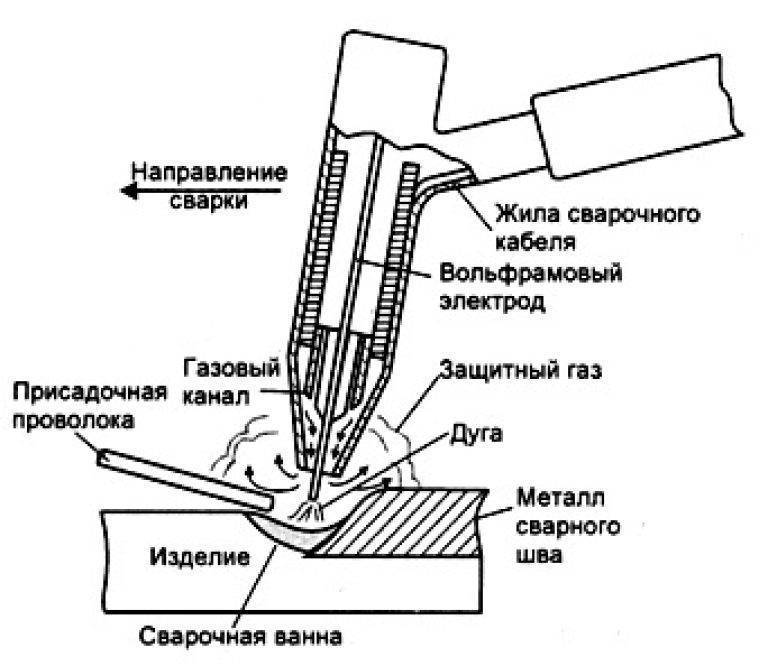
Сущность процесса сварки в углекислом газе
Сущность сварки заключаются в следующем. Поступающий для защиты зоны сварки углекислый газ под воздействием высокой температуры дуги распадается на угарный газ и кислород. Процесс распада происходит по реакции:
В результате реакции в зоне сварки образуется смесь из трёх газов: углекислый газ (СО2), угарный газ (СО) и кислород (О2). Поток этих газов не только защищает зону сварки от вредного воздействия атмосферного воздуха, но и активно взаимодействует с железом и углеродом, находящимися в составе стали по реакциям:
Нейтрализовать окислительное действие углекислого газа можно путём введения в сварочную проволоку избыточного кремния и марганца. Кремний и марганец химически более активны, чем железо, поэтому, вначале окисляются они по реакциям:
Пока в зоне сварки присутствуют в свободном состоянии более активные кремний и марганец, окисления железа и углерода не происходит.
Хорошее качество сварных соединений при сварке углеродистых сталей обеспечивается при соотношении количества марганца к кремнию в соотношении: Mn/Si=1,5…2. Формирующиеся в процессе сварки оксиды кремния и марганца не растворяются в сварочной ванне, а реагируют друг другом, образуя легкоплавкое соединение, которое в виде шлака быстро выводится на поверхность жидкого металла.
Порядок действия и технология работ при сварке углекислотой
Необходимость подготовки заготовок заключается в зачистке будущего шва от оксидной плёнки, загрязнений и формирования краёв для наилучшего соединения деталей. Практически толщина металла также влияет на выбор особого режима сварки, например, при толщине металла в 1,5−2 мм диаметр сварочной проволоки подбирается в диапазоне от 0,8 до 1,2 мм.
При толщине деталей от 3 до 8 мм, диаметр проволоки равен от 1,2 до 1,6 мм, а сварочный ток колеблется от 90 А до 250 А. Напряжение сварочной дуги меняется от 18 до 30 В, а скорость подачи проволоки зависит от качественного процесса сварки и колеблется от 150 м/час до 500 м/час.
Весь процесс крайне индивидуален и настраивается экспериментально вплоть до расхода газа и вылета проволоки в зоне действия углекислоты
Важно соблюдать следующие принципы:
- обеспечить правильный подбор силы тока для сварки в углекислотной среде;
- выставить скорость подачи соответствующей проволоки в зону сварочной ванночки;
- обеспечить подготовку заготовок для наилучшего сочленения в зоне шва;
- выставить оптимальную подачу газа в зону сварочной дуги короткого замыкания;
- проверить герметичность соединений во избежание утечки углекислоты.
После проведения этих процедур необходимо опробовать качество и скорость сварки на пробных деталях, и отредактировать параметры действия схемы сварочного процесса. При большой толщине заготовок первый шов необходимо вести с малым током, а при повторном прохождении увеличивать силу тока пропорционально скорости движения горелки.
Провар вертикального шва должен проходить снизу вверх для обеспечения последовательного затвердения нижней части соединения металла, при этом расход углекислого газа следует немного увеличить. Расход газа может колебаться в зависимости от условий процесса от 5 л/мин до 20 л/мин. Последовательность проходящего движения руки сварщика при полуавтоматическом процессе в ореоле углекислого газа должна напоминать нанесение чешуек расплавленного металла на поверхность шва.
Очень важно, особенно в труднодоступных условиях соблюдать правила техники безопасности и пользоваться защитными средствами и сварочной маской, а также соблюдать осторожность при использовании углекислого газа
Подающий механизм
Известно несколько вариантов доставки проволоки в зону сварки. Каждый из них работает довольно просто. Первый, так называемый «толкающий» метод, заключается в том, что механизм подачи проволоки проталкивает ее к горелке через отверстие в основании полуавтомата.
Второй способ, называемый тянущим, обеспечивает подачу присадочного изделия по каналу, оборудованному в ручке (держателе) горелки. И, наконец, комбинированный вариант предполагает комплексное использование обоих методов.
При этом специальный блок подачи обеспечивает согласованное перемещение присадочного материала. Комбинированный метод чаще всего применяется при подающих каналах значительной длины.
Диаметр заправляемой в сварочный полуавтомат проволоки обычно колеблется в пределах от 0,6 до 2,0 мм. Сама она располагается на вращающихся бобинах, заметно облегчающих её подачу в зону сварки.
При использовании специальной порошковой проволоки с внутренней полостью для флюса необходимость в дополнительной защите отпадает, поскольку газовая оболочка образуется за счёт сгорания флюсового наполнителя.
Каждое из наименований применяется в различных условиях сплавления заготовок, при которых обычно протекает сварочный процесс.
Механизм подачи проволоки

Полуавтомат потому и называется полуавтоматом, что проволока
здесь подается автоматически, а сварка производится вручную.
Катушка для проволоки
крепится на специальный штырь, имеющий тормозную пружину. Пружина не дает
раскручиваться катушке по инерции в случае остановки подающего механизма.
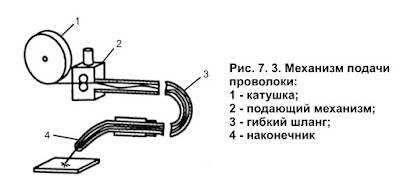
Подающий механизм (Рис. 7. 3.) состоит из электромотора,
редуктора, подающего и прижимного ролика.
Электромотор имеет плавный регулятор оборотов. Ручка
регулятора оборотов вынесена на внешнюю панель. Ею сварщик устанавливает
скорость подачи проволоки.
Редуктор должен понижать скорость вращения электромотора
таким образом, чтобы скорость подачи проволоки находилась в пределах 100 –
300 м/час.
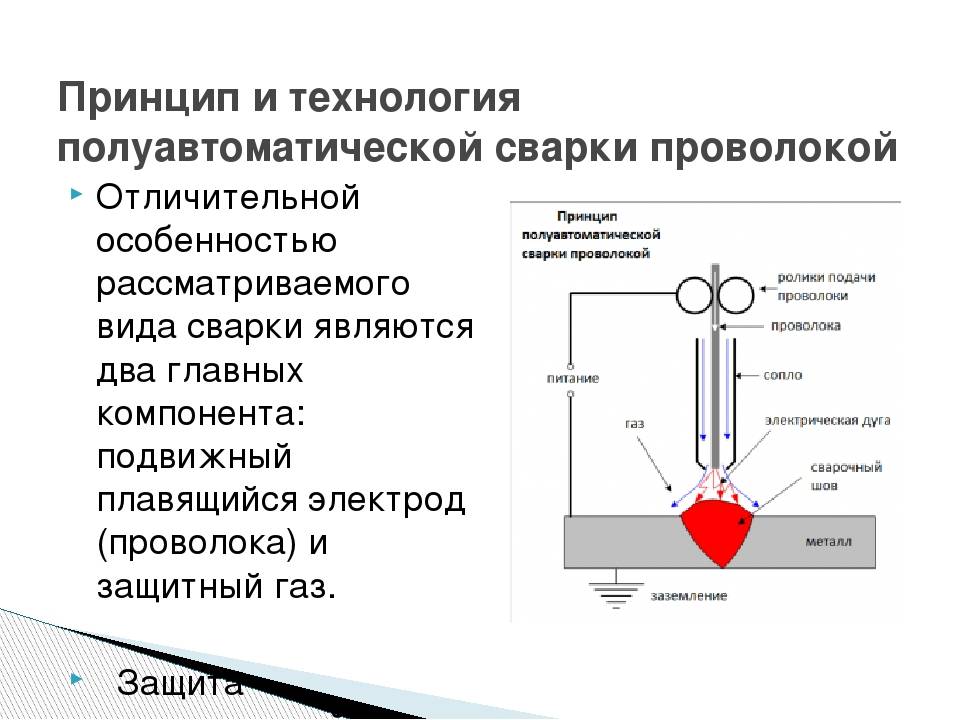
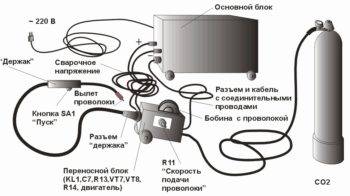
Что такое полуавтоматическая сварка?
Прежде чем начать осваивать технологию полуавтоматической сварки следует узнать устройство аппаратуры.
Электромеханический инструмент, называемый полуавтоматической сваркой, в конструкции включает:
- основной блок, отвечающий за подачу питания и электродной проволоки;
- сварочный рукав или шланг;
- горелку, внутри которой расположена проволока;
- токопроводящий наконечник;
- систему подачи защитного газа.
 Аппарат полуавтоматической сварки.
Аппарат полуавтоматической сварки.
Все виды полуавтоматических автоматов по способу работы делятся на:
- аппаратуру для сварки в среде инертных газов;
- устройство, использующие для основы флюс;
- аппараты, использующие порошковую проволоку;
- универсальные полуавтоматы.
Все виды сварочных полуавтоматов идеально подходят для выполнения работ по соединению изделий из цветного или черного металла.
По методу подачи электродной проволоки сварочные автоматы полуавтоматического типа делятся на:
- Стационарные.
Аппаратура жестко закреплена на подставке или специальной консоли. - Переносные.
Устройство выполнено в виде переносимой тумбы. - Передвижные.
Специальная тележка, приспособленная к передвижению по одному помещению.
По расположению подающих роликов полуавтоматы можно условно разделить на:
- толкающие;
- тянущие;
- толкающе-тянущие.
Полярность при сварке полуавтоматом
Перед сваркой нужно определиться, какую полярность Вы будете использовать.
Простая обмеднённая проволока, которая используется с защитным газом должна использоваться с обратной полярностью, когда на проволоку подаётся плюс. Прямая полярность используется, когда в полуавтомате установлена проволока с флюсом, которая применяется без газа. В этом случае на проволоку подаётся минус, а на свариваемый металл, через клемму плюс. Таким образом, максимальное тепловыделение образуется на проволоке. Это нужно для того, чтобы флюс в ней смог подействовать должным образом.
Если использовать неправильную полярность для определённого электрода (в случае с полуавтоматом, проволоки), то прочность сварочного шва будет плохой. При использовании неправильной полярности появится много брызг, будет плохое проникновение при сварке и сварочную дугу будет сложно контролировать.
Для смены полярности, нужно открыть крышку полуавтомата и поменять местами клеммы. Рядом с клеммами находится таблица, уточняющая порядок расположения клемм.
Проволока для сварки
В полуавтомате может использоваться два вида проволок: простая проволока, покрытая медью и проволока с флюсом.
- Простая проволока для полуавтоматической сварки применяется с защитным газом, не имеет никаких добавок, которые могут «противостоять» коррозии и загрязнениям. Поэтому поверхность нужно подготавливать тщательно.
- У второго вида проволоки в центре расположен флюс, который при сгорании образует защитный газ. Таким образом, можно обойтись без баллона с газом. Такая проволока создаёт более глубокое проникновение при сварке, чем обычная с газом. Проволока с флюсом создаёт много брызг и шлака в зоне сварки, которые после завершения сварки нужно счистить. При сварке такой проволокой требуется минимальная подготовка поверхности, прощаются незначительные загрязнения. Также эта проволока хорошо работает при ветре на улице. Для сварки проволокой с флюсом требуется, чтобы на аппарате была установлена прямая полярность (см. выше).
- Чем больше толщина свариваемого металла, тем большего диаметра проволоку нужно использовать, так как проволока большего диаметра проводит больше электричества и даёт больший нагрев и лучшее проникновение.
Тренировочные упражнения
Особенностью сварки полуавтоматом является быстрое обучение
такой сварке. Возьмите металлическую пластину толщиной 1 мм, установите режимы
сварки по Таблице 7. 2. Поднесите пистолет на расстояние 10 мм от пластины
и нажмите курок. В направлении наложения валика наклоните пистолет под углом
35° к пластине и равномерно перемещайте пистолет.
При формировании валика учитывайте три параметра: скорость
ведения пистолета вдоль места сварки, скорость подачи сварочной проволоки, напряжение
на дуге.
Пистолет ведите с такой скоростью, чтобы шов формировался
равномерно без прожигания пластины и значительных наплывов на ее поверхности.
Скорость подачи сварочной проволоки является ключевой для
получения качественного шва. Если скорость подачи слишком велика, то выступающая
из пистолета ее часть будет раскаляться докрасна, издавая громкий треск.
Проволока должна расплавляться прямо у шва. Потренируйтесь устанавливать эту
скорость для различной толщины металла.
Напряжение на дуге установите, ориентируясь на форму шва,
так, как это показано на Рис. 7. 15.

От чего зависит расход углекислоты
Как и в случае с другими защитными газами, чтобы определить, на сколько хватает баллонов углекислоты, необходимо знать толщину обрабатываемого металла, диаметр проволоки и силу тока. Это основные параметры, влияющие на потребление газа.
Ниже приведены усредненные значения расхода СО2, в зависимости от диаметра проволоки и тока:
- 0,8-1,0 мм (60-160 А) – 8-9 л/мин;
- 1,2 мм (100-250 А) – 9-12 л/мин;
- 1,4 мм (120-320 А) – 12-15 л/мин;
- 1,6 мм (240-380 А) – 15-18 л/мин;
- 2,0 мм (280-450 А) – 18-20 л/мин.

Расход зависит от диаметра проволоки, силы тока и скорости
На показатели расхода большое влияние оказывают внешние факторы. На открытом воздухе потребуется больше защитного газа для обеспечения нормальных условий сварки, особенно, если работа ведется в ветреную погоду. Поэтому, в закрытом помещении одного баллона хватает на больший срок.
Не менее важную роль играет качество смеси и ее соответствие для работы с конкретным металлом. Больше об этом читайте в статье: сварочная смесь или углекислота – выбираем защитный газ для сварки.