Сфера использования оборудования
Основным назначением этого оборудования является шлифовка металла, его рекомендуют приобрести при необходимости устранения дефектов резки, пайки, сварки, снятии окалин и схожих излишков, проявляющихся при механической и термической обработке сталей, чугуна и цветных сплавов. В простейшем исполнении такие станки выполняют операции с плоскими заготовками, в расширенном – с фасонными и даже коническими. Отличительной способностью является высокое значение класса чистоты обрабатываемой поверхности (8-10, что соответствует шероховатости в пределах 0,63- 0,16 мкм).
Плоскошлифовальные станки характеризуются высокой производительностью и задействуются практически на всех предприятиях металлообработки. По сути их устанавливают в любых цехах при необходимости чистовой обработки деталей периферией или торцом абразивного круга. С их помощью доводятся до идеального состояния инструменты, пресс-формы, штампы и аналогичные изделия. Область применения включает объекты с разными объемами выпуска: от частных мастерских до заводов с крупносерийным производством, одна и та же модель может задействоваться при выполнении разовых работ или в автоматических линиях по шлифованию заготовок.
Устройство и принцип работы
Стандартная комплектация плоскошлифовального станка включает устойчивую станину, усиленную ребрами жесткости и являющееся одним целым с литой рамой, удерживающей направляющие рабочего стола и колонну с суппортом. Направленность шпинделя зависит от вида оборудования, исходя из этого критерия выделяют модели с возможностью шлифования только торцом или периферией абразивного круга и универсальные разновидности с вертикальным и горизонтальным шпинделем. Последние характеризуются высокой производительностью и оснащаются более крупными и толстыми дисками. С учетом большого веса рабочего инструмента в конструкцию таких станков по металлу включаются разнообразные блокирующие механизмы, оградительные элементы и приспособления, срабатывающие при отказе шлифовальной бабки.
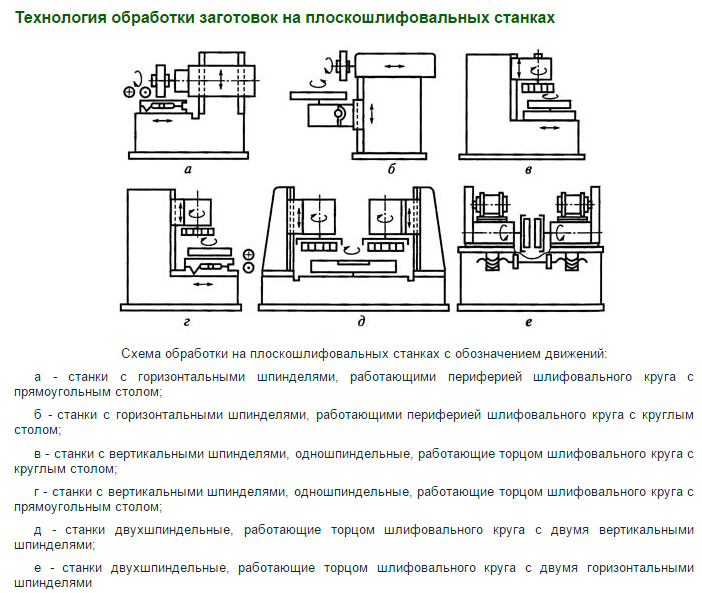
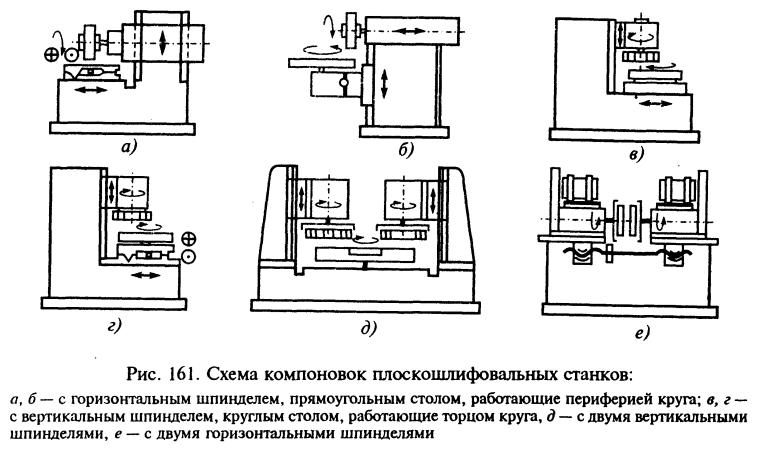
Принцип действия этого оборудования основан на прямом или контактном воздействии вращающегося абразивного круга на заготовку, закрепленную на прямоугольном, круглом или крестообразном столе. Детали в таких станках фиксируются как с помощью электромагнита, так и посредством механических крепежей, подача стола у них как правило плавная. В зависимости от реализуемой технологии шлифования они разделяются на установки с однопроходной схемой (с вертикальной подачей рабочего круга, снимающего излишек за один пропуск), многопроходные (перемещаемые под диском до достижения идеального состояния) и двусторонние (выполняющие одновременную обработку торцов деталей).
Движение бабки с вращающимся кругом у плоскошлифовальных станков осуществляется по горизонтальным направляющим, в свою очередь закрепленных на рейках в проеме центральной колонны. Такое исполнение позволяет конструкции достичь требуемой жесткости и устойчивости и удержать довольно тяжелый рабочий инструмент. Все устройства этой группы разделяются на ручные и полуавтоматизированные, последние оснащаются блоками контроля и регулировки подач и привлекаются при необходимости выполнения сложных операций по чистовому шлифованию.
К конструктивным особенностям этого оборудования относят высокую прочность и износостойкость столов, и обеспечение максимальной плавности их подач. Это достигается нанесением на направляющие плоскошлифовальных станков специальных покрытий и тщательной подгонкой узлов в ходе сборки. Такое оборудование оснащается автоматической системой смазки деталей, усиливается ребрами жесткости и часто доукомплектовываются охладительными агрегатами. Условия его размещения и эксплуатации уточняются заранее, из-за большого количества абразивной пыли станки данной группы и операторы нуждаются в соответствующей защите.
Виды абразивов для шлифовки
Абразивы представляют собой мелкие частицы вещества, применяемые для механической обработки изделий, причем они могут быть как природного, так и искусственного происхождения. Основными характеристиками абразивов для шлифовки являются размер зерна, механическая прочность, микротвердость и хрупкость. Делятся по таким признакам: твердость (мягкие, твердые, сверхтвердые), величина зерна абразива (особо тонкое, тонкое, среднее и крупное). К природным абразивам относят мел, кварц, наждак, гранат, корунд, инфузорную землю, пемзу, полевой шпат, трепел, красный железняк и алмаз.

К материалам искусственного происхождения относят: окиси хрома и циркония;
- двуокиси титана, церия и олова;
- нитриды углерода, алюминия, кремния и бора;
- электрокорунд;
- сплавы бор – углерод – кремний и карбид титана – карбид скандия;
- синтетический алмаз.
Алмазная шлифовка является наиболее качественной по своим абразивным свойствам.
Бесцентрошлифовальный станок
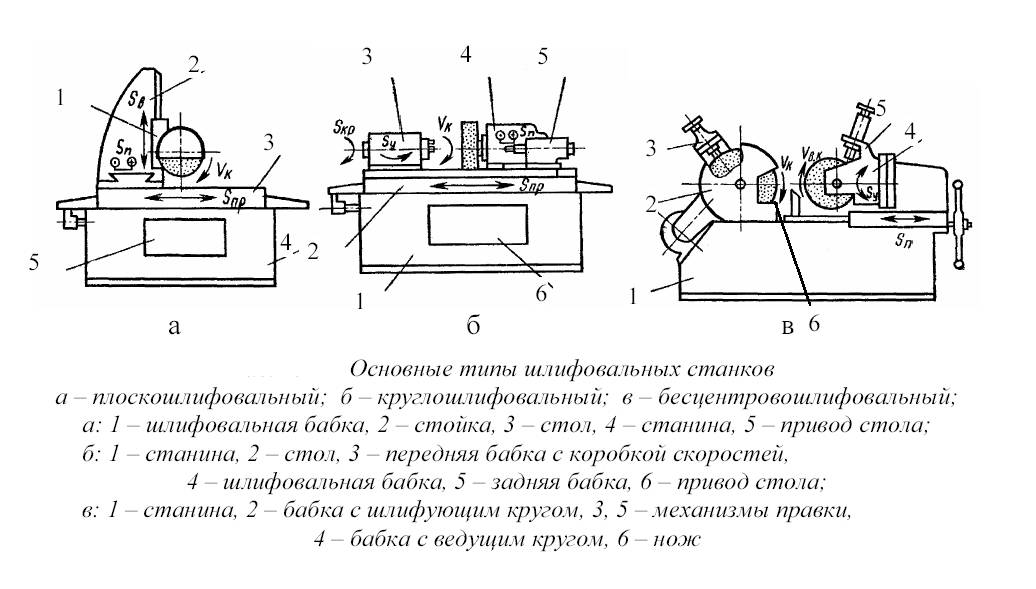
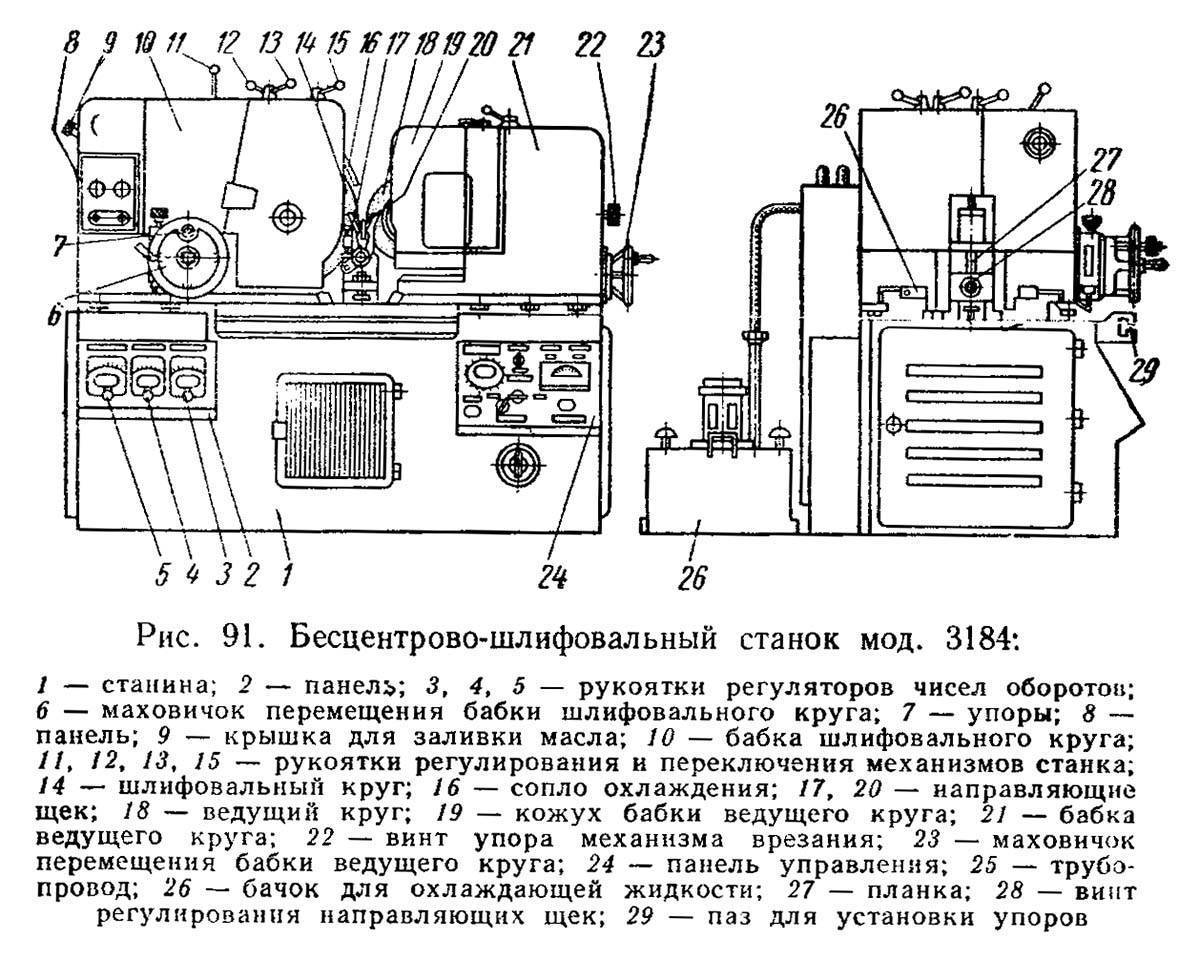
Этот тип является разновидностью круглошлифовального станка. Бесцентрошлифовальный станок (рис. 5) используется для обработки деталей, закрепить которые в центрах не представляется возможным. Это связано либо с отсутствием возможности захвата детали патроном, либо с габаритами.
Рисунок 5. Бесцентрошлифовальный станок.
Рисунок 5. Бесцентрошлифовальный станок.
Бесцентрошлифовальный станок имеет два шлифовальных круга, каждый из которых приводится в движение собственным электромотором. Один из кругов, как правило, закрепляется статично или имеет настройку положения лишь по высоте. Второй круг подвижный и может перемещаться в более широких диапазонах. Снизу имеется так называемый опорный нож, который служит для поддержки обрабатываемой детали.
Различают три основные шлифовальные операции на этом станке.
- Продольное шлифование. Этой операции подвергаются детали с гладкими поверхностями различных длин и диаметров. Подача осуществляется при повороте одного из абразивных кругов или при изменении положения опорного ножа.
- Врезное шлифование. При помощи врезного шлифования обрабатываются детали с коническими и сферическими поверхностями, многоступенчатые валы и прочие детали с форменной поверхностью.
- Шлифование до упора. Применяется как промежуточная операция между продольным и врезным шлифованием. Таким способом обрабатываются детали, которые имеют слишком большую длину или такую форму поверхности, при которой другие типа шлифования не подходят. Когда шлифовальный круг подходит к своей крайней точки, деталь удаляется из зоны обработки и происходит повторная установка.
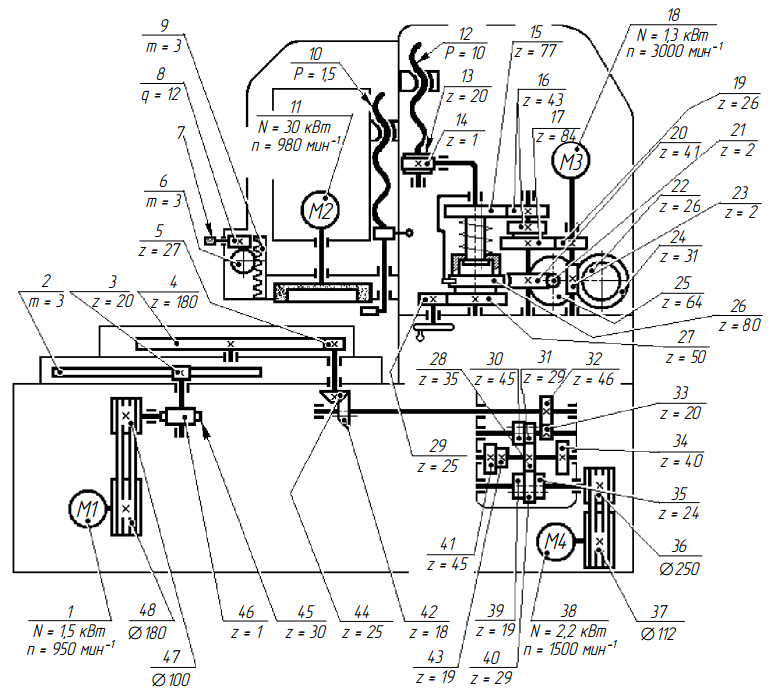
3Б722 станок плоскошлифовальный с горизонтальным шпинделем универсальный. Назначение и область применения
Станок плоскошлифовальный 3Б722 заменил в производстве устаревшую модель 3А722 и был заменен на более совершенную модель .
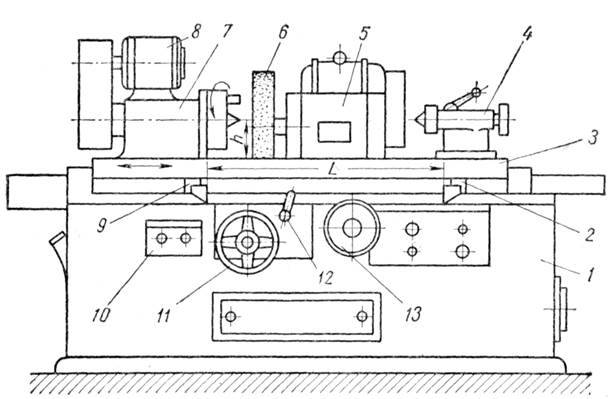
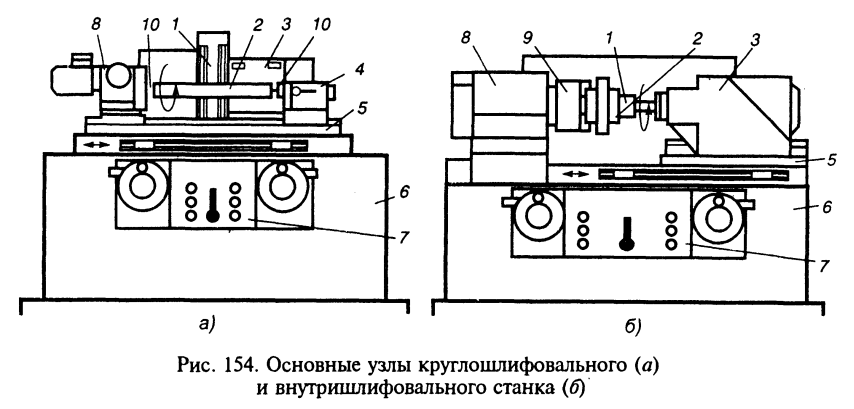
Плоскошлифовальный станок модели 3Б722 – станок общего назначения с прямоугольным столом и горизонтальным шпинделем, предназначен для шлифования плоскостей различных деталей периферией круга. Станина имеет продольные направляющие, по которым возвратно поступательно движется рабочий стол. По вертикальным направляющим стойки перемещается шлифовальная бабка со шлифовальным кругом.
Принцип работы и особенности конструкции станка
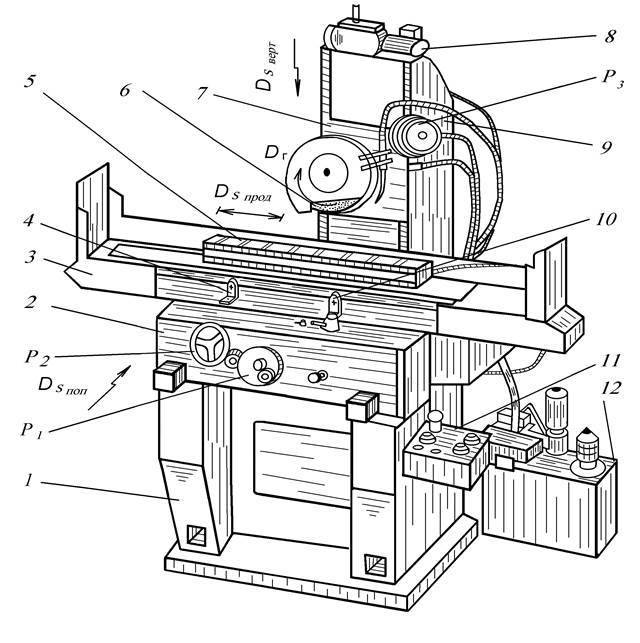
Главное движение в станке — вращение шлифовального круга; продольная подача — прямолинейное возвратно-поступательное движение стола с заготовкой. Поперечная и вертикальная подачи сообщаются шлифовальной бабке с шлифовальным кругом.
Шлифовальный круг крепится на конце шпинделя шлифовальной бабки. Обрабатываемую деталь устанавливают на столе станка. В процессе работы стол получает прямолинейное возвратно-поступательное движение, а шлифовальный круг — вращательное. Если ширина обрабатываемой детали больше ширины круга, то шлифовальной бабке сообщается периодическая поперечная подача после каждого одинарного или двойного хода стола. Шпиндельной бабке с кругом сообщается также вертикальная подача для снятия необходимого припуска.
Станок 3Б722, продольношлифовальный с прямоугольным столом и горизонтальным шпинделем, предназначен для шлифования плоскостей различных деталей периферией круга как в индивидуальном, так и в крупносерийном производстве.
Шлифуемые детали, в зависимости от материала, формы и размеров, могут закрепляться или на электромагнитной плите, или непосредственно на рабочей поверхности стола, или в специальных приспособлениях.
Конструктивная особенность станка – поперечная подача шлифовального круга обеспечивается перемещением стойки со шлифовальной бабкой по горизонтальным направляющим станины стойки. Шлифовальная бабка перемещается только в вертикальном направлении и имеет постоянный вылет относительно стойки.



Применение в станке винтовых пар качения, системы цифровой индикации вертикальных перемещений шлифовальной бабки, высокоточных подшипников в шпиндельном узле и ряда других конструктивных решений позволило повысить точность, долговечность и производительность станка по сравнению с аналогичными серийно выпускаемыми станками.
Корректированный уровень звуковой мощности LpA не должен превышать 99 дБА.
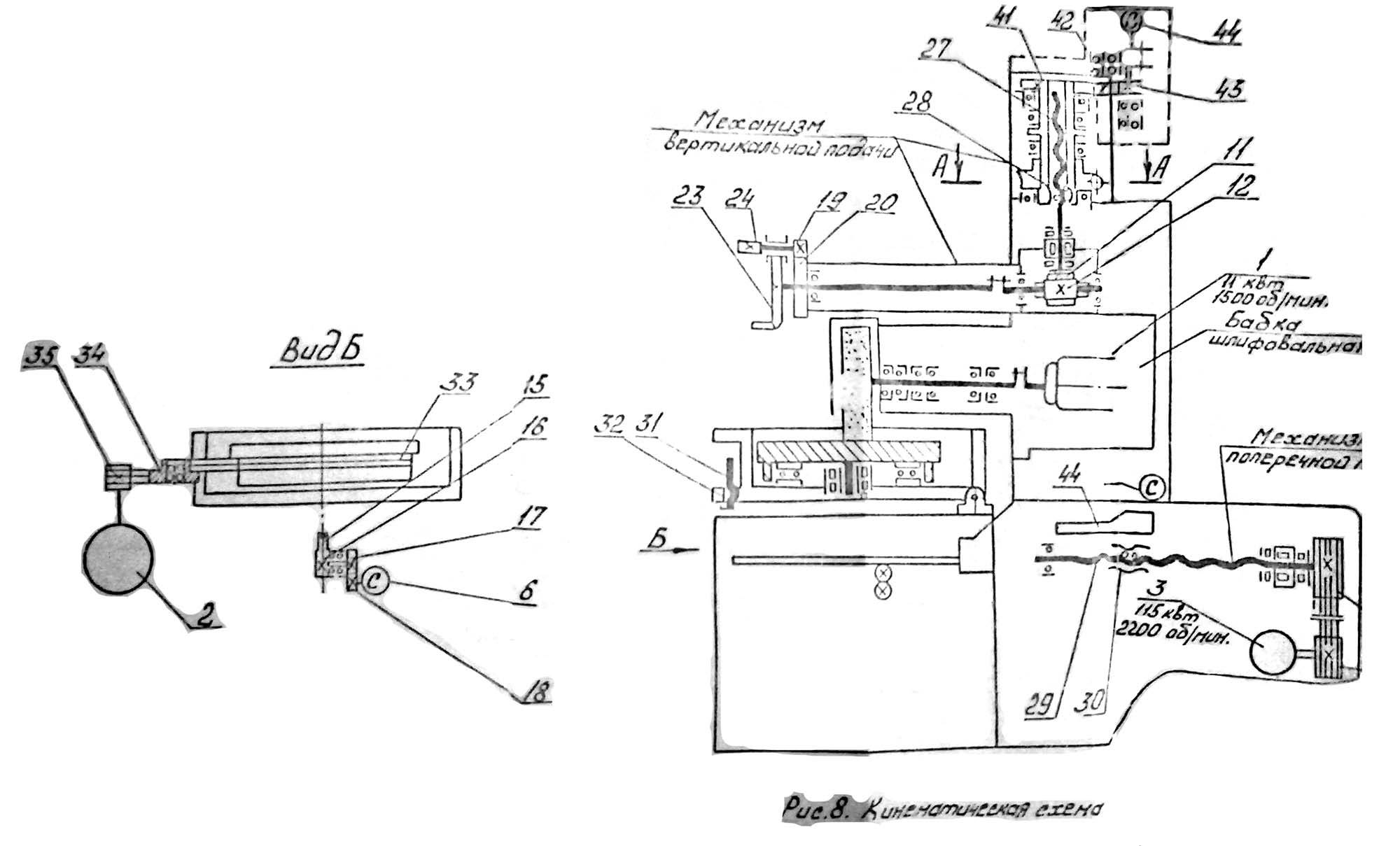
Кинематика станка 3Б722 обеспечивает:
- перемещение стола (стол – крестовой суппорт-станина)
- возвратно-поступательное продольное перемещение: стол – крестовой суппорт
- поперечное перемещение: крестовой суппорт-станина
- автоматическую вертикальную и поперечную подачи
- автоматический реверс суппорта
Жесткая конструкция станины гарантирует высокоточное шлифование.
Конструкция сборочных единиц станка, в т.ч шпиндельного узла, позволяет выбирать различные режимы шлифования с сочетанием различных подач и скоростей стола, обеспечивает шлифование деталей с заданной точностью и шероховатостью.
Современные аналоги плоскошлифовального станка 3Б722
3711Б – 1000 х 200, производитель Оршанский станкостроительный завод Красный борец
3Б721 – 1000 х 320, производитель Оршанский станкостроительный завод Красный борец
ОШ-400 – 1100 х 400, производитель Оршанский станкостроительный завод Красный борец
Приспособления для крепежа и установки шлифовальных кругов на станке
На рис. 2 показано, как круги для шлифования 3 сечением 30…100 мм свободно надеваются на шпиндель 1 станка. Крепят их фланцами 2, затягивая гайками 5. В фланцах имеются обязательные выточки, а также прокладки 4 из упругих резины либо кожи. Они способствуют равномерному зажатию круга по периметру.

Рис. 2. Устройства для установки и крепления шлифовальных кругов: 1 – шпиндель; 2 – фланцы; 3 – шлифовальные круги; 4 – прокладки; 5 – гайки; 6, 7 – переходные фланцы; 8 – кольцевой паз; 9 — винты
Рис. 2 наглядно демонстрирует, что круги для шлифования 3 сечением более 100 мм крепят на переходных фланцах 6 и 7 свободной посадкой на шейки фланцев. Прокладки из картона 4 помещают между торцами фланцев. Болтами 9 соединяют оба фланца. Грузики для балансировки устанавливают в кольцевой паз 8 фланца 7.
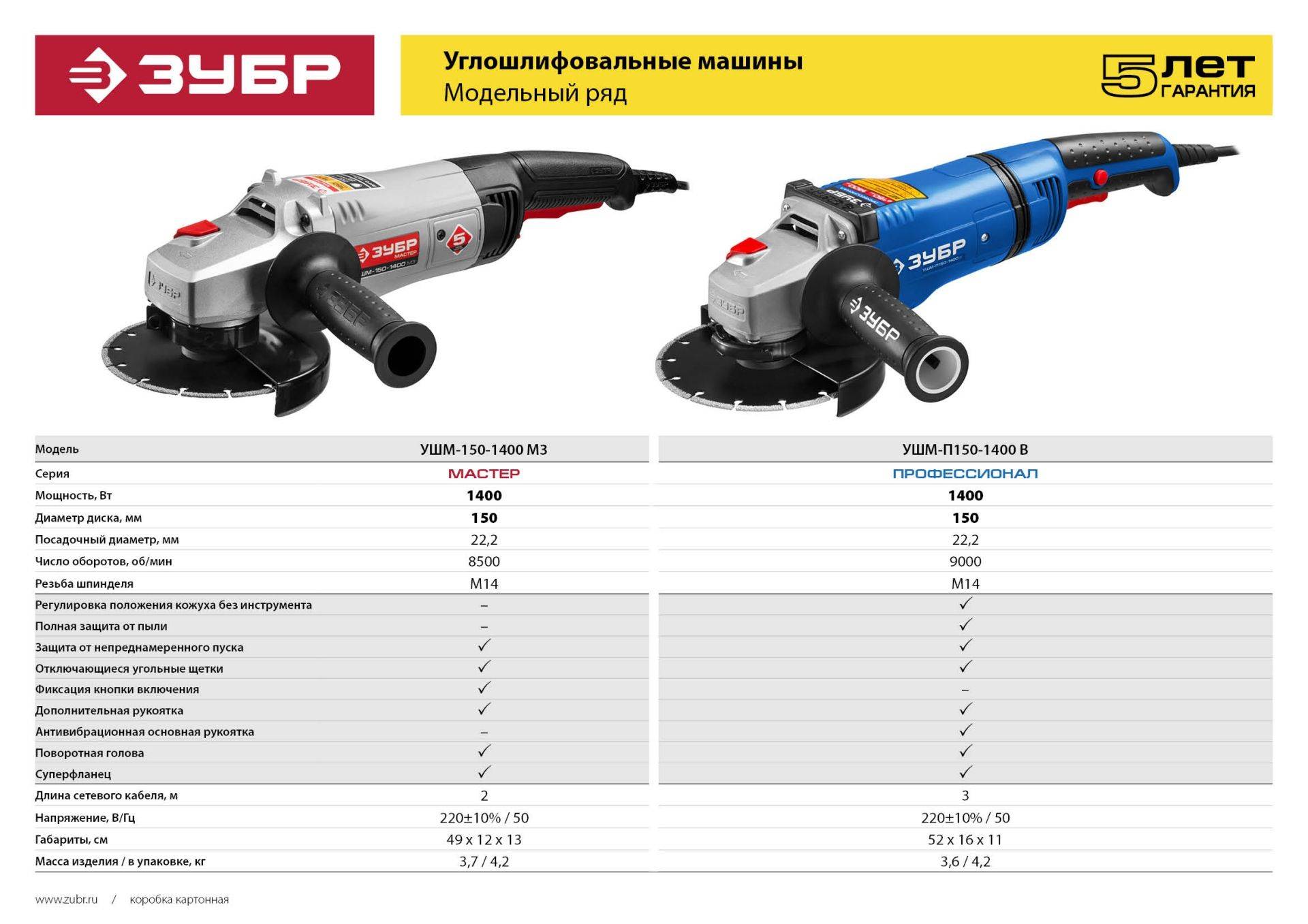
Переносной инструмент
Далеко не всегда требуется шлифовка деталей на станках. Переносной шлифовальный инструмент позволяет обрабатывать небольшие детали, с его помощью удобно шлифовать участки крупных изделий, особенно если их перемещение затруднено или невозможно.
Самой популярной шлифовальной машинкой, с одинаковым успехом применяемой в быту и на производстве, является болгарка.
Используя различный режущий инструмент (диски), с ее помощью можно зачищать сварные швы, обрабатывать различные поверхности из дерева и древесных плит. Применяя вместо абразива войлочные круги и полировальные пасты, с помощью болгарки можно доводить изделия до зеркального блеска. Единственный существенный недостаток ручной углошлифовальной машинки – невозможность обработки внутренних углов.
Этого недостатка лишена вибрационная шлифмашина. В ней закрепленный в специальных зажимах абразив выполняет колебательные движения регулируемой амплитуды, форма рабочей поверхности позволяет забраться даже в самые труднодоступные места.
Еще одна разновидность шлифовальной машинки – тарельчатая (орбитальная) шлифовальная машина. Она объединяет в себе поступательное и вращательное движение режущего инструмента, создавая идеальную поверхность с минимальными затратами труда.
Плоскошлифовальный станок
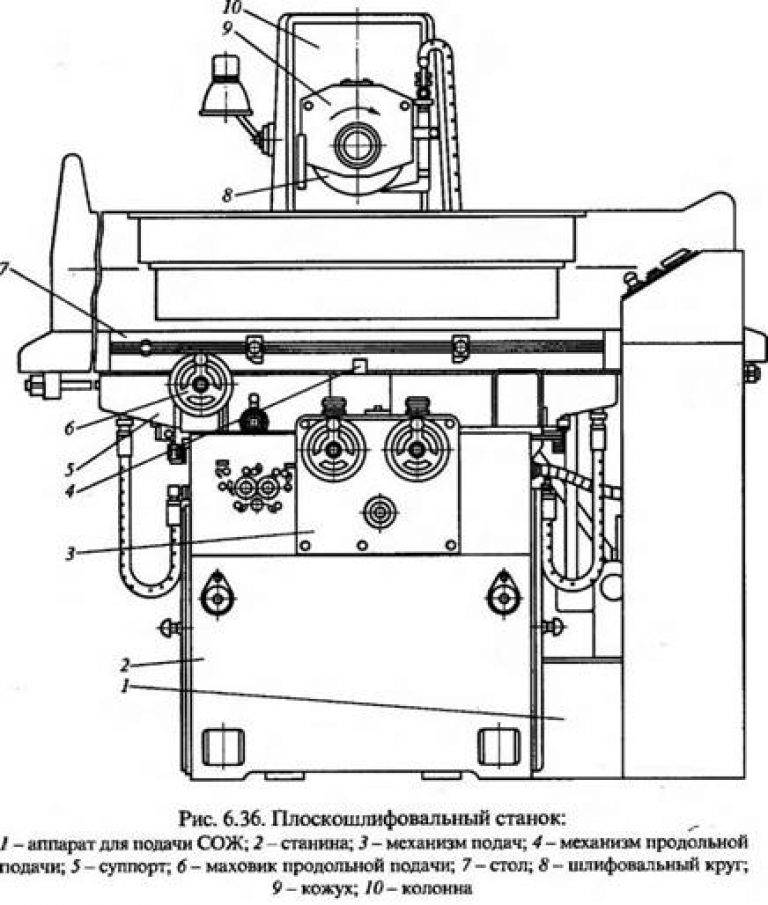
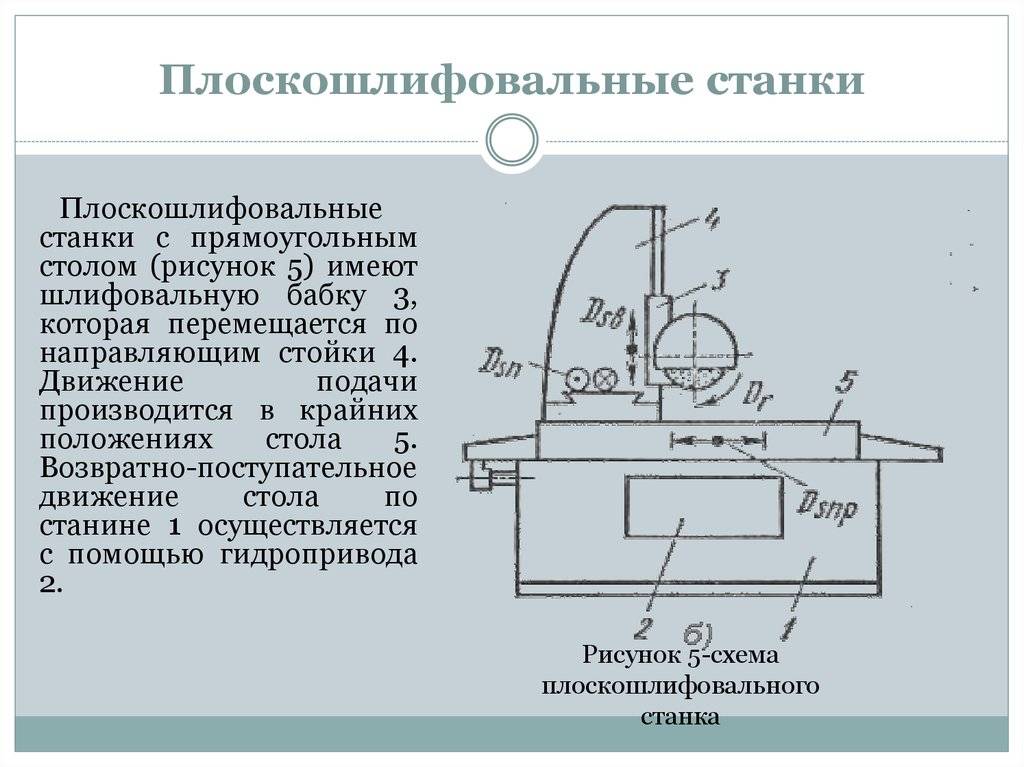
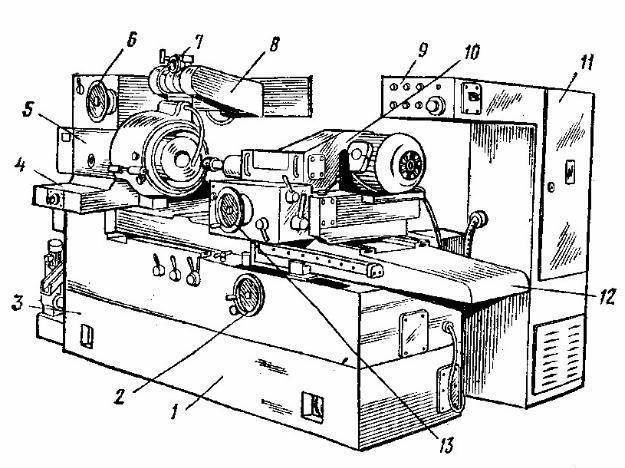
Плоскошлифовальные станки (рис. 4) предназначены для обработки плоских поверхностей деталей с использованием абразивного инструмента, как правило, шлифовального круга.
Рисунок 4. Плоскошлифовальный станок.
Рисунок 4. Плоскошлифовальный станок.
Конструктивно плоскошлифовальный станок состоит из станины, на которой установлен стол. В нем закрепляется обрабатываемая деталь. На станине устанавливается суппорт. В зависимости от степени подвижности элементов, плоскошлифовальные станки подразделяются на три подгруппы:
- с подвижным столом;
- с подвижным суппортом;
- с подвижным столом и суппортом.
В суппорте имеется шлифовальная головка, в которой закрепляется абразивный круг. Приводится круг в движение электродвигателем. Для изменения частоты вращения имеется коробка скоростей.
Шлифование осуществляется возвратно-поступательными движениями заготовки относительно абразивного круга или с постоянной подачей в одном направлении до завершения прохода.
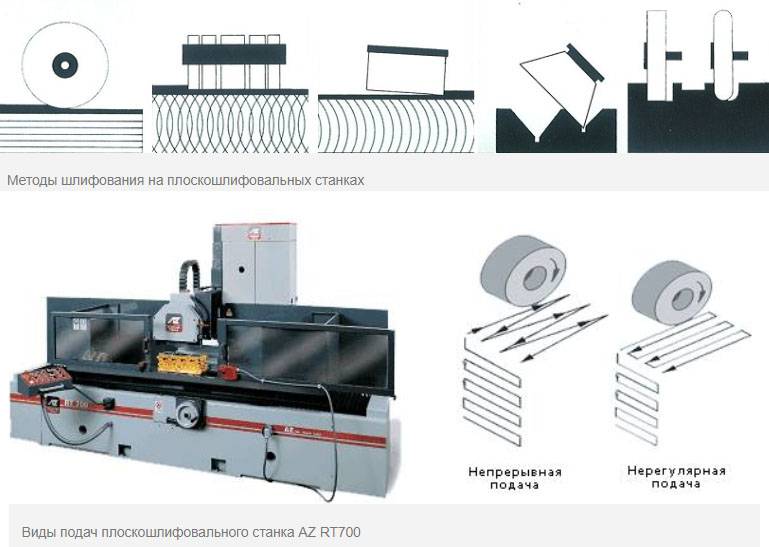
Методы шлифовки периферией круга
Существующие методы шлифовки:
- Глубинный метод. Этот метод позволяет снимать значительный припуск с деталей с каждым ходом. В этом случае отмечается минимальная скорость продольной подачи. При этом методе наблюдается быстрое стирание круга вследствие приходящейся тяжести удаления на абразивы, расположенные у торца.
- Метод с врезной непрерывной подачей. Применяется этот метод для обработки изделий, у которых высота больше ширины, а обрабатываемая поверхность имеет борты. Этот метод характеризуется невысокой точностью работы и отсутствием поперечной подачи. Мастеру приходится постоянно поправлять станок в силу неравномерного изнашивания инструмента.
- Метод с поперечной прерывистой подачей. Данный метод позволяет производить качественную обработку деталей. Применяется этот метод для плоскошлифовальных станков с горизонтальным шпинделем и круглым столом. Такая техника характеризуется высокой точностью. Шлифовальный инструмент по высоте должен быть выше по сравнению с показателем поперечной подачи.
Самостоятельное изготовление
Если купить оборудование для шлифовки металлических изделий не получается, можно изготовить плоскошлифовальный станок своими руками.
Для этого заранее заготавливаются материалы и некоторые узлы:
- уголки;
- трубы;
- электродвигатель на 1500 об/мин;
- магнитная плита;
- винтовые передачи и подшипниковые опоры;
- 2 штуки концевых опор;
- шлифовальный круг;
- направляющие;
- лист металла толщиной 4 мм.
Порядок изготовления самодельного станка:
- Из нарезанных уголков формируется сварная станина. Сюда же монтируется лист ДСП. В его задачу входит гашение колебаний.
- Сверху приваривается лист металла и 2 направляющие.
- Из уголков изготавливается каретка. На ней монтируются колеса и винтовая передача. Сверху устанавливается магнитная плита и зажимное устройство. Каретка будет перемещаться по направляющим.
- 2 трубы привариваются к станине, и на них крепится металлический лист.
- К листу крепится электродвигатель, на валу которого располагается абразивный круг. Он будет совершать вертикальное перемещение.
- Для этого монтируется шарико-винтовая передача, удерживаемая на 2 опорах. Они крепятся к станине и двум трубам.
- Станок собран, осталось подключить питание.




Плоскошлифовальный станок — незаменимое оборудование, использующееся для получения деталей точных размеров. В домашних условиях он тоже находит применение. Чтобы агрегат прослужил длительное время, ему нужно обеспечить надлежащий уход
При работе необходимо соблюдать технику безопасности, поскольку при неосторожной работе существует риск получения травмы
Методы шлифовки периферией
Выделяют глубинный, непрерывный врезной и поперечный прерывистый методы.
Глубинный метод — ближайший родственник однопроходного, предполагает снятие значительного слоя металла за один проход. Способ дает выигрыш в скорости обработки, но требует повышенного расхода абразива.
В случае, когда требуется обработать большую поверхность применяют либо непрерывную врезную подачу, либо поперечный прерывистый метод. Станок для первого варианта проще и дешевле — обрабатываемая деталь перемещается только вперед или не перемещается совсем. Второй метод позволяет добиться значительно более ровной поверхности даже на больших площадях. В этом случае деталь не только движется продольно, но и совершает поперечные колебания.
Конструктивные особенности оборудования
 Станок представляет собой устройство с закрепленной на тумбе литой рамой со станиной, отлитой в виде цельного инструмента. Вертикальные направляющие располагаются по бокам от проема в центре рамы. Для гидравлического или ручного передвижения шлифовальной бабки имеется передвигающаяся каретка с направляющими. Такое расположение позволяет увеличить показатель жесткости агрегата.
Станок представляет собой устройство с закрепленной на тумбе литой рамой со станиной, отлитой в виде цельного инструмента. Вертикальные направляющие располагаются по бокам от проема в центре рамы. Для гидравлического или ручного передвижения шлифовальной бабки имеется передвигающаяся каретка с направляющими. Такое расположение позволяет увеличить показатель жесткости агрегата.
Кинематические короткие цепи обеспечивают стабильную подачу. На аппарате они выглядят как гайка качения, винт и направляющие. Вертикальное перемещение шлифовальной бабки и каретки обеспечивается специальным автоматическим приспособлением, которое монтируется на передней стенке станины.
Быстрое движение по вертикали обеспечивается аналогичным механизмом, расположенным позади станка. Среди основных элементов плоскошлифовального станка можно выделить: оградительные блоки, блокирующие механизмы, приспособления отскока (в случае выхода из строя шлифовальной бабки). Все эти устройства позволяют работать со станком на должном уровне безопасности.
Основные параметры станков
При покупке станка для шлифовки металла следует обратить внимание на такие параметры:
- Размер стола.
- Скорость вращения шлифовального круга и его диаметр.
- Способ шлифования: периферией или торцом круга.
- Мощность станка.
- Напряжение питания.
- Размер стола для работы.
- Диаметр инструмента для шлифования.
- Номинальное число оборотов.
- Габариты.
- Вес станка.
- Цена.
Оценка этих параметров необходима в зависимости от предназначения аппарата (для личного использования или производственных работ) и требуемого количества обработки деталей.
Виды оборудования
Плоскошлифовальные станки различают по размерам:
- Настольные. Малогабаритные установки применяют для обработки маленьких деталей с относительно низкой точностью. Отличаются экономным энергопотреблением.
- Напольные. В станочных парках крупных предприятий еще можно встретить станки советского производства. Их производили на Липецком станкостроительном заводе в соответствии с требованиями ГОСТ 2789-73. Эксплуатация подобного оборудования затруднена ввиду отсутствия на рынке запасных частей, выпуск которых был прекращен в начале 90-х. Современные прецизионные плоскошлифовальные станки отличаются высокой производительностью при меньших габаритах.
Важным фактором, оказывающим влияние на метод воздействия, является расположение шпинделя, который может быть размещен как в вертикальном, так и в горизонтальном положении.
Передовые производители предлагают пользователям следующие модификации станков:
- С крестовыми столами. Широко используется в инструментальном производстве. Отдельные модели с неподвижной колонной оснащают направляющими с целью перемещения стола в продольной и поперечной плоскостях.
- С круглыми столами. Предназначены для обработки изделий круглой формы. Приводом вращения плоскости служит электрический двигатель.
- Портальные. Эффективная конструкция, в которой реализована возможность продольного перемещения стола для обработки деталей с высокой точностью. Станки обладают внушительными размерами и высокой мощностью привода, что позволяет выполнять тяжелое шлифование изделий. Рабочий инструмент способен перемещаться в поперечной и вертикальной плоскостях.
- Консольные. Высокотехнологичное оборудование, отличающееся методами перемещения отдельных узлов. Стол перемещается с помощью гидравлического привода, а за поперечное направление отвечает траверса, приводимая в движение сервоприводами.
Это интересно: Оборудование и станки для производства саморезов — освещаем вопрос
Способы шлифовки
Обработка металла на плоскошлифовальных станках проводится двумя путями:
- торцом круга;
- периферией.
В первом случае отмечается высокая производительность работы плоскошлифовального станка. При таком типе шлифовки дуга контакта детали и аппарата описывается незначительной величиной. В результате этого в зоне шлифования создается достаточно высокая температура, которая так или иначе снижает точность проведения операции (круговая подача способствует значительному уменьшению точности). Помимо этого возникают некоторые сложности с отводом стружки от плоскошлифовального станка.
 Обработка заготовки торцом круга
Обработка заготовки торцом круга
Существуют следующие техники шлифовки с помощью плоскошлифовального станка.
Многопроходная обработка
Элемент фиксируется на поверхности и перемещается со скоростью около 45 метров в минуту. Изделие неоднократно передвигается под кругом, который постепенно поступает вглубь, пока полностью не снимется припуск. Последние ходы протекают без подачи или с небольшой вертикальной подачей.
Однопроходная схема
Такой способ применим для устройств с круглыми столами, когда плоскошлифовальный станок идет вертикально во всю глубину за один проход. За счет этого одним оборотом поверхности снимается весь припуск. Если нужно удалить больший припуск с максимальной точностью шлифовки, лучше брать устройства с тремя головками. Они подходят для работы на больших объектах, где осуществляется массовое производство.





Двусторонний способ
Техника предполагает синхронную шлифовку двух торцов детали. Чтобы полностью снять припуск, требуется не один проход. При таком методе основная подача идет благодаря круговой или прямолинейной подаче детали, а резка осуществляется за счет вращения инструмента.
Вне зависимости от того, какой тип обработки металла периферией выбран, он будет отличаться от описанных ранее техник незначительным образованием тепла и низким усилием резки. По этой причине периферией круга обрабатывают не слишком жесткие изделия. Следует отметить то, что производительность шлифовки торцом всегда больше, чем периферией.
Различают следующие методы шлифовки периферией круга.
Глубинный
С каждым ходом снимается значительный припуск, причем скорость продольной подачи в таком случае минимальна. Из-за того, что на располагающиеся у торца абразивы приходится вся тяжесть удаления, круг довольно быстро стирается.
С врезной непрерывной подачей
Шлифовка проводится в случае, если обрабатываемая поверхность ограничена буртами, а также используется для обработки элементов, у которых высота превосходит ширину. Поперечная подача при таком способе отсутствует, точность работы невысокая. Изнашивание происходит неравномерно, поэтому требуется постоянная правка.
С поперечной прерывистой подачей
При такой методике даже большие поверхности обрабатываются качественно. Высота шлифовального инструмента всегда должна быть выше показателя поперечной подачи. Поперечный реверс и подача круга вглубь происходят, как правило, одномоментно. Такой технике присуща высокая точность, она применяется на плоскошлифовальных станках с круглым столом и горизонтальным шпинделем.
Настольный плоскошлифовальный станок