

Пайка с использованием припоев со специальным флюсовым сердечником
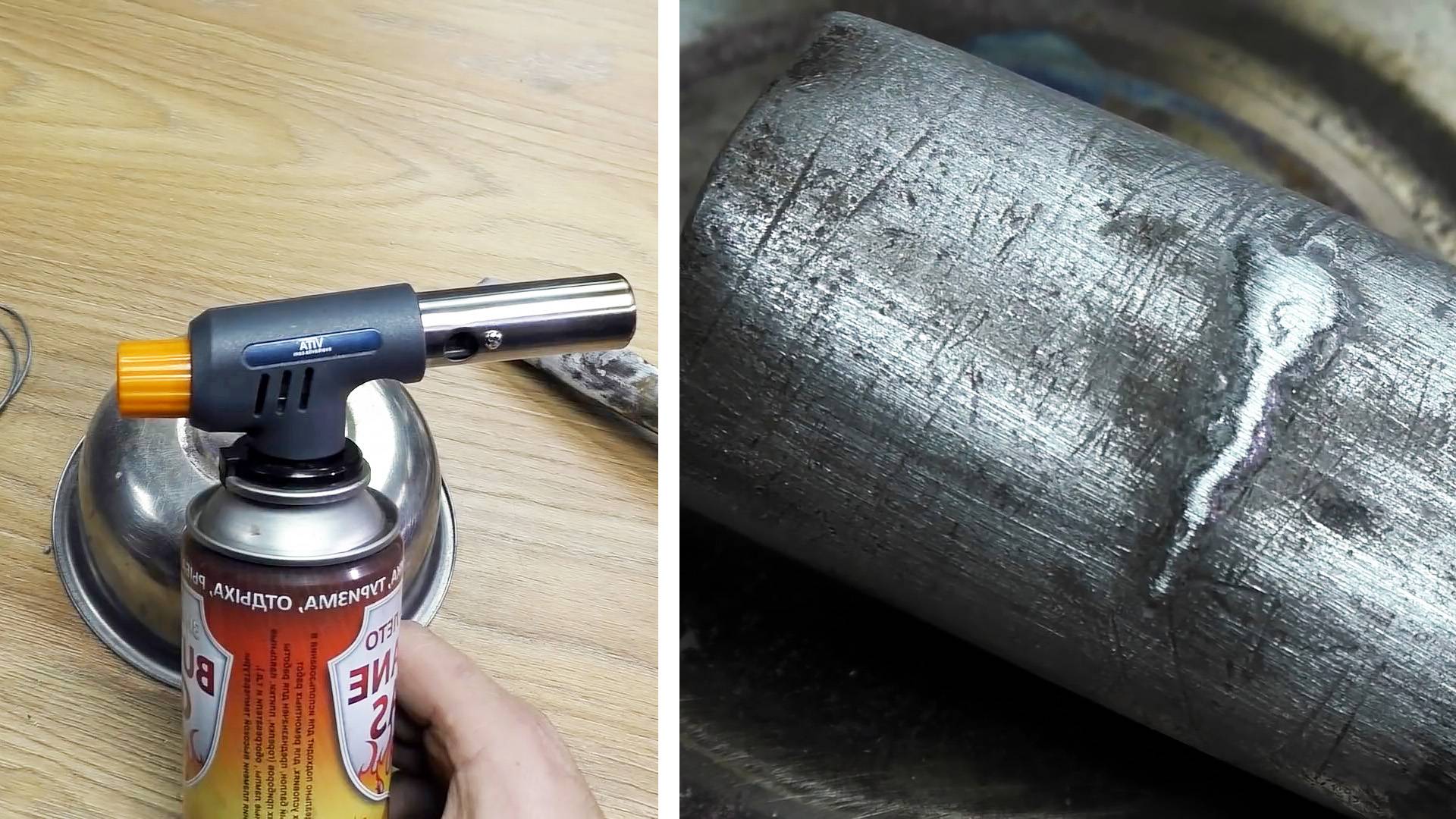
Для пайки алюминия существуют специальные прутки, которые состоят из припоя и флюсового сердечника. Например, качественный припой CASTOLIN 192FBK или различные припои от китайских производителей с сайта Али экспресс. Также на официальном сайте производителя CASTOLIN размещена информация, что флюс в данных припоях не оказывает коррозионного воздействия и его в большинстве случаев можно оставлять в месте соединения.
Алгоритм действий пайки
Нагреваем алюминиевые детали в месте их будущего соединения
Здесь важно не расплавить сами детали, поэтому нужно контролировать их температуру. Это легко сделать с помощью припоя
Для этого стержнем припоя периодически проводим по месту пайки. Если припой начнет плавиться от разогретых деталей, то это говорит о том, что достигнута нужная температура.
Нагрев может занять от трех до пяти минут. Если же нагреть припой до температуры плавления, но не разогреть алюминиевые детали, то припой не будет к ним приставать.
Ни в коем случае не греем сам припой, так как его температура плавления намного меньше, чем температура плавления алюминия.
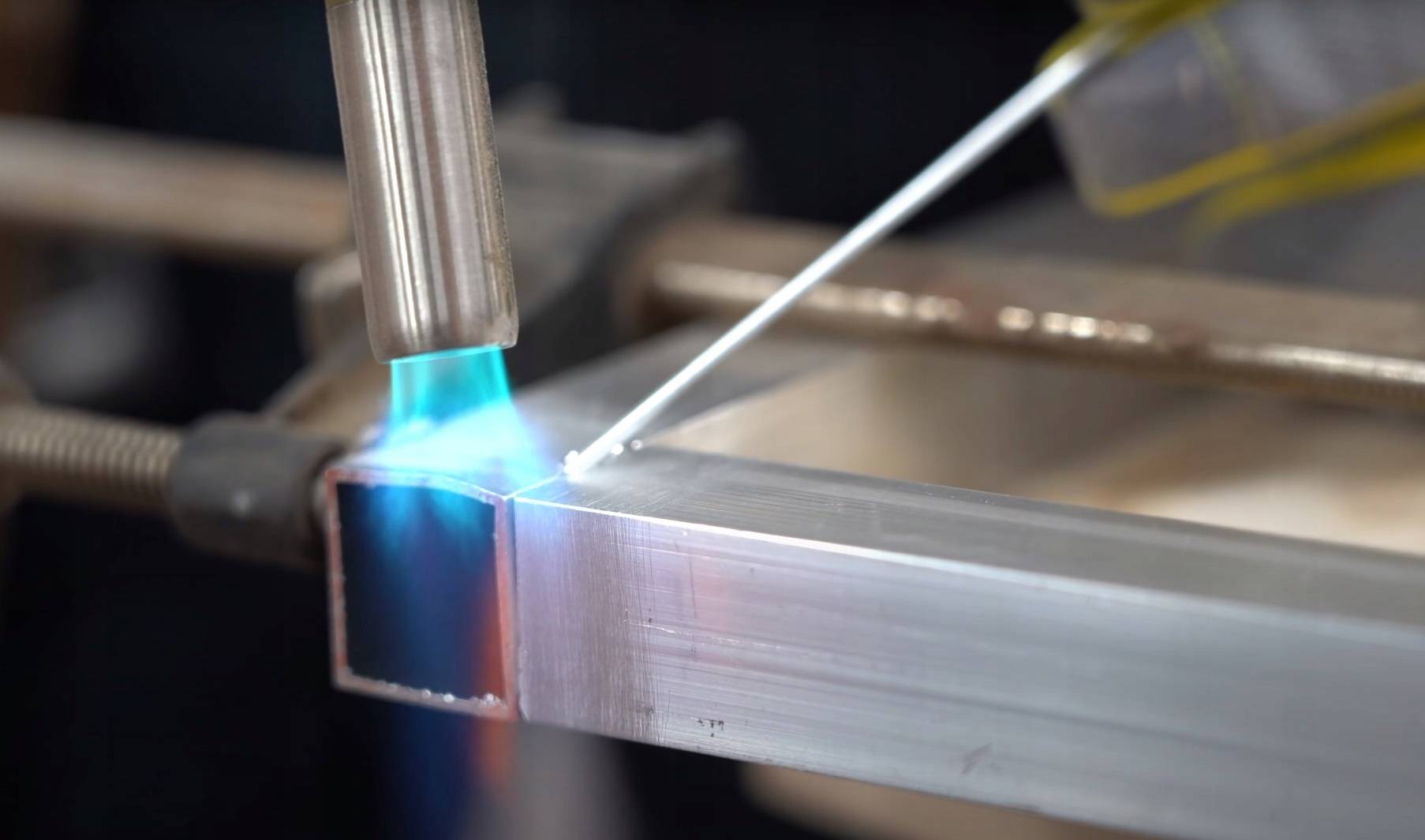
 Пайка алюминия припоем с флюсовым сердечником.
Пайка алюминия припоем с флюсовым сердечником.
Данная технология довольно простая и если выдержать правильно технологическую температуру пайки, то получается довольно качественное соединение.
Подготовка поверхности детали
Качество пайки алюминия и надежность стыка напрямую зависят от подготовительных операций, когда соединяемые участки освобождаются от следов краски, загрязнений и тонкой пленки окислов. Обезжиривание металла выполняется бензином, ацетоном или растворителем.
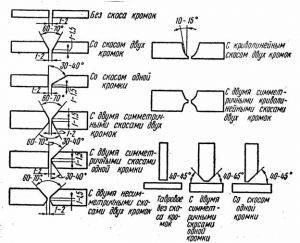 Виды подготовки кромок под пайку
Виды подготовки кромок под пайку
Затем поверхности обрабатываются механически с применением абразивного полотна, металлической щетки, проволочной сеткой из нержавеющего металла или шлифовальной машинкой с насадкой из стальной проволоки.
Кроме того, очищение алюминия может проводиться различными растворами кислоты.
Зачищенная область сразу покрывается тоненькой оксидной пленкой, но ее толщина не влияет на паяльный процесс и позволяет флюсу взаимодействовать с металлом.
Нагрев алюминиевого изделия
Метод прогрева алюминиевых деталей подбирается индивидуально. Изделия сравнительно небольших размеров можно прогреть при помощи электрического паяльника и залудить припоем и флюсом для пайки меди. Для более массивных деталей имеет смысл использовать другой способ пайки алюминия с применением газовой горелки или паяльной лампы.
 Таблица марок припоев для пайки алюминия.
Таблица марок припоев для пайки алюминия.
При прогреве детали следует:
- Контролировать температуру нагреваемого изделия.
Узнать текущую температуру поверхности детали можно, прикоснувшись к ней прутком припоя. Когда проволока припоя алюминия начинает плавиться следует уменьшить нагрев и приступать к непосредственной пайке с применением активного флюса. - Следить за пламенем горелки.
Струя горелки содержит смесь природного газа и кислорода, а потому должна быть ярко-синего цвета. Правильный состав пламени горелки позволяет алюминиевой детали меньше окисляться и не перегреваться.
Ключевые преимущества прогрева массивных алюминиевых изделий газовой горелкой представлены:
- Низкой стоимость оборудования. Газовая горелка потребляет небольшое количество топлива и продается в любом строительном магазине.
- Отсутствие неравномерного прогрева и напряжений внутри изделия.
Детали, прогретые газовой горелкой, имеют ровный шов и не меняют геометрию из-за перегрева. - Легкий контроль рабочих температур.
При слишком сильном нагреве металла следует уменьшить интенсивность пламени горелки. - Возможность проведения паяльных работ в домашних условиях.
При прогреве металла горелкой нет едкого запаха, отсутствует ультрафиолетовое облучение кожи и не летят искры.
Как правильно паять с помощью горелки
Без подготовки места соединения не обойтись, как и при пайке паяльником. Металл следует очистить от грязи, отшлифовать до получения ровной поверхности. Затем надо закрепить детали с помощью любого кондуктора – будь то струбцины или тиски.
При работе с горелкой, алюминиевые заготовки разогреются по всей поверхности. А учитывая высокую теплопроводность металла – на деталях просто не будет места, за которое можно взяться рукой, даже в защитных перчатках.
Рабочая зона должна быть очищена от легковоспламеняющихся предметов и жидкостей. Обеспечьте интенсивное проветривание – даже без едких выделений, нагретые флюсы источают неприятный запах. Позаботьтесь о средствах пожаротушения.
Надо приготовить проволочный припой с запасом по длине. Вы не сможете использовать каждый прутик полностью, остается 10% длины на удержание припоя. А бросать нагрев, и идти за новой упаковкой – нерационально.
Важно! Более качественный шов получается при непрерывной пайке. Если вы прервали процесс (вынужденно), перед продолжением работ полностью прогрейте все место спайки, в том числе уже застывший припой
Тоже самое следует проделать при накладывании нескольких слоев. Сначала прогреваем застывший слой, затем кладем следующий.
Пламя горелки всегда направлено в сторону от вас. На его пути не должно быть никаких предметов.
Допускается изменение цвета алюминиевой заготовки до ярко-оранжевого. Металл не расплавится, а при нагреве до максимальной температуры припой будет ложиться более равномерно.

Обязательно использование флюса. Есть проверенные составы на основе хлоридов лития и калия, а также хлористого цинка. Это такие марки, как Ф-59А, Ф-61А, Ф-64А. Для более высокотемпературной пайки лучше использовать Ф-34А. В нем присутствует фторид натрия.
Флюс для пайки алюминия можно приготовить своими руками. Однако делать это не рекомендуется, поскольку в его состав обязательно входят едкие вещества. Лучше приобрести готовый состав в магазине.









Важно! Вдыхать пары флюса при пайке очень вредно. Воспользуйтесь респиратором или портативной вытяжкой.
Процесс пайки алюминия
Подготовка изделия
- До соединения кусков алюминия возможно предварительное лужение этих кусков. Это полезно при пайке сложных конструкций. В этом случае очень легко стянуть алюминий в зажиме, а потом паять паяльником или газовой горелкой. Соответственно, это не нужно делать, если вы заделываете трещины или отверстия в одном изделии.
- Далее, необходимо зачистить алюминий, его обрабатываемую поверхность с помощью щётки из нержавеющей стали. При контакте с воздухом алюминий быстро покрывается слоем оксида алюминия, который не может быть залужен и пропаян. Ещё одно условие качественных паек — нужно быть готовым к быстрой очистке, покрытию флюсом и пайке, чтобы алюминий не успел покрыться новым слоем оксида. Изделие с сильным загрязнением или окислением нуждается в шлифовании и протирке изопропиловым спиртом или ацетоном.
- Зажмите спаиваемые металлические части вместе. Нужно, чтобы они соприкасались в том месте, где вы их хотите спаять. Для припоя нужно оставить небольшой зазор, меньше 1 мм. Если части металла не соприкасаются плавно, то нужно сделать шлифованные участка гладкими. Есть и другой вариант работы. Поскольку при работе с алюминием нужно работать достаточно быстро, то можно несильно закрепить алюминиевые куски вместе в тиски, там их зачистить, а потом сильно затянуть зажим тисков.
- Далее, быстро, пока не образовался новый слой оксида алюминия, нанесите флюс вдоль площади спаивания. Для этого можно применить деревянную палочку или стержень припоя. Это обеспечит вытяжку припоя по всей площади соединения и прочный паяный шов.
Пайка изделия
Теперь можно нагревать спаиваемые детали. Для этого можно применить паяльник мощностью до 150 ватт или газовую горелку, в зависимости от массы спаиваемого изделия.
- Нагревать нужно рядом с местом соединения. Начинать нагрев нужно с нижнего конца изделия. Прямое пламя горелки может перегреть соединение, и тогда вся работа пойдёт насмарку. Поэтому наконечник горелки нужно держать на расстоянии 10 – 15 мм от поверхности металла. Для того чтобы равномерно прогреть спаиваемый шов, необходимо плавно, маленькими кругами перемещать источник тепла по площади спаивания. Учтите, что при использовании паяльного утюга он может нагреваться до нужной рабочей температуры в течение 10 минут. Если при нагреве спаиваемого соединения используемый флюс почернеет, то это значит, что температура нагрева соединения была слишком высока. Флюс нужно удалить и после охлаждения добавить новый и продолжать работу.
- После прогрева рабочей области до нужной температуры нужно применить припой. Температура нагрева определяется по цвету флюса. В основном, флюсы, которые применяются при пайке алюминия, при достижении рабочей температуры приобретают светло-коричневый цвет и начинают пузыриться. Поднесите припой к месту пайки, продолжая нагревать это место косвенно с противоположной стороны детали или близлежащей поверхности. Продолжая передвигать паяльник или горелку вдоль паяного шва, необходимо добиться равномерного растекания расплавленного припоя по всей площади места пайки и образования блестящей, как бы зеркальной, поверхности.
- Если на спаиваемых поверхностях до нанесения флюса успеет образоваться новый слой оксида алюминия, то припой не будет связываться с алюминием. Тогда поверхности деталей нужно заново зачистить, добавить флюс и заново запаять. Такая ситуация может возникнуть, если тип припоя и флюса не соответствуют работе с алюминием и его сплавами. Либо алюминиевый сплав вашего изделия действительно плохо спаивается.
- После охлаждения спаиваемой детали её нужно очистить от остатков флюса и оксидов, образовавшихся при высокой температуре пайки. Если используемый флюс был изготовлен на водной основе, то его можно смыть водой или нейтральным моющим средством. Если же флюс был изготовлен на основе смолы, то для очистки можно применить ацетон. Иногда для очистки от оксидов применяется кислотный травильный раствор.
Технологические подходы для пайки алюминия
Технология пайки алюминия с флюсом практически ничем не отличается от соединения других металлов.
Весь процесс пайки алюминия припоем можно разделить на следующие этапы:
- Подготовка поверхности. Перед тем, как паять алюминий следует зачистить и обезжирить соединяемые части.
- Установка изделия в рабочее положение. Для выполнения данного этапа могут потребоваться тиски или третья рука.
- Нанесения флюса на место пайки.
- Прогрев изделия при помощи электрического паяльника или газовой горелки.
- Нанесение припоя или паяльной пасты на необходимые участки. Для этой роли подойдет цинковые или медные припои. Иногда могут понадобиться высокотемпературные припои, обеспечивающие хорошую механическую фиксацию изделия.
Обратите внимание! Процесс соединения алюминиевых изделий должен производиться в хорошо проветриваемом помещении, поскольку при плавлении припоя выделяются ядовитые соединения металлов. Схема пайки алюминиевых труб. Схема пайки алюминиевых труб
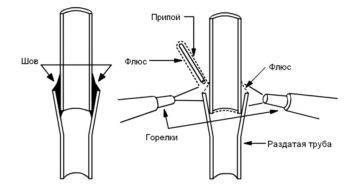 Схема пайки алюминиевых труб.
Схема пайки алюминиевых труб.
Важно помнить, что при пайке бесфлюсовым припоем следует осуществлять чиркающие движения паяльником, дабы обеспечить взаимодействие компонентов припоя и металла. Проведение работ при помощи специального паяльника со скребком даст хороший результат в таких случаях:. Проведение работ при помощи специального паяльника со скребком даст хороший результат в таких случаях:
Проведение работ при помощи специального паяльника со скребком даст хороший результат в таких случаях:
- пайка алюминиевой посуды;
- пайка алюминиевых проводов;
- пропай поверхности, не подверженной сильным механическим нагрузкам;
- соединение мелких деталей.
Пайка массивных алюминиевых деталей и толстых стержней должна проводиться при помощи сварки или горелки. Сварка не всегда подходит из-за высокой температуры дуги, расплавляющей металл. Поэтому, большинство специалистов предпочитают использовать горелки.
Наилучший эффект достигается при непрерывной пайке горелкой. Если, по какой-то причине процесс пайки пришлось остановить, следует полностью прогреть весь шов, дабы обеспечить равномерное распределение припоя и избавиться от не пропаянных мест.
Процесс пайки алюминиевых стержней при помощи горелки подразделяется такие этапы:
- Очистка металла от грязи и подготовка поверхности, путем шлифовки.
- Разогрев всей поверхности массивных изделий при помощи горелки.
- Удаление всех легковоспламеняющихся материалов с рабочего места.
- Включение вытяжки для нейтрализации едких испарений припоя.
- Подготовка проволочного припоя.
- Подготовка флюса марок Ф-59А, Ф-61А или Ф-64А.
Допускается прогрев металла до ярко-оранжевого цвета. В таком виде металл не плавится, а припой ложится максимально равномерно.
Паяные при помощи горелки изделия имеют более качественный шов и могут похвастаться хорошими механическими свойствами.
 Флюс для пайки алюминия.
Флюс для пайки алюминия.
Наиболее сложным и в то же время качественным методом соединения алюминиевых изделий является сварка. Данный способ затрудняется из-за низкой температуры плавления металла.
Квалифицированные специалисты чаще всего сваривают алюминиевые изделия следующими методами:
- сварка при помощи электродов с покрытием;
- сварка с использованием защитного газа.
Первый вариант сварки имеет следующие недостатки:
- низкая прочность сварного шва;
- сильное разбрызгивание металла при варке;
- плохая отделимость шлака от шва.
Сварки в атмосфере из инертного газа не обладает заметными недостатками и считается наилучшим методом соединения алюминиевых деталей.
Этапы пайки алюминия
Пайка алюминиевых предметов особо ничем не отличается от соединения других металлических материалов:
- Сначала необходимо зачистить и обезжирить место будущего соединения.
- Уже после все элементы устанавливаются в рабочее положение.
- На необходимый участок наносят флюс и изделие начинают нагревать при помощи паяльника или горелки.
- Когда наблюдается повышение температуры, то пруток припоя плавится, им необходимо постоянно касаться поверхности элементов, тем самым контролируя процесс.
 Необходимо запомнить, что пайку следует производить в хорошо проветриваемом помещении, поскольку в процессе нагревания выделяются опасные соединения.
Необходимо запомнить, что пайку следует производить в хорошо проветриваемом помещении, поскольку в процессе нагревания выделяются опасные соединения.
Если применяется бесфлюсовый припой, тогда необходимо знать о некоторых нюансах работы. Чтобы оксидная плёнка не мешалась, надо концом прутка выполнить царапающие движения по участку элемента. Таким образом, оксидная целостность будет нарушаться, а припой пойдёт в контакт с обрабатываемым металлом.
Разрушить оксидный слой можно и другими способами. Обрабатываемый участок нужно поцарапать металлической щёткой или прутком из нержавеющей стали.
Чтобы обеспечить максимальную прочность соединения, необходимо обработать участки лужением.









Как удалить оксидную пленку?
Оксидная пленка алюминия удаляется двумя способами: механическим и химическим. Оба способа удаляют оксид алюминия в безвоздушной среде, то есть без доступа кислорода. Начнем с самого сложного, но самого правильного и надежного метода удаления — химического.
Осаждать медь или цинк
Химический метод пайки основан на предварительном осаждении меди или цинка на алюминий путем электролиза. Для этого на нужное место наносят концентрированный раствор медного купороса и в свободном месте подключают минус аккумуляторной батареи или лабораторного источника питания. Затем берут кусок медной (цинковой) проволоки, подключают на него плюс и погружают в раствор.
Благодаря процессу электролиза медь (цинк) осаждается на алюминий и на молекулярном уровне прилипает к нему. Затем поверх меди осуществляется пайка алюминия. Правда непонятно как все это проходит через оксидный барьер. Думаю, что в этой инструкции пропущен этап царапания алюминия под пленкой медного купороса или другого химического воздействия. Хотя практика из видеоролика ниже показывает, что можно и не царапать.
стандартными флюсами
Использовать масло без воды
Второй по сложности метод заключается в удалении оксида алюминия . При этом масло должно содержать минимум воды — подойдет трансформаторное или синтетическое масло. Можно подержать масло при температуре 150 — 200 градусов несколько минут, чтобы из него испарилась вода и оно не брызгало при нагреве.
Под масляной пленкой также нужно заняться удалением окисла. Можно потереть наждачкой, поцарапать скальпелем или использовать зазубренное жало. Когда мне нужно было запаять радиатор охлаждения двигателя, я вычитал способ со стружкой. Берем гвоздь, пилим его напильником, чтобы получить стальную стружку.
Далее на место пайки наносим масло и сыпем стружку. Паяльником с широким жалом пытаемся потереть место пайки, так чтобы между жалом и алюминием была стружка. В случае с массивным радиатором, я дополнительно грел место лужения .
Затем берем припой на жало каплей, погружаем в масло на место пайки и опять растираем. Для лучшего лужения можно добавить канифоли или другой флюс. Происходит так называемая наплавка под слоем флюса. В видеоролике хорошо показана пайка алюминия с маслом.
Паять активным флюсом
Существуют отдельно разработанные активные флюсы для пайки алюминия. Обычно в них входят кислоты (ортофосфорная, ацетилсалициловая кислота) и соли (натриевая соль борной кислоты). Строго говоря, канифоль тоже состоит из органических кислот, но на практике она дает слабый результат на алюминии.
В силу своей активности, кислотные флюсы обязательно нужно смывать после пайки. После первой смывки можно дополнительно нейтрализовать кислоту щелочью (раствором соды) и смыть второй раз.
Активные флюсы дают хороший и быстрый результат, однако пары этого флюса вдыхать прямо запрещается. Пары раздражают слизистые, повреждают их или могут попасть в кровь через дыхательные пути.
Пайка погружением во флюс
Технология
Пайка алюминия погружением широко и успешно применяется многие годы, особенно при изготовлении сложных конструкций. Этот метод позволяет быстрый и однородный нагрев и, кроме того, обеспечивает очень узкие размерные допуски.
Детали перед пайкой подвергают очистке, собирают и плотно соединяют друг с другом вместе с установленным в месте соединения припоем. Всю эту конструкцию подогревают в печи примерно до 540 ºС, а затем погружают в расплавленный флюс на 1-2 минуты (рисунки 2 и 3). Предварительный нагрев позволяет избежать падения температуры флюса в ванне.
Рисунок 2 – Пайка погружением во флюс

Рисунок 3 – Производственный процесс пайки погружением
При пайке погружением температуру расплавленного флюса можно контролировать с точностью ±3 ºС. Это значительно лучше точности, которая может быть достигнута на любом другом нагревательном оборудовании. Это позволяет применять припои с температурой ликвидус, которая только на 5-6 ºС ниже температуры солидус основного металла. Метод пайки погружением в расплавленный флюс лучше всех подходит для соединения деталей с различными толщинами стенок и размеров. С другой стороны, этот метод требует большого расхода флюсов.
Недостатки
Одним из недостатков этого метода является то, что требуется трудоемкая операция очистки изделия после пайки для удаления остатков флюса. Это накладывает также определенные ограничения на конструкцию изделия, чтобы избежать возможных воздушных пробок.
Другим недостатком метода пайки погружением является то, что он создает значительные проблемы для окружающей среды, При пайке этим методом выделяют пары, которые обладают сильной коррозионной активностью, а также большое количество сточных вод. Поэтому этот метод находит все меньшее применение.
Пошаговая инструкция
Технология пайки зависит от способа выполнения работ. Но подготовительный этап практически идентичен во всех случаях. Начинать работу следует со следующих операций:
- обезжиривание поверхности заготовки с помощью растворителя, например, бензина или ацетона;
- зачистка оксидной пленки, которую можно выполнить с помощью металлической щетки, наждачной бумаги или другого абразивного материала.
Затем следует подогреть место паяльных работ. В зависимости от размеров предмета можно сделать это с помощью паяльника или горелки. При этом следует соблюдать несколько рекомендаций:
- Не рекомендуется перегревать поверхность – это может привести к расплавлению алюминия. Контроль нагрева можно проводить с помощью припоя, если он при касании к заготовке начинает плавиться, то это значит, что температура нагрева оптимальна и последующий нагрев стоит прекратить.
- Не нужно использовать дополнительное насыщение кислородом, что может привести к химической реакции с алюминием и созданию оксидной пленки.
Выполнение паяльных работ стоит проводить в зависимости от типа нагревательного предмета. При использовании газовой горелки нужно приложить припой с флюсом к рабочей поверхности с последующим его нагревом.
Посредством контроля скорости движения припоя и температуры воздействия можно создавать шов, желаемый толщины и структуры. Для повышения качества работы рекомендуется предварительное лужение места обработки и обработка антикоррозийным средством.
Сварка проводов инвертором
Использование такого устройства является наиболее предпочтительной, так как проводить сварку медных и алюминиевых проводов инвертором гораздо легче, чем самодельными сварочными аппаратами. Это прибор универсального плана, сила тока в котором регулируется в диапазоне до 160 Ампер. Кроме того, что он может сваривать скрутки, это позволяет выполнять работы с металлом толщиной до 5 мм – для домашнего использования такой мощности обычно более чем достаточно.
Обычно такой прибор это прерогатива профессионалов, которые постоянно сталкиваются со сварочными работами, но при этом его можно смело рекомендовать новичкам, которые только осваивают сварку скруток своими руками. Функция «горячего старта», защита от залипания электрода и возможность работы даже при перепадах напряжения позволят начинающему сварщику быстро освоить азы этого ремесла, а профессионалу всегда приятно работать с хорошим инструментом.
Суть
Для осуществления качественного процесса, необходимо использовать различные вспомогательные приспособления, которые требуются по технологии, существующей на протяжении длительного времени.
При пайке алюминия появляются значительные затруднения с оксидной пленкой на поверхности металла, которая образуется практически сразу, и даже после подготовительных процедур. Осуществлять процесс спаивания с помощью горелки, считается гораздо удобнее, чем при помощи пальника, поскольку присутствует наличие необходимой регулировки температуры, благодаря которой, появляется возможность более аккуратной обработки поверхности металла, как тонкого, так и толстого.



![[инструкция] пайка алюминия в домашних условиях](https://stankotk.ru/wp-content/uploads/a/8/b/a8b8497fa6a6ac9681523b422432a4d1.jpeg)






Весьма часто в подобные случаи применяется флюс, и различные химические вещества для обработки. Когда спаивание алюминия газовой горелкой осуществляется в домашних условиях, то предварительный прогрев металла, а также расплавление дополнительных расходных материалов осуществляется проще.

Известно, что алюминий относиться к металлам, которые имеют легкое расплавление, тем самым работа с ними затрудняется, поскольку металл становится сильно текучим, необходим большой опыт, чтобы осуществить качественный процесс. Когда металл начинает растекаться по поверхности, он не сможет заполнить шов, и тем более не получится произвести заделку отверстий и трещин, поэтому потребуются необходимые навыки.
Существует множество разновидностей спаивания металла, поэтому важным моментом является правильный выбор присадочного материала, и припои необходимо подбирать соответственно к предстоящему процессу. Благодаря спаиванию алюминия можно соединять как различные корпусы механизма, включая толстые герметичные емкости, так и обыкновенные провода. Спаивание проводов из алюминия осуществляется довольно легко при помощи горелки, поскольку присутствует наличие необходимой регулировки температуры пламени, а также его интенсивности.

Преимущества
- Процесс спаивания алюминия при помощи газовой горелки считается универсальным, по сравнению с использованием паяльника, поскольку есть возможность в соединении как тонких, так и толстых различных деталей;
- Благодаря газовой горелке можно осуществлять необходимое регулирование интенсивности горения пламени, благодаря чему можно определить температуру, в то время как при использовании паяльника, потребуется иметь в наличии некоторые приспособлений различных мощностей;
- Газовой горелкой можно осуществлять необходимый прогрев поверхности материала, расплавляя припой и флюс;
- Осуществлять процесс спаивания газовой горелкой соответственно долго, поэтому появляется возможность в формировании более качественного соединения;
- После завершения процесса, результат соединения будет гораздо качественнее, чем с использованием паяльника;
- Подобным приспособлением можно практически сразу осуществлять новую работу не дожидаясь пока инструмент остынет.

Недостатки
- Подготовительные работы происходят весьма длительное время;
- Цены для произведения таких работ, весьма дорогие, в отличие от других методов;
- Подобный процесс является очень небезопасным, поскольку из-за емкости, в которой присутствует газ, может образоваться взрыв при воздействии на нее открытого источника пламени, а также в шлангах со временем могут образоваться трещины, что несет негативный эффект на органы дыхания;
- Себестоимость техники для работы весьма дорогостоящая.

Материалы и приспособления

- Основным приспособлением для спаивания считается газовая горелка, через нее поступает газ под давлением. В процессе спаивания, она осуществляет температурное воздействие, благодаря чему расплавляется металл припоя, а еще можно осуществлять нагрев материала. С помощью необходимой регулировки подачи давления можно определять температуру пламени;
- Баллон с газом, размер которого может быть необязательно стандартным. Баллон содержит в себе расходный горючий материал, поэтому его необходимо изолировать на безопасное расстояние от очагов пламени;
- Шланг, который поступает от баллона к горелке. Перед началом процесса рекомендуется им всегда уделять внимания, проверяя их подсоединение, а также целостность их самих;
- Припой для спаивания алюминия, который может оказаться разным в зависимости от предстоящих процедур. Перед осуществлением спаивания газовой горелкой, необходимо также присадочную проволоку в зависимости от основного материала;
- Флюс, благодаря которому улучшается процесс спаивания. Такое вещество в основном применяется для соединения толстых заготовок, но также используется для спаивания различных видом металла, таких как алюминий, или в особо сложных случаях.

Технология пайки
Сложности, возникающие при пайке элементов из алюминия, обусловлены физическими и химическими характеристиками материала. Основные трудности, возникающие при пайке, вызваны:
- Низкой температурой плавления алюминия и сплавов.
- Быстрым окислением с образованием твёрдой плёнки на поверхности материала.
- Хорошей теплопроводностью, с которой связано быстрое распределение температуры.

Для создания прочного соединения нужно определить, с каким именно материалом придётся иметь дело. Чистый алюминий используется довольно редко, а добавки, применяемые для получения разных сплавов, сильно влияют на характеристики материала, а именно:
- Температура плавления чистого алюминия 660 °C, а для сплавов с большим содержанием магния и кремния температура начала плавления составляет 500 °C.
- Меняются механические свойства. Рост содержания магния существенно увеличивает прочность материала.
- Изменяются коррозионные свойства.
Заключение
Пайка алюминия – достаточно простая процедура, навыки которой может без труда освоить любой желающий
При выполнении работ, помимо грамотного выбора расходных материалов, важно качественно удалить оксидную пленку, которая покрывает все алюминиевые поверхности
Слесарь-ремонтник 6-го разряда Алферов Дмитрий Русланович. Опыт – 15 лет: Я занимаюсь пайкой уже 15 лет. Сталкиваясь с алюминием, будь то посуда или автомобильный радиатор, я предпочитаю мощный электрический паяльник с широким жалом. Особой разницы межу лучшим американским припоем HTS-2000 и классическим ПОС-61, я не вижу. Главное, не нарушать требования технологии. Для удаления пленки я предпочитаю метод очистки под слоем масла





