Критерии выбора инструмента
Не стоит забывать о том, что следует провести выбор ножовки по металлу в соответствии с рекомендациями, так как допущенные ошибки могут стать причиной приобретения низкокачественного изделия. Даже незначительные дефекты уменьшают эксплуатационный срок. Основные критерии выбора инструмента по металлу заключаются в нижеприведенных моментах:
Форма зуба выбирается в зависимости от наклона режущей кромочной детали. В большинстве случаев при производстве создается классическая форма, так как она является универсальным вариантом.
Довольно важным параметром назовем шаг расположения зубьев. Слишком большое количество приводит к уменьшению производительности и повышению качества среза. Многие производители указывают этот параметр как один из основных, показатель может варьировать в весьма широком диапазоне.
Длина полотна выбирается в зависимости от размеров заготовки, а также самого инструмента по металлу. Этот показатель варьирует в пределе от 300 до 700 мм
На момент выбора следует уделять внимание тому, чтобы на поверхности не было существенных дефектов. Даже после незначительного изгибания изделие должно восстанавливать свою форму.
Рукоятка выполняется в самых различных вариантах исполнения
Специалисты не рекомендуют отдавать предпочтение изделиям с полой рукояткой, так как она может быстро сломаться. На момент выбора рекомендуют взять изделие в руки, оно должно быть удобным. Рукоятка в последнее время изготавливается из двух материалов, за счет комбинирования обеспечивается длительный эксплуатационный срок. Рифление на поверхности снижает вероятность соскальзывания на момент эксплуатации.
Тип применяемого материала при изготовлении основной части. Чаще всего используется сплав, характеризующийся повышенной устойчивостью к воздействию влаги. За счет этого существенно увеличивается эксплуатационный срок.
Натяжение полотна может проводится самым различным образом. От особенностей применяемого механизма во многом зависит удобство применения устройства, а также срок службы используемого полотна.
При выборе также уделяется внимание функциональности. Как ранее было отмечено, некоторые механизмы позволяют проводить наклон полотна или изменение длины режущей части.
В заключение отметим, что ножовка по металлу является базовым инструментом. Даже после появления болгарки она пользуется большой популярностью, так как может прослужить в течение длительного периода и позволяет проводить обработку труднодоступных мест. Рекомендуется отдавать предпочтение продукции известных брендов, так как она прослужит в течение длительного периода.
Полотно для ножовки по металлу. Как выбрать и как поставить?
Полотно для ножовки по металлу — один из самых недолговечных элементов из всего ассортимента расходников к инструментам. Конечно многое зависит от технологии работы с металлом и навыков использования ножовки, но в первую очередь нужно уметь сделать правильный выбор полотна. Сегодня, мы поговорим о выборе и видах, а также узнаем как с лёгкостью поменять ножовочное полотно.
Виды ножовочных полотен
ГОСТ Р 53411-2009 «Полотна ножовочные по металлу» устанавливает два вида такого инструмента – для машинной и ручной резки. Первых касаться не будем, а вторые выпускаются трёх основных типоразмеров:
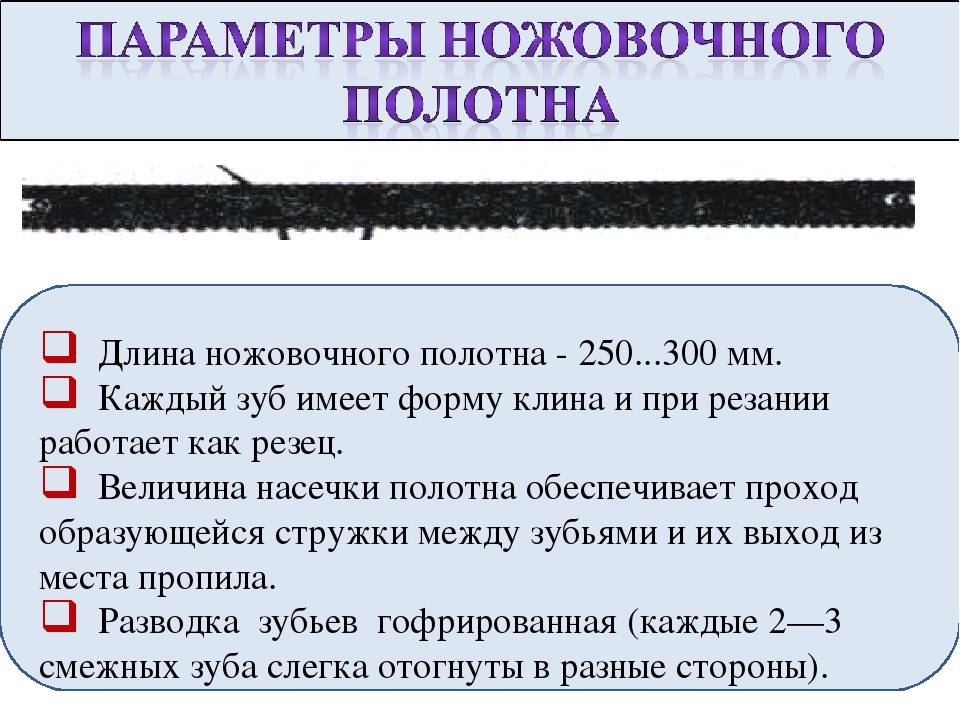
- Одинарные, с расстоянием между крепёжными отверстиями 250±2 мм, при общей длине полотна не более 265 мм;
- Одинарные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм;
- Двойные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм.
При этом толщина полотна s одинарного исполнения — 0,63 мм, двойного – 0,80 мм. Высота с одинарным рядом зубьев составляет 12,5 мм, а с двойным – 20 мм.
ГОСТ регламентирует также значения шага зубьев Р, мм и их количества z, которые для полотен первого типа составляют соответственно 0,80/32, 1,00/24 и 1,25/20. Обладатели более «длинных» ножовок, кроме вышеперечисленных, могут воспользоваться также ножовочными полотнами с параметрами 1,40/18 и 1,60/16.
По марке материала, применяемого для изготовления полотен для ножовок по металлу, производят из инструментальных сталей:
- Марки Х6ВФ.
- Марки В2Ф.
- Быстрорежущей, марок Р6М5, Р12 или Р18.
Ассортимент ножовочных полотен отечественного производства этим и исчерпывается, однако в специализированных торговых сетях широко распространены так называемые алмазные полотна, с поверхностным напылением нитридами титана или иных тугоплавких металлов. Подобные полотна можно легко отличить по цвету: обычные стальные полотна – тёмно-серые, а напылённые могут иметь различную цветовую окраску – от ярко-оранжевой до синей (в зависимости от производителя).
Встречаются также полотна с так называемым карбидо-вольфрамовым напылением, однако они при весьма высокой твёрдости крайне чувствительны к изгибающим напряжениям. Поэтому при резке металла их долговечность незначительна.
Высокая прочность полотен для ножовок по металлу обеспечивается соответствующей термообработкой. На поверхности полотна различают две зоны с различными значениями твёрдости: непосредственно у зубьев она составляет от НRС 64…67 для легированных инструментальных сталей до НRС 73…78 – для быстрорежущих сталей (у алмазных полотен данный параметр достигает НRА 82…84), а в остальной зоне — НRС 44…46. Значительный перепад по твёрдости подтверждает высокую чувствительность изделия к напряжениям изгиба, поэтому стандартом ограничивается также и максимальное усилие, прикладываемое к ручной ножовке. Оно не должно превышать 60 кг при работе с полотнами, шаг зубьев у которых менее 1,4 мм, и 10 кг – для полотен с шагом зубьев более 1,4 мм.
Принципы выбора полотна
- Тип ручной ножовки по металлу, точнее – расстояние между крепёжными отверстиями. Лучше, если оно – изменяемое, тогда для работы подойдёт ножовочное полотно любого типоразмера.
- Предел прочности разрезаемого металла. Если инструмент предполагается задействовать для разделения мягких, пластичных металлов – меди, алюминия и пр., то целесообразно иметь ножовочное полотно с наименьшей твёрдостью. Материалом может быть принята сталь Х6ВФ; у полотен импортного производства на боковой плоскости имеется обозначение HCS. Для разрезания более прочных металлов подходят полотна из быстрорежущих сталей (соответствующая импортная маркировка – HSS).
- Толщина разрезаемого металла и качество поверхности разделения. Зарубежная практика рекомендует использовать в качестве критерия выбора параметр PPI – числа вершин зуба, которое приходится на дюйм длины полотна. Так, для тонких металлов, где требуется получить весьма гладкую поверхность среза, правильным считается значение PPI24. Если для пользователя главное фактор производительности, чем качество, то должно быть PPI
Отрез по кривой косильной лески
Компактные и полноразмерные ножовки могут производить резку по косильной лески любого типа. При необходимости производства округлых разрезов пилу выравнивают так, чтобы она составляла с деталью прямой угол. Дугу медленно поворачивают, чтобы инструмент шел по выбранной косильной лески. Разметку можно сделать с помощью маркера или острого предмета. Выполнять резкие повороты нельзя, это способствует ухудшению качества среза и поломке инструмента.
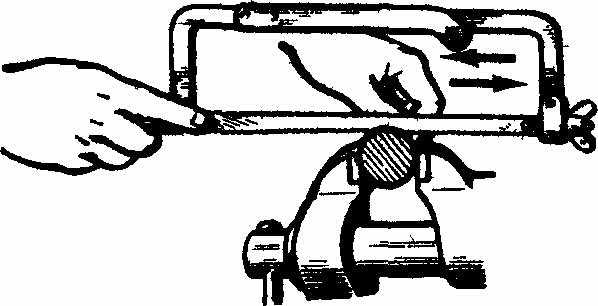
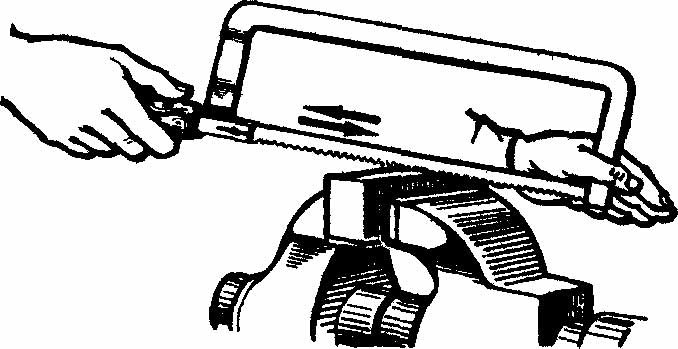
Положение рук (хватка) работающего
а) рукоятку ножовки захватывают пальцами правой руки (большой палец накладывают сверху, остальные пальцы поддерживают рукоятку снизу), конец ручки упирают в ладонь (рис. б). Не следует вытягивать указательный палец вдоль ручки и глубоко захватывать рукоятку, так как конец ее будет выходить из кисти, что может привести при работе к травме руки
б) левой рукой держать рамку ножовки, как показано на рис. — в. Четырьмя пальцами охватывать барашек и натяжной болт, а не одну только рамку; если делать иначе, будет тяжело устранить покачивание ножовки во время работы.
Резка металла без поворота ножовочного полотна
а) нанести мелом разметочную риску места разреза;
б) закрепить деталь в тиски в горизонтальном положении так, чтобы отрезаемая часть находилась справа или слева от тисков. Линия резки должна находиться в 15—20 мм от губок тисков;
в) трехгранным напильником по разметочной риске сделать в месте разрезания небольшой (1,5—2 мм) пропил, чтобы ножовочное полотно в начале резания не скользило, а врезалось в деталь.
Для правильного начала резки на неразмеченной детали у места реза ставят ногтем большой палец левой руки и полотно ножовки прижимают вплотную к ногтю, ножовку держат только правой рукой. Указательный палец этой руки вытягивают вдоль руки сбоку. Это обеспечивает устойчивое положение ножовки во время начала реза;
г) при резании соблюдать следующие правила: в работе должно участвовать не менее 3/4 ножовочного полотна; делать 40—50 рабочих движений в минуту; нажим на ножовку делать только при движении вперед; заканчивая разрезание, поддерживать отрезаемый кусок рукой.
Резка полосового и квадратного металла
1. Закрепить заготовку в тисках так, чтобы она выступала над губками тисков на 15—20 мм и линия реза была перпендикулярна губкам тисков.
2. Трехгранным напильником в месте реза сделать неглубокий пропил для лучшего направления ножовки.
3. В начале реза ножовку наклонить немного в сторону от себя (или на себя). По мере врезания наклрн постепенно уменьшать до тех пор, пока рез не дойдет до противоположной кромки заготовки. Затем осуществлять резку при горизонтальном положении ножовки.
4. Резать металл не по ширине, а по узкой стороне; это, однако, можно допустить только в том случае, когда ширина стороны больше, чем 2,5 шага зубьев полотна.
Примечание. Ножовкой можно резать полосовой материал только в том случае, если его толщина больше расстояния трех зубьев ножовочного полотна. Более тонкий материал зажимают в тиски между двумя деревянными брусками и разрезают.
Резка тонкого листового металла
1. Подготовить деревянные бруски (плоские).
2. Зажать между плоскими деревянными брусками по одной или несколько штук заготовок.
3. Установить бруски вместе с заготовками в слесарных тисках.
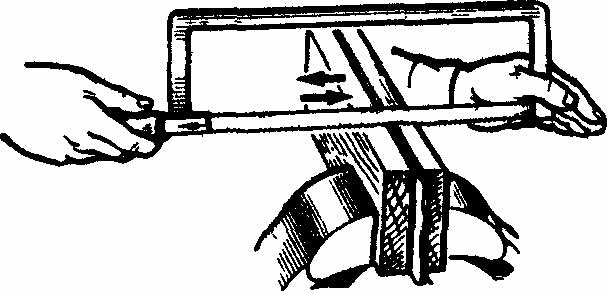
4. Резать заготовки вместе с брусками.







Виды ножовочных полотен и их конструкция
Не стоит забывать о том, что производство рабочего ножовочного полотна проводится в соответствии с установленным стандартам в ГОСТ 53411-2009. Указанная информация в этой нормативно-технической документации определяет выделение двух основных групп: для машинной и ручной резки. Стоит учитывать, что машинное ножовочное полотно по металлу приобретается крайне редко, так как подобное оборудование применяется крайне редко. Для ручной ножовки проводится выпуск следующих вариантов исполнения:
- Одинарное полотно ножовочное по металлу с расстоянием между крепежными элемента 250 мм. При этом общий показатель длины составляет 265 мм. Подобный вариант исполнения подходит для инструмента, который применяется в случае отсутствия необходимости в большой производительности.
- Одинарные варианты исполнения с расстоянием между двумя крепежными элемента 300 мм. Общий показатель длины составляет 315 мм.
- Для большей производительности проводится установка двойного ножовочного полотна. Длина этого варианта исполнения, как и предыдущего.
Регламентировано значение и шага расположения, так как подобный показатель определяет многие эксплуатационные характеристики.
При изготовлении подобного изделия могут применяться самые различные сплавы, от чего во многом зависят основные эксплуатационные характеристики. Наибольшее распространение получили следующие сплавы:
- Х6ВФ.
- В2Ф.
- Быстрорежущие сплавы, к примеру, Р5М5 и Р12.
Полотно ножовочное с карбид вольфрамовым напылением в последнее время довольно распространено, так как характеризуется повышенной износостойкостью. Стоит учитывать, что напыление может иметь самую различную расцветку, в продаже встречаются синие варианты исполнения, обычная сталь темно-серая.


Рассматриваемое вольфрамовое полотно ножовочное характеризуется тем, что при высокой твердости рабочей поверхности структура характеризуется высокой чувствительностью к изгибающей нагрузке. Именно поэтому при небрежной резке металла прослужить долго подобное изделие не сможет.
Достигнуть высокого показателя прочности производители могут за счет проведения термической обработки. При этом стоит учитывать следующее:
- Основная часть изделия характеризуется твердостью поверхностного слоя около HRC 44-46.
- В зависимости от типа применяемого материала при изготовлении твердость зуба варьирует в пределе HRC от 64 до 67. Этот показатель свойственен легированных сплавам. Быстрорежущая сталь характеризуется тем, что имеет твердость HRC в диапазоне 73-78 единиц.
Не стоит забывать о том, что значительные перепады твердости становятся причиной чувствительности изделия к изгибанию. Инструмент рассчитан на различную нагрузку, она не должна превышать 60 кг при шаге 1,4 мм, а также 10 кг при шаге зуба менее 1,4 мм.
Довольно большое количество разновидностей подобного изделия определяет то, что с подбором подходящего варианта исполнения не возникает серьезных проблем.
Полотно для ножовки по металлу. Как выбрать и как поставить?
Полотно для ножовки по металлу — один из самых недолговечных элементов из всего ассортимента расходников к инструментам. Конечно многое зависит от технологии работы с металлом и навыков использования ножовки, но в первую очередь нужно уметь сделать правильный выбор полотна. Сегодня, мы поговорим о выборе и видах, а также узнаем как с лёгкостью поменять ножовочное полотно.
Виды ножовочных полотен
ГОСТ Р 53411-2009 «Полотна ножовочные по металлу» устанавливает два вида такого инструмента – для машинной и ручной резки. Первых касаться не будем, а вторые выпускаются трёх основных типоразмеров:
- Одинарные, с расстоянием между крепёжными отверстиями 250±2 мм, при общей длине полотна не более 265 мм;
- Одинарные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм;
- Двойные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм.
При этом толщина полотна s одинарного исполнения — 0,63 мм, двойного – 0,80 мм. Высота с одинарным рядом зубьев составляет 12,5 мм, а с двойным – 20 мм.
ГОСТ регламентирует также значения шага зубьев Р, мм и их количества z, которые для полотен первого типа составляют соответственно 0,80/32, 1,00/24 и 1,25/20. Обладатели более «длинных» ножовок, кроме вышеперечисленных, могут воспользоваться также ножовочными полотнами с параметрами 1,40/18 и 1,60/16.
По марке материала, применяемого для изготовления полотен для ножовок по металлу, производят из инструментальных сталей:
- Марки Х6ВФ.
- Марки В2Ф.
- Быстрорежущей, марок Р6М5, Р12 или Р18.
Ассортимент ножовочных полотен отечественного производства этим и исчерпывается, однако в специализированных торговых сетях широко распространены так называемые алмазные полотна, с поверхностным напылением нитридами титана или иных тугоплавких металлов. Подобные полотна можно легко отличить по цвету: обычные стальные полотна – тёмно-серые, а напылённые могут иметь различную цветовую окраску – от ярко-оранжевой до синей (в зависимости от производителя).
Встречаются также полотна с так называемым карбидо-вольфрамовым напылением, однако они при весьма высокой твёрдости крайне чувствительны к изгибающим напряжениям. Поэтому при резке металла их долговечность незначительна.
Высокая прочность полотен для ножовок по металлу обеспечивается соответствующей термообработкой. На поверхности полотна различают две зоны с различными значениями твёрдости: непосредственно у зубьев она составляет от НRС 64…67 для легированных инструментальных сталей до НRС 73…78 – для быстрорежущих сталей (у алмазных полотен данный параметр достигает НRА 82…84), а в остальной зоне — НRС 44…46. Значительный перепад по твёрдости подтверждает высокую чувствительность изделия к напряжениям изгиба, поэтому стандартом ограничивается также и максимальное усилие, прикладываемое к ручной ножовке. Оно не должно превышать 60 кг при работе с полотнами, шаг зубьев у которых менее 1,4 мм, и 10 кг – для полотен с шагом зубьев более 1,4 мм.
Принципы выбора полотна
- Тип ручной ножовки по металлу, точнее – расстояние между крепёжными отверстиями. Лучше, если оно – изменяемое, тогда для работы подойдёт ножовочное полотно любого типоразмера.
- Предел прочности разрезаемого металла. Если инструмент предполагается задействовать для разделения мягких, пластичных металлов – меди, алюминия и пр., то целесообразно иметь ножовочное полотно с наименьшей твёрдостью. Материалом может быть принята сталь Х6ВФ; у полотен импортного производства на боковой плоскости имеется обозначение HCS. Для разрезания более прочных металлов подходят полотна из быстрорежущих сталей (соответствующая импортная маркировка – HSS).
- Толщина разрезаемого металла и качество поверхности разделения. Зарубежная практика рекомендует использовать в качестве критерия выбора параметр PPI – числа вершин зуба, которое приходится на дюйм длины полотна. Так, для тонких металлов, где требуется получить весьма гладкую поверхность среза, правильным считается значение PPI24. Если для пользователя главное фактор производительности, чем качество, то должно быть PPI
Отрез по кривой косильной лески
Компактные и полноразмерные ножовки могут производить резку по косильной лески любого типа. При необходимости производства округлых разрезов пилу выравнивают так, чтобы она составляла с деталью прямой угол. Дугу медленно поворачивают, чтобы инструмент шел по выбранной косильной лески. Разметку можно сделать с помощью маркера или острого предмета. Выполнять резкие повороты нельзя, это способствует ухудшению качества среза и поломке инструмента.
Сложные работы с ручной ножовкой
Использовать ручную ножовку можно не только для работ, связанных с резом по прямой линии, но и для более сложных. Прежде чем производить какой-то фигурный отрез, необходимо предварительно отчертить маркером или карандашом точную линию, по которой мастер будет производить отрезку
Чтобы отрезать фигурную дугообразную линию, важно держать полотно ножовки строго перпендикулярно торцу детали и вовремя работы постепенно поворачивать дугу, согласно отмеченной линии. Если не быть внимательным к плавности и аккуратности поворота ножовочного полотна, то увеличивается вероятность его поломки
Для того, чтобы вырезать внутренний угол в металлическом листе, вначале необходимо высверлить в нем отверстие, в которое свободно может войти полотно. После этого можно производить рез в любом направлении.
Иногда, сталкиваясь со сложными заготовками или работами, мастер просто не в состоянии использовать ножовку, потому что ее каркас не позволяет проникнуть в труднодоступные места. В таких ситуациях иногда допускается снятие ножовочного полотна с рамы и произведение работ одним полотном. Для того, чтобы себя обезопасить, необходимо обмотать два конца полотна ветошью, чтобы во время работы не травмировать руки. Хотя такие работы не всегда выполнять легко, но для достижения результата можно пойти и на такие меры.
Выбор, покупка и использование ручной ножовки – это вопрос правильного подхода к покупке и работе. Те, кто готовы заплатить за качество, пользуются инструментом долго, эффективно и уверенно. Для настоящих мастеров играет большую роль не столько стоимость, сколько высокое качество ручной ножовки, поэтому они выбирают только тех производителей, которые зарекомендовали себя надежными.
Хорошая ножовка по металлу – отличный инструмент в руках профессионала!
Выбор ножовочного полотна
Выбирая полотно ножовочное характеристиками, которым необходимо уделить особое внимание, являются размер детали и материал. Размер детали определяет возможность использования полотна определенной длины и ширины
Твердость и вязкость материала влияют на выбор шага полотна и величины зуба. Существуют следующие рекомендации:
- Жесть, кровельное железо и пр. сходные по толщине материалы – шаг 0,8 мм.
- Тонкостенные трубы, тонкий стальной профиль – около 1 мм.
- Толстостенные трубы и другие подобные материалы – не менее 1,25 мм.
- Чугун, пластик – 1,2 – 1,5 мм.
Читать также: Почему сгорает диодный мост генератора
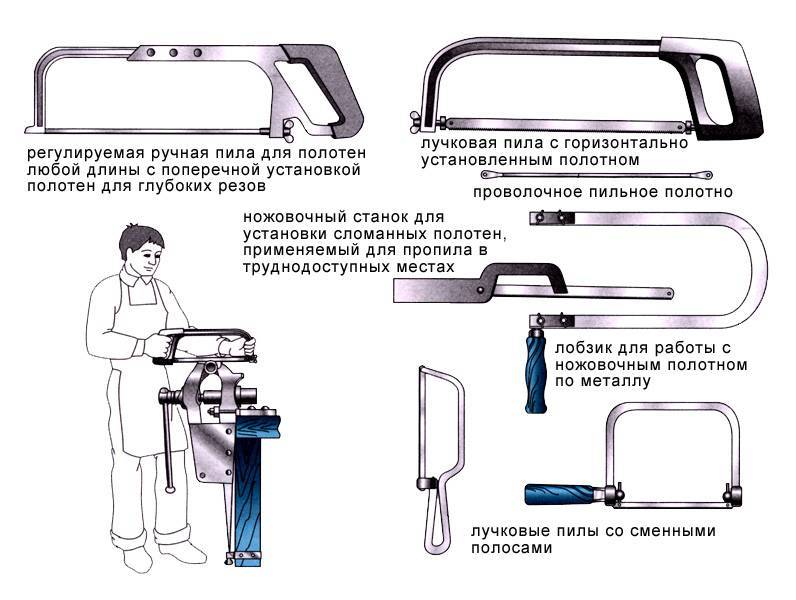
Виды ножовок по металлу и их применение
Ручная ножовка такого типа весьма популярна, поскольку отлично подходит для аккуратного распила не только металлоконструкций, но и деталей из пластика, керамики, а также ламината, дерева и оргстекла.
В продаже представлены как домашние обычные модели, которые прекрасно подходят для успешного проведения разнообразных ремонтных работ, так и более профессиональные ножовки, они отличаются возможностью регулировки угла наклона полотна (на 45°, 90°, 180°).
Также имеются ножовки-ручки, которые отличаются минимальным размером полотна, что позволяет осуществлять распил материалов в труднодоступных местах.
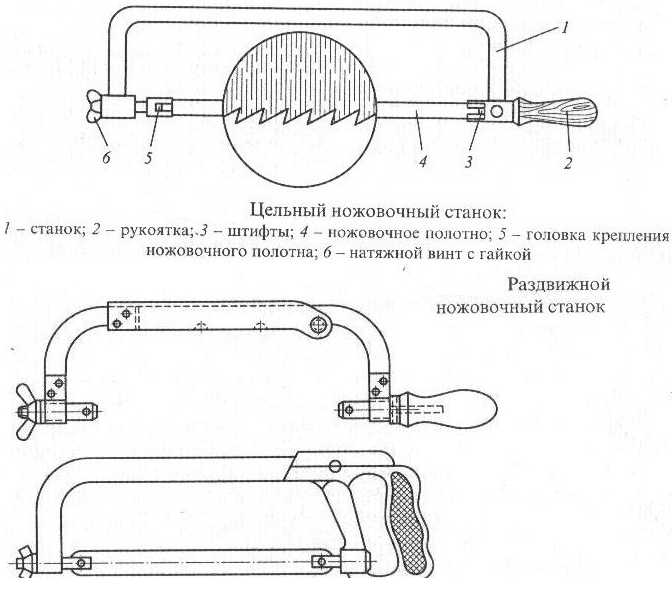
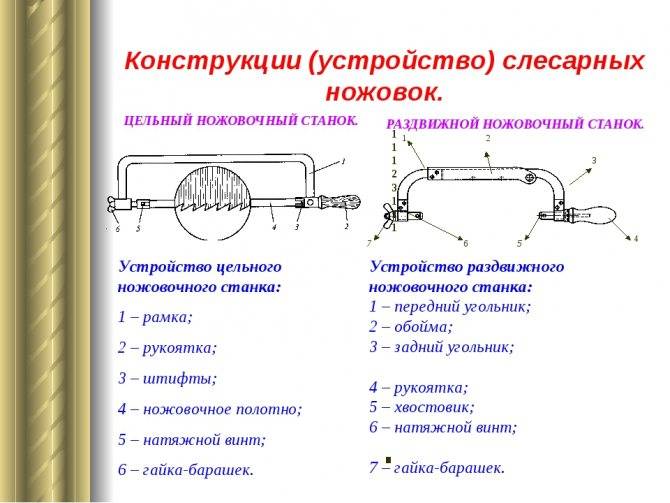
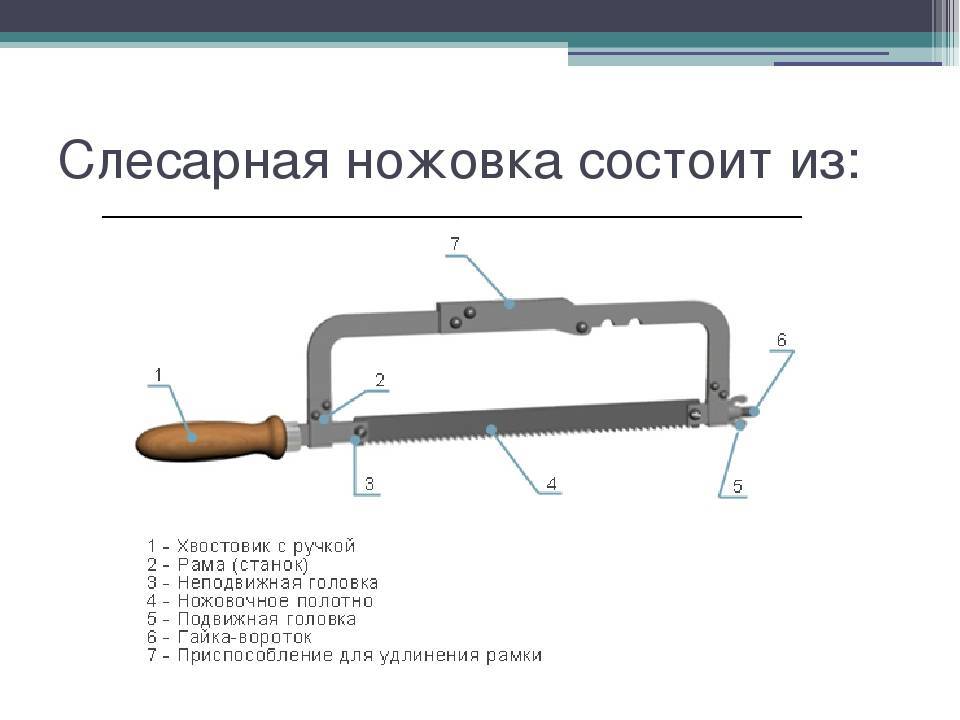
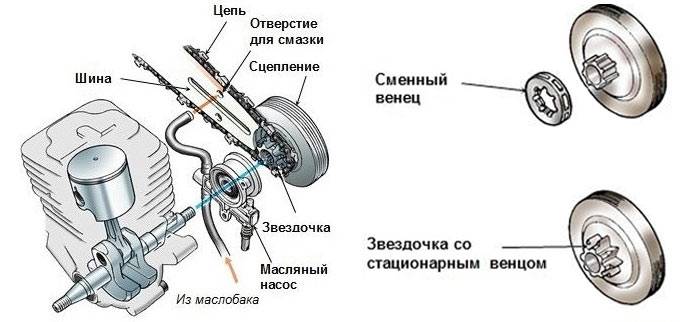
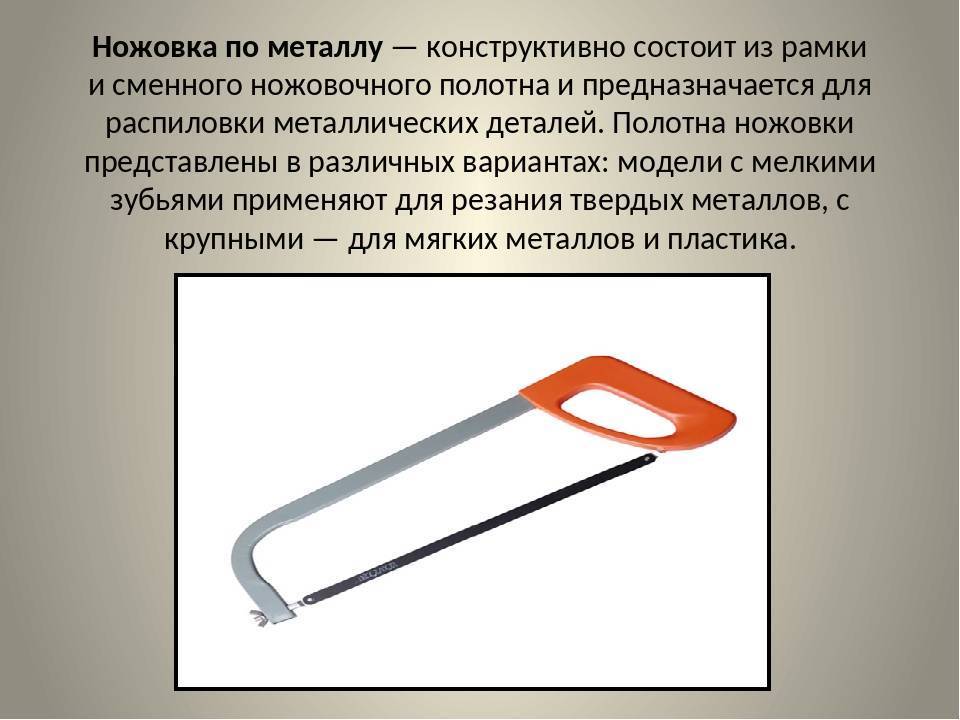
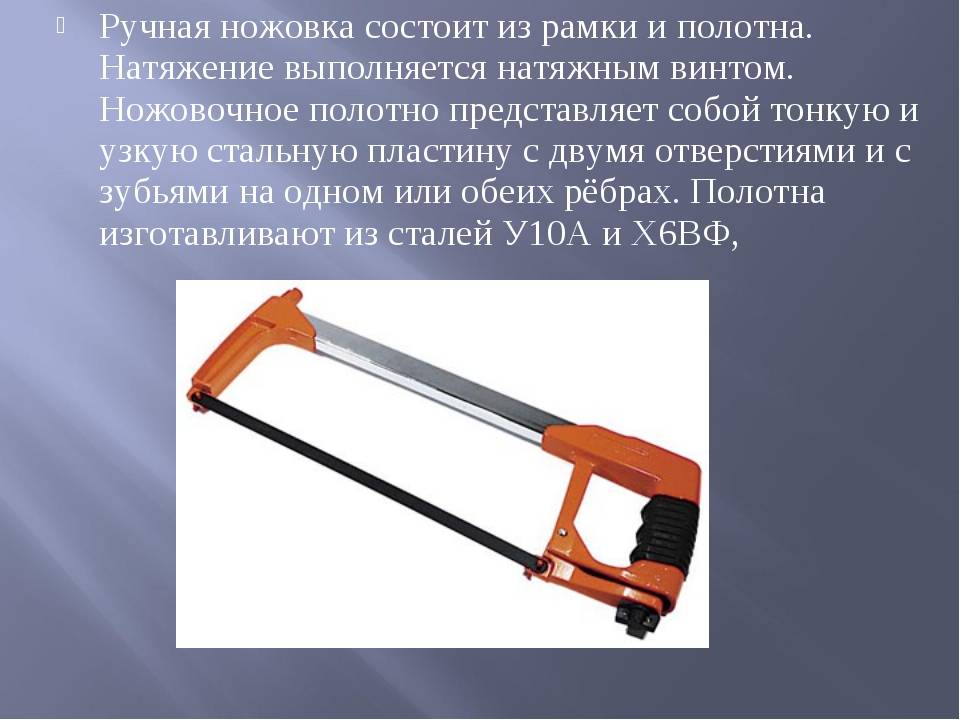
В общем, конструкция ножовки для работы с металлом выглядит следующим образом:
- Рамка, которая предназначена для надежного фиксирования режущего полотна.
- Рукоятка, которая должна быть максимально комфортной в применении. В противном случае невозможно будет распиливать материал на протяжении длительного срока.
- Рабочее полотно, которое является съемным элементом и по своей сути представляет тонкую ленту с рядом мелких зубьев. Но стоит понимать, что полотно очень гибкое, поскольку довольно тонкое. Поэтому при использовании такой ножовки необходимо быть максимально осторожным, чтобы исключить её преждевременную поломку.
Помимо этого, необходимо обращать внимание на наличие закалки зубьев. Такие модели ножовок имеют увеличенный срок эксплуатации и более продуктивны в работе изделиями повышенной твердости
При использовании ручной ножовки по металлу следует придерживаться следующих рекомендаций:
важно занять устойчивую позицию, должен быть упор на ноги, а работу стоит осуществлять двумя руками;
лучше всего, если заготовка будет закреплена тисками;
важно, чтобы полотно во время работы не ходило из стороны в сторону, иначе в какой-то момент оно попросту сломается;
стоит осуществлять правильные движения пилой, а именно при движении инструмента вперед осуществлять прижим, а при возврате — его обязательно ослаблять, дабы исключить затупление зубьев.
Чтобы правильно подобрать инструмент для обработки металла, необходимо принимать во внимание следующие основные рабочие параметры:
Длина полотна. В этой ситуации необходимо выбирать тот инструмент, с которым будет максимально удобно работать
Но если ножовка подбирается для конкретной цели, то важно помнить, что длина режущей части должна быть в 2 раза больше диаметра распиливаемой детали.
При подборе рукоятки, конечно же, лучше остановить свой выбор на моделях с прорезиненными ручками
Не рекомендуется подбирать инструмент с пустотелой ручкой, которая не столь надежна в применении.
При выборе рабочей части (полотна) стоит обращать внимание на форму зубьев и шаг расположения. Чем более твердый материал необходимо распиливать, тем более крупными должны быть зубья.
При работе с ножовкой рано или поздно понадобится осуществлять замену полотна
И в этой ситуации не стоит забывать обращать внимание на нанесенные стрелки, которые предусмотрены для некого ориентира и правильного крепления рабочей ленты. Если установить полотно неправильно, то скорость работы гораздо уменьшится
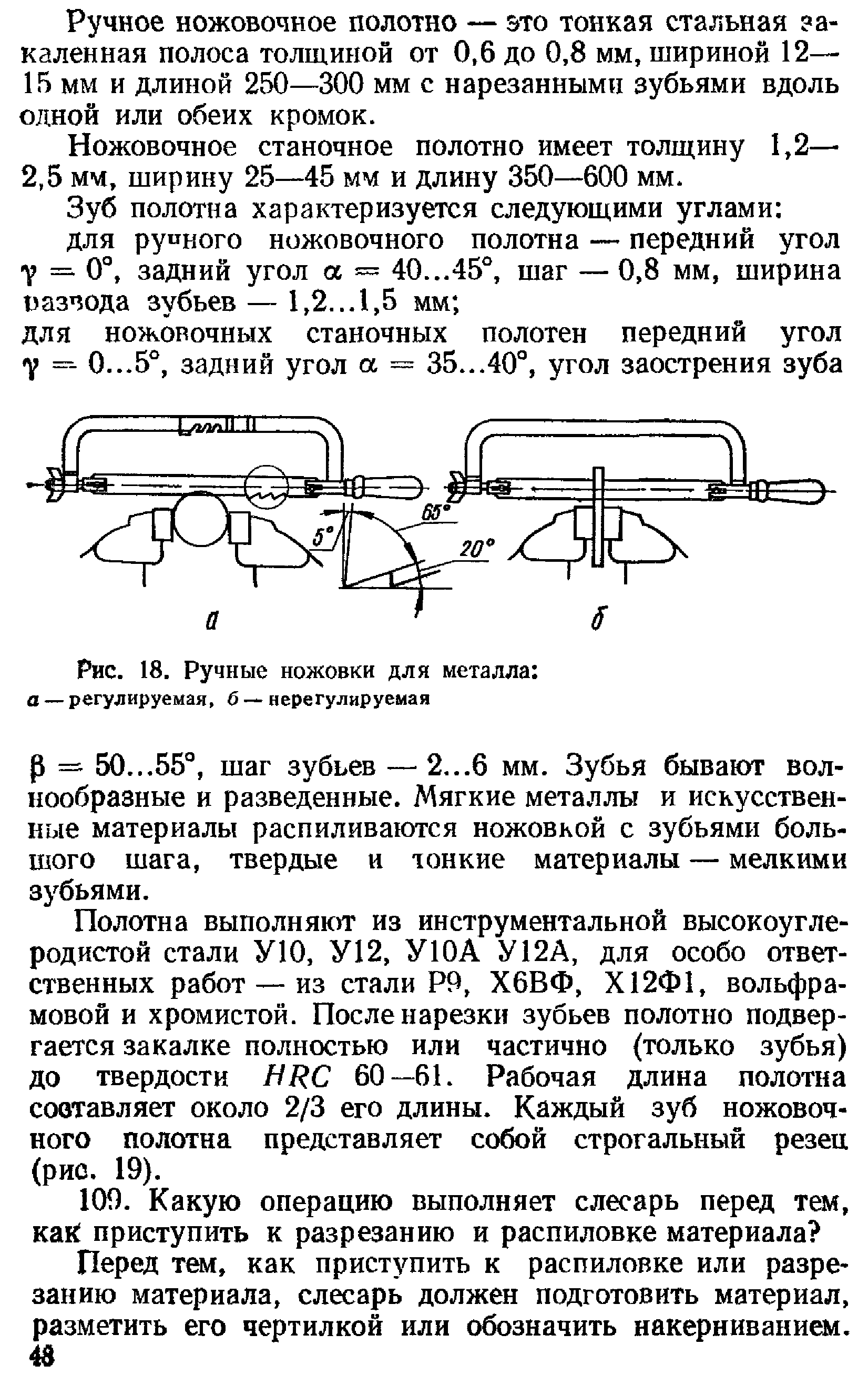
Разновидности зубьев
Как ранее было отмечено, зуб может быть обычным или закаленным. Также классификация проводится в зависимости от предназначения инструмента:
- Для продольного пиления. В этом случае рабочая часть напоминает косоугольные треугольники, которые внешне напоминают крючки. За счет подобной формы есть возможность проводить пиление вдоль волокон. Подобный вариант исполнения имеет заточу с обеих сторон, за счет чего механическая обработка совершается при движении полотна в обоих направлениях.
- Для поперечного пиления. Зуб в этом случае напоминает форму равнобедренного треугольника, за счет чего существенно упрощается процедура снятия материала при движении пилы в обоих направлениях. Стоит учитывать, что этот вариант исполнения подходит исключительно для работы с сухим материалом.
- Смешанное пиление. В этом случае ножовка по дереву имеет комбинированную рабочую часть. За счет этого при движении вперед происходит снятие материала, при обратном ходе расширение канала. Именно поэтому можно быстро провести пиление даже больших изделий.

Именно от формы зуба зависит область применения инструмента. Не стоит забывать о том, что каленный вариант исполнения может прослужить в течение длительного периода, но из-за повышенной твердости металла повторная заточка практически не возможна.










Особенности
Для каждого вида материала существует свое режущее полотно.
Ножовочное полотно по металлу представляет собой узкую металлическую полосу с размещенными на ней тонкими зубьями. Рамы выполняются внешне похожими на буквы С, П. Устаревшие модели рам оснащались деревянными или металлическими ручками, размещавшимися параллельно лезвию. Современные модели изготавливаются с ручкой «пистолетного» типа.
Ножовочное полотно для работы с древесиной – самый распространенный столярный вариант изделия. Применяется для обработки и распила фанеры, разнообразных по плотности деревянных строительных материалов. Конструкция ручных пил специально оборудована скошенной рабочей поверхностью, сбоку на полотне располагаются зубчики.
Для работы с бетоном полотно отличается более крупными зубчиками на режущей кромке. Оснащено напайками из твердосплавных металлов. Благодаря этому становится возможно распиливать бетонные конструкции, пеноблоки, пескобетон.
Для обработки металлических изделий применяются полотна с шириной шага около 1,6 мм, на пилке длиной 25 мм расположено до 20 зубцов.
При обработке металлических изделий, обладающих различным показателем твердости, применяются пилки с определенным количеством зубцов:
- угловая и другая сталь – 22 зубца;
- чугун – 22 зубца;
- закаленный материал – 19 зубцов;
- мягкий металл – 16 зубцов.
Для того чтобы пилка не застревала в обрабатываемом изделии, стоит предварительно выполнить разводку зубцов. Рассмотрим, по какому принципу производится разводка.
- Ширина разреза больше толщины рабочего полотна.
- Ножовочные пилки с шириной шага зубьев около 1 мм должны быть выполнены в волнистой разводке. Каждую пару смежных зубцов необходимо отгибать в разные направления приблизительно на 0,25-0,5 мм.
- Пластина с шагом более 0,8 мм разводится гофрированным методом. Первые несколько зубцов отводятся на левую сторону, следующие зубья – вправо.
- При среднем шаге около 0,5 мм первый зуб отводят в левую сторону, второй оставляют на месте, третий – в правую сторону.
- Пластина с крупным шагом до 1,6 мм – каждый зубец отводится в противоположные направления. Необходимо, чтобы разводка заканчивалась на расстоянии не больше 3 см от торца полотна.
d
Н14
250
265
12,5
0,63
0,80
32
4,0
1,00
24
1,25
20
300
315
0,80
32
1,00
24
1,25
20
1,40
18
1,60
16
Таблица 2 — Размерымашинныхполотен
Размерывмиллиметрах