Общие характерности
Принцип функционирования токарных станков заключается во вращении шпинделя с заготовкой. Подачи в поперечном и продольном направлениях производятся движением суппорта с закрепленными в нем резцами, либо задней бабки, когда выполняется обработка концевым инструментом.
Данные устройства служат для обтачивания поверхностей различного характера, создания канавок и отверстий разной формы, отрезки, накатывания рифленых поверхностей, высверливания, зенкерования и растачивания, разворачивания, нарезания резьбы разнообразными способами у валов, втулок, дисков.
Токарные станки отмечают на полу- и автоматизированные, на горизонтальные и вертикальные по расположению несущего приспособления для фиксации заготовки и шпинделя. Вертикальные модели, к которым принадлежат и лобовые токарные станки, применяют для тяжёлых коротких предметов крупного диаметра.
От других моделей токарно-лобовой станок выделяют следующие характерности:
- отсутствие задней бабки;
- высокое расположение центров;
- короткая и низкая станина;
- ось вращения в горизонтальной поверхности;
- расположение на шпинделе предметов крупного диаметра;
- невозможность расположения их в центрах;
- планшайба крупного диаметра (до четырех метров);
- маленькая частота вращения шпинделя;
- возможность проведения шлифовки;
- суппорт и шпиндель приводятся по отдельности.
Например дальше рассмотрен лоботокарный станок модели 1А693. Мощность привода равна 30 кВт, скорость вращения — 0,8 — 6,3 мин -1 , масса — 58 т. Станок может обрабатывать предметы диаметром 3,2 м (столько составляет расстояние между центрами) массой до 16 т.
Устройство лоботокарных станков на примере 1А693
Что производится?

Современные предприятия, ведущие обработку древесины, стремятся оптимизировать свои технологии, чтобы, используя меньший объем дерева, получать больший объем конечной продукции. Деревообрабатывающее производство позволяет получать самые разные конечные продукты:
- Плиты МДФ. Для их производства используются отходы производства, которые перемалываются и обрабатываются паром под высоким давлением — масса протирается, затем сушится и склеивается.
- Реечно-наборная древесина. Этот полуфабрикат получают склеиванием реек из уже высушенной древесины.
- Плиты ДСП. Они представляют собой панели с однородной толщиной, в основе которых лежат стружки, смешанные со связующими материалами.
- Фанера. Она представляет собой листы древесины разной толщины, которые специальными клеями склеиваются между собой.
Типы оборудования
Существует несколько основных типов ЧПУ фрезерных станков:
- Вертикальные фрезерные станки имеют вертикальный шпиндель, похожий на сверлильный пресс, но с X-Y столом, который позволяет автоматически позиционировать обрабатываемый материал.
- Горизонтальные фрезерные станки также имеют X-Y стол для позиционирования изделия; Однако, фрезы устанавливаются на горизонтальной оправке поперек стола.
- Универсальный фрезерный автомат может использоваться для вертикального или горизонтального фрезерования. Головка шпинделя прикреплена шарнирным соединением, чтобы был возможен любой из типов фрезерования.
- Портальные фрезерные станки ЧПУ используются с большими заготовками. Они позволяют добавлять шпиндель по мере необходимости для пятиосевых и шестиосевых фрезерных станков.
- Фрезерный обрабатывающий центр с ЧПУ – это агрегат, который используются для автоматического повторения операций. Большинство обрабатывающих центров имеют числовое программное управление (ЧПУ).
- Фрезерные станки с ЧПУ запрограммированы набором команд, называемых G-кодами, и используют инструменты CAT (с V-образным фланцем), BT или HSK.
Дополнительные функции
Рассмотрим некоторые из отдельных функций, доступных в фрезерных (CNC) станках:
- Программа обработки детали может быть введена в контроллер через клавиатуру или при помощи сканирования перфорированной ленты считывающим устройством в блоке управления.
- Программа обработки детали, однажды введенная в память компьютера, может использоваться и повторяться множество раз.
- Программа обработки детали может редактироваться и оптимизироваться непосредственно на станке. Если есть какие-либо изменения в дизайне изделия, программа без труда может быть изменена в соответствии с требованиями.
- Ввод информации может быть в значительной степени упрощен за счет использования специальных подпрограмм, разработанных для повторяющихся последовательностей обработки. Для обычных операций, таких как сверление отверстий по кругу (при использовании сверлильно фрезерного станка с ЧПУ), могут быть созданы и сохранены специальные программные циклы в памяти компьютера. Эти программы или подпрограммы могут быть извлечены и использованы любое количество раз; При этом необходимо указать только определенные параметры, и компьютерное управление выполнит автоматически необходимые вычисления и последующие действия.
- У станков с ЧПУ имеется средство для проверки программы обработки детали без фактического ее запуска на станке. Система управления проверяет программу обработки детали, и движение режущего инструмента в каждой операции, с отображением на экране монитора (блок видеодисплея). Форма компонента, которая будет получена после обработки, также отображается на экране без фактической обработки. Обычно такой функцией оснащен фрезерный центр с ЧПУ.
- Блок управления с ЧПУ позволяет компенсировать любые изменения в размерах режущего инструмента. Когда написана программа обработки детали, оператор станка проставляет конкретный тип и размер режущего инструмента, например, если это гравер. Но в действительности использование программы обработки на станке может быть недоступно для конкретной фрезы. Система управления ЧПУ позволяет компенсировать разницу между запрограммированным инструментом и используемым.
- С системами управления ЧПУ можно получить информацию об использовании оборудования, которая будет очень полезна для контроля производства. Система может предоставлять такую информацию, как количество произведенных компонентов, время на компонент, время для установки задания, время, в течение которого используется конкретный инструмент, время, в течение которого машина не работает, диагностика неисправностей и многое другое.
Токарные станки
Советские станкостроительные комбинаты (Ульяновский, Львовский, Горьковский, Дмитровский) выпускали довольно широкий модельный ряд агрегатов с программным управлением, которые и по настоящее время эксплуатируются на промышленных предприятиях.
- 16А20Ф3. Этот отечественный станок можно встретить на большинстве машиностроительных предприятий. Аппарат оборудован управляющей программой «Электроника НЦ-31». Шпиндельный механизм имеет три скорости вращения. Специальный датчик, совместно с приводом позволяет нарезать резьбу.
- МК6713С5. Считается высокоточным токарным станком, оснащённым крестообразным суппортом. Он может одновременно работать с шестью резцами. Станок разработан для выполнения следующих технологических операций: нарезка резьбы, точение, расточка, операции с дисками.
- Кроме станков российского производства, обработку заготовок выполняют также и на иностранном оборудовании, оснащённом ЧПУ. Например, TRENS SBL300. Этот станок имеет два шпинделя. Он может обрабатывать: валы, фланцы, сложные заготовки. Универсальность такого оборудования заключается в возможности выполнять фрезерные операции.
- Vturn-V760. Отличается от других аналогичных изделий шпиндельным механизмом, который расположен вертикально. Рабочая головка имеет восемь позиций. Установлен гидравлический двенадцатидюймовый патрон. Стружка удаляется конвейерным способом. Автоматизированная подача смазки. Есть различные резцедержатели. Цветной дисплей. Управляющая система — «Fanuc 0i-T».
- LS360 CNC. Станина этого токарного станка, установлена под определённым углом. Оборудование может обрабатывать цветные металлы, а также нержавеющую сталь. Японский гидравлический механизм «Yuken» повышает надёжность станка. Подача смазки происходит автоматически. Рабочая головка имеет 8 позиций, что позволяет обрабатывать детали различной конфигурации.
Станок токарно-карусельный одностоечный 1512. Назначение и область применения
Одностоечный токарно-карусельный станок модели 1512 является универсальным станком и предназначен для обработки разнообразных изделий из чёрных и цветных металлов в условиях мелкосерийного и серийного производства.
Модель 1512 является наиболее распространенной среди токарно-карусельных станков на территории бывшего СССР. Станок позволяет производить токарную обработку деталей диаметром до 1250 мм, высотой до 1 метра и массой до 3200 кг. Станок экспортировался во многие страны мира.
Конструкция станка 1512 унифицирована с конструкцией станка модели 1516 и отличается только размерами план-шайбы и мощностью электродвигателя.
На станке можно производить цилиндрическое и коническое обтачивание и растачивание, протачивание плоскостей — как внутренних, так и наружных, сверление, зенкерование и развертывание центральных отверстий, а также получистовое и чистовое обтачивание плоских торцовых поверхностей.
Основные технические характеристики токарно-винторезного станка 1512
Изготовитель — Краснодарский станкостроительный завод имени Седина. Основные параметры станка — в соответствии с ГОСТ 44-93. Станки токарно-карусельные. Основные параметры и размеры. Нормы точности и жесткости.
- Класс точности станков Н по ГОСТ 8—77.
- Наибольший диаметр обрабатываемой заготовки — Ø 1250 мм
- Наибольшая высота обрабатываемой заготовки — Ø 1000 мм
- Диаметр планшайбы — Ø 1120 мм
- Наибольший вес обрабатываемой заготовки — 3200 кг
- Частота вращения план-шайбы — 5..250 об/мин, 18 ступеней
- Мощность электродвигателя — 30 кВт
- Вес станка полный — 16,5 т
Станок имеет два суппорта:
- вертикальный с пятипозиционной револьверной головкой с автоматическим поворотом и фиксацией на каждой позиции
- горизонтальный (боковой) с четырехпозиционным резцедержателем
Технологические возможности станка значительно расширяются с помощью поставляемых по особому заказу самоцентрирующей планшайбы, приспособлений (для резьбонарезания, обработки конических поверхностей, обтачивания фасонных поверхностей тел вращения по копиру, обработки деталей по упорам) и устройства для обработки с охлаждением.
На станках можно производить следующие операции:
- обтачивание цилиндрических и конических поверхностей;
- растачивание цилиндрических и конических поверхностей;
- обтачивание плоских торцовых поверхностей вертикальным и боковым суппортами.
Кроме того, вертикальным суппортом можно производить обтачивание плоских торцовых поверхностей с поддержанием ступенчато-постоянной скорости резания на чистовых и получистовых режимах; сверление, зенкерование и развертывание; прорезание канавок и отрезку.
При применении специальных приспособлений и устройств, которые поставляются вместе со станками по особому заказу за отдельную плату, на станках можно производить:
- обработку деталей по заданным размерам (по упорам);
- нарезание резьб, обтачивание и растачивание конических поверхностей;
- обработку фасонных поверхностей тел вращения по копиру (электрокопировальное устройство);
- обработку деталей с охлаждением.
В обычном исполнении станки поставляются с вертикальным револьверным суппортом, имеющим механический поворот и зажим револьверной головки, и боковым суппортом.
Помимо этого, по особому заказу за отдельную плату может быть поставлен станок с самоцентрирующей планшайбой с ручным зажимом изделия.
На станке одновременно могут быть смонтированы все приспособления, за исключением охлаждения, которое не может быть установлено одновременно с самоцентрирующей планшайбой.
В связи с тем, что установка приспособлений требует значительных изменений и доработок в станке, заказы на изготовление приспособлений к ранее поставленным станкам не могут быть выполнены. Приспособления поставляются только вместе со станком.








Значительная мощность электродвигателя главного привода, высокая жесткость базовых деталей и достаточная прочность всех элементов кинематической цепи в сочетании с широкими диапазонами регулирования чисел оборотов планшайбы и величин подач позволяют вести на станках высокопроизводительную работу на скоростных режимах резания.
Модификации станка токарно-карусельный одностоечный 1512
1512.000, 1512-1, 1512-2, 1512.300, 1512.400 — станок токарно-карусельный универсальный одностоечный1512Ф1, 1512ПФ1, 1512Ф1.041, 1512Ф1.300, 1512Ф1.323, 1512Ф1.400, 1512Ф1.423 — станок токарно-карусельный с УЦИ — устройством цифровой индикации
1512Ф2, 1512Ф3, 1512Ф3.271, 1512Ф3.471, 1512МФ4 — станок токарно-карусельный с УЧПУ — устройством числового программного управления
Лучшие токарные станки для мастерской
Для небольшой мастерской требуется станок компактного размера, но при этом с широким диапазоном функций и хорошей мощностью — ведь заказы могут быть самые разные.
Примеры подходящих моделей:
- JET BD-920. 120 тысяч рублей. Производится в Швейцарии. Качественно работает с мелкими элементами. Люфт суппорта отсутствует, гайка фиксируется очень плотно, что удобно при обработке мягких металлов. Мощность двигателя 0,97 кВт, потребляет 550 Вт.
- FDB MASCHINEN TURNER 320 X 1000 S. 260 тысяч рублей. Производится в Германии. Показывает очень высокую точность обработки деталей, однако само устройство тяжелое и массивное — весит 650 кг. Это можно назвать и достоинством, так как за счет большого веса вибрации минимальны, станок стоит на полу как влитой.
- ZENITECH MD250-550 VARIO. 140 тысяч рублей. Производится в России. Обладает стильным дизайном, которым и привлекает многих покупателей. Качество обработки тоже находится на высоте. Мощность 1,1 кВт. Скорость вращения шпинделя отображается на специальном дисплее, поэтому ее удобно отслеживать.
- ТВ-9 «РУСТАН». 470 тысяч рублей. Производится в России. Функциональный представитель рейтинга, отличающийся высоким качеством сборки и работы каждого узла. Оснащен цангой, патроном, центрами, поэтому позволяет выполнять самый широкий спектр работ. Для большего удобства ТВ-9 можно оснастить светодиодным станочным светильником.
Конструктивные узлы и механизмы станка
Машина имеет ряд основных узлов:
- Суппорт.
- Коробка подач.
- Коробка передач.
- Бабка задняя.
- Основная станина.
- Фартук.

Механизмы:
- защитные детали. Имеется механизм защиты работника и агрегатных узлов от стружки, образующейся при исполнении работ. Это существенно увеличивает степень безопасности и время службы машины;
- в винторезную машину внедрен механизм, отвечающий за изменение передач. Это значительно увеличило функциональную надежность винторезного станка;
- электрическое оборудование. Основными деталями электросистемы являются 4 асинхронных электромотора винторезной машины с различными мощностями. Почти все элементы расположены в особом шкафу;
- токарная машина имеет продольные отключающие упоры, защитное устройство от излишних нагрузок, механизм блокирования подач во всех направлениях.
https://youtube.com/watch?v=_MfFntL5H_U
16У04П Схема электрическая токарно-винторезного станка
Электрическая схема токарного станка 16у04п
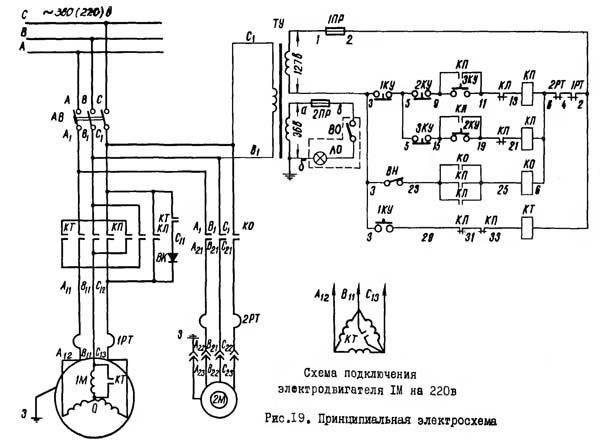
Описание принципиальной электросхемы (рис.19)
Поворотом автоматического выключателя АВ подается напряжение на рабочие цепи и цепи управления.
При нажатии на кнопку 2КУ включается вращение электродвигателя 1М вправо посредством пускателя KП.
При нажатии на кнопку 1КУ контактом 3-5 разрывается цепь питания пускателя KП а контактом 3-29 включается цепь пускателя КТ, осуществляющего нндукционно-динамическое торможение двигателя. Контакт КТ (О-В11) закорачивает первую обмотку статора контакт (C1-C12) подает пульсирующий ток во вторую обмотку через силовой диод ВК, контакт (A1-A11) подает переменный ток в третью обмотку.
При нажатии на кнопку 3КУ включается вращение двигателя 1М влево посредством пускателя КЛ.
В точках 23-25 н.о. контакты пускателей КП или КЛ подготавливают к включению пускатель КО.
Поворотом переключателя ВН включается пускатель КО. Пускатель КО своими силовыми контактами включает электродвигатель 2М или 1М, либо оба электродвигателя одновременно.
Защита
Электросхемой станков предусмотрена защита:
- от токов короткого замыкания, осуществляемая предохранителями и автоматическим выключателем;
- защита от перегрузки, обеспечиваемая тепловыми реле;
- нулевая защита при помощи катушек магнитного пускателя.
Лоботокарные станки с ЧПУ серии DHF
Категория: Токарные станки с ЧПУ c горизонтальной станиной
Продукция: Denver Ind. Co., Ltd, Тайвань
Модель: DHF-1120 , 1220, 1320, 1420, 1520, 1620

- Технические характеристики
- Комплектация
| Модель | DHF-1120 , 1220, 1320, 1420, 1520, 1620 | ||
|---|---|---|---|
| X 1000 | |||
| Основные характеристики | Диаметр обработки над станиной | мм | 1120 , 1220, 1320, 1420, 1520, 1620 |
| Диаметр обработки над суппортом | мм | 700, 800, 900, 1000, 1100, 1200 | |
| Ширина станины | мм | 810 | |
| Количество направляющих | 2 | ||
| Передняя бабка | Диаметр отверстия шпинделя | мм | 152 (опц. 230 / 255 / 312 / 380) |
| Конус шпинделя | А2-11 (А2-15) / А2-15 (А2-20) / А2-20 / А2-20 | ||
| Скорость вращения шпинделя | об/мин | 6 – 500 / 7 – 350 | |
| Количество скоростей шпинделя | 4 – автоматическое переключение | ||
| 1 скорость | об/мин | 6-35 / 7-20 | |
| 2 скорость | об/мин | 19-112 / 19-60 | |
| 3 скорость | об/мин | 70-350 / 40-121 | |
| 4 скорость | об/мин | 226-500 / 11-350 | |
| Перемещения и подачи | Перемещения по оси X (поперечное перемещение суппорта) | мм | 560/ 610/ 660/ 710/ 760/ 810 |
| Перемещения по оси Z (продольное перемещение суппорта) | мм | 1000 | |
| Диаметр и шаг ходового винта по X | мм | 40 , шаг 10, класс С-3 | |
| Диаметр и шаг ходового винта по Z | мм | 63 , шаг 10, класс С-3 | |
| Быстрые подачи по X | мм/мин | 5000 | |
| Быстрые подачи по Z | мм/мин | 7500 | |
| Рабочие подачи по Х | мм/мин | 0-3000 | |
| Рабочие подачи по Z | мм/мин | 0-5000 | |
| Резцедержка | Кол-во станций | Гидравлическая 4-х позиционная горизонтальная | |
| Зажимаемый размер хвостовика инструмента | мм | 40×40 | |
| Зажимаемый хвостовик осевого инструмента | мм | O50 | |
| Двигатели | Электродвигатель шпинделя | кВт | 22-26 |
| Серводвигатель по Х | кВт | 4 | |
| Серводвигатель по Z | кВт | 4 | |
| Двигатель насоса СОЖ | кВт | 1,3 | |
| Гидравлический насос | кВт | 1,5 | |
| Габаритные размеры | Масса нетто/ брутто | кг | 11700/12200, 12100 / 12600 , 12500 / 13000, 12900/13400, 13300/13700, 13700/14200 |
| Размеры станка | мм | 4230 x 2510 ~ 2760 x2115 ~ 2365 |
| Дополнительная комплектация:
3.1. Гидравлический 3х кулачковый патрон 460 мм с проходным отверстием 3.2. Гидравлический 3х кулачковый патрон 460 мм без проходного отверстия 3.3. 3-х кулачковый патрон 510мм или 635мм 3.4. 4-х кулачковый патрон с независимыми кулачками 812мм или 1020 мм или 1145 мм Люнеты 4.1. Ручной неподвижный люнет 406 мм 4.2. Ручной неподвижный люнет 610 мм Подвижный люнет 9.1. Гидравлическая 4х позиционная горизонтальнаяVDI 9.2. Гидравлическая 8 позиционная вертикальная 9.3. Гидравлическая 12 позиционная вертикальная Кондиционер для охлаждения электрошкафа |










Основные технические характеристики станка 16М05А
| Наименование параметра | 16М05А | 16Б05А |
| Основные параметры станка | ||
| Класс точности | А | А |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 250 | 250 |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 270 | |
| Наибольший диаметр заготовки устанавливаемой над суппортом, мм | 139 | 145 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 500 | 500 |
| Высота центров над плоскими направляющими станины, мм | 135 | 135 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 135 | 135 |
| Диаметр заготовки, устанавливаемой в патроне, мм | 5..160 | |
| Диаметр заготовки, устанавливаемой в цанге, мм | 4..28 | |
| Диаметр заготовки, устанавливаемой в люнете, мм | 5..50 | |
| Показатели точности обработки образцов: круглость, мкм | 1,2 | |
| Показатели шероховатости обработки образцов цветных металлов, мкм | 0,04 | |
| Показатели шероховатости обработки образцов стали, мкм | 0,63 | |
| Коэффициент повышения производительности по сравнению со станком модели 16Б05А | 1,2 | |
| Шпиндель | ||
| Диаметр отверстия в шпинделе, мм | 32 | 26,5 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 26 | |
| Центр шпинделя по ГОСТ 13214-67 | Морзе 5 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | 4К | 4К |
| Число ступеней частот прямого вращения шпинделя | б/с регулирование | б/с регулирование |
| Частота прямого вращения шпинделя, об/мин | 25..2500 | 25..2500 |
| Торможение шпинделя | есть | есть |
| Блокировка рукояток | ||
| Суппорт. Подачи | ||
| Наибольшее продольное перемещение суппорта, мм | 520 | 520 |
| Наибольшее поперечное перемещение суппорта, мм | 160 | 160 |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,02 | 0,02 |
| Количество подач суппорта продольных | 28 | 28 |
| Количество подач суппорта поперечных | 28 | 28 |
| Пределы подач суппорта продольных (в скобках — при использовании звена увеличения шага), мм/об | 0,01..0,35 (0,01..2,8) | 0,01..0,35 (0,01..2,8) |
| Пределы подач суппорта поперечных (в скобках — при использовании звена увеличения шага), мм/об | 0,005..0,175 (0,005..1,4) | 0,005..0,175 (0,005..1,4) |
| Шаги нарезаемых метрических резьб, мм | 0,2..28 | 0,2..28 |
| Шаги нарезаемых модульных резьб, мод | 0,1..14 | 0,1..14 |
| Шаги нарезаемых дюймовых резьб, ниток на дюйм | 5..96 | 5..96 |
| Скорость быстрых перемещений, мм/мин | нет | нет |
| Резцовые салазки | ||
| Наибольшая длина перемещения резцовых салазок, мм | 150 | 150 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,02 | 0,02 |
| Наибольший угол поворота резцовых салазок, град | ±45° | ±45° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° |
| Наибольшее сечение державки резца, мм | 16 х 16 | 16 х 16 |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 16 | 16 |
| Число резцов в резцовой головке | 4 | 4 |
| Задняя бабка | ||
| Диаметр пиноли, мм | ||
| Конус отверстия пиноли задней бабки по ГОСТ 2847-67 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли, мм | 85 | 85 |
| Перемещение пиноли на одно деление лимба, мм | 0,02 | 0,02 |
| Перемещение пиноли на одно линейки, мм | 1 | 1 |
| Величина поперечного смещения корпуса бабки, мм | ±10 | ±10 |
| Электрооборудование | ||
| Количество электродвигателей, установленных на станке | 3 | 3 |
| Электродвигатель главного привода, кВт | 1,5 | 1,5 |
| Электродвигатель насоса гидростанции, кВт | 2,2 | 0,75 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,12 | 0,12 |
| Суммарная мощность электродвигателей, установленных на станке, кВт | 3,82 | 2,37 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 1550 х 1350 х 1400 | 1530 х 910 х 1385 |
| Масса станка, кг | 1400 | 1365 |
Список литературы:
Станок токарно-винторезный особо высокой точности 16М05А. Руководство по эксплуатации 16М05А.000.000 РЭ, 1989
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Справочник заводов производителей токарных станков
- Справочник токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Особенности основных типов
Токарно-револьверные станки представляют собой многоинструментальное оборудование. Высокую функциональность обеспечивает суппорт с револьверной головкой для крепления инструмента в определенной последовательности. Ось вращения может быть горизонтальной или вертикальной.
Токарно-карусельные станки применяются для работы с деталями с большой массой и диаметром, и сравнительно небольшой длиной – зубчатые колеса, маховики и т. д. Станок позволяет производить растачивание, нарезание канавок, обработку торцов и другие операции. Функциональность оборудования можно увеличить путём установки дополнительных приспособлений.
Наиболее распространенными являются токарно-винторезные станки, на которых можно производить все виды обработки при единичном и серийном производстве. Заготовка крепится в передней и задней бабке станка, резцы в передвижном суппорте или задней бабке. Также для обработки могут быть использованы сверла, метчики и др. инструмент.
Лобовые токарные станки применяются для обработки крупных деталей, чей диаметр больше высоты оборудования.
Станок имеет вертикально расположенную планшайбу со специальной выемкой для крепления крупных заготовок. Поверхность может цилиндрической или конической, помимо точения может производиться обработка торцов и проточка канавок.
Особенности конструкции токарных станков
Металлообрабатывающее оборудование состоит из следующих конструктивных частей:
- станины, на которой устанавливаются все узлы агрегата;
- фартука, где происходит преобразование движения ходового винта/валика в движение суппрта;
- шпиндельной бабки;
- суппорта, на котором располагается режущий орган;
- коробки передач, которая служит для передачи движения на суппорт;
- электрического узла станка.
Одно из ключевых преимуществ строения токарного станка в том, что конструктивные элементы агрегата унифицированы. Это существенно облегчает процесс его технического обслуживания и ремонта.










Особенности конструкции и назначения станков
Следующие основные компоненты присутствуют у изделий любой группы:
- Электрическая часть.
Состоит из электрического двигателя с приводом. Его мощность бывает разной, определяется индивидуально для каждой модели. Снабжается дополнительными деталями, обеспечивающими управление характеристиками. Выполнение требований по безопасности обязательно для данной части оборудования.
- Коробка передач.
Способствует передаче движущей силы от валика или ходового винта на суппорт.

- Суппорт.
Закрепляет элемент, осуществляющий разрезание. Суппорт ещё необходим, чтобы осуществлялась подача инструмента поперёк, либо вдоль. И чтобы эта процедура совершалась с соблюдением определённых параметров. У суппорта есть каретки, расположенные внизу. Она одна, но некоторые модели снабжаются несколькими. Каретка вверху – место крепления держателя токарных инструментов.
- Шпиндельная бабка.
Здесь располагается шпиндель. Коробка скоростей находится во внутренней части устройства.

- Фартук.
Преобразует движение, источником которого выступает валик, либо ходовой винт.
- Станина.
Элемент с несущей функцией у токарных станков. Остальные детали крепятся сюда.
Детали, входящие в комплект, опираются на две тумбы. Несущим элементом и становятся эти тумбы. Благодаря этому оператор может задавать положение конструкции, которое будет наиболее удобным. Тумбы отличаются массивной конструкцией. Отдельный вопрос – для чего предназначены изделия.
Главное назначение оборудования такого типа – обработка деталей из металла различных характеристик, форм.
https://youtube.com/watch?v=Xq1H0f2A37s