Общие сведения
Технология литья серебра
В заводских условиях для литья серебра используются индустриальные технологии и дорогостоящее оборудование. Это требует дополнительного использования редки и довольно опасных компонентов, а так же значительного количества электроэнергии. Но традиционные технологии, которые известны человечеству уже более нескольких тысячелетий отлично подходят для литья металла в условиях мастерских или дома. Самая распространенная технология – это литье по выплавляемым моделям, литье с помощью специального воска для моделирования, в качестве формы могут выступать глиняно-песчаные смеси или гипс.

Серебро для создания украшений можно купить в банках или в ювелирных магазинах в виде слитка металла. В этом случае будут вы точно будете уверены в его составе и выбранной пробе металла. Можно использовать и старые изделия из серебра – ложки, ювелирные изделия, но в этом случае дополнительно придется провести очистку материала от примесей других металлов, это может быть свинец, медь или что-то еще. Очистку проводят путем плавки металла в тигле с добавлением соды, буры и селитры. Селитра имеет свойство окисления и связывания неблагородных металлов. Бура и сода переводят окисленные и связанные металлы в состояние жидкого шлака, а серебро остается на дне в виде слитка.
Литье по центробежной технологии
Для производства в заводских условиях изделий из бронзы, к износостойкости которых предъявляются повышенные требования, часто используется такая технология, как центробежное литье. С ее помощью выполняют литье изделий из бронзы, используемых в машиностроении и других отраслях промышленности. Сюда, в частности, относятся:
- шестерни;
- элементы червячных соединений;
- втулки различного назначения;
- обечайки;
- втулки;
- кольца;
- вкладыши и др.
Технология центробежного литья предполагает, что расплавленная бронза заполняет форму не под действием собственного веса, а под влиянием центробежных сил. Литейные формы помещаются в специальное оборудование. В зависимости от того, в какой плоскости происходит вращение литейных форм, установленных в такое оборудование, оно может быть вертикального или горизонтального типа.
Схема центробежного литья
Оборудование любого типа, используемое для выполнения литья из бронзы по центробежной технологии, имеет следующие конструктивные элементы:
- тигель, в котором происходит плавка металла;
- желоб, по которому расплавленный металл подается в литейные формы;
- изложница;
- электродвигатель, который используется в качестве главного привода и обеспечивает вращение форм;
- элементы привода: шкивы, валы, клиноременная передача.
Благодаря особенностям данной технологии, с ее помощью можно выполнять качественное литье изделий из бронзы, отличающихся даже очень сложной конфигурацией. За счет задействования центробежных сил, которые прижимают расплавленный металл к стенкам литейной формы, поверхность отливки отличается повышенной плотностью и, соответственно, высокой износостойкостью.
Бронза – медный сплав, легированный оловом, алюминием, свинцом и другими элементами. Медь, легированная цинком – это латунь, а никелем – мельхиор. Одним из способов получения бронзовых изделий является литье. Расплавленный металл заливают в форму, где он застывает.

Операции получения отливки
Существуют особенности литья по выплавляемым моделям при производстве подобных изделий. К ним относятся:
Расплавленный металл заливается равномерно и постепенно. Это даёт возможность сделать выплавляемые детали с гладким и точным покрытием, которое не будет нуждаться в механической доработке.
Литьё должно иметь необходимую температуру, для каждого материала она разная.
Время заливки расплавленного состава будет зависеть от сложности будущей конструкции
Важно это делать постепенно, однако не затягивать процесс слишком долго.
Чтобы выплавить качественное изделие необходимо осознавать, что тонкие детали кристаллизуются и остывают быстрее чем массивные элементы.
Чтобы литьё остывало равномерно, форму оснащают специальным теплообменником в виде элементов с повышенной проводимостью тепла. Это может быть чугун либо графит.
При охлаждении литьё передает свою температуру на форму неравномерно, на ее внутренней стороне температура не отличается от остывающей заготовки.
Выбивка выплавляемой продукции производится после окончания процесса кристаллизации и полного остывания
Спешка может негативно сказаться на качестве изделия.
Благодаря выплавляемым моделям есть возможность сделать своими силами деталь любой сложности. Это дает возможность усовершенствовать производство необходимых предметов.
Технология литья серебра
Литье серебра в заводских условиях осуществляется с применением индустриальных технологий, требующих дорогостоящего оборудования, значительных энергозатрат и использования редких и опасных компонентов. Традиционные технологии, проверенные тысячелетиями больше подходят для литья серебра на дому или в мастерской.
Наиболее распространенные из них — это литье по выплавляемым моделям. Популярно также применение специального воска для моделирования в качестве материала модели. В качестве материала для создания формы используется гипс или глиняно-песчаные смеси.
Слитки серебра для литья
Серебро для литья можно приобрести в сбербанке или в ювелирном магазине в виде слитков. В этом случае состав его точно известен и выбит в качестве пробы. Если вы решили использовать бабушкины ложки или лом изделий из серебра — будьте готовы к тому, что придется провести операцию по очистке лома от примесей. Например, от примесей неблагородных металлов, таких, как свинец, медь и других, серебро очищается путем переплавки в тигле с добавлением селитры, буры и соды. Селитра связывает неблагородные металлы, окисляя их. Сода и бура переводят эти окислы в раствор, образуя жидкий шлак. Серебро остается на дне тигля в виде слитка.
Литье по выплавляемым моделям. Эта технология литья из серебра наиболее доступна для освоения начинающими мастерами. Модель изготавливается из материала, температура плавления которого ниже, чем у заливаемого расплава. Вокруг модели заливается или формуется форма из гипса или песчано-глиняной смеси.
Литье по выплавляемым моделям
Наиболее распространенными материалами для выплавляемых моделей являются воск и парафин. Когда расплав заливается в форму, материал модели плавится и вытесняется из формы через специально предусмотренное отверстие. Место модели постепенно занимает серебро. Есть вари ант этого метода, при котором восковая модель выжигается путем нагрева формы до высокой температуры, а серебро для литья заливают в уже пустую форму.
Литье из серебра в домашних условиях
Важно! Литье серебра своими руками – сложный и пожароопасный процесс. В вашей мастерской должны иметься огнеупорными подставками и огнетушителями, предназначенными для тушения электрооборудования под напряжением
Обязательно пользуйтесь огнеупорными перчатками, фартуком и очками.
Для литья серебра в домашних условиях начинающие мастера обычно выбирают следующие технологии
- моделирование из воска
- литье в земляные формы
- нагрев тигля газовой горелкой.
Разумеется, если у вас есть муфельная печь с регулировкой и поддержанием заданной температуры, вибростол и центрифуга – ваши отливки станут только лучше.










Литье серебра в домашних условиях – сложный, но вполне осуществимый при должной подготовке и настойчивости процесс. Успехов вам в освоении этого раздела металлургии!
Литье из серебра в домашних условиях
Важно! Литье серебра своими руками — сложный и пожароопасный процесс. В вашей мастерской должны иметься огнеупорными подставками и огнетушителями, предназначенными для тушения электрооборудования под напряжением
Обязательно пользуйтесь огнеупорными перчатками, фартуком и очками.
Для литья серебра в домашних условиях начинающие мастера обычно выбирают следующие технологии
- моделирование из воска
- литье в земляные формы
- нагрев тигля газовой горелкой.
Разумеется, если у вас есть муфельная печь с регулировкой и поддержанием заданной температуры, вибростол и центрифуга — ваши отливки станут только лучше.
Литье серебра в домашних условиях — сложный, но вполне осуществимый при должной подготовке и настойчивости процесс. Успехов вам в освоении этого раздела металлургии!
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Благородный металл серебро является одним из древнейших металлов, освоенных человечеством. Нахождение в природе в самородном виде, а также невысокая температура плавления- 962 °C дало нашим далеким предкам возможность использовать этот металл в IV -III тысячелетии до н.э.
Серебро — мягкий, пластичный металл, отлично подходящий для производства украшений, ритуальных предметов, зеркал и для чеканки монет.
Серебро обладает наилучшей среди металлов электропроводностью и применяется в наиболее ответственных электроприборах и компонентах. Отличная теплопроводность дает возможность применения и в теплотехнике.
Благородный металл в 19-20 веке широко использовался в фотографии.
Издавна было замечено еще одно важное свойство — бактерицидность. Сосуды и фильтры из серебра применяются для обеззараживания воды
В христианстве и некоторых других религиях в серебряных сосудах приготовляется т.н. «святая вода», помогающая при соответствующей молитве от всех недугов.
Технология литья серебра
Литье серебра в заводских условиях осуществляется с применением индустриальных технологий, требующих дорогостоящего оборудования, значительных энергозатрат и использования редких и опасных компонентов. Традиционные технологии, проверенные тысячелетиями больше подходят для литья серебра на дому или в мастерской.
Наиболее распространенные из них — это литье по выплавляемым моделям. Популярно также применение специального воска для моделирования в качестве материала модели. В качестве материала для создания формы используется гипс или глиняно-песчаные смеси.

Слитки серебра для литья
Серебро для литья можно приобрести в сбербанке или в ювелирном магазине в виде слитков. В этом случае состав его точно известен и выбит в качестве пробы. Если вы решили использовать бабушкины ложки или лом изделий из серебра — будьте готовы к тому, что придется провести операцию по очистке лома от примесей. Например, от примесей неблагородных металлов, таких, как свинец, медь и других, серебро очищается путем переплавки в тигле с добавлением селитры, буры и соды. Селитра связывает неблагородные металлы, окисляя их. Сода и бура переводят эти окислы в раствор, образуя жидкий шлак. Серебро остается на дне тигля в виде слитка.
Литье по выплавляемым моделям. Эта технология литья из серебра наиболее доступна для освоения начинающими мастерами. Модель изготавливается из материала, температура плавления которого ниже, чем у заливаемого расплава. Вокруг модели заливается или формуется форма из гипса или песчано-глиняной смеси.

Литье по выплавляемым моделям
Наиболее распространенными материалами для выплавляемых моделей являются воск и парафин. Когда расплав заливается в форму, материал модели плавится и вытесняется из формы через специально предусмотренное отверстие. Место модели постепенно занимает серебро. Есть вари ант этого метода, при котором восковая модель выжигается путем нагрева формы до высокой температуры, а серебро для литья заливают в уже пустую форму.









Тонкости технологии
Технология художественного литья латуни схожа с изготовлением изделий из бронзы. Она имеет некоторые тонкости, о которых следует поговорить до начала работы с материалами:
- Прежде чем сделать отливку необходимо выбрать расходные металлы, расплавить их. Для этого используются разные виды печей. Благодаря низкой температуре плавления, изготовить конструкция для плавки можно самостоятельно. Она будет состоять из газовой горелки, термоустойчивой емкости.
- Важный этап во время изготовления изделий — заливание расплавленного сырья в подготовленную заранее форму. Продолжительность процедуры не более 2 минут. Если выполнять заливку неправильно, изделие может получить раковины из шлака, пригары, углубления, спаи. Готовая деталь будет испорчена или потребует дополнительной обработки.
- Охлаждаться сплав должен равномерно, без использования охлаждающих жидкостей.
- Деталь после извлечения из формы требует дополнительной обработки. После литья на ней остаются литники, заливы, выпоры, прибыли. Их необходимо убрать.
Нельзя забывать про то, что формы бывают многоразовые, одноразовые. Из первых заготовки извлекаются клещами. Вторые разбиваются молотом.
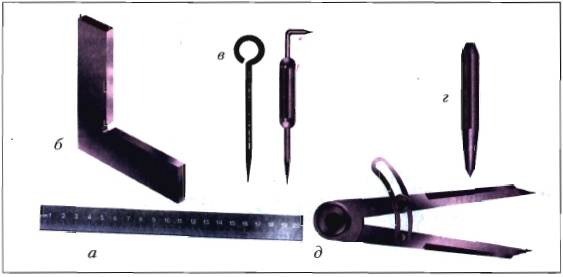
Из инструментов и прочего нам понадобится:
- емкость для смешивания всего и вся;
- мешалка (тут можно обойтись и руками, но если она у вас есть- хорошо);
- заранее изготовленные рамки для формовки, чтобы половинки формы ровно стыковались без смещения;
- печка;
- сито для просеивания песка и глины;
- мерный стаканчик, либо глаз-алмаз;
- кисточка для нанесения талька и очистки формы;
- модель, которую будем отливать;
- пара отрезков труб или банок или чего угодно диаметром 80-100 мм и высотой 50-80 мм (для формовки литников, тут так же можно обойтись и руками- слепить бублик, но с банками будет аккуратнее и проще =)
- тонкостення трубка диаметром 20+- мм. для формовки литников;
- слесарный инструмент для обработки отливки; (список собрался довольно емкий, но все инструменты пустяковые и большая их часть может найтись в хозяйстве).
Процесс плавления
Переплавка серебра — это действие, в результате которого меняется агрегатное состояние металла, он переходит из твердой формы в жидкую и наоборот — застывает со временем, обретая твердость. Металл, который вы используете для плавки, с профессиональной точки зрения, называется шихтой. Порядок выполнения процедуры обязателен, поскольку способ непростой для выполнения дома и требует соблюдения правил безопасности.
Если коротко описать алгоритм действий, получится следующая схема, дающая ответ на вопрос, как плавить серебро:
- Подготовка ложки-плавильни, обработка ее флюсом.
- Металл загружается в плавильню.
- Шихта нагревается и переходит в состояние жидкости.
- Отливка шихты в ингус. Ингусом называют заранее заготовленные формы для отлива металла.
Конечно, если вы используете для плавки серебро от разных изделий, лучше сгруппируйте их по пробам. А если хотите сделать сплав более чистым и повысить пробу, то очистите металл химическим способом.
Для этого следуйте инструкции:
- Литровую банку залейте на треть азотной кислотой, поместите туда драгметалл и ждите прохождения реакции. Во время реакции выделяется запах и тепло, поэтому процедуру лучше проводить на улице.
- Когда получившаяся смесь остынет, добавьте в банку солевой раствор, он вступит в реакцию с серебром, а хлорид серебра осядет на дне банки. Доливайте в банку обычную воду, подождите десять минут, пока осадок снова окажется на дне, и слейте верхний слой. Это действие нужно повторять до тех пор, пока вода не станет прозрачной и осадок будет четко виден на дне.
Для непосредственно плавки используйте металл, который получили, а если предварительно не очищали серебро, то разбейте его на мелкие кусочки, тогда плавление пройдет легче. Если нет тигля, возьмите ложку и покройте ее листами асбеста, а затем флюсом, в роли которого выступает аптечная бура. Флюс нужен для того, чтобы серебро не контактировало с воздухом во время плавки. Буру засыпьте в ложку в пропорции 1:10 по отношению к серебру. Прогрейте буру, пока та не приобретет зеленый оттенок, а дальше положите серебро в ложку. Серебро в расплавленном виде имеет блестящую поверхность.
Ингус, то есть форма, в которую заливается серебро после переплавки, должен быть прогретым и тоже с флюсом на дне. Процесс переливания должен быть быстрым, потому что серебро быстро густеет и не успевает приобрести нужную форму.
Переплавлять драгметалл в домашних условиях — опасная затея, особенно если не придерживаться всех норм. Если вы часто плавите серебро, лучше приобрести или соорудить полноценную плавильную печь. Тогда процесс плавки будет более профессиональным, быстрым и качественным.
10.6. Особенности литья серебряных сплавов
В связи с малым количеством сплавов драгоценных металлов, используемых для заливки литейных форм, не представляется возможным вести рафинирование жидкого металла в процессе плавки. В этих условиях необходимы использование чистых исходных компонентов, тщательная подготовка шихты, надежная защита от взаимодействия с атмосферой расплава и рационально выбранные раскислители. Шихтовые материалы тщательно обезжиривают, измельчают до нужных размеров и сушат в шкафу при температуре 120–150 °C. В качестве покровных флюсов используют березовый уголь и плавленую борную кислоту.
Сплавы серебра СрМ 916 и СрМ 875 плавят в графитовых тиглях. На дно тигля засыпают флюс слоем толщиной (5—10)10 3 м и тигель нагревают до температуры 950—1050 °C. Затем под слой расплавленного флюса добавляют серебро (чистое), отходы сплава серебра собственного производства и медь. Шихта расплавляется при тщательном перемешивании расплава. Особенно внимательно следят за расплавлением кусочков меди, которые имеют высокую теплоемкость и плавятся медленнее серебра и отходов сплава. Раскисление металла производят фосфористой медью (0,1 % от массы шихты) при полном его расплавлении. Выдержка жидкого металла после раскисления составляет 2–3 мин, температура заливки – 1000–1100 °C. Непосредственно перед заливкой литейной формы снимают шлак и металл тщательно перемешивают.
Как сделать самостоятельно?
Пошаговая техника выполнения литья состоит из нескольких пунктов. Но перед тем как приступить к выполнению техники, необходимо подготовить ногти. Ведь не хочется потратить массу усилий, а потом наблюдать, как через пару дней литье просто потрескается и обсыплется. Если сделать дизайн правильно, то результат будет вас радовать примерно 3-4 недели.

Пошаговое выполнение литья проходит в следующих этапах.
- Сделайте стандартный маникюр, то есть при помощи щипчиков избавитесь от лишней кутикулы. Пилкой придайте ногтям необходимую форму, и тщательно отшлифуйте поверхность ногтя, чтобы она стала матовой и ровной.
- После приготовлений на ногтевую пластину нанесите праймер-основу. Тщательно просушите под лампой, покройте цветным лаком на ваш выбор, но желательно, чтобы оттенок соответствовал будущему орнаменту. Если гель-лак бледноват, то нанесите второй слой для яркости.

- Хорошенько просушите основной фон ультрафиолетовой лампой, при желании можно добавить рисунок или же напыление. Главное, чтобы литье гармонично сочеталось с добавленным дизайном.
- После тщательной просушки нужно снять липкий слой, и уже на обработанном ногте при помощи кисточки и специального контрастного геля создать желанный узор, который позже покроется фольгой. Лучше пройтись не один раз по гелиевому контуру для придания рисунку объема.

- Немного просушите орнамент, и постукивающими движениями придавите фольгу изнаночной стороной к ногтевой пластине до полного разглаживания. Далее резко снимите фольгу, тогда на узоре отпечатается золотая пыль, придавая маникюру некую изюминку.
- Плоды стараний необходимо покрыть топовым гелем, просушить в лампе пару минут, и удалить липкий слой.

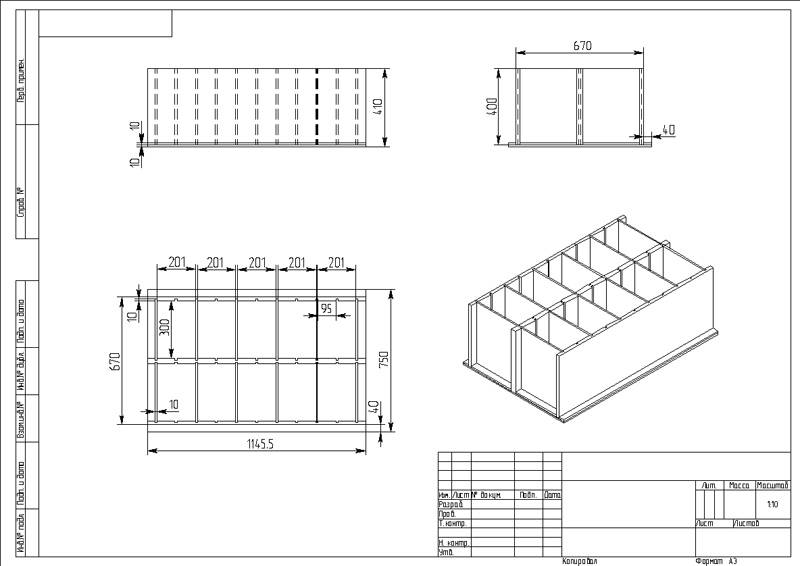
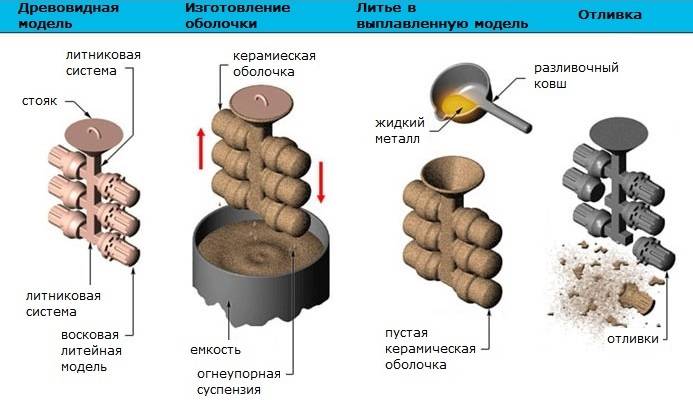
Технология
Этот метод используется для производства изделий из разных сплавов. Обеспечивается показатель качества до ±0,005 мм на каждые 25 мм поверхности. Указанная точность позволяет изготавливать изделия, которые не требуют дополнительной обработки. Залог успешности технологического процесса в том, что модель производится из быстро плавящегося вещества. Используется парафин, воск, канифоль либо их смесь.
Технологический процесс состоит из действий:
- Производство модели:
- под модель берётся специальная форма из гипса, пластмассы, стали либо чугуна;
- в нее заливается вещество образующее модель;
- необходимо дождаться его полного застывания;
- после этого специальная форма открывается, восковая модель вынимается и помещается в емкость под прохладную воду.
- Сборка моделей в блоки:
- для производства качественного изделия модели собираются в простые и сложные блоки, в каждый из них может войти от 2 до 100 штук;
- для увеличения прочности в блочную конструкцию устанавливают алюминиевые стойки;
- их покрывают слоем модельного вещества до 25 мм;
- блочные конструкции объединяются в литниковую систему.
Нанесение на модель огнестойкой оболочки:
- блок собранный из нескольких моделей помещается в емкость, где находится суспензия из керамики (кварцевая пыль, мелкие фракции шамота) и связывающего компонента (этилово силикатного раствора);
- на протяжении суток он сушится в естественной среде, это время можно сократить до 40 минут под воздействием аммиака;
- таким образом, на указанный блок поочередно наносится 46 слоёв огнезащитной оболочки, с тщательной просушкой каждого из них;
- завершенная модель в огнезащитной оболочке помещается в нагретую воду 90°С;
- за несколько минут модельное вещество растает и всплывет на поверхность воды, где оно собирается для следующего применения.
Подготовление формы к заливке:
- пустая оболочка промывается в воде и сушится в шкафу на протяжении 2 часов при 200°С;
- сухая оболочка выставляется вертикально в жаростойкую опоку и по краям уплотняется кварцевым песком, помещается в печь на 2 часа при 950°С;
- в печи испаряется оставшаяся влага, остатки модельного состава выгорают, оболочка спекается с огнеупорным материалом, повышая прочность;
- расплавленный металл заливается в прокаленную горячую форму.
Охлаждение отливки:
- после того, как отливка остыла — оболочка разрушается;
- изделие очищается от ее остатков, для чего поддается химической очистке;
- далее изделие промывается водой и подвергается окончательной сушке.
В итоге, оно подлежит для проведения термической обработки и снятия контрольных мерок. Таким образом изготавливаются отливки необходимого размера и конфигурации.
Способы чистки

Очищать технический металл можно несколькими методами, из которых можно выделить 5 наиболее эффективных.
Купелирование
Подходит только в случае содержания в сплаве не золота и других металлов платиновой группы, а свинца.
Для проведения аффинажа этим способом используются:
- специальная печь, покрытая пористой известняковой глиной (мергель), которая поглощает окись свинца;
- тигель в форме чаши.
Тигель со сплавом помещают в предварительно разогретую печь. Когда содержимое приобретёт жидкую форму, печку открывают для доступа потока воздуха, под воздействием которого окись свинца испаряется, отделяясь от сплава.








![Сколько стоит переплавка драг. металлов [contact-form-7 404 «not found»] поделитесь данными о стоимости ▲▼ добавить свою цену в базу город * стоимость (руб) * комментарий содержаниепереплавка золота](https://stankotk.ru/wp-content/uploads/e/b/d/ebdf62cb0f0496b9b2bb301e10e71141.jpeg)

Процедура считается законченной, когда поверхность оставшегося сплава приобретает радужную окраску – это говорит о том, что в нём присутствует серебро и другие драгоценные металлы.
Электролиз
Этот способ более универсален, но он применяется только, если изначальная доля серебра в сплаве составляет не менее 80%.
Проводят электролиз в специальных ячейках из пластика или песчаника, которые содержат нитрат серебра, при этом металла в таком растворе должно быть не менее 20 гр. на 1 литр.
Для добычи серебра электролитическим методом нужно:
- В стеклянной или пластиковой ёмкости разбавить в одинаковых пропорциях дистиллированную воду и азотную кислоту 70%.
- Затем этим раствором заливают металл, чтобы он не занимал более трети ёмкости, так как процесс может происходить бурно.
- Тщательно закрывают крышкой и оставляют на срок до 8 часов.
Во время процесса выделяется газообразная двуокись азота бурого оттенка. Раствор к окончанию реакции может изменить цвет. В зависимости от преобладающего количества разных металлов он станет:
- голубым – от меди;
- зелёным – от железа;
- синим – от серебра.
По окончании процесса нужно перелить смесь в отдельную банку и дать ей остыть.
Следующим шагом нужно получить осадок серебра из раствора с помощью меди.
Для этого подойдут проволоки или трубки, предварительно очищенные от грязи и окиси. При добавлении меди, на неё осаждается серебро в виде порошка. Для ускорения процесса этот песок стряхивается в раствор. После чего осадок фильтруется и переплавляется в слиток.
Его в свою очередь можно очистить электролитическим методом.
В пластиковую посуду, заполненную полученным ранее раствором серебра, помещаются электрически заряженные частицы (анод – полученный слиток, катод – пластины из нержавеющей стали). Напряжение необходимо создать не более 4-8 Вольт, сила тока – до 5 мА. В конце нитрат серебра растворится, а чистое – осядет кристаллами.