Критерии выбора
Потребовались транспортерные ролики конвейерные? Купить их можно с доставкой у нас. Но прежде, чем сделать покупку, определитесь, деталь с какими характеристиками вам нужна
Важно уделить внимание следующим критериям:
- Максимальный показатель производительности транспортера
- Скорость движения ленты
- Температура, влажность и иные условия окружающей среды
- Тип транспортируемого груза
- Назначение и типоразмер элементов-роликов
Предлагаемая нами продукция устойчива к высокой запыленности и повышенной влажности. Если нужно обеспечить подшипниковым узлам доп. Защиту, следует использовать в качестве дополнительной комплектации специальные резиновые манжеты. Диапазон рабочей температуры для изделий от — 40 до +40 С.
Чтобы уточнить параметры комплектующих, узнать подробнее об особенностях их использования, уточнить стоимость определенного товара, его наличие, а также сроки, в которые заказ может быть доставлен, обратитесь в наш call-центр. Сотрудник по телефону ответит на заданные вопросы. Для расчета затрат на покупку можно воспользоваться также online-калькулятором. Возможна доставка в Ростов-на-Дону, Калининград, Выборг, Екатеринбург, Краснодар, Нижний Новгород, Тюмень, Симферополь, Новосибирск, Красноярск, Воронеж, Мурманск, Архангельск, Свердловск, Нижний Тагил, Казань.
Размеры конвейерных роликов
Типоразмерный ряд конвейерных
роликов зависит от ширины ленты, условий
эксплуатации, а также от конструктивных особенностей
деталей самих роликов. Так корпуса роликов конвейерных,
изготовленные из толстостенной трубы, могут применяться
в пыльных помещениях.
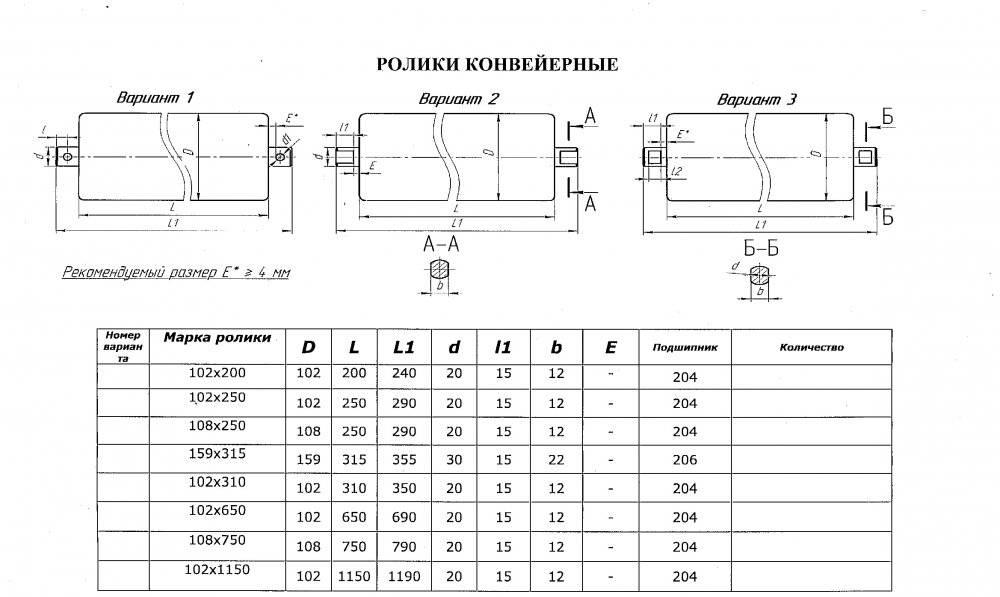
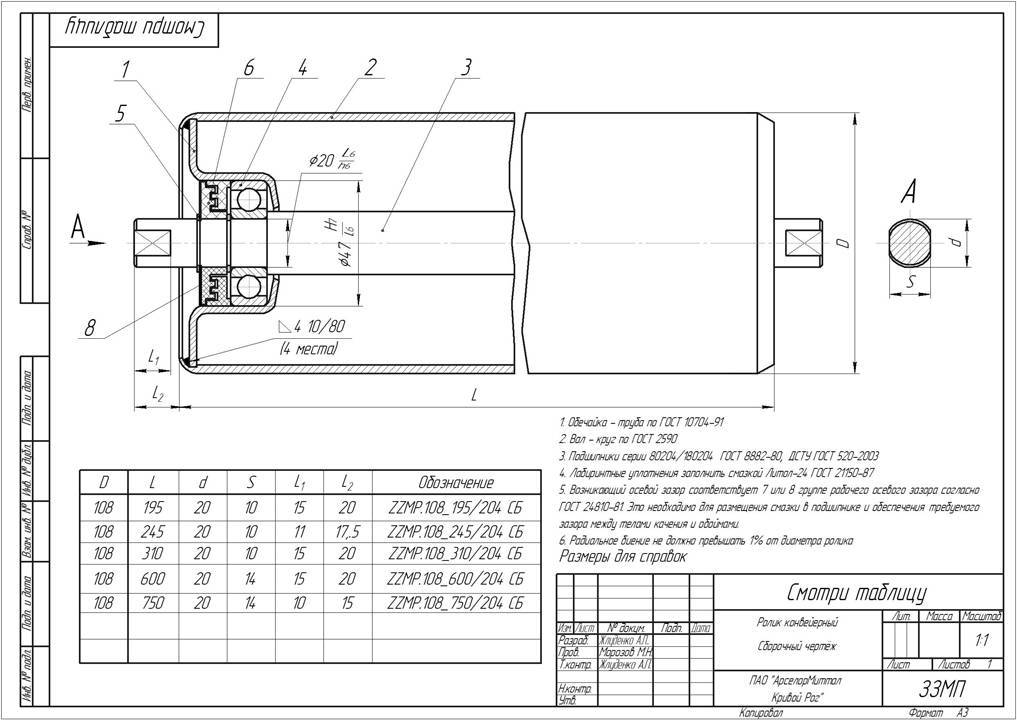
Изготавливаем конвейерные ролики по
индивидуальным размерам:
Размер | |||
| диаметр/длина | диаметр/длина | диаметр/длина | диаметр/длина |
| 76/200 | 89/160 | 102/200 | 127/245 |
| 76/250 | 89/180 | 102/250 | 127/280 |
| 76/310 | 89/200 | 102/310 | 127/310 |
| 76/380 | 89/230 | 102/380 | 127/380 |
| 76/500 | 89/250 | 102/465 | 127/420 |
| 76/600 | 89/280 | 102/500 | 127/420 |
| 76/750 | 89/310 | 102/530 | 127/560 |
| 76/900 | 89/355 | 102/600 | 127/650 |
| 76/1000 | 89/380 | 102/680 | 127/720 |
| 89/465 | 102/720 | 127/750 | |
| 89/560 | 102/750 | 127/950 | |
| 89/600 | 102/830 | 127/1150 | |
| 89/710 | 102/960 | 127/1300 | |
| 89/750 | 102/1120 | 127/1400 | |
| 89/900 | 102/1350 | 127/1600 | |
| 89/1300 | 102/1400 | 127/1800 | |
| 102/1450 |
е
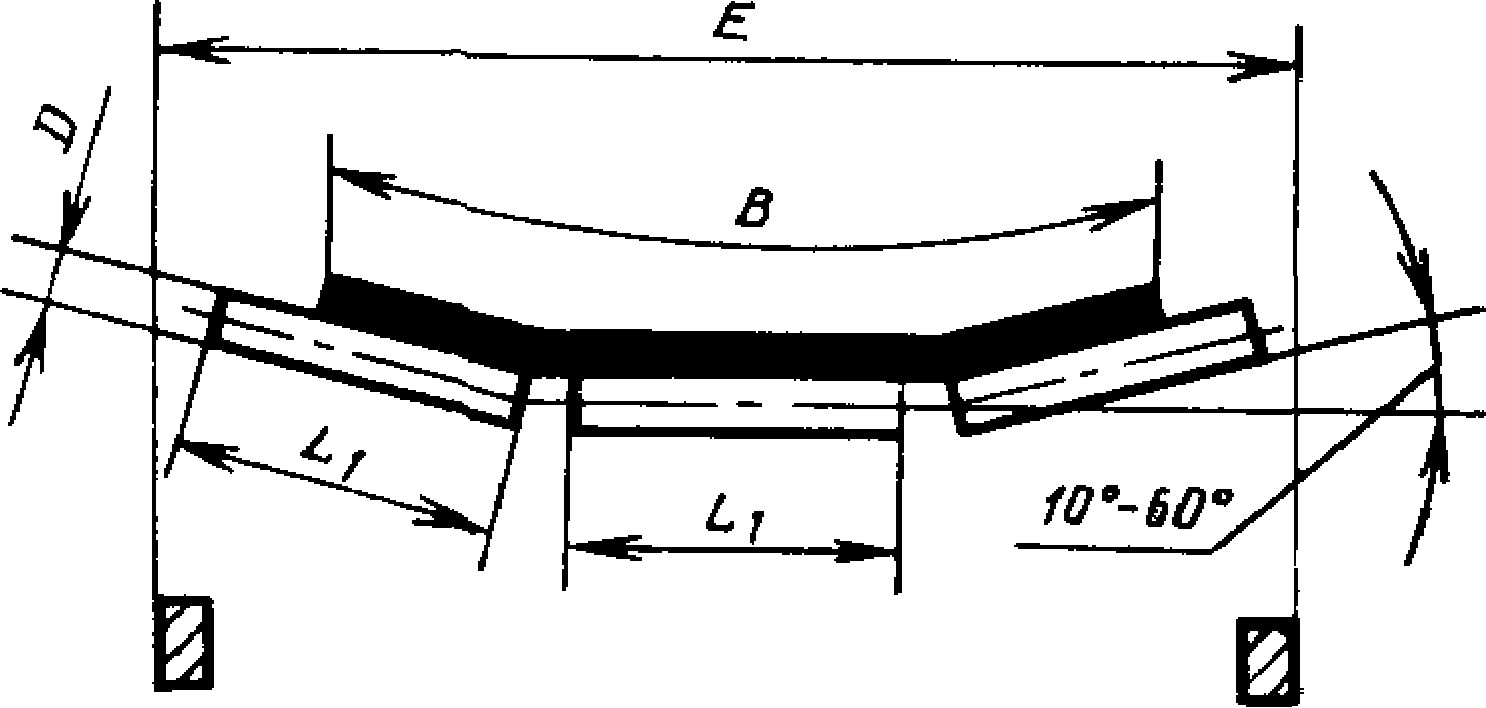
3. Основные размеры роликоопор указаны на чертеже и в табл. 2.
Роликоопора верхняя плоская
Роликоопора верхняя желобчатая
Роликоопора нижняя плоская
Роликоопора нижняя желобчатая
Примечания:
1. Чертеж не устанавливает конструкцию роликоопор.
2. Угол наклона боковых роликов выбирают из ряда: 10; 15; 20; 25; 30; 35 45; 60°.
* т
Таблица 2 О
ми w
Ширина ленты В | Диаметр ролика D | Длина ролика | Наибольшая ширина несущей конструкции под верхними роликоопорами Е | ||||
L для конвейеров | и | ||||||
стационар ных | передвижных | стационар ных | передвижных | ||||
300 | 63 | 380 (400) | – | – | 600 | «ММ | |
400 | 63; 76; 39; 102; 103 | 500 | 160 | 700 | |||
500 | 63; 76; 89 | 600 | 200 | 800 | |||
М2; 108 | 200(195) | ||||||
650 | 63; 76; 89; 127; 133 | 750 | 250 __ 250(245) | 950 | |||
102; 108 | |||||||
800 | 89; 194; 319 | 950 | 1150 | 315 | 465 | 1150 | 1350 |
102; 108 | 315(310) | ||||||
127; 133; 152; 159; 168; 178 | 315(310) | (460) 465 | |||||
1000 | 89; 102; 108; 127; 133; 152; 159; 168; 178; 194; 219; 245 | 1150 | 1400 | 380 | 600 | 1350 | 1600 |
1200 | 89; 102; 108; Ш; 219; 245 | 1400 | 1600 | 465 | 670 | 1600 | 1800 |
127; 133; 152; 159; 168; 178 | 465(460) |
22645-77
Продолжение iak 2
ш
Ширина ленты В | Диаметр ролика D | Длина ролика | Наибольшая ширина несу-щей конструкции под верхними роликоопорами Е | ||||
1 для конвейеров | к | L] | |||||
стационар ных | передвижных | стационар ных | передвижных | ||||
1400 | 102; 100; 127; Ш; 219; 245 | 1600 | ш | 530 | 750 | 1800 | 2000 |
152; 199; 168; 178; 194 | 760(740} | ||||||
1600 | 102; 108; 127; 133; 152; 159; 168; 178; 194; 219; 245 | 1800 | 2000 | 600 | 900 | 2050 | 2200 |
(МО) | 127; 133; 152; 159; 168; 178; 194; 219; 245 | 2000 | 2200 | 670 | 1090 | 2250 | 2400 |
N00 | 152; 159; 168; 178; 194 219; 245 | 2200 | 2400 | 750 (749) 750 | 1150 | 2600 | |
(2250) | 152; 159; 168; 178; 194; 219; 245 | – | — | 800 | 1260 | 2850 | |
т | 900 | 1400 | 3100 | ||||
(2750) | 1000 | (1500) | 3350 | ||||
3000 | 1150 | 1600(1500) | 3600 |
Примечание, Значения, указанные в скобках, не предпочтительны,
Пример условного обозначения верхней плоской роликоопоры П исполнения Г для ленточного конвейера с шириной ленты 5 = 650 мм с роликом исполнения Г диаметром />=108 мм:
Роликоопора ПГ65—108 ГОСТ 22645—77
То же, верхней желобчатой роликоопоры Ж исполнения ФЛ для ленточного конвейера с шириной ленты 5 = 1200 мм с роликом исполнения ФЛ диаметром 0 = 133 мм и углом наклона бокового ролика 20°:
Роликоопора ЖФЛ120—133—20 ГОСТ 22645—77
(Измененная редакция, Изм. №1,2).
4. Роликоопоры должны выполняться с роликами по ГОСТ 22646—77.
5. В передвижных конвейерах для карьеров допускается применять ролики длин, установленных для стационарных конвейеров.
6. (Исключен, Изм. № 1).
7. Верхние желобчатые роликоопоры допускается выполнять со средним выносным роликом. Длина среднего ролика для этого случая может быть больше размера Lb указанного в табл. 2, но всегда должна выбираться из ряда длин, установленных ГОСТ 22646—77 для роликов данного диаметра.
(Измененная редакция, Изм. № 1).

8. (Исключен, Изм. № 2).
9. (Исключен, Изм. № 1).
10. (Исключен, Изм. № 2).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством тяжелого, энергетического и транспортного машиностроения
ИСПОЛНИТЕЛИ
Н. А. Гаврилин, С. И. Модин, В. В. Дюбенко, А. В. Александрова, Л. В. Сергиевская
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 28.07.77 № 1866
3. Срок проверки — 1992 г., периодичность— 5 лет
4. Стандарт соответствует международному стандарту И СО 2109—75 в части диаметров роликов;
Стандарт соответствует рекомендациям СЭВ по стандартизации PC 1243—68 в части плоской ветви и желобчатой трехроликовой роликоопоры и PC 1877—69, за исключением пятироликовой роликоопоры.
5. Введен впервые
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕН-
ТЫ | |
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 22644—77 | 1 |
ГОСТ 212646—77 | 2; 4; 7 |
7. Переиздание (август 1988 г.) с Изменениями № 1, 2, утвержденными в июне 1984 г., феврале 1988 г. (ИУС 11—84, 5—88)
8. Проверен в 1988 г. Срок действия продлен до 01.01.94. (Постановление Госстандарта от 17.02.88 Лй 269)
Классификация[]
По области применения, конструкции и параметрам подземные ленточные конвейеры подразделяются на пять групп.
- для примыкающих к лавам транспортных выработок с углом наклона от -3 до +6°.
- для горизонтальных и слабонаклонных выработок.
- для уклонов с углом до 18°.
- для бремсбергов с углом до 16°.
- для наклонных стволов и главных уклонов с углом от 3 до 18°.
Карьерные ленточные конвейеры (по конструкции) разделяют на забойные, отвальные, передаточные и стационарные магистральные. Кроме того, они являются составной частью некоторых карьерных агрегатов в составе роторных и цепных экскаваторов, отвалообразователей, транспортно- отвальных мостов, перегружателей. Секции забойных и отвальных ленточных конвейеров монтируют на рельсошпальной решётке (допускают изгиб става при поперечной передвижке по мере подвигания забоя). По рельсам забойного ленточного конвейера передвигается загрузочная тележка с приёмной воронкой и питателем, отвального ленточного конвейера — двухбарабанная разгрузочная тележка. Рельс, кроме того, используется для захвата тракторным передвижчиком при поперечном перемещении конвейера. Передаточный ленточный конвейер устанавливается на тележках и перемещается по рельсовому пути в продольном направлении. Став стационарных ленточных конвейеров собирают на почве, бетонной дорожке или лежнях, а привод и натяжное устройство монтируют на фундаменте. На рудных карьерах при погрузке крепких пород одноковшовым экскаватором и вторичном дроблении (передвижной дробилкой) в забое ленточные конвейеры стационарного и передвижного типов используются для внутрикарьерного транспортирования и подъёма (поточная технология), а при дроблении в стационарной дробилке — ленточные конвейеры стационарного типа для подъёма (циклично-поточная технология).
Основной расчёт ленточного конвейера заключается в определении ширины ленты, её наибольшего натяжения и мощности двигателей по требуемой производительности конвейера, длине и углу наклона установки. Производительность ленточного конвейера зависит в основном от ширины ленты и скорости её движения.
В горнорудной промышленности на подъёмах крупнодроблёной руды из карьеров производительность ленточных конвейеров обычно до 6000 т/ч, ширина ленты 1600 и 2000 мм, мощность электродвигателей привода от 1200 до 3000 кВт. Длина ленточного конвейера в одном ставе от нескольких метров до 10-15 тысяч метров. Факторы, ограничивающие применение ленточных конвейеров: допускаемая в зависимости от ширины ленты крупность и масса содержащихся в перемещаемом насыпном грузе кусков, угол наклона ленточного конвейера, который (за исключением специальных типов) для большинства грузов не превышает 16-18°. Наивысшая производительность ленточного конвейера (достигнутая на буроугольных открытых разработках в Германии при ширине ленты 3000 мм и скорости 6-7 м/с) 30 тысяч т/ч, наибольшая длина конвейерной линии (в системе транспорта фосфоритовой руды в Западной Сахаре от карьера до океанского порта) 100 км, максимальная мощность электродвигателей силовых блоков привода 2000 кВт и общая мощность привода 12 000 кВт. Скорость движения ленты 7-8 м/с, а в отдельных случаях (на транспортно-отвальном мосту в Германии) 10 м/с. Применение автоматики обеспечивает плавность пуска ленточного конвейера, возможность регулирования скорости движения ленты в зависимости от величины поступающего грузопотока, автоматический контроль (ультразвуковым способом) состояния роликоопор, целостности ленты, взвешивания и регистрации количества перемещаемого на ленте груза и др.
Современные ленточные конвейеры отличает небольшая трудоёмкость обслуживания, высокая надёжность работы и безопасность труда. Расширение объёмов и области применения ленточных конвейеров связывается с дальнейшим улучшением конструктивно-технологических характеристик установок. Начато применение промежуточных приводов для ленточных конвейеров, позволяющих повысить длину ставов и тем самым уменьшить количество промежуточных перегрузок (или полностью исключить их), снизить оборачиваемость ленты и повысить срок её службы. Усовершенствование погрузочных устройств, роликоопор и опорных конструкций ставов, а также создание новых специальных типов ленточных конвейеров (ленточно-тележечных) даёт возможность повысить кусковатость перемещаемых конвейерами скальных грузов. Применение лент из морозостойкой резины, специальных сортов смазки и новых конструкционных материалов для зубчатых передач привода расширяет область применения ленточных конвейеров до районов Крайнего Севера.
Область применения конвейерных роликов
Конвейерные ролики используются
в разричного рода конвейерном оборудовании.
Конвейерное оборудование
представляет собой подвижное или стационарное транспортное
средство, необходимое для перемещения продукции и
материалов, сыпучих грузов и т.д. Область применения
конвейерного оборудования чрезвычайно широка: от электроэнергетики,
горнорудной промышленности, предприятий нефтегазового
комплекса, черной и цветной металлургии до строительной
индустрии, складского оборудования и железнодорожных
станций.
В зависимости от конструктивных особенностей,
обусловленных объемом и характером груза, различается
конвейерное оборудование разных видов:
стационарные ленточные конвейеры, катучие ленточные
конвейеры, передвижные ленточные конвейеры, телескопические
ленточные конвейеры. В комплект конвейерного оборудования,
как правило, входят приводные, натяжные, предохранительные
и очистительные устройства.
Как не ошибиться при выборе
Конвейерные ролики
на современном рынке представлены в широком ассортименте. К сожалению, не каждый изготовитель способен дать стопроцентную гарантию качества выпускаемой им продукции. Предложения приобрести комплектующие по достаточно низкой цене – далеко не редкость. Но именно этот момент в первую очередь должен насторожить потенциального покупателя. Следует понимать: сомнительная экономия на приобретении дешевого товара может стать причиной неоправданной траты средств в связи со скорым выходом из строя недавно купленных изделий. Поэтому предпочтение нужно отдавать только качественной продукции от проверенных изготовителей, которые уже успели себя зарекомендовать на мировом и отечественном рынках. Если же выбор самостоятельно сделать не предоставляется возможным, рекомендуется обратиться за помощью к квалифицированным экспертам.
е
3. Основные размеры роликоопор указаны на чертеже и в табл. 2.
Роликоопора верхняя плоская
Роликоопора верхняя желобчатая
Роликоопора нижняя плоская
Роликоопора нижняя желобчатая
Примечания:
1. Чертеж не устанавливает конструкцию роликоопор.
2. Угол наклона боковых роликов выбирают из ряда: 10; 15; 20; 25; 30; 35 45; 60°.
* т
Таблица 2 О
ми w
| Ширина ленты В | Диаметр ролика D | Длина ролика | Наибольшая ширина несущей конструкции под верхними роликоопорами Е | ||||
| L для конвейеров | и | ||||||
| стационар ных | передвижных | стационар ных | передвижных | ||||
| 300 | 63 | 380 (400) | – | – | 600 | «ММ | |
| 400 | 63; 76; 39; 102; 103 | 500 | 160 | 700 | |||
| 500 | 63; 76; 89 | 600 | 200 | 800 | |||
| М2; 108 | 200(195) | ||||||
| 650 | 63; 76; 89; 127; 133 | 750 | 250 __ 250(245) | 950 | |||
| 102; 108 | |||||||
| 800 | 89; 194; 319 | 950 | 1150 | 315 | 465 | 1150 | 1350 |
| 102; 108 | 315(310) | ||||||
| 127; 133; 152; 159; 168; 178 | 315(310) | (460) 465 | |||||
| 1000 | 89; 102; 108; 127; 133; 152; 159; 168; 178; 194; 219; 245 | 1150 | 1400 | 380 | 600 | 1350 | 1600 |
| 1200 | 89; 102; 108; Ш; 219; 245 | 1400 | 1600 | 465 | 670 | 1600 | 1800 |
| 127; 133; 152; 159; 168; 178 | 465(460) |
22645-77
Продолжение iak 2
ш
| Ширина ленты В | Диаметр ролика D | Длина ролика | Наибольшая ширина несу-щей конструкции под верхними роликоопорами Е | ||||
| 1 для конвейеров | к | L] | |||||
| стационар ных | передвижных | стационар ных | передвижных | ||||
| 1400 | 102; 100; 127; Ш; 219; 245 | 1600 | ш | 530 | 750 | 1800 | 2000 |
| 152; 199; 168; 178; 194 | 760(740} | ||||||
| 1600 | 102; 108; 127; 133; 152; 159; 168; 178; 194; 219; 245 | 1800 | 2000 | 600 | 900 | 2050 | 2200 |
| (МО) | 127; 133; 152; 159; 168; 178; 194; 219; 245 | 2000 | 2200 | 670 | 1090 | 2250 | 2400 |
| N00 | 152; 159; 168; 178; 194 219; 245 | 2200 | 2400 | 750 (749) 750 | 1150 | 2600 | |
| (2250) | 152; 159; 168; 178; 194; 219; 245 | – | — | 800 | 1260 | 2850 | |
| т | 900 | 1400 | 3100 | ||||
| (2750) | 1000 | (1500) | 3350 | ||||
| 3000 | 1150 | 1600(1500) | 3600 |
Примечание, Значения, указанные в скобках, не предпочтительны,
Пример условного обозначения верхней плоской роликоопоры П исполнения Г для ленточного конвейера с шириной ленты 5 = 650 мм с роликом исполнения Г диаметром />=108 мм:
Роликоопора ПГ65—108 ГОСТ 22645—77
То же, верхней желобчатой роликоопоры Ж исполнения ФЛ для ленточного конвейера с шириной ленты 5 = 1200 мм с роликом исполнения ФЛ диаметром 0 = 133 мм и углом наклона бокового ролика 20°:
Роликоопора ЖФЛ120—133—20 ГОСТ 22645—77
(Измененная редакция, Изм. №1,2).
4. Роликоопоры должны выполняться с роликами по ГОСТ 22646—77.
5. В передвижных конвейерах для карьеров допускается применять ролики длин, установленных для стационарных конвейеров.
6. (Исключен, Изм. № 1).
7. Верхние желобчатые роликоопоры допускается выполнять со средним выносным роликом. Длина среднего ролика для этого случая может быть больше размера Lb указанного в табл. 2, но всегда должна выбираться из ряда длин, установленных ГОСТ 22646—77 для роликов данного диаметра.
(Измененная редакция, Изм. № 1).
8. (Исключен, Изм. № 2).
9. (Исключен, Изм. № 1).
10. (Исключен, Изм. № 2).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством тяжелого, энергетического и транспортного машиностроения
ИСПОЛНИТЕЛИ
Н. А. Гаврилин, С. И. Модин, В. В. Дюбенко, А. В. Александрова, Л. В. Сергиевская
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 28.07.77 № 1866
3. Срок проверки — 1992 г., периодичность— 5 лет
4. Стандарт соответствует международному стандарту И СО 2109—75 в части диаметров роликов;
Стандарт соответствует рекомендациям СЭВ по стандартизации PC 1243—68 в части плоской ветви и желобчатой трехроликовой роликоопоры и PC 1877—69, за исключением пятироликовой роликоопоры.
5. Введен впервые
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕН-
| ТЫ | |
| Обозначение НТД, на который дана ссылка | Номер пункта |
| ГОСТ 22644—77 | 1 |
| ГОСТ 212646—77 | 2; 4; 7 |
7. Переиздание (август 1988 г.) с Изменениями № 1, 2, утвержденными в июне 1984 г., феврале 1988 г. (ИУС 11—84, 5—88)
8. Проверен в 1988 г. Срок действия продлен до 01.01.94. (Постановление Госстандарта от 17.02.88 Лй 269)
Преимущества применения ленточного конвейера
Преимущества ленточных конвейеров появляются если понадобится организовать быстрое, экономически и энергетически эффективное перемещение разных материалов или предметов в ограниченных пределах производственного участка, склада, логистического терминала либо даже горного карьера.
Главные положительные качества этого вида транспорта такие:
- большая скорость транспортировки;
- большая продуктивность, есть транспортеры со скорость до десяти метров/с и шириной ленты до 3 метров, они перевозят до 30 млн кг в час и используются на добывающих и обогатительных фирмах;
- возможность организации как непрерывной подачи, так и управляемой, и дозированной;
- небольшие затраты энергии на перемещение единицы полезной нагрузки;
- самая маленькая сложность транспортировки, отлаженные устройства работают без вмешательства человека;
- высокая устойчивость к отказам и надежность обуславливаются небольшим количеством двигающихся частей;
- возможность одолевать подъемы либо даже подымать грузы вертикально, при условиях использования транспортеров подобающей конструкции;
- наличие мобильных и телескопических моделей дает возможность быстро развернуть оборудование на удаленном объекте и организовать эффективную перевозку.
Как и любому виду оборудования, ленточным конвейерам свойствен и ряд определенных минусов:
- возрастание сопротивления и связанных с ними потерь энергии при удлинении ленты;
- ограничения на величину угла возвышения при перевозке сыпучих грузов (для плоской ленты — до 20°).
- зависимость эластичности материала ленты от температуры;
- необходимость в периодической регулировке для восстановления натяжения ленты после ее удлинения и провисания во время работы;
Эксплуатационные особенности, такие, как тяжёлые условия климата, контакт с враждебными средами и остальные могут значительно уменьшить служебный срок ленты и самого ленточного конвейера.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
и 3.
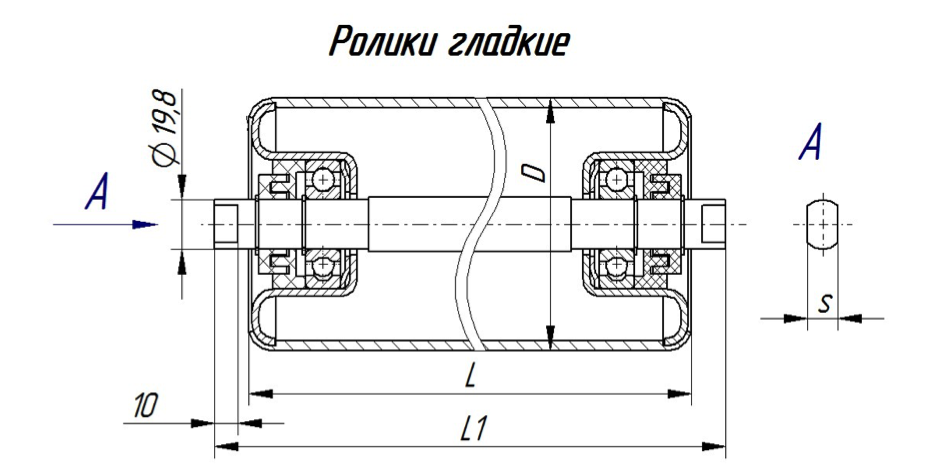
Ролики Г, Ф, А, Н, НФ Ролики НЛ, НФЛ
Ролик НД
Ролик НДЛ
Примечание. Чертеж не устанавливает конструкцию роликов.
5л
V
!?■
sox
ssx
Suft
63 | 180 | 200 | 250 | 315 | 380 (400) | 500 | 600 | 750 | 950 | т* |
76; 89 | 160 | 200 | 250 | 315 | 380 | 465 | 500 | 600 | 670 | 750 |
182; 11 | 160 | 200 (195) | 250 (245) | 315 (310) | 380 | 465 | 500 | 530 | 600 | 670 |
127; 133 | 250 | 315 (310) | 380 | 465 (460) | 530 | 600 | 670 | 750 | 900 | 950 |
152 159 11 178 | 315 (310) | 380 | 465 (460) | 530 | 600 | 670 | 750 (740) | 800 | 900 | 950 |
194 | 315 | 380 | 465 | 530 | 600 | 670 | 750 (740) | 800 | 900 | 950 |
219 | 315 | 380 | 465 | 530 | 600 | 670 | 750 | 800 | 900 | 950 |
245 | 380 | 465 | 530 | 600 | 670 | 750 | 800 | 900 | 1000 | 1150 |
950
750
,250
1150
900
1150
1150
1150
1150
1400
950
1400
1250
1250
1250
1150
1400
1400
1400
1400
(1500)
1000
(1500)
1600
(1500)
1600
18002000
20002200 2400
20002200
2400
ч
H
к
N
0)
a
i
Примечания:
1. Длину роликов, указанную в скобках, при новом проектировании не применять,
2, Для роликов Ф, ФЛ. НФ, НФЛ диаметр должен быть увеличен на двойную толщину футеровки
Таблица 3
мм
Исполнение концов осей | Диаметр ролика О | Размеры концов осей | ||
rfi | s-o.i -0,3 | а | ||
Со СКВОЗНОЙ ЛЫСКОЙ | 63 | (12); 20 | (8); (11); (12); 14 | (8); 9; (10); 15 |
76; 89 | (15); 20 | (8); 9; (10); 12; 16; 20 | ||
102; 108 | (17); 20; 25 | (12); 14; 18 | ||
127; 133 | 20; 25; 30 | (13); 14; (16); 18; (20); 22; 32 | 9; (Ю); (11); 12; 15; 20 | |
152; 159; 168»; 178 | 25; 30; 40 | |||
194 | 40; 45 | |||
219 | 50 | 18; 22; 32 | 15; 20 | |
245 | 60 | 22; 32 | ||
С глухой лыской | 102; 108 | 20; 25 | 14; 1в | 9; (10); 12; 15 |
127; 133 | 20; 25; 30 | (13); 14; 18 | ||
152; 159; 168; 178 | 25; 30; 40 | (16); 18; 22 | (Ю); 12; 15; 20 | |
194 | 40 | (18); 20; 22; 32 | ||
219 | 50 | 18; 22; 32 | 15; 20 | |
245 | 60 |
Примечание. Размеры, приведенные в скобках, не предпочтительны.

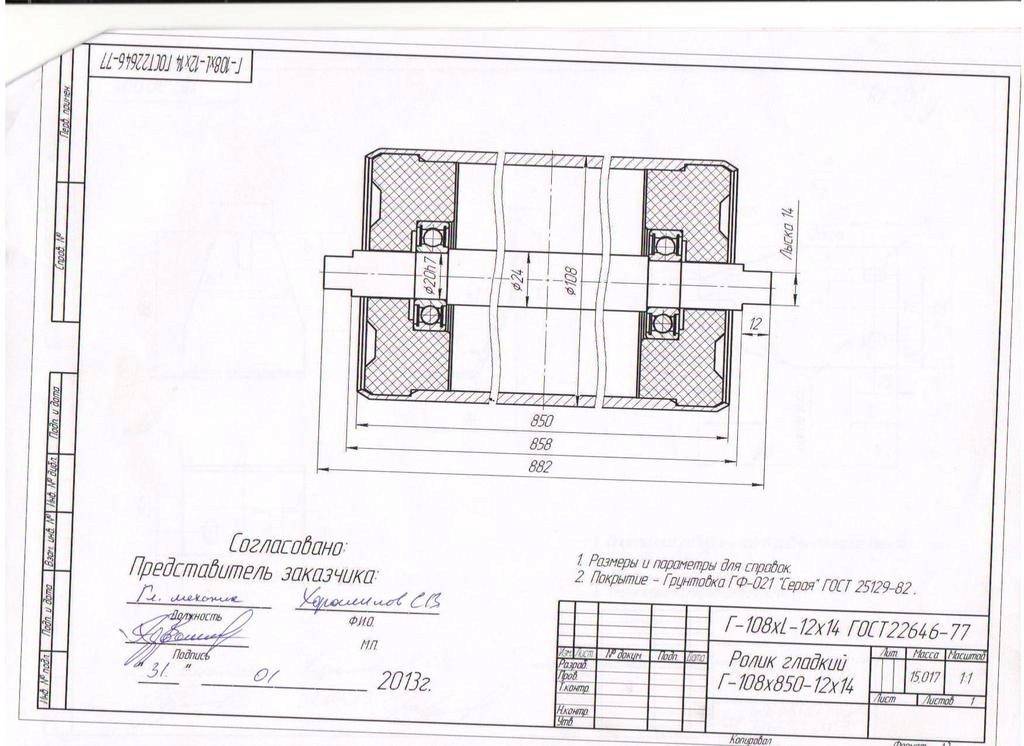
Пример условного обозначения верхнего гладкого ролика со сквозной лыской диаметром D = 89 мм, длиной £.=315 мм, с размерами лыски а= 10 мм и 5=14 мм:
Ролик Г-89Х315—10X14 ГОСТ 22646—77 То же, нижнего ролика дискового с глухой лыской диаметром D=219 мм, длиной L=2000 мм, размерами лыски а = 20 мм, 5=22 мм:
Ролик НДЛ-219Х2000—20 X22 ГОСТ 22646—77 (Измененная редакция, Изм. № 1, 2, 4).
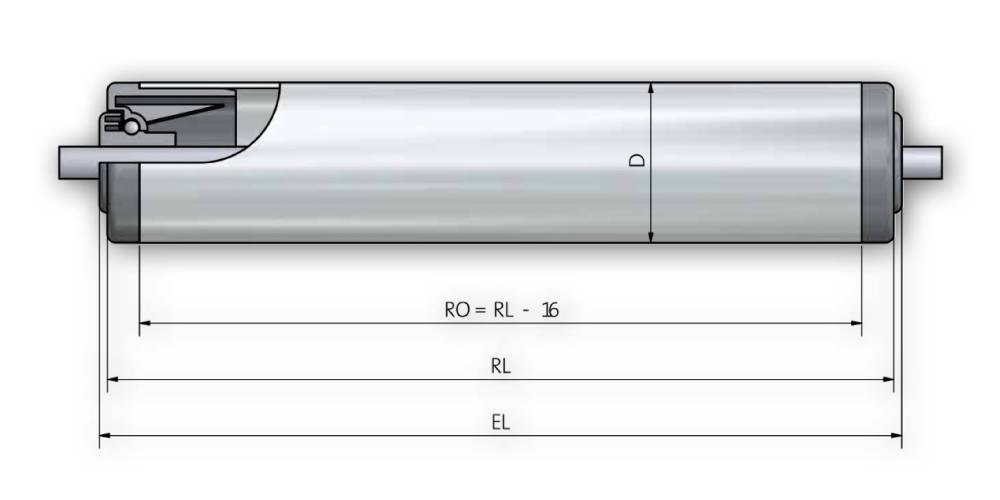
4. Размер между лысками Lx на осях роликов должен быть равен
Lx—L-j-Л,
i\zte А — не более 8 мм.
Примечание. Для роликов, изготовляемых по рабочим чертежам, разработанным до 01.01.85 и для роликов, изготовляемых для запчастей, значение А принимают по рабочим чертежам, утвержденным в установленном порядке.
(Измененная редакция, Изм. № 3).
5. Предельные отклонения на размер L\ устанавливаются следующие:
минус 1 мм — для Li^750 мм; минус 2 мм — для Li>750 мм.
6. Ролики диаметром 63, 89 мм допускается изготовлять с резьбовым исполнением кондов осей.
(Измененная редакция, Изм. № 3).
7—9. (Исключены, Изм. № 3).
10. (Исключен, Изм. № 4).
ПРИЛОЖЕНИЕ
Справочное
Информационные данные о соответствии ГОСТ 22646—77
и СТ СЭВ 1334—78
Типы и исполнения роликов | Типы и исполнения роликов | ||
по ГОСТ 22646-77 | по СТ СЭВ 1334-78 | по ГОСТ 22646-77 | по СТ СЭВ 1334-78 |
Г | Тип 1, исполнение 1* | н | Тип 1, исполнение 1** |
гл | Тип 1, исполнение 2 | НФ | Тип 2 исполнение 1** |
ф | Тип 2, исполнение 1* | нд | Тип 3, исполнение 1 |
ФЛ | Тип 2, исполнение 2 | нл | Тип 1, исполнение 2 |
А | Тип 4, исполнение 1 | НФЛ | Тип 2, исполнение 2 |
АЛ | Тип 4, исполнение 2 | ндл | Тип 3, исполнение 2 |
* Верхние ролики.
** Нижние ролики.
(Измененная редакция, Изм. № 1, 3).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством тяжелого, энергетического и транспортного машиностроения
ИСПОЛНИТЕЛИ
Н. А. Гаврилин, С. И. Модин, В. В. Дюбенко, А. В. Александрова, Л. В. Сергиевская
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 28.07.77 № 1866
3. Срок проверки — 1992 г., периодичность — 5 лет
4. Стандарт соответствует СТ СЭВ 1334—78 в части типов и исполнений
Стандарт соответствует международному стандарту И СО 1537—75.
5. Введен впервые
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕН-
ты | |
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 22644—77 | I |
7. Переиздание (август 1988 г.) с Изменениями № 1, 2, 3, 4, утвержденными в январе 1980 г., марте 1982 г., марте 1985 г., феврале 1988 г. (ИУС 3—80, 7—82, 6—85, 5—88)
8. Проверен в 1988 г. Срок действия продлен до 01.01.94 (Постановление Госстандарта СССР от 17.02.88 № 269)
Редактор М. А. Глазунова Технический редактор Л. А. Никитина Корректор Я. И. Гаврищук
Сдано в наб. 20.06.88 Подп. в печ. 19.10.88 1.26 уел. печ. л. 1,25 уел. кр.-отт. 1,01 уч.-изд. л.
Тираж 6000 Цена 5 коп.
Ордена «Знак Почета» Издательство стандартов, 123840» Москва, ГСП,
Новопресненский пер., 3.
Калужская типография стандартов, ул. Московская, 256. Зак. 1400
Преимущества применения ленточного конвейера
Преимущества ленточных конвейеров появляются если понадобится организовать быстрое, экономически и энергетически эффективное перемещение разных материалов или предметов в ограниченных пределах производственного участка, склада, логистического терминала либо даже горного карьера.
Главные положительные качества этого вида транспорта такие:
- большая скорость транспортировки;
- большая продуктивность, есть транспортеры со скорость до десяти метров/с и шириной ленты до 3 метров, они перевозят до 30 млн кг в час и используются на добывающих и обогатительных фирмах;
- возможность организации как непрерывной подачи, так и управляемой, и дозированной;
- небольшие затраты энергии на перемещение единицы полезной нагрузки;
- самая маленькая сложность транспортировки, отлаженные устройства работают без вмешательства человека;
- высокая устойчивость к отказам и надежность обуславливаются небольшим количеством двигающихся частей;
- возможность одолевать подъемы либо даже подымать грузы вертикально, при условиях использования транспортеров подобающей конструкции;
- наличие мобильных и телескопических моделей дает возможность быстро развернуть оборудование на удаленном объекте и организовать эффективную перевозку.
Как и любому виду оборудования, ленточным конвейерам свойствен и ряд определенных минусов:
- возрастание сопротивления и связанных с ними потерь энергии при удлинении ленты;
- ограничения на величину угла возвышения при перевозке сыпучих грузов (для плоской ленты — до 20°).
- зависимость эластичности материала ленты от температуры;
- необходимость в периодической регулировке для восстановления натяжения ленты после ее удлинения и провисания во время работы;
Эксплуатационные особенности, такие, как тяжёлые условия климата, контакт с враждебными средами и остальные могут значительно уменьшить служебный срок ленты и самого ленточного конвейера.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
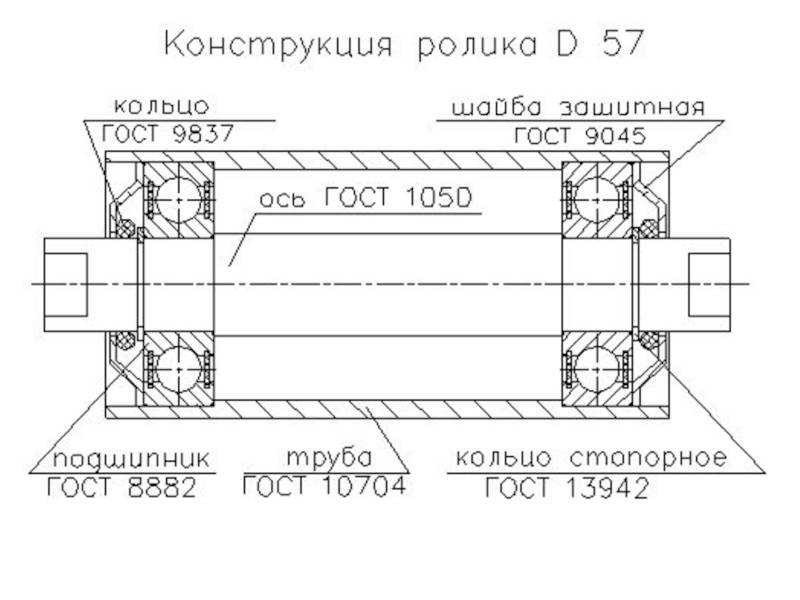
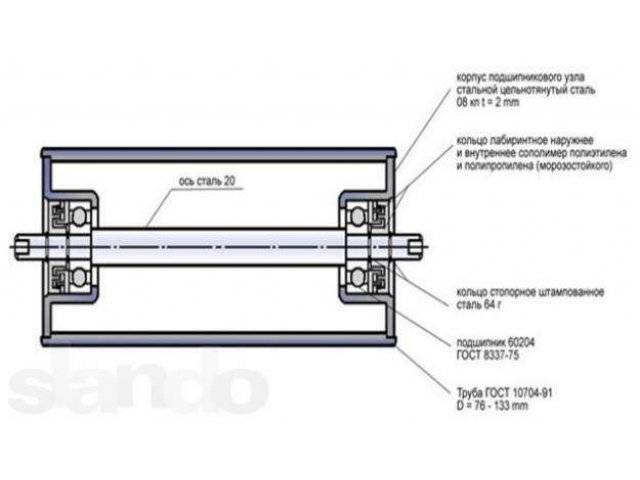
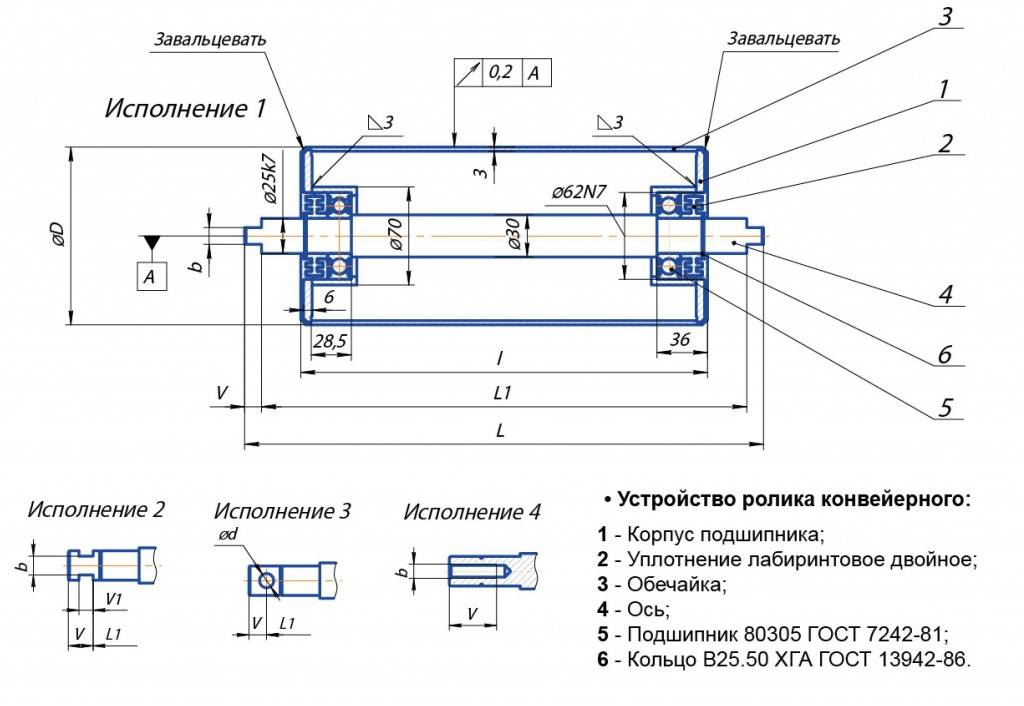
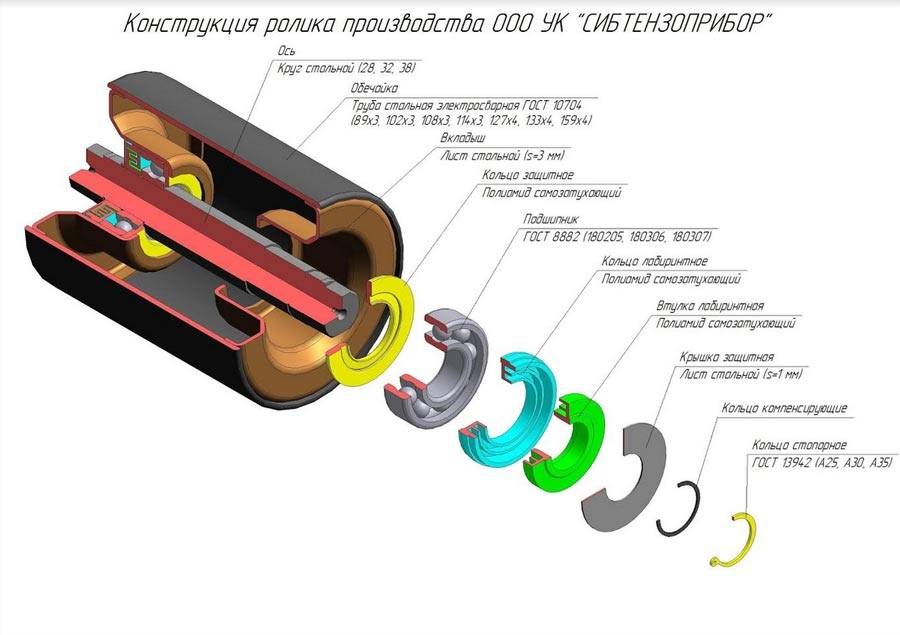
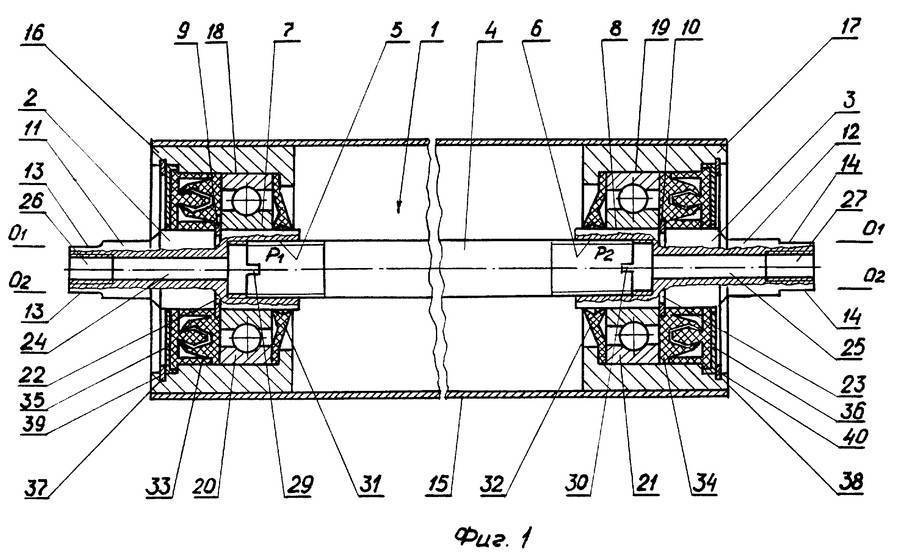
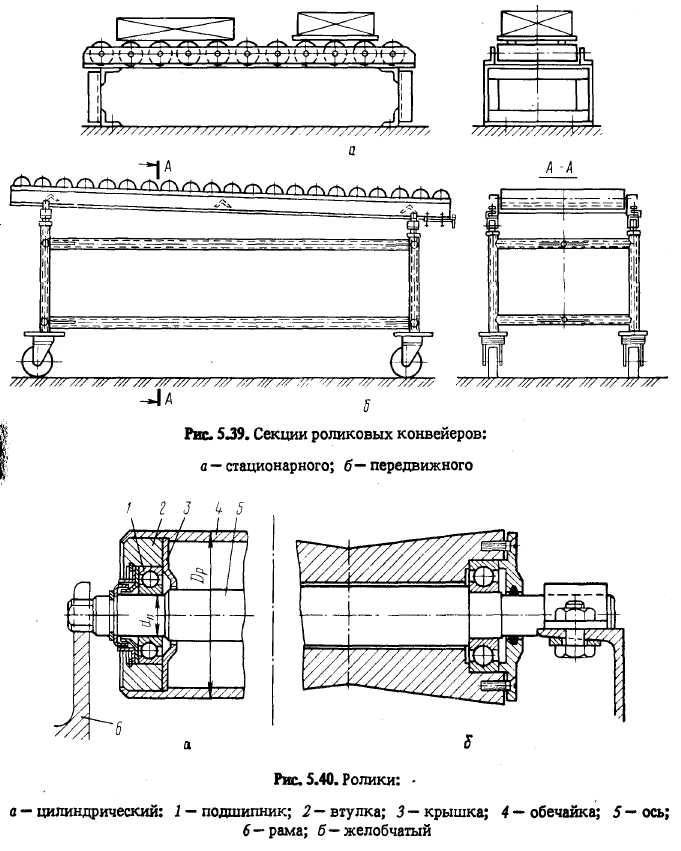
Особенности конструкции
Популярность, которой пользуется рольганги, прежде всего, связана с особенностью конструкции. К ним можно отнести:
- Для выполнения основной задачи используется группа роликов, которые имеют ось.
- Все вращающиеся элементы закреплены на раме.
- Все ос неподвижные. Они служат основанием для подшипников, при помощи которых и осуществляется вращательное движение роликов.
- Часто можно встретить, когда рольганг имеет сварной тип устройства, который состоит из ролика, вращающегося в специальном подшипниковом узле.
- Для того чтобы рассматриваемое устройство стабильно работало, длина поверхности соприкосновения выбирается с учетом ширины или диаметра заготовок: рольганг должен иметь ролики больше.
- Расстояние между роликами должно быть несколько меньше показателя половины длины транспортируемого груза.
- В некоторых случаях рольганг используется для транспортировки ящиков, а не деталей.
- Рама создается с учетом веса перемещаемого груза.
Простота конструкции и ее относительно небольшая стоимость определяет популярность рассматриваемого устройства.
Типы изделий
Встречаются самые различные конвейерные ролики, которые могут устанавливаться на подобном оборудовании. Основными видами назовем следующие ролики для конвейеров:
- Верхние. Они предназначены для поддержки рабочей поверхности, могут быть гладкими, футерованными и амортизирующими. Для обозначения каждого типа применяется определенный символ.
- Нижний. В эту группу входят гладкие, футерованные и дисковые варианты исполнения со сквозной и глухой лыской.
Довольно большое распространение получили резиновые ролики для конвейеров. Это связано с тем, что применяемые материалы при изготовлении характеризуются относительно невысокой стоимостью. Резина характеризуется высокими амортизирующими свойствами, за счет чего происходит эффективное гашение вибрации. В каком виде проводится выпуск изделия во многом зависит от применяемых стандартов в ГОСТ. Транспортерные конвейерные детали при этом должны обладать весьма высокой износоустойчивостью, а также определенными размерами, которые также стандартизированы в ГОСТ.

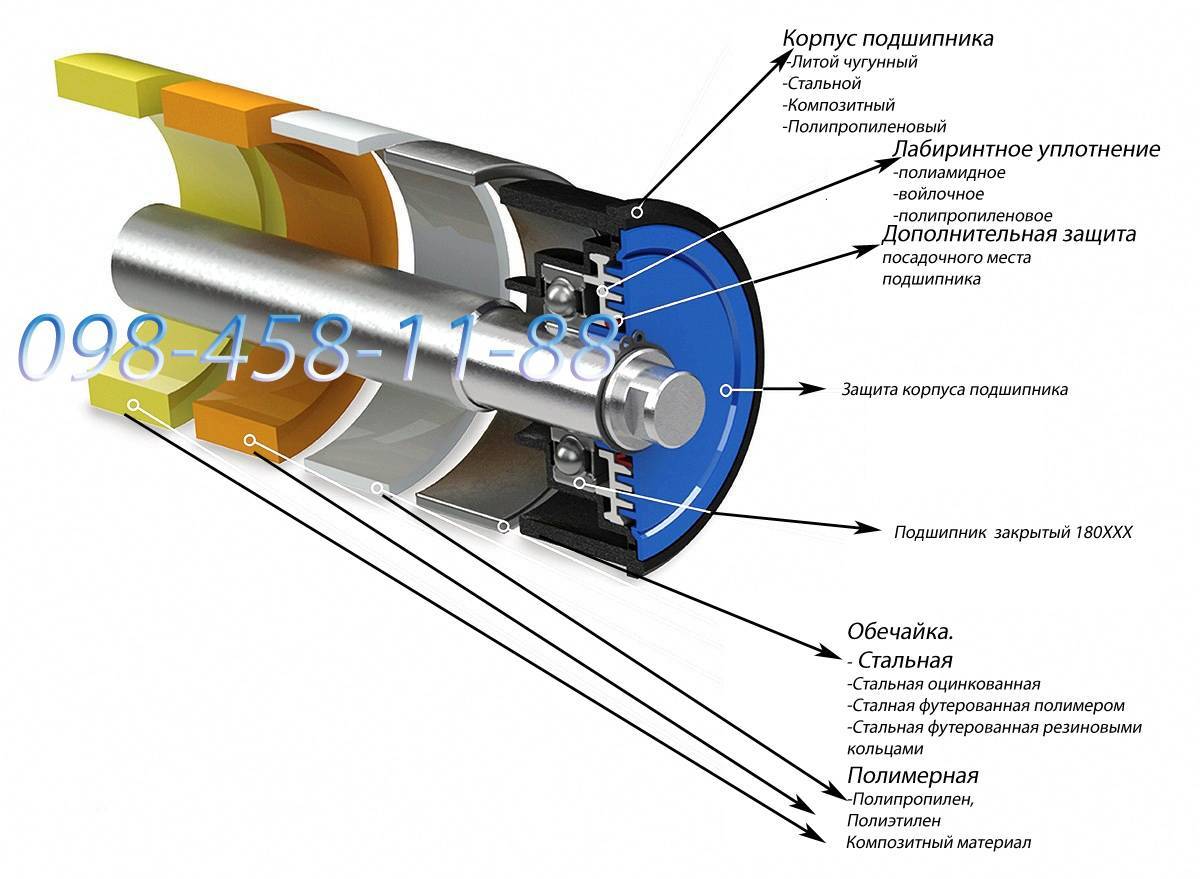
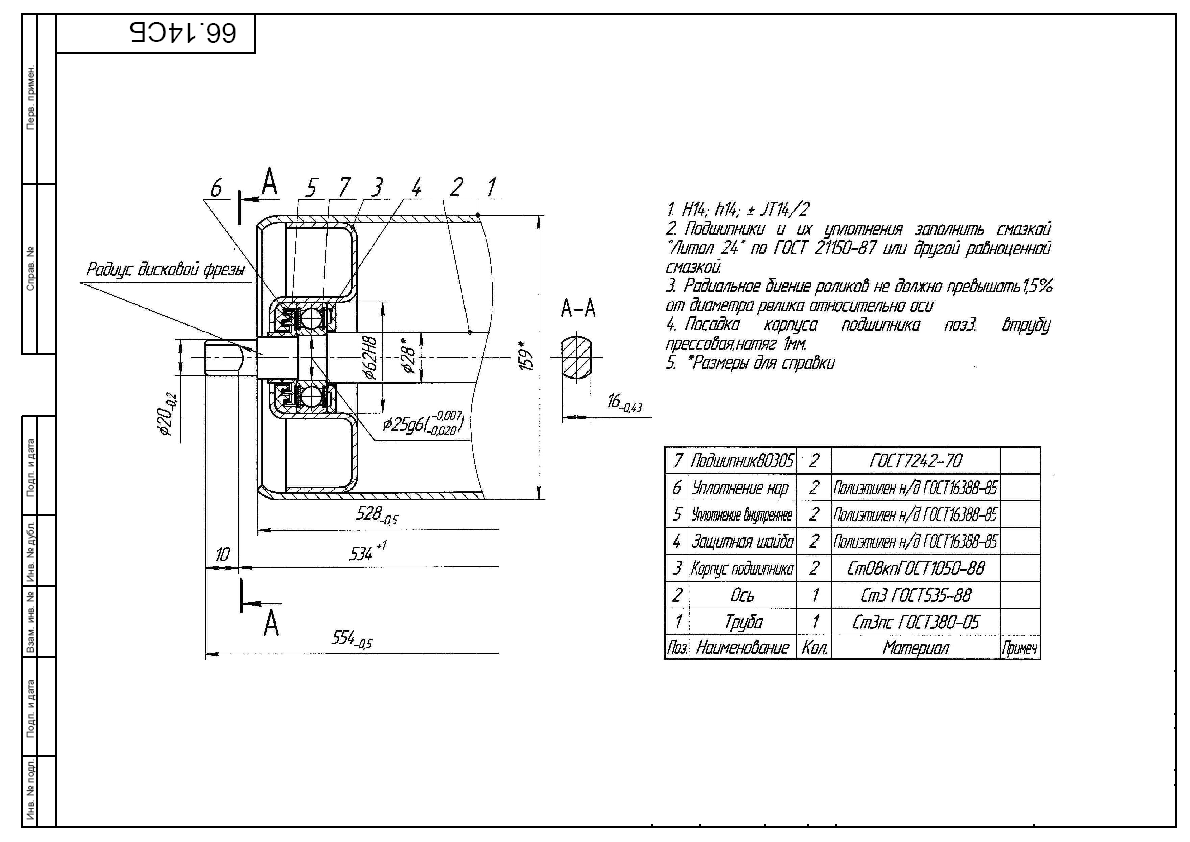
Классификация изделия также проводится по разновидности подшипниковых щек. Выделяют три типа:
- Точеный корпус, который изготовлен из стали.
- Штампованный вариант исполнения с специальным отверстием под подшипник.
- Довольно большое распространение получили корпуса, которые изготавливаются из пластмассы. Это связано с небольшим весом и стоимостью.
Также выделяют несколько различных конвейерных изделий, которые отличаются по степени точности. Примером можно назвать:
- Довольно большое распространение получили варианты исполнения нормальной стойкости. Они, как правило, изготавливаются из труб черного металла. Дополнительное обозначение при этом не проводится.
- Детали грунтового типа характеризуются тем, что по наружной поверхности наносится специальное вещество. Для обозначения применяется маркировка Гр.
- Конвейерные детали окрашенного типа характеризуются тем, что на рабочую поверхность наносится грунт и краска. Довольно большое распространение получили варианты исполнения красного типа.
- Встречаются в продаже варианты исполнения с повышенной стойкостью, которые изготавливаются из оцинкованной трубы. При этом при изготовлении боковой щеки также проводится ее оцинковка для повышения степени защиты от воздействия окружающей среды.
- Конвейерные детали с повышенной степенью износостойкости, которые могут применяться в агрессивных средах. Часто основа получается при применении нержавеющей стали. Она выдерживает воздействие повышенной влажности, на поверхности даже после длительной эксплуатации не появляется ржавчина.

Деталь следует при эксплуатации смазывать. По этому типу выделяют три различные группы:
- Индивидуальные. В этом случае в конструкцию закладывается масло, которое рассчитано на определенный срок эксплуатации изделия.
- Через масленку. Подобная конструкция рассчитана на добавление масла без разбора конструкции.
- Вариант с централизованной смазкой. Внутрь механизма подается масло по специальным трубкам. При этом есть бак, который предназначен для хранения смазывающего материала. Подобный вариант исполнения рассчитан на длительный эксплуатационный срок.
Подобная классификация должна учитываться при выборе наиболее подходящего изделия. Не стоит забывать о том, что для смазывания механизма требуется определенное смазывающее вещество, которое должно обладать определенной вязкостью и смазывающими свойствами.
Неприводные ролики
Неприводные ролики – это альтернативное название гравитационных. По сути оба названия верно отражают функциональную суть изделий. Таким образом, можно смело утвердить, что одни от других ничем не отличаются. Изделия данного вида пользуются большим спросом по всему миру, в силу своей эффективности, простоты и надежности.
Отдельного упоминания стоят пищевые ролики, изготовленные из пищевой нержавейки, что позволяет перемещать продукцию без малейшего вреда. Именно такими роликами укомплектованы все пищевые производства.

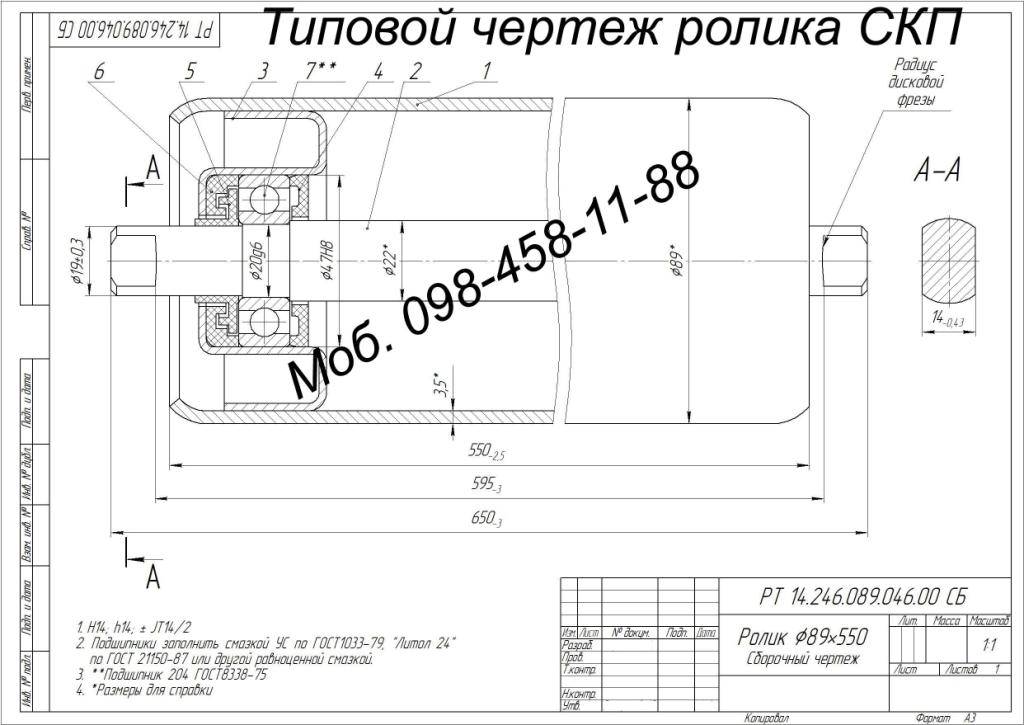
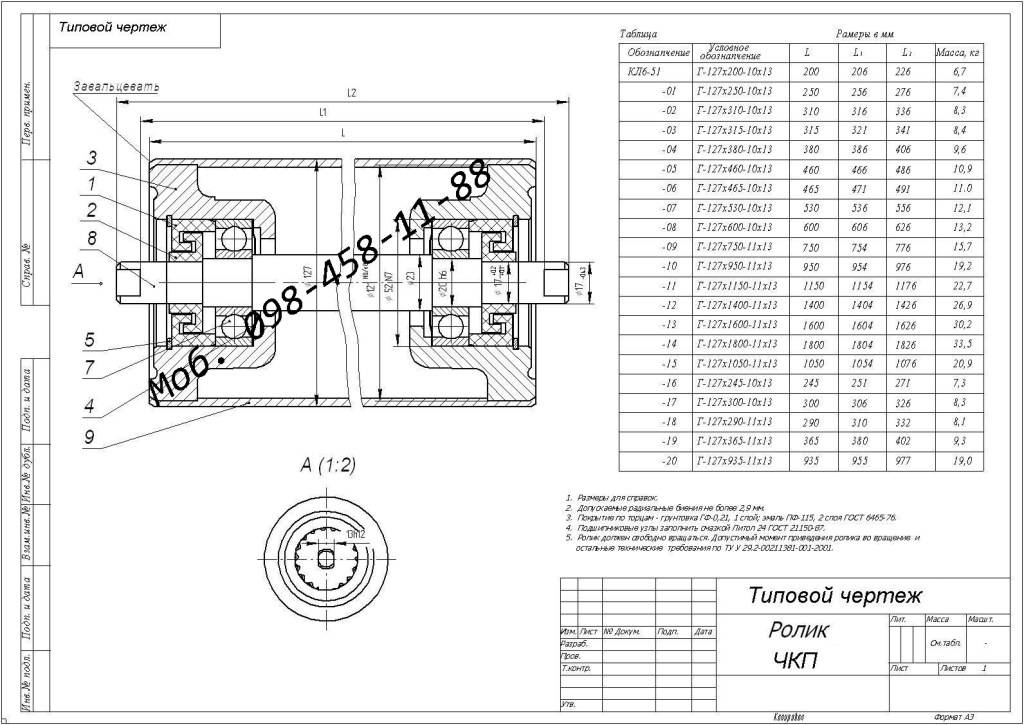
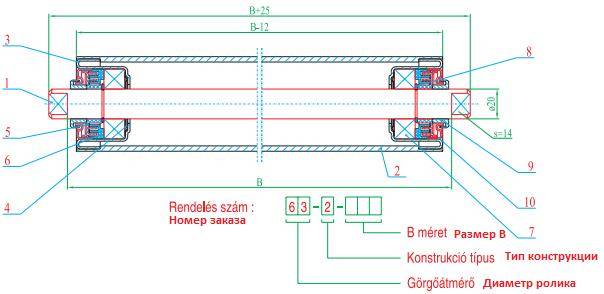
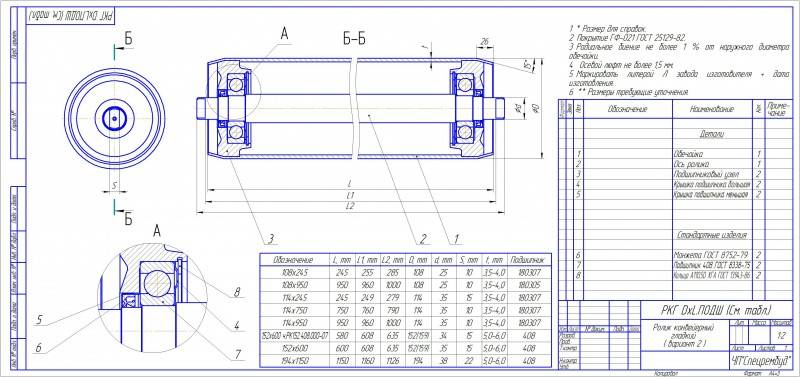
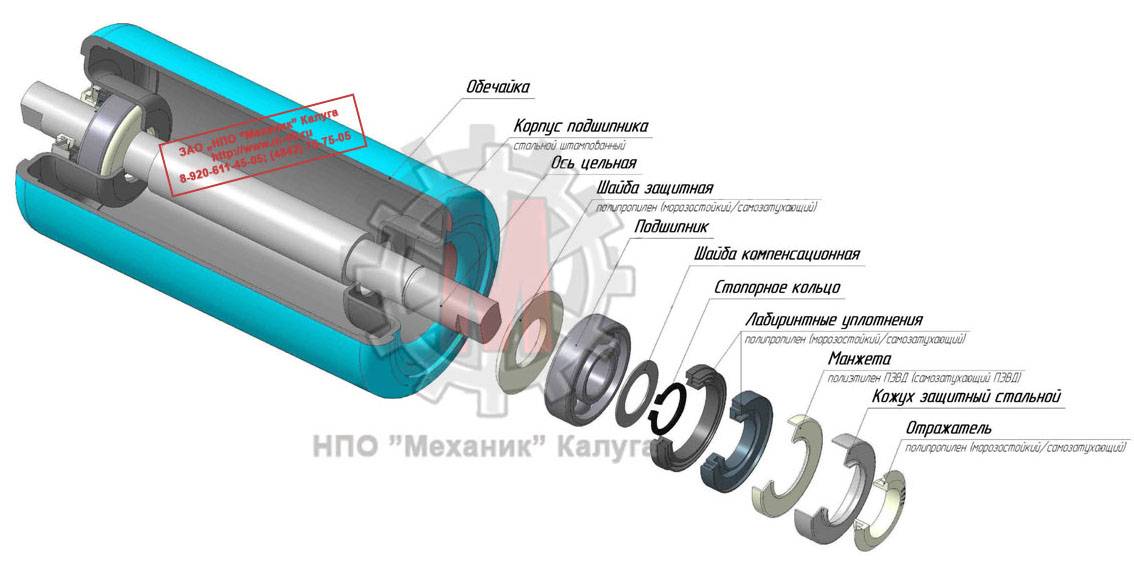
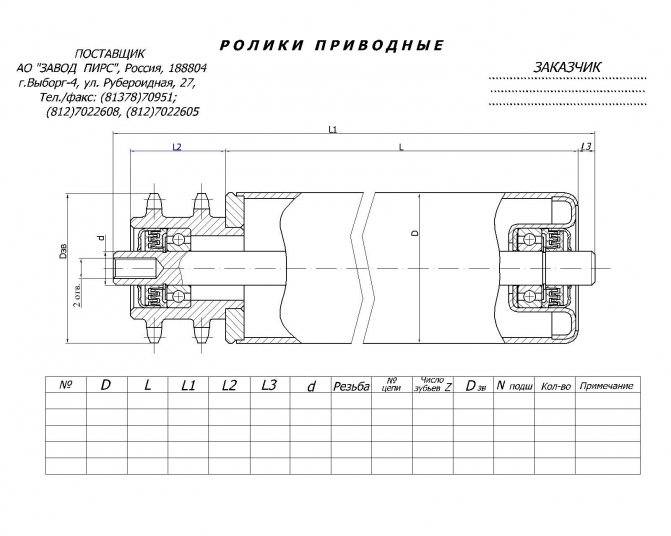
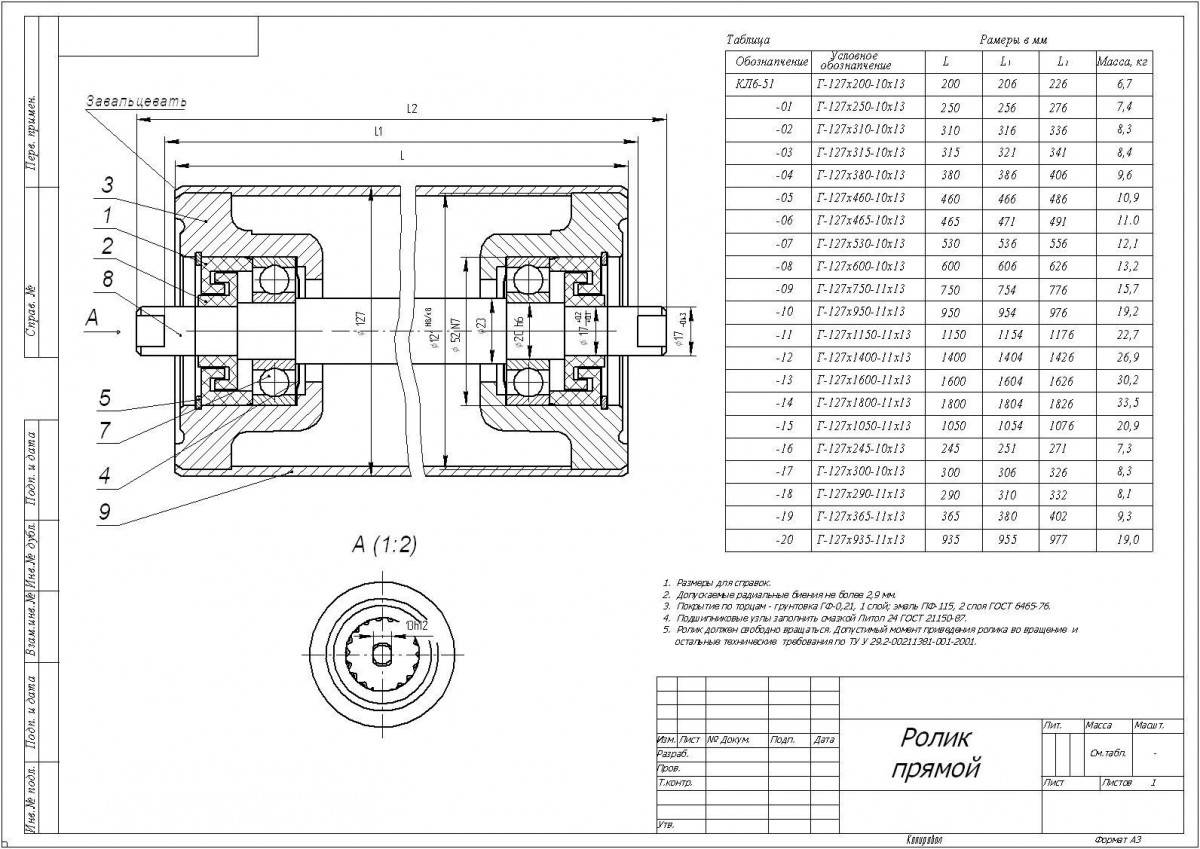
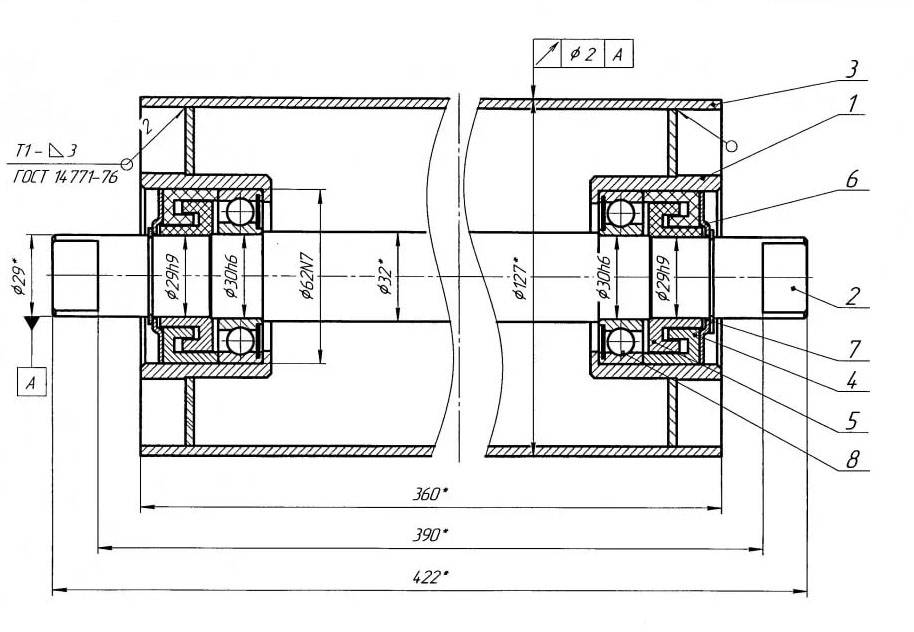
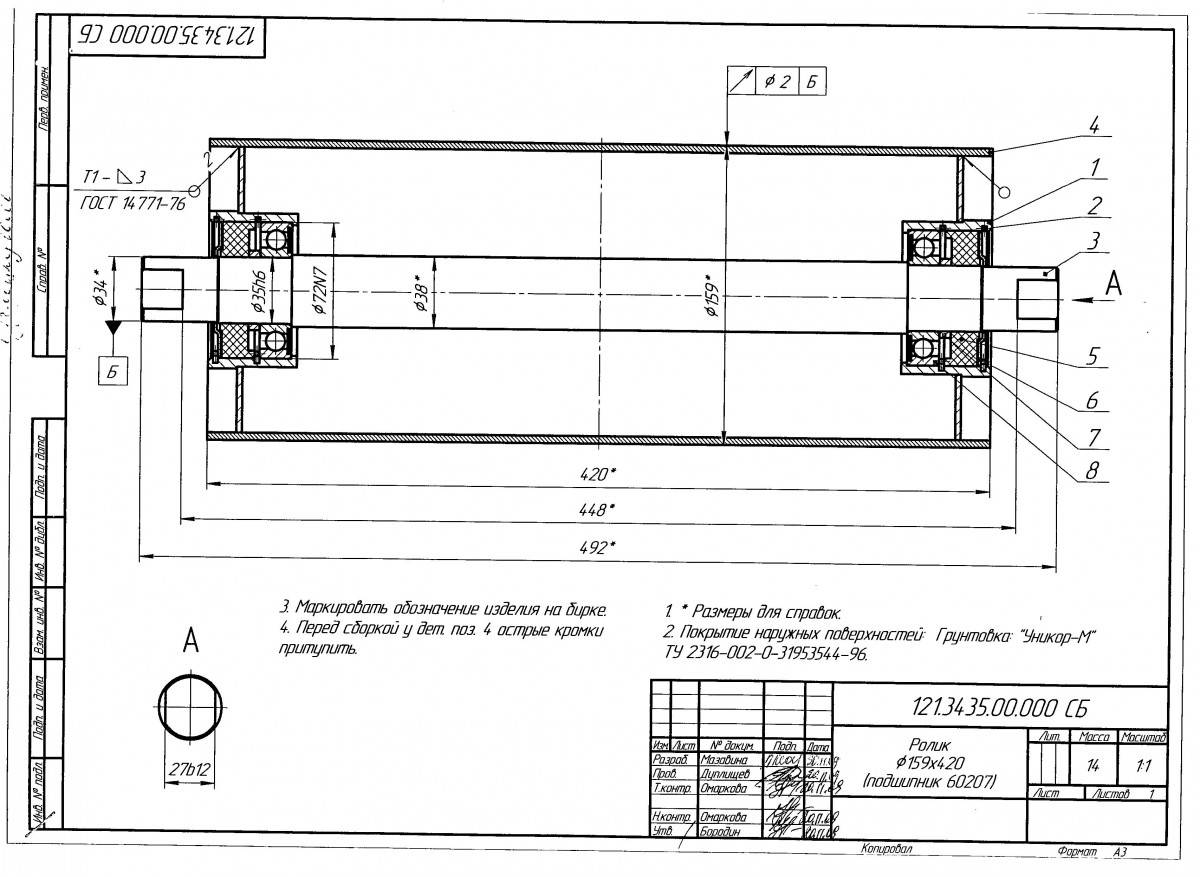
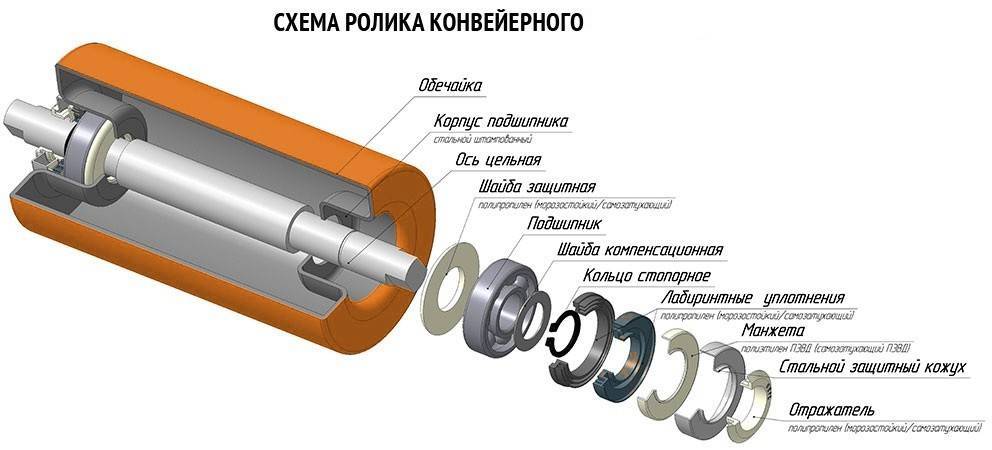
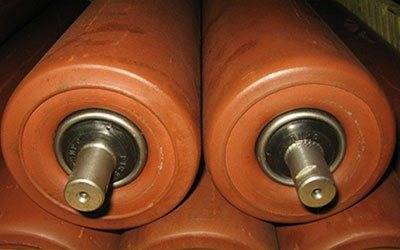
Помимо производства роликов оборудованных внутренним подшипником мы также осуществляем изготовление роликов предназначенных для использования совместно с корпусными подшипниками (см. фото справа)
Обращаем Ваше внимание, что внешние (корпусные) подшипники в комплекте НЕ идут
Мы изготовим как стандартные ролики, так и специальные изделия под Ваши нужды. Необходимой длины и диаметра, из подходящего материала, с заглушками или без, с различными видами хвостовиков на выбор. Обращайтесь!
Информационные данные о соответствии ГОСТ 22646-77 и СТ СЭВ 1334-78
Типы и исполнения роликов | Типы и исполнения роликов | ||
по ГОСТ 22646-77 | по СТ СЭВ 1334-78 | по ГОСТ 22646-77 | по СТ СЭВ 1334-78 |
Г | Тип 1, исполнение 1* | н | Тип 1, исполнение 3** |
гл | Тип 1, исполнение 2 | НФ | Тип 2, исполнение 1** |
ф | Тип 2, исполнение 1* | нд | Тип 3, исполнение 1 |
ФЛ | Тип 2, исполнение 2 | нл | Тип 1, исполнение 2 |
А | Тип 4, исполнение 1 | НФЛ | Тип 2, исполнение 2 |
АЛ | Тип 4, исполнение 2 | ндл | Тип 3, исполнение 2 |
* Верхние ролики.
** Нижние ролики.
(Измененная редакция, Изм. № 1, 3).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством тяжелого, энергетического и транспортного машиностроения
ИСПОЛНИТЕЛИ
Н.А. Гаврилин, С.И. Модин, В.В. Дюбенко, А.В. Александрова, Л.В. Сергиевская
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 28.07.77 № 1866
3. Срок проверки — 1992 г., периодичность — 5 лет
4. Стандарт соответствует СТ СЭВ 1334-78 в части типов и исполнений
Стандарт соответствует международному стандарту ИСО 1537-75.
5. Введен впервые
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 22644-77 |
7. Переиздание (август 1988 г.) с Изменениями № 1, 2, 3, 4 утвержденными в январе 1980 г., марте 1982 г., марте 1985 г., феврале 1988 г. (ИУС 3-80, 7-82, 6-85, 5-88)
8. Проверен в 1988 г. Срок действия продлен до 01.01.94 (Постановление Госстандарта от 17.02.88 № 269)