Популярные модели КПН
Выпускается большое количество разновидностей комбинированных пресс-ножниц промышленного типа. В России наибольшее распространение получили следующие модели — СМЖ625, НВ5221, НВ5222, НВ5224. Самой популярной моделью остается установка НВ5221. Ниже мы кратко рассмотрим особенности этих моделей.

СМЖ625
Относится к категории простых, компактных и дешевых моделей, с помощью которых можно производить все базовые работы с металлом. Сферы назначения — резка фасонного или сортового металлопроката, работа с металлическими листами, пробивка отверстий, изготовление треугольных насечек. Установку СМЖ625 можно адаптировать для использования на территории открытых площадок. Дополнительная применения СМЖ625 — это работа с металлом, металлопрокатом на территории строительных площадок с низким или средним уровнем загрязнения. Станок используется в условиях умеренного климата.
НВ5221
Эту модель относят к категории крупных массивных станков, которые предназначены для работы с крупными партиями металла. НВ5221 подходит для работы со всеми популярными типами металлопроката (фасонный, сортовой, полосовой). Этот станок можно применять для изготовления отверстий, вырубки различных выемок и насечек. Прибор имеет 4 активных зоны. Это позволяет значительно увеличить производительность труда, что будет весьма кстати в случае крупных металлургических производств (машиностроение, изготовление военной техники, строительство морских судов, ремонтные работы). Станки НВ5221 имеют небольшие отличия исполнения, связанные с климатом преимущественного использования. Простой пример: УХЛ-модификация станка НВ5221 применяется для работы в условиях умеренного или холодного климата.
НВ5222
Эта модель является модификацией предыдущей системы НВ5221. Крупное отличие установки этого типа — 4 зоны пресс-системы НВ5222 работают в полностью автономном режиме. Это позволяет оператору эффективно налаживать работу на производстве. Модель НВ5222 предназначена она для работы со всеми типами металлопроката, для резки листового металла, для изготовления отверстий, насечек или выемок. Эта модель ножниц используется на строительных либо машиностроительных производствах. Еще одна сфера применения — небольшие компактные цеха, специализацией которых является демонтаж сборных металлических конструкций (станки, оборудование).

НВ5224
Эта установка является усовершенствованной модификацией модели НВ5221. Прибор универсален — он подойдет для обработки листов, металлопроката, различных заготовок и цельных деталей. Как и классическая модель, система НВ5224 разделено на 4 зоны, которые выполняют все основные операции с металлом — резка, изготовление отверстий, прессование. Базовые отличия НВ5224 — усовершенствованная автоматика, использование более прочных металлических сплавов с антикоррозийными добавками, наличие оборудования для проведения зарубочных операций, возможность рубки уголкового металлопроката.
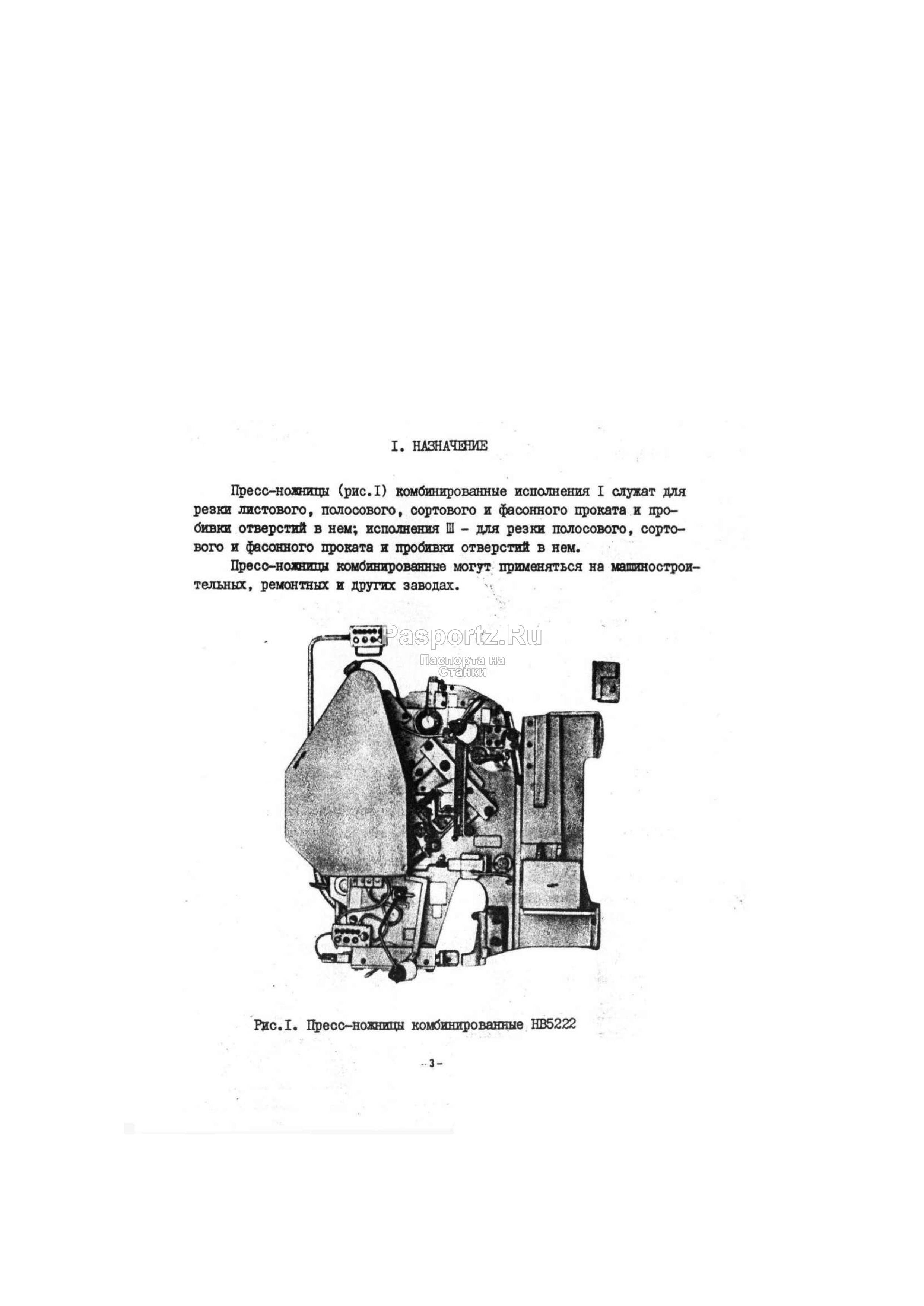
Пресс-ножницы комбинированные НГ5222
Пресс ножницы НГ5222 комбинированные предназначены для отрезки полосового, сортового и фасонного проката, пробивки отверстий в листовом, полосовом и фасонном прокате, а также вырубки открытых пазов. Пресс ножницы широко используются, как на небольших предприятиях, так и на крупных производствах, железобетонных комбинатах и др.
Предназначены для рубки полосы, круга и квадрата.
Пресс-ножницы НГ5222 производят:
- Секция резки сортового проката — отрезка уголка, круга, швеллера, двутавра, шахтного профиля. Отрезка проката без разметки до 1000 мм по упору
- Секция резки полосы, листа — отрезка полосы осуществляется под различными углами
- Секция пробивки отверстий — пробивка отверстий круглой, прямоугольной, квадратной и любой другой формы в листовом и фасонном прокате
- Секция вырубки пазов — пробивка открытых пазов треугольной и прямоугольной формы
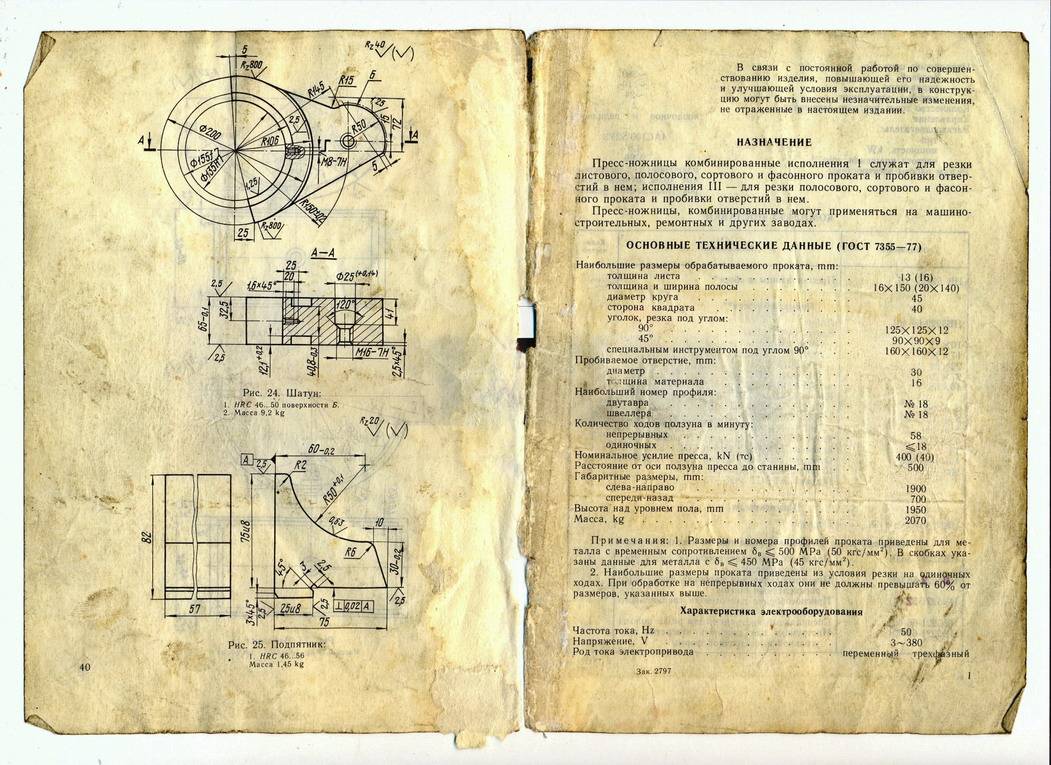
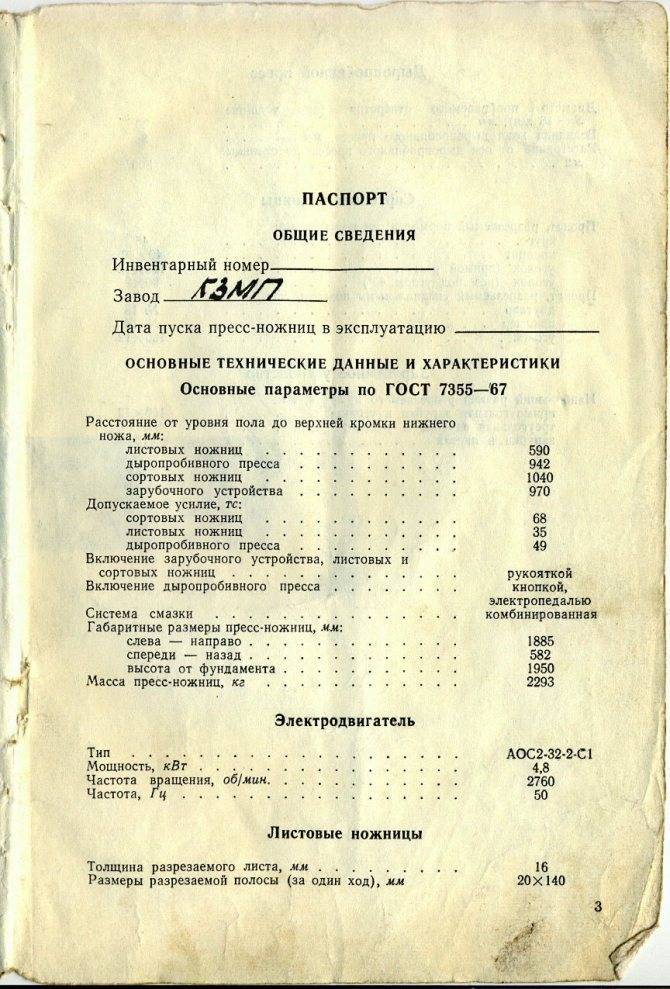
Технические характеристики
| Параметры станка | НГ5222 | НГ5223 |
| Наибольшие размеры обрабатываемого проката, мм | ||
| толщина и ширина полосы | 16х150 | 18х190 |
| диаметр круга | 45 | 60 |
| сторона квадрата | 40 | 45 |
| Равнобокий уголок, отрезка | ||
| под углом 90 град | 125х12 | 125х14 |
| под углом 45 град | 90х9 | 100х10 |
| Наибольший профиль: | ||
| Двутавра | 18 | 18а |
| Швеллера | 18 | 18а |
| Пробиваемое отверстие, мм | ||
| Диаметр | 30 | 32 |
| толщина материала | 16 | 16 |
| Наибольшие размеры пробиваемых пазов прямоугольной формы, мм | ||
| Толщина | 10 | 10 |
| Длина | 70 | 60 |
| Ширина | 65 | 65 |
| Номинальное усилие пресса, кН | 400 | 830 |
| Масса, кг | 2270 | 2500 |
| Габаритные размеры, мм | 1900х1600х1950 | 1800х1700х1885 |
| Мощность электродвигателя, кВт | 4.8 | 4.0 |
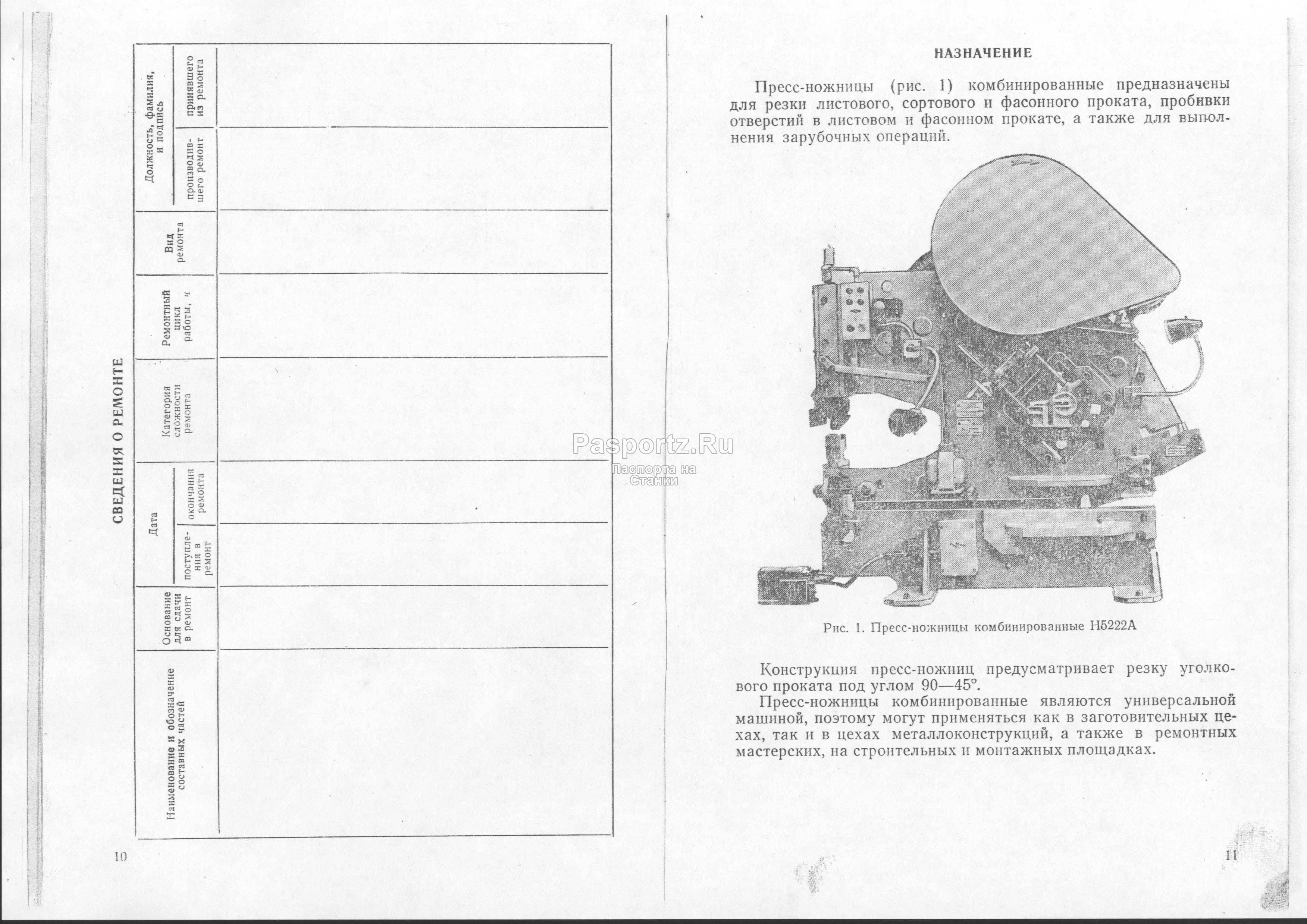
Пресс-ножницы комбинированные модели НГ5222 служат для отрезки полосового, сортового и фасонного проката и пробивки отверстий в листовом, полосовом и фасонном прокате, а также для выполнения зарубочных операций.
Пресс-ножницы комбинированные могут найти применение на машиностроительных, ремонтных и других заводах, при эксплуатации в климатических зонах с умеренным и холодным климатом исполнение УХЛ, сухим и влажным тропическим климатом — исполнение О, категория размещения 4 по ГОСТ15150-69.
Дополнительное требование: нижнее значение температуры воздуха должно быть не менее +5°С.
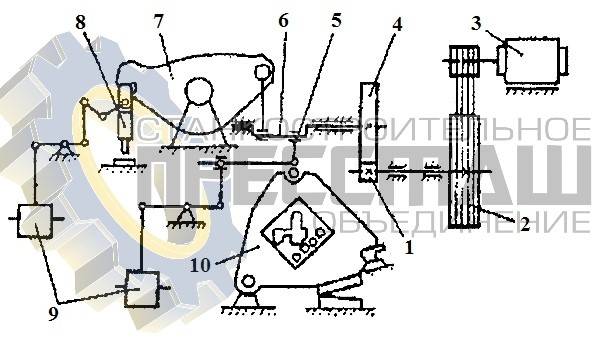
Общий вид комбинированных пресс-ножниц

Составные части комбинированных пресс-ножниц

Пресс-ножницы комбинированные с четырьмя рабочими зонами позволяют выполнять на одной машине несколько типов операций без предварительной перенастройки ножниц, в любой последовательности и без смены инструмента, что обеспечивает гибкую и экономичную обработку проката, как в крупном машиностроительном производстве, так и любой ремонтной мастерской.
Станина сварной конструкции, состоит из переднего и заднего листов, приваренных к основанию. Для установки приводных валов и приводов секций в станине выполнены четыре расточки. Привод сортолистовой и дыропробивной секций от электродвигателя через клиноременную и зубчатую передачи на эксцентриковый вал секций. Рычаг зарубочного устройства связан при помощи тяги с ползуном сортолистовои секции.
Ползун дыропробивной секции уравновешивается пружинными уравновешивателями.
Механизм центрирования предназначен для выполнения операции наметки путем перемещения с помощью рукоятки пуансонодержателя с пуансоном. Инструмент реза уголка, круга и квадрата состоит из подвижной и неподвижной плит. Подвижная плита крепится в гнездо ползуна сортолистовой секции, неподвижная — в гнезде станины Г-образ-ными пружинами.
Листовой и зарубочный инструмент состоит из двух подвижных и трех неподвижных ножей. Подвижные ножи — гильотинный для резки листового материала и прямоугольный — для прямоугольной зарубки. Инструмент дыропробивной секции состоит из пуансона и матрицы. Пуансон крепится через пуансонодержатель к ползуну, а матрица — к корпусу дыропробивного приспособления.
Пресс-ножницы имеют три рабочих места, обслуживаемые одним оператором. Электросхема обеспечивает работу пресс-ножниц па непрерывных и одиночных ходах. Управление кнопочное и педальное. Смазка густая, комбинированная.
https://youtube.com/watch?v=8tbWJfr–UA
Состав узлов и принцип их действия
Ножницы модели НГ5222 включают в себя:
- приводной электродвигатель переменного тока;
- клиноременную передачу;
- приёмный вал;
- маховик;
- эксцентриковый вал;
- шатун привода основного ползуна;
- балансир секции сортовой резки проката;
- балансир дыропробивного пресса;
- задний упор;
- станину.
Управление агрегатом производится при помощи системы рычагов, которые кинематически связаны с двумя управляющими электромагнитами. При переключении тяг привода в соответствующие пазы производится либо ход пуансона дыропробивного пресса, либо качание балансира секции резки проката. Работа ножниц возможна в режиме одиночных и непрерывных ходов. Следует учесть, что, из-за отсутствия муфты включения, остановка ползуна происходит в течение определённого времени.






Крепление инструмента для резки производится в специальных пазах ползуна. Установка дыропробивного пуансона выполняется в пуансонодержатель, в то время как матрица устанавливается на стол дыропробивного приспособления.
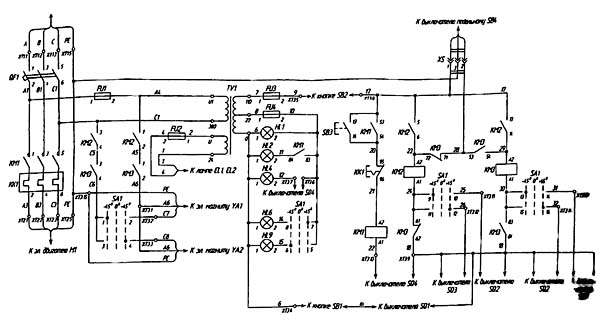
Электросхема
Паспорт на ножницы включает в себя также перечень необходимого инструмента и приспособлений, в числе которых рукоятки для фиксации стола и центрирующего устройства, комплекты пуансонов и ножей, приёмный лоток и ряд других. Опционно поставляется также инструмент для резки специальных прокатных профилей.
Ножницы работают так. Крутящий момент от включённого электродвигателя передаётся клиноременной передачей на маховик, который компенсирует возможные колебания в частоте оборотов вала из-за перегрузки ножниц по усилию. Далее при помощи прямозубой зубчатой передачи движение сообщается эксцентриковому валу, на который насажены шатун для привода ползуна механизма резки сортового проката и тяга качающегося балансира, который управляет ходом дыропробивного пресса. При необходимости пробивки отверстия включают соответствующий управляющий электромагнит, который поворачивает многозвенный рычаг, и производит поступательное перемещение пуансона вниз, в то время как непрерывно качающийся балансир отвечает за возврат пуансона в своё крайнее верхнее положение. Для резки сортового или круглого металлопроката включают второй электромагнит. Он поворачивает двуплечий рычаг, который, в свою очередь, толкает шатун вниз. Тот сообщает качательное движение ползуну, и одновременно фиксирует в определённом положении задний упор, отвечающий за точность отрезки. Включение/выключение ножниц производится педалью: после окончания технологической операции оператор отпускает педаль, и привод останавливается в требуемом положении. После этого возможна установка в рабочую зону ножниц очередной обрабатываемой заготовки. Имеется также кнопочная станция для управления ножницами при выполнении ими операции пробивки отверстия.

Рабочие зоны оборудования
Комбинированные пресс-ножницы НГ5222
| Наименование параметра | Модель НГ 5222 |
| Наибольшие размеры обрабатываемого проката, мм: | |
| — толщина и ширина полосы | 16х150 |
| — диаметр круга | 45 |
| Уголок, резка под углом: | |
| — 90° | 125х125х12 |
| — 45° | 90х90х9 |
| Пробиваемое отверстие, мм: | |
| — диаметр | 30 |
| — толщина материала | 16 |
| Наибольшие размеры пробиваемых пазов прямоугольной формы, мм: | |
| толщина/ширина/длина | 10/65/70 |
| Наибольший номер профиля (двутавра и швеллера) | №18 |
| Частота ходов ползуна, мин-¹ | 18 |
| Номинальное усилие пресса, кН (тс) | 400 (40) |
| Расстояние от оси ползуна пресса до станины, не менее, мм | 500 |
| Род тока электропривода | переменный, трехфазный |
| Напряжение цепи, В: | |
| — силовой | ~ 380 |
| — управления | ~ 110 |
| — местного освещения | ~ 24 |
| — сигнализации | ~ 22 |
| Количество точек местного освещения, шт | 2, уст-ся потребителем |
| Управление | педальное |
| Электродвигатель: | |
| — тип | АИР100L2УЗ |
| — мощность (кВт) | 5.5 |
| — частота вращения, мин-¹ | 2930 |
| Режим работы электросхемы | одиночный ход, ручной поворот (наладочный режим) |
| Габариты, мм | 1900х1650х1950 |
| Вес, кг | 2270 |
Высокоэффективная промышленная версия пресс-ножниц предназначена для нарезки мерных прутков и заготовок из металла. Компактное исполнение и эксплуатационные показатели с характерной малой трудоемкостью для операторов при работе на пресс ножницах способствует повышению популярности этой модификации среди производственных компаний. Наиболее часто данную модель устанавливают для подрезки металла на заготовительных участках или в производственных цехах, работающих с металлопрокатом с указанными параметрами. Модель дает возможность резать металл, проводить подрезку под углом и пробивать отверстия.
Конструкция пресс-ножниц НГ 5222:
В основе пресс-ножниц НГ 5222 – сварная станина, на которую устанавливаются приводы секций, выполняющие определенные задачи (рез, вырубка пазов, пробивание отверстий). Приводы приводятся в движение электродвигателем мощностью 5,5 кВт. К станине можно присоединять следующие инструменты:
— Листовой и зарубочный
— Дыропробивной
— Резальный
Управление пресс-ножницами осуществляется с помощью кнопок и педалей.
Функциональные возможности пресс-ножниц НГ 5222:
Такая конструкция позволяет с помощью пресс-ножниц выполнять следующие операции:
— Резать фасонный, полосовой и листовой металлопрокат
— Пробивать отверстия
— Вырубать открытые пазы
Пресс-ножницы дают возможность резать полосы толщиной 16 мм и шириной до 150 мм, круг диаметром до 45 мм, пробивать отверстия диаметром 30 мм в материале толщиной до 16 мм.
Под углом 45 градусов с помощью пресс-ножниц можно резать уголок размером 90×90×9 мм, а под углом 90 градусов – размерами 125×125×12 (при использовании специального инструмента эти размеры могут быть увеличены до 160×160×12).
НГ5224 Составные части комбинированных пресс-ножниц

Основные узлы пресс-ножниц нг5224
НГ5224 Спецификация составных частей комбинированных пресс-ножниц
- 1. Станина – НГ5224.11.001
- 3. Прижим сортовой секции – НГ5224.57.001
- 4. Прижим спец. уголка, швеллеров и двутавра – НГ5224.59.001
- 5. Инструмент реза уголка, круга – НГ5224.61.001
- 6. Инструмент реза швеллера и двутавра – НГ5224.64.001
- 7. Инструмент реза спец. уголка – НГ5224.65.001
- 12. Электрошкаф – НГ5224.92.001
- 16. ыропробивное приспособление – НГ5224.54.001
- 17. Стол дыропробивного пресса – НГ5224.69.001
- 18. Ползун дыропробивной секции – НГ5224.32А.001
- 19. Механизм центрирования – НГ5224.42А.001
- 21. Приводные валы – НГ5224.22.001
- 22. Привод дыропробивной секции – НГ5224.24.001
- 23. Привод сортополосовой секции – НГ5224.23.001
- 24. Привод – НГ5224.21А-001
- 25. Электрооборудование – НГ5224.91.001
- 27. Смазка – НГ5224.81Б.001
- 30. Приспособление для пробивки пазов прямоугольной формы – НГ5224.53.001
- 32. Упор для отрезки мерных заготовок – НГ5224.50.001
- 35. Прижим полосовой секции – НГ5224.45.001
- 36. Ползун сортополосовой секции – НГ5224.31.001
- 37. Инструмент зарубочный и для отрезки полосы – НГ5224Б.62.001
- 39. Устройство для пробивки отверстий с определенным шагом – НГ5224.56А.001
- 40. Инструмент дыропробивной круглый – НГ5224.63.001
- 41. Инструмент для пробивки отверстий квадратной формы – НГ5224.67А.001
- 42. Инструмент для пробивки отверстий треугольной формы – НГ5224.60Б.001
- 43. Установка электромагнита – НГ5224.41В.001
- 44. Ограждение – НГ5224.71.001
Рекомендации по оптимальному использованию станка
Поскольку комбинированные ножницы не являются разделительным оборудованием повышенной точности, то при выполнении наладочных операций необходимо следить за тем, чтобы глубина внедрения подвижного и неподвижного ножей в разрезаемый сортамент проката не превышало 25% от первоначального габаритного размера сечения металла, указанного в паспорте
Отмеченное условие крайне важно для резки высокопластичных металлов и сплавов (например, алюминия). В крайнем случае, допустимо применять резку с подогревом, когда исходный полуфабрикат нагревают до 150…200 °С
Данное условие чаще всего реализуется для разделения высокоуглеродистых (содержащих более 0,5% С) или легированных сталей
Данное условие чаще всего реализуется для разделения высокоуглеродистых (содержащих более 0,5% С) или легированных сталей.
Предусматривая использование дыропробивного пресса, стоит первоначально устанавливать повышенные (по сравнению с теми, что рекомендуются в паспорте) зазоры между боковыми направляющими съёмника и заготовкой, иначе возможен её изгиб и выпучивание в районе действия дыропробивного пуансона.
В паспорте на станок отмечаются также условия установки ножниц. Поскольку данное оборудование не отличается ударным характером работы, то специального фундамента не требуется. Отсутствие системы электропневматического включения позволяет устанавливать ножницы вне помещений, снабжая подвижные узлы смазкой, пригодной для применения в соответствующем температурном режиме. Техника должна быть укрыта влагозащитным козырьком.








Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.

Технологические возможности ножниц
Диапазон применения рассматриваемого оборудования может быть расширен путём установки неприводного модульного рольганга типа МРП. В частности, возможна резка прутков круглого или квадратного поперечного сечения длиной до 3…6 м. Поставляемый основной комплект инструмента и приспособлений включает в себя:

Применяемая комбинированная система смазки предусматривает эксплуатацию ножниц как внутри, так и вне производственных помещений, при этом необходимость в подаче к месту монтажа ножниц сжатого воздуха отпадает. В паспорте содержатся необходимые сведения об установке ножниц на постоянное основание, и условия для их укрытия от неблагоприятных атмосферных воздействий.
Пресс ножницы комбинированные нг5222 — это машина производства Кувандыкского завода «Долина». Само предприятие было основано в 1941 году. С тех пор компания обеспечивает клиентов высокоточным оборудованием с отменными техническими и эксплуатационными характеристиками.
Фото пресс ножниц
Пресс ножницы нв5222 служат для выполнения качественной резки проката — фасонного, листового, сортового. Также устройства позволяют производить различные зарубки.
Комбинированные ножницы могут называться пресс ножницами при условии, что они оснащаются дыропробивным прессом.
Технические характеристики модели НГ5222 предусматривают наличие четырех механизмов, составляющих основу оборудования:
- Механизм нарезки сортовых металлов;
- Для резки металлического листа;
- Система изготовления отверстий;
- Устройство для вырубывания пазов.
Что необходимо знать про подобные пресс ножницы комбинированные модели НГ5222?
Все указанные механизмы собраны в единой станине, оснащаются общим приводом.
Ползуны листовых, сортовых ножниц используют рычажный механизм для осуществления управления.
Дыропробивной механизм устройства имеет два типа управления – рычажное и педальное.
Основные технические характеристики регламентированы государственным стандартом.
Выполнение резки ножницами позволяет добиться самого экономичного способа разделения проката на соответствующие требуемые заготовки.
При работе резаком важно избегать двойного среза. Для этого требуется соблюдать определенную глубину вхождения ножей в металлическую заготовку
Она не должна превышать V4 от высоты разрезаемого сечения. Особенно это имеет значение при обработке пластичного металла или заготовок, которые были специально нагреты до высокой температуры.
Для предотвращения образования трещин с торцевых сторон обрабатываемых заготовок, что может быть обусловлено хрупкостью определенных сортов стали, заготовку следует подогреть.
Холодным методом режут углеродистую сталь, процент содержания углерода в которых не превышает 0,5 процентов.
На получаемое качество разреза заготовки непосредственное влияние оказывает скорость вхождения ножа в металл. Если требуется резка углеродистой стали, скорости используют повышенные. Легированная сталь требует более деликатной резки, потому скорость устанавливается пониженная.
Исходя из особенностей обработки разных сортов металлов, пресс станок разумно оснащать двухскоростными электромоторами, чтобы контролировать, регулировать скорость работы.
Особенности станка НГ5222
Среди представленных на рынке комбинированных пресс ножниц, наибольшую популярность завоевали комбинированные устройства новой генерации. Модель НГ5222 обеспечивает решения множества производственных вопросов.
Главные особенности — это способность при минимальных манипуляциях со станком выполнять целый ряд задач, совмещать выполняемые операции:
- Выполнять пробивку отверстий, пазов;
- Резать круги, уголки, квадраты;
- Отрезать полосы;
- Изготавливать двутавры, швеллеры.
Так станок НГ обеспечивает широкий функционал пресс ножниц и экономичность проката при его обработке всего на одном устройстве.
Пресс ножницы комбинированные нв5222, н5222а, нв5221, НБ5224 — это предшественника более современных и усовершенствованных пресс ножниц НГ5222.
Разновидности ножниц
Пресс-ножницы могут отличаться друг от друга по массе параметров — тип привода, мощность, габариты, перечень доступных операций, количество активных зон. Основными разновидностями являются следующие виды КПН — рычажные, дисковые, гидравлические, контейнерные, для лома.
Рычажные системы
Подобные ножницы обладают небольшими размерами, поэтому они годятся для обработки небольших деталей. Их используют в небольших мастерских или цехах, а также в пунктах приема металлического лома. Рычажные системы обладают небольшим весом, поэтому при необходимости их можно быстро переместить с одного места в другое. Принцип работы подобных систем выглядит так:
- На установке друг над другом закрепляется два гильотинных ножа. Длина лезвий обычно не превышает 10 сантиметров. Нижний нож закреплен неподвижно, тогда как верхний нож приводится в действие мускульной силой.
- Чтобы произвести резку, прессование или сделать отверстие человек помещает деталь в рабочую зону. Потом он дергает за рычаг, который создает необходимый уровень давления, что приводит к разрезанию детали.
- Как ясно из описания, у рычажных систем отсутствуют электрические элементы. Поэтому такими установками можно производить резку в любом месте без необходимости подсоединения системы к источнику электроэнергии.

Дисковые системы
Подобные установки по строению и характеру использования похожи на рычажные системы с некоторыми важными отличиям:
- Вместо гильотинных ножей применяются два острых диска, которые вращаются в противоположном направлении относительно друг друга.
- В большинстве случаев диски подключены к электрическому источнику энергии. Управление системой осуществляется с помощью рычага, который позволяет поднести диск в активную зону.
Дисковые системы обладают множество плюсов. Плюс заключается в том, что работнику не понадобится тратить свою энергию для работ, поскольку резка осуществляется с помощью электрических дисков, подключенных к генератору. К тому же подобная резка является быстрой и точной, а деформация и заусенцы у детали не образуются. Дисковые установки обычно обладают небольшими размерами, поэтому они также годятся только для обработки небольших деталей в условиях мастерских или небольших цехов.
Гидравлические системы
Гидравлические КПН обычно обладают средними или большими размерами, а используют их обычно в средних и крупных промышленных цехах на производствах. Гидравлика позволяет развить высокое давление, что позволяет резать, обрабатывать даже самые толстые и прочные металлические детали.








Основа гидравлических установок обычно сделана из бетона, а станина делается сварным методом. Для резки обычно используются два массивных ножа, которые подключены к гидравлическому прессу. Станина обладает достаточно большими размерами, что позволяет ей гасить вибрации во время работ, что позволяет заметно повысить качество резки. Гидравлические КПН-системы могут резать металл под углом. Поэтому с их помощью можно также делать сложные каркасные конструкции или детали для автомобилей.

КПН для лома
Подобные системы обладают очень большими размерами, а обладают они механическим или механико-гидравлическим принципом работы. Такие системы применяются для утилизации лома — металлического, автомобильного, сталеплавильного. Ножницы для переработки лома используются на крупных металлургических заводах в составе более сложных систем. КПН для лома обычно оснащаются несколькими автономными секциями, что позволяет заметно ускорить, упростить работу оператора. Также многие системы оснащаются камерой прессования, которая позволяет пакетировать металлолом.
Контейнерные системы
Подобные системы по конструкции и строению аналогичны предыдущим установкам с той лишь разницей, что контейнерные установки являются более мобильными. Тогда как системы для работы с ломом обычно монолитные системы. При необходимости контейнерную установку можно быстро демонтировать и транспортировать на нужное место, что заметно повышает мобильность КПН. Во всем остальном КПН аналогичны предыдущим системами — они состоят из нескольких независимых отделов, установка оснащается специальной камерой для прессования нарезанного металлолома.
Крепление инструмента (ножей) комбинированных пресс-ножниц НВ5222
Крепление ножей для резки листового металла на нв5222
Крепление ножей сортовой секции на нв5222
Крепление ножей зарубочного устройства на нв5222
Крепление дыропробивного инструмента на нв5222
Крепление ножей резки уголка, круга, квадрата на нв5222
Особенности работы пресса НВ5222 для пробивки отверстий
- Перед началом работы на прессе НВ5222 закрепите в соответствующих гнездах пуансон и матрицу. Затем, поворачивая рукоятку механизма центрирования, отпустите пуансон в матрицу и выставьте корпус матрицедержателя так, чтобы был выдержан равномерный зазор между матрицей и пуансоном. Зазор устанавливается в зависимости от толщины пробиваемого материала. После центрирования рукоятку верните в верхнее положение. После этого закрепите корпус матрицедержателя на станине и еще раз проверните зазор. В зависимости от толщины пробиваемого материала выставьте корпус съемника с зазором 1…2мм. от плоскости листа. Затяните гайки и контргайки. Установка корпуса съемника с перекосом недопустима.
- Для пробивки отверстий по кернениям используйте механизм центрирования. Опустите рукояткой пуансон и совместите кернение на заготовке с керном пуансона. Зафиксируйте заготовку и возвратите пуансон в исходное положение.