Примечания
- ↑ Техническая энциклопедия под ред. Мартенс Л. К. т.20 М.: Советская энциклопедия 1933 г.
- ↑ГОСТ 25557-82 использует 7 размеров конусов, от 0 до 6.
- ↑ По таблице размеров конусов Морзе предоставленной на сайте MORSE CUTTING TOOLS предоставлено 9 размеров конусов.
- ↑ По ГОСТ 9953-82 — Конусы инструментов укороченные. Основные размеры.
Wikimedia Foundation . 2010 .
Смотреть что такое «Конус морзе» в других словарях:
Конус Морзе — коническая поверхность с малым углом конуса для сопряжения инструмента и шпинделя. См. также: Инструменты Финансовый словарь Финам … Финансовый словарь
зенкер с хвостовиком «конус Морзе» — зенкер с хвостовиком «конус Морзе» Тематики сверла EN core drill with Morse taper shank DE Aufbohrer mit Morsekegelschaft FR foret aléseur à queue cône Morse … Справочник технического переводчика
Конус инструментальный — Содержание 1 Конус Морзе и метрический конус 1.1 Метрический конус … Википедия
25.060.20 — Ділильні та затискальні пристрої для різального інструменту й оброблюваних деталей ГОСТ 8.046 85 ГСИ. Головки делительные оптические. Методика поверки. Взамен ГОСТ 8.046 73 ГОСТ 31.1066.01 85 Приспособления к металлорежущим станкам. Оправки… … Покажчик національних стандартів
Хвостовики свёрл и буров — Хвостовик часть сверла или бура, зажимаемая в патроне дрели, станка или строительного перфоратора. Содержание 1 Виды хвостовиков 1.1 … Википедия
Фрезерный станок — У этого термина существуют и другие значения, см. Станок. Фрезерные станки группа металлорежущих станков в классификации по виду обработки. Фрезерные станки предназначены для обработки с помощью фрезы плоских и фасонных поверхностей, тел… … Википедия
Развёртка (инструмент) — У этого термина существуют и другие значения, см. Развёртка (значения). Развёртка – режущий инструмент, который нужен для окончательной обработки отверстий после сверления, зенкерования или растачивания. Развёртыванием достигается точность до 6 9 … Википедия
15069 — ГОСТ 15069 Оправки с цилиндрической цапфой и хвостовиком конус Морзе для горизонтально фрезерных станков. Конструкция и размеры. ОКС: 25.060.20 КГС: Г27 Приспособления и вспомогательный инструмент Взамен: ГОСТ 15069 69 Действие: С 01.01.77… … Справочник ГОСТов
15070 — ГОСТ 15070 Оправки с поддерживающей втулкой и хвостовиком конус Морзе для горизонтально фрезерных станков. Конструкция и размеры. ОКС: 25.060.20 КГС: Г27 Приспособления и вспомогательный инструмент Взамен: ГОСТ 15070 69 Действие: С 01.01.77… … Справочник ГОСТов
17178 — ГОСТ 17178 Втулки переходные с буртиком и отверстием конус Морзе к токарно револьверным станкам. Конструкция и размеры. ОКС: 25.060.20 КГС: Г27 Приспособления и вспомогательный инструмент Взамен: МН 1006 60 Действие: С 01.01.73 Изменен: ИУС… … Справочник ГОСТов
Метод смещения относительно оси центров
Смещение центров позволяет также получить на токарном станке конус морзе. Однако в этом случае провести точение можно исключительно наружных конических поверхностей. К достоинствам рассматриваемого способа можно отнести:
- Есть возможность сделать длинный конус морзе.
- Используется механическая подача суппорта, что обуславливает возможность применения обычных моделей токарных станков.
Смещение оси центров
К существенным недостаткам можно отнести:
- Невысокую точность, с которой можно сделать деталь.
- В процессе получения конуса происходит перекос центровых отверстий.
Показатель величины смещения задней бабки во время создании конических поверхностей определяется при помощи прямоугольного треугольника.
Comentários • 57
Тут еще ты забыл сказать,что длина образца и заготовки должны быть одинаковыми. А так всё верно.
@micron micronicn здрасьте. Я вот к примеру к деду на рынок за 50 км км еду. Есть магазин в Ставрополе,но до него 170 км,а в деньгах 500 р. + по городу. И работает он только по будням. Мне с работы отпраситься надо для поездки из-за долбаного кунуса что ли. Да колосально проще выточить из какой-нибудь полуоси уже калёной. Это в мегаполисах или в России есть полно таких магазинов. Еб..ть,да в России есть и девушки,которые не ждут хачика на гелике,а которые молодые за станками стоят. Я к тому,что у Вас там магазинов куда более чем тут на Кавказе
M1stral похоже мало работал. Сейчас пойду конус на новый станок делать для спец резца. Покажи где его купить.
alex ustas А зачем покупать готовый конус,хоть он стоит не так уж и дорого?Токарю нужен не один конус,а набор из нескольких разных конусов.В любом заводе у любого токаря в инструментальной тумбочке есть всякие,разные конуса.Да и в инструментальной кладовой их навалом..Иди и бери любой ,какой нужен.А делать конус специально!Не вижу никакого смысла.
+M1stral Можно подумать, в вашем подъезде никто не е. ся. посмотрите на УСЛОВИЯ , в каких автору приходится работать! Прикиньте, а может ли позволить КУПИТЬ готовый конус . Для 90% изделий, которые изготавливает автор, сверхточный конус НЕ НУЖЕН.
M1stral Полностью с Вами согласен.Так точить конуса никак нельзя Такой конус никуда не годится Любую деталь,да и конус в том числе,нужно термообработать а потом шлифовать.
вот что я делаю на своем токарном brclip.com/video/65cPJ3BMcbw/video.html
проточить мало,надо его ещё отшлифовать и закалить
Нет !Сначала проточеный конус нужно закалить,а уже потом шлифовать.По другому никак нельзя.
Конус морзе как пример просто взят.
Я стесняюсь спросить,а у вас что верхняя часть суппорта приварена к фланцу поворотной части суппорта.Зачем эти танцы с ЗБ?
Есть еще более простой способ, не сбивая заднюю бабку., просто в нее вставляется расточная головка с зажатым центром вместо резца и довольно точно подается по шкале
6:16 Чудеса. камера прикреплена к чему-то. к чему? Станок движется относительно резцедержателя!
Токарный станок позволяет точить детали различной геометрии. Однако лучше всего начинать с создания конуса. Для этого потребуется:
- сам токарный станок;
- упорный резец;
- поворачиваемый суппорт точной продольной подачи.
Естественно, стержень-заготовка (ёлочка) уже должна быть должным образом подготовлена для проточки головки на конус. Работу рекомендуется выполнять на исправном оборудовании. В Интернете можно найти интересные предложения по продаже (цена договорная) — http://stankosib.ru/b-u-stanki-prodazha.
Трёхкулачковый сверлильный патрон
Различают двух- и трёхкулачковые патроны. В двухкулачковом патроне зажим инструмента выполняет тангенциально-расположенная пара кулачков, имеющая возможность перемещаться во внутренних пазах корпуса. Резьбовым ключом можно перемещать размещённый внутри патрона винт, который и выполняет смыкание и размыкание кулачковых зажимов. При простоте конструкции, возможности фиксации свёрл с большим диаметром, а также высокой стойкости плоских клинообразных кулачков, проходящих упрочняющую термообработку, такие патроны не обеспечивают хорошего осевого центрирования, поэтому на практике применяются реже, чем трёхкулачковые.
Три кулачка размещаются в корпусе под углом, исключающим самоторможение элементов. При вращении ключа, который вставляется в соответствующее отверстие на корпусе, обойма и гайка начинают перемещаться. В результате кулачки отводятся, причём одновременно в радиальном и осевом направлениях. По оси патрона образуется пространство, где помещается хвостовик инструмента. При упоре хвостовика в подпятник ключ проворачивают в противоположном направлении, и сводят кулачки до плотного контакта с конической частью хвостовика. Одновременно производится и осевая ориентация инструмента относительно шпинделя.
Ввиду простоты конструкции и способа регулировки инструмента трёхкулачковые патроны находят преимущественное применение в небольших мастерских, а также в бытовых сверлильных станках. Недостаток трёхкулачковых патронов – заметный износ кулачков, особенно, если их термообработка выполнена на недостаточную твёрдость.
Кроме описанных конструкций используются и другие разновидности патронов. Например, с целью установки свёрл сравнительно небольшого диаметра используют цанговые патроны. В них фиксация производится при помощи прижима разрезной втулки, где находится сверло, накидной гайкой. Она перемещается по резьбе, которая имеется на корпусе такого патрона, и надёжно прижимает втулку к бурту цилиндрической части корпуса. Цанговые патроны, в отличие от кулачковых, разбираются значительно легче, что облегчает процесс их очистки и ремонта.
Для прецизионных и высокоскоростных сверлильных станков наиболее эффективны патроны, имеющие полый хвостовик. Верхняя часть такого хвостовика снабжена резьбой, а в нижней части предусмотрено отверстие, куда под давлением до 50 атмосфер подаётся СОЖ. Сверлильные патроны серии НЕХА позволяют подавать СОЖ через радиально или коаксиально расположенные отверстия в корпусе. Особенность применения такой оснастки – необходимость в её динамической балансировке, при которой учитываются как крутящие моменты от привода сверлильного станка, так и давление, создаваемое потоком СОЖ.
Детектор скрытой проводки. Рентген для стен
Монтажный пистолет. Забиваем гвозди в бетон
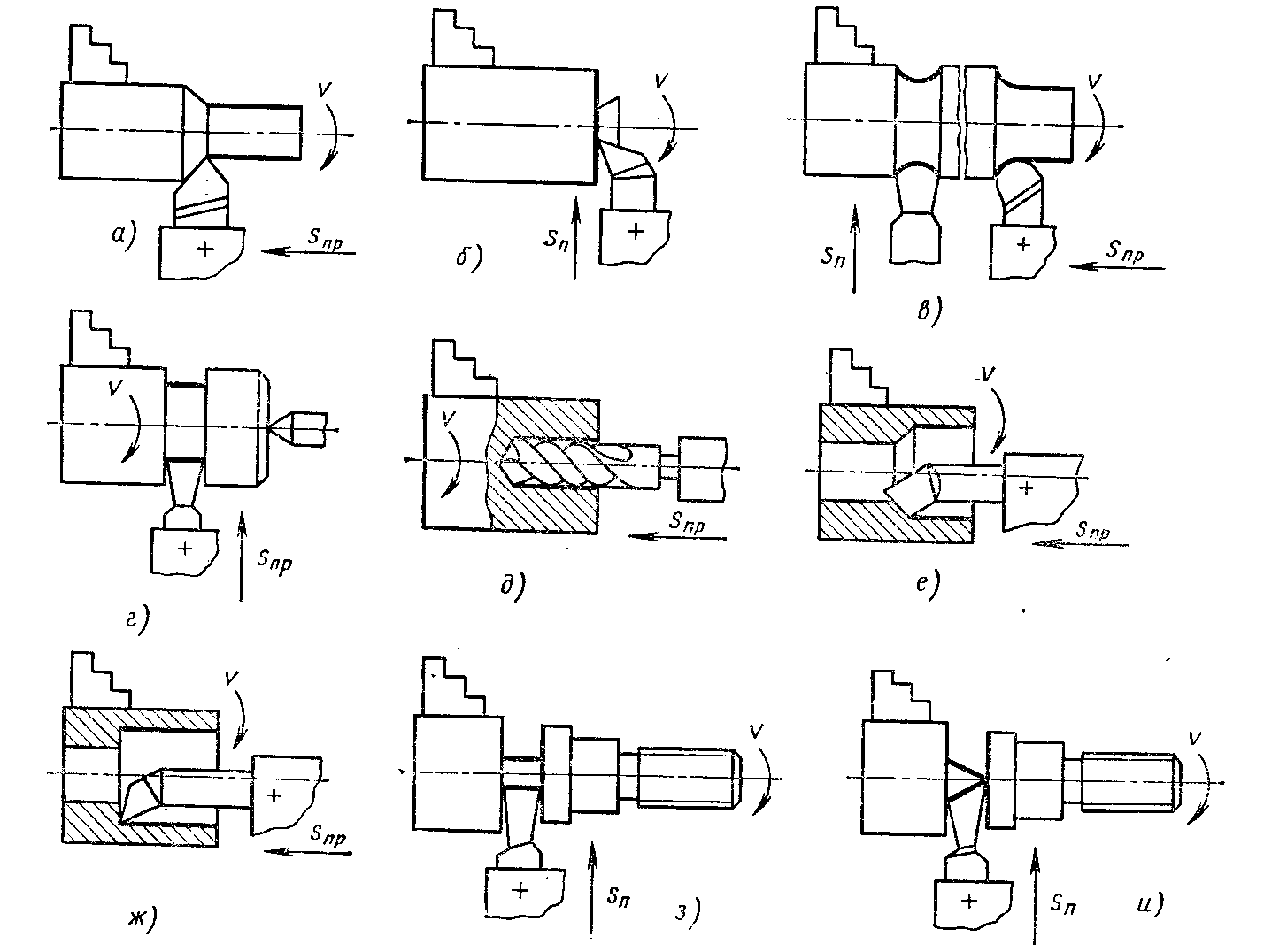
Обработка поверхностей с конусностью
В производстве часто приходится производить обработку валов, у которых конструктивно заложены конические переходы между диаметрами шеек. При длине конусной поверхности не более 50 мм, ее протачивают широким резцом. Резец при этом должен быть с углом уклона режущей кромки, аналогичным углу уклона конуса на изготовленном изделии. Движение подачи с резцом – поперечное.
Чтобы снизить деформации плоскости, образующей конус, ликвидировать погрешности, влияющие на угол уклона конуса, кромку резания режущего инструмента закрепляют вдоль оси заготовки. Если режущая кромка резца имеет длину, превышающую 15 мм, при обработке появляются вредные вибрации.
Вибрации увеличиваются при следующих условиях:
- увеличение длины заготовки;
- уменьшение диаметра обрабатываемой детали;
- меньше угол уклона конуса;
- близкое расстояние конуса к центру заготовки;
- увеличение вылета резца;
- слабое закрепление резца в штатном положении.
Воздействие вредных вибраций негативно сказывается на качестве обработки. На поверхности возникают следы, неровности, шероховатости. Благодаря использованию резцов с широкой режущей частью вибраций удается избежать. В этом случае радиально направленное усилие при резании способно нарушить настройки резца, изменив угол уклона.
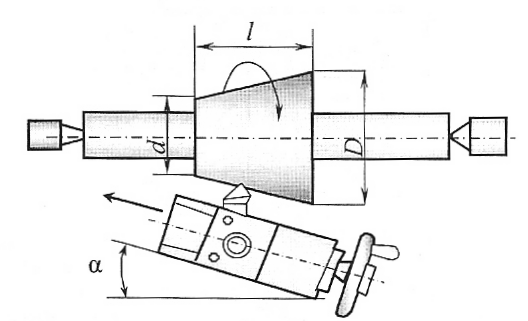
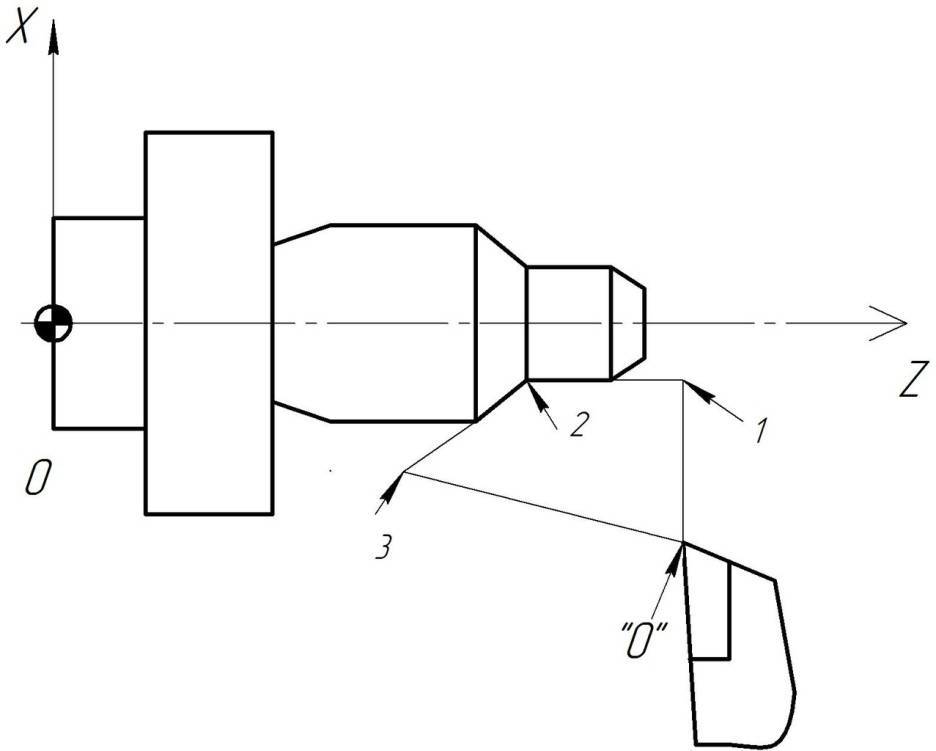
Конуса со значительными наклонами обрабатываются с поворотом верхних салазок суппорта и держателя резца на угол α (рис. 2). Он равняется углу конуса, который обрабатывается. Рукояткой салазок перемещается резец. Ручная подача имеет свои недостатки. Главный из них – неравномерность движения.
Иногда из-за этого на поверхностях возникают шероховатости. Чистота обработки зависит от квалификации исполнителя. Данный способ приемлем для конусов с длинами, равнозначными ходу верхних салазок.

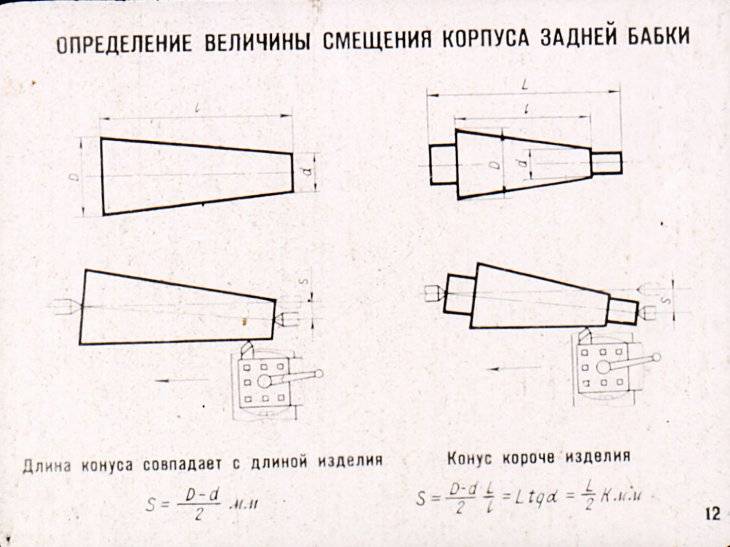




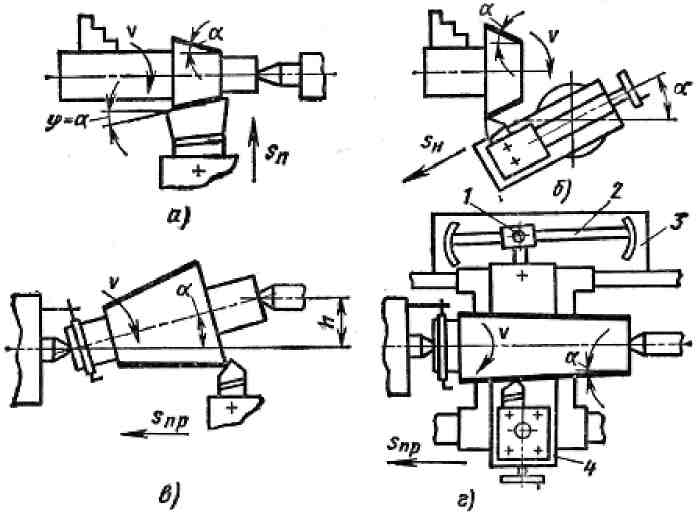
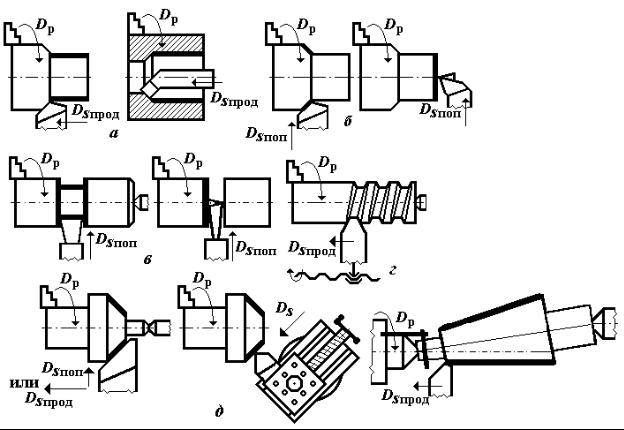

Рис. 2. Обработка конической поверхности путем поворота верхних салазок суппорта:
2α – угол конуса; α – угол наклона конуса
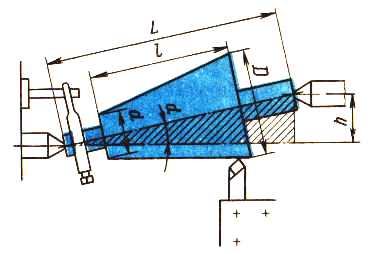
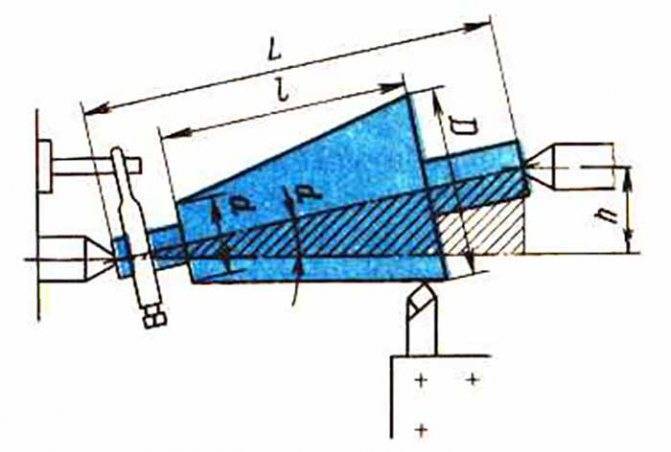
Смещением задней бабки станка производится обработка конусных плоскостей с углом α=8…10˚ и увеличенными длинами (рис. 3).
Рис. 3. Обработка конической поверхности путем смещения задней бабки:
d и D – меньший и больший диаметры; l – расстояние между плоскостями; L – расстояние между центрами: h – смещение заднего центра; α – угол уклона конуса
H=Lsinα.
Если углы небольшие, sinα ≈ tgα.
h≈L(D-d)/(2I), где L – промежуток между центрами, D – большое сечение, d – малое сечение, I – промежуток между поверхностями.
В случае, если L=I, то h=(D-d)/2.
Сдвиг задней бабки контролируется по градуировке на краю плиты опоры напротив маховика. С торца задней бабки также имеются метки. Каждое деление равно 1 мм. Если шкала отсутствует, сдвиг рассчитывают по обыкновенной линейке, которую прикладывают к плите опоры.
Чтобы достичь соответствия конусности для потока изделий, которые обрабатываются данным методом, параметры деталей и отверстия для центровки должны иметь минимум погрешностей. Смещающиеся центры станка при работе провоцируют износ центровочных отверстий обрабатываемых деталей.
Рекомендуется сначала подвергнуть обработке плоскости конусов, после этого поправить отверстия для центровки. В конце окончательно проточить заготовку чистовым способом. Чтобы избежать разбивания отверстий для центровки и снижения износа центров, целесообразно работать, используя закругление вершин.
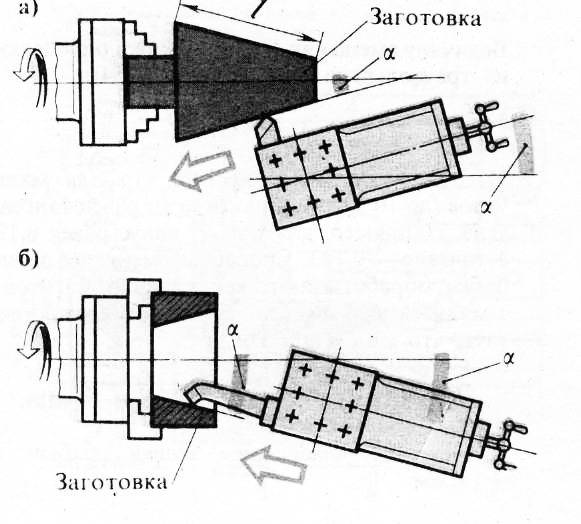
Регулярно использованным методом обработки конических плоскостей являются копиры. Плита 7 с копировальной линейкой 6 (рис. 4) закрепляется на станине. По линейке двигается ползун 4. Тягой 2 при помощи зажима 5 он подсоединен к суппорту 1. Чтобы суппорт без труда передвигался поперек, откручивается болт поперечной подачи.
От движения суппорта 1 вдоль станка резец приобретает двойное перемещение: поперек за линейкой-копиром и вдоль за суппортом. На движение в поперечном направлении влияет угол поворота линейки 6 по отношению к оси 5 поворота. Поворотный угол копира контролируют по шкале плиты 7, крепя линейку с помощью винтов 8.
Подачу резца на нужную глубину врезания осуществляют с помощью ручки передвижения салазок суппорта вверху. Внешние конические плоскости подвергают обработке проходными резцами.
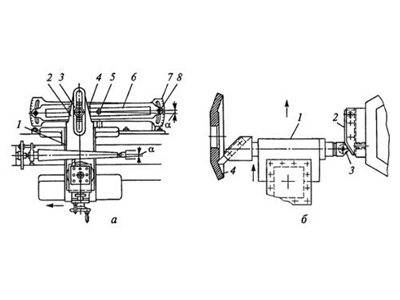
Рис. 4. Обработка конической поверхности с применением копирных устройств:
а – при продольном перемещении суппорта: 1 – суппорт; 2 – тяга; 3 – зажим; 4 – ползун; 5 – ось; 6 – копирная линейка; 7 – плита; 8 – болт;
б – при поперечном перемещении суппорта: 1 – приспособление; 2 – копир; 3 – копирный ролик; 4 – внутренняя коническая поверхность; α – угол поворота копирной линейки
Формула для определения конусности
Провести самостоятельно расчет конусности можно при применении различных формул. Стоит учитывать, что в большинстве случаев показатель указывается в градусах, но может и в процентах – все зависит от конкретного случая. Алгоритм проведения расчетов выглядит следующим образом:
- K=D-d/l=2tgf=2i. Данная формула характеризуется тем, что конусность характеризуется двойным уклоном. Она основана на получении значения большого и меньшего диаметра, а также расстояния между ними. Кроме этого определяется угол.
- Tgf=D/2L. В данном случае требуется протяженность отрезка, который связывает большой и малый диаметр, а также показатель большого диаметра.
- F=arctgf. Эта формула применяется для перевода показателя в градусы. Сегодня в большинстве случаев применяются именно градусы, так как их проще выдерживать при непосредственном проведении построений. Что касается процентов, то они зачастую указываются для возможности расчета одного из диаметров. К примеру, если соотношение составляет 20% и дан меньший диаметр, то можно быстро провести расчет большого.
Как ранее было отмечено, конусность 1:5 и другие показатели стандартизированы. Для этого применяется ГОСТ 8593-81.
На чертеже вычисления не отображаются. Как правило, для этого создается дополнительная пояснительная записка. Вычислить основные параметры довольно просто, в некоторых случаях проводится построение чертежа, после чего измеряется значение угла и другие показатели.
Как сделать балясины для лестницы своими руками
Точение или выточка одна из разновидностей столярных работ, притом у многих домашних мастеров самая любимая.
Выточка выкружек, валиков, конусов и цилиндров по плечу даже начинающим столярам. Инструментов для этого тоже много не понадобится (исключая конечно сам станок) всего ч вида стамесок – V образную (отрезную), веретно, обдирочную, и косую.
Начинать работу по точению (выточке) стоит лишь только правильно и хорошо наточив эти стамески чтобы не испытывать в работе трудности.
Я не рекомендую покупать набор инструментов. В нём может отсутствовать стамеска «веретено», а шаберов, наоборот, — быть слишком много. Также, вероятно, будет слишком узкой косая стамеска. Стоит брать инструменты только из быстрорежущей стали. Они ненамного дороже инструментов из обычной стали, зато дольше держат заточку. И даже если при переточке их перегреть, сталь не отпускается.
Обдирочная полукруглая стамеска должна быть шириной 32 мм, но можно использовать и более дешёвую, шириной 20 мм. Обдирочная стамеска может быть заточена с грубой, «ногтевой», режущей кромкой, но я предпочитаю прямую, так как ею легче точить заплечики. Такую стамеску можно заточить, уперев ручку в карман подручника (фото 2-1) или в собственное бедро.
Стамеска «веретено» шириной 12 мм — рабочая лошадка, и на неё не стоит жалеть денег Выбирают жало из круглого прутка, а не тонкое прокатанное. Лучше, если эта стамеска заточена как длинный ноготь, хотя обычно продаётся коротко заточенной (фото 1). По форме ногтя её можно заточить на глаз на настольном точиле, но это довольно трудно. Поэтому лучше поискать специальное приспособление (например, «Sorby and Tormek»), упрощающее эту работу.
Я стараюсь заточить очень длинный «ноготь», который называю высоким уровнем заточки, но другие токари успешно работают и с довольно короткой заточкой.
Нужно поэкспериментировать и определиться, что подходит для вас, но в любом случае режущую кромку затачивают до остроты бритвы. Это можно сделать на оселках, но с полировочным кругом работа пойдёт намного быстрее и с меньшей вероятностью испортить профиль.
Фото 1. 2-2. 2-3. Инструменты которые будут нужны для того чтобы изготовить (выточить на станке) балясины для лестницы:
1. Обдирочная стамеска. Стамеска «веретено». V-образная отрезная стамеска. Косая стамеска.
2-2. Тупая заводская заточка стамески «веретено».
V-образную отрезную стамеску чаще всего и используют согласно названию. Также её применяют с кронциркулями при копировании деталей, при точении заплечиков у валиков и вытачивании шипов.
Разновидности станков (по дереву и по металлу)
Универсальный
Универсальный токарный станок предназначен для первоначальной обдирки, а также заточки, нарезки и сверления. Также с помощью данного оборудования наносят резьбу на деревянный предмет.
Токарно-фрезерный
Чаще всего это оборудование применяется для расточки пазов. Если такой станок дополнительно содержит копировальное устройство, то это позволит выполнять работу быстрее и точнее. Также такие станки помогают получить предметы совсем необычной формы, настоящие произведения искусства.
Настольный
Такое оборудование подходит для использования исключительно в бытовых целях. Такие станки могут находиться в квартире, в гараже, в частном доме и выполнять самые стандартные операции по обработке изделий из древесины. Именно на таких станках народные умельцы делают самые необходимые и красивые предметы для своего интерьера.
Обозначение конусности на чертеже
При создании технической документации должны учитываться все установленные стандарты, так как в противном случае она не может быть использована в дальнейшем
Рассматривая обозначение конусности на чертежах следует уделить внимание следующим моментам:
- Отображается диаметр большого основания. Рассматриваемая фигура образуется телом вращения, которому свойственен диаметральный показатель. В случае конуса их может быть несколько, а изменение показателя происходит плавно, не ступенчато. Как правило, у подобной фигуры есть больший диаметр, а также промежуточной в случае наличия ступени.
- Наносится диаметр меньшего основания. Меньшее основание отвечает за образование требуемого угла.
- Рассчитывается длина конуса. Расстояние между меньшим и большим основанием является показателем длины.
- На основании построенного изображения определяется угол. Как правило, для этого проводятся соответствующие расчеты. В случае определения размера по нанесенному изображению при применении специального измерительного прибора существенно снижается точность. Второй метод применяется в случае создания чертежа для производства неответственных деталей.
Простейшее обозначение конусности предусматривает также отображения дополнительных размеров, к примеру, справочную. В некоторых случаях применяется знак конусности, который позволяет сразу понят о разности диаметров.
Выделяют достаточно большое количество различных стандартов, которые касаются обозначения конусности. К особенностям отнесем следующее:
- Угол может указываться в градусах дробью или в процентах. Выбор проводится в зависимости от области применения чертежа. Примером можно назвать то, что в машиностроительной области указывается значение градуса.
- В машиностроительной области в особую группу выделяют понятие нормальной конусности. Она варьирует в определенном диапазоне, может составлять 30, 45, 60, 75, 90, 120°. Подобные показатели свойственны большинству изделий, которые применяются при сборке различных механизмов. При этом выдержать подобные значения намного проще при применении токарного оборудования. Однако, при необходимости могут выдерживаться и неточные углы, все зависит от конкретного случая.
- При начертании основных размеров применяется чертежный шрифт. Он характеризуется довольно большим количеством особенностей, которые должны учитываться. Для правильного отображения используется табличная информация.
- Для начала указывается значок конусности от которого отводится стрелка и отображается величина. Особенности отображения во многом зависит от того, какой чертеж. В некоторых случаях наносится большое количество различных размеров, что существенно усложняет нанесение конусности. Именно поэтому предусмотрена возможность использования нескольких различных методов отображения подобной информации.
На чертеже рассматриваемый показатель обозначается в виде треугольника. При этом требуется цифровое значение, которое может рассчитываться при применении различных формул.






Читать также: Не является составной частью металлического рубанка
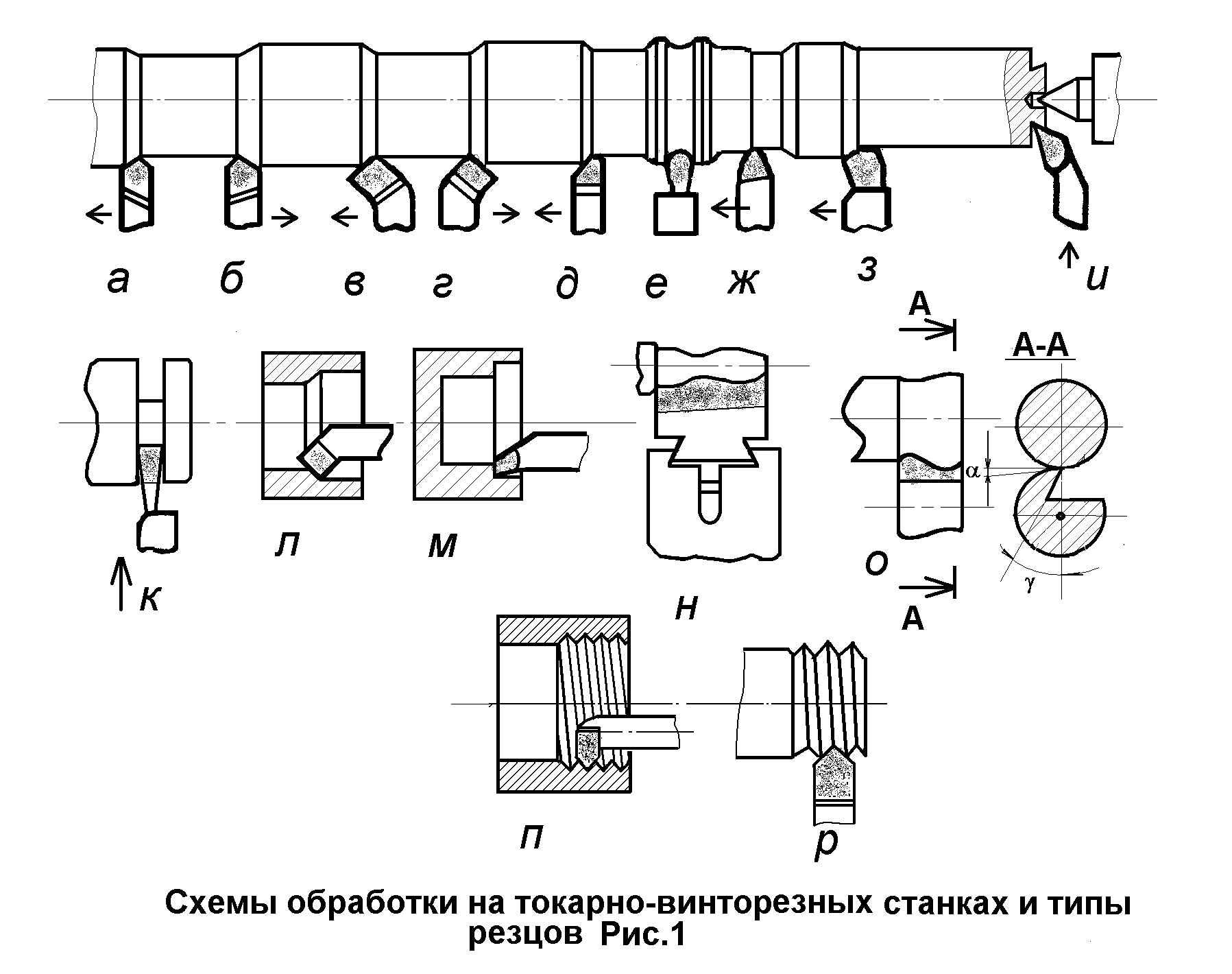
Способы точения конуса, обработка фасонных поверхностей
Точение конусаФасонное точение
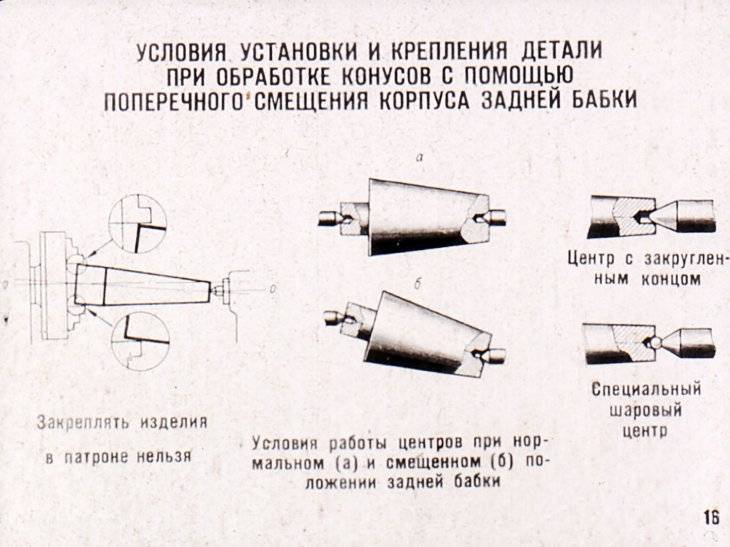
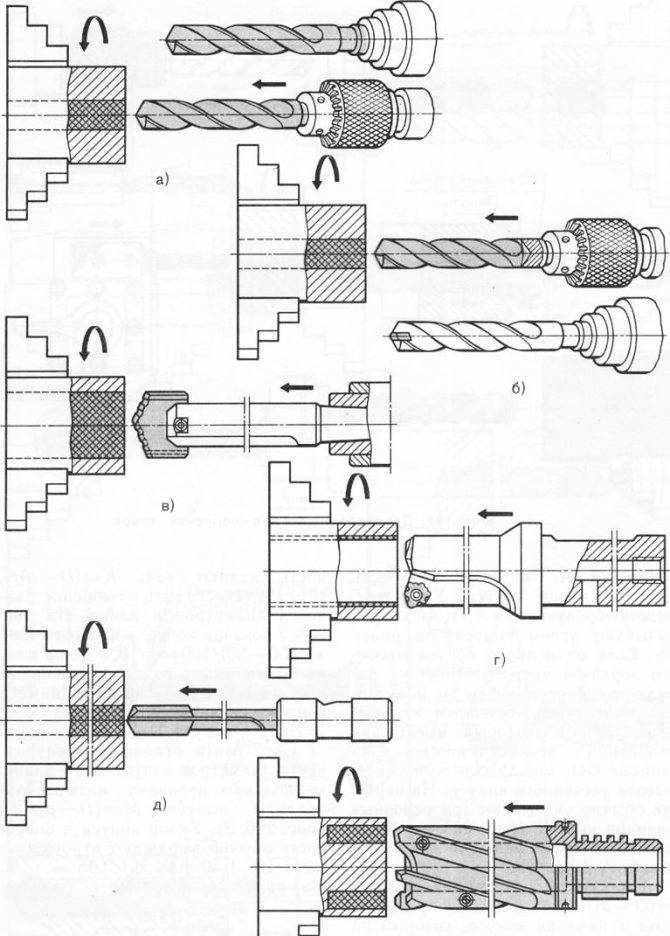
Обработка конических поверхностей на токарных станках производится тремя способами.
Первый способ
Первый способ заключается в том, что корпус задней бабки смещают в поперечном направлении на величину h (рис. 15, а). Вследствие этого ось заготовки образует определенный угол а с осью центров, а резец при своем движении обтачивает коническую поверхность. Из схем видно, что
h = L sin a; (14)
tgα=(D-d)/2l; (15)
Решая совместно оба уравнения, получим
h=L((D-d)/2l)cosα. (16)
Для изготовления точных конусов этот способ непригоден вследствие неправильного положения центровых отверстий относительно центров.
Второй и третий способ
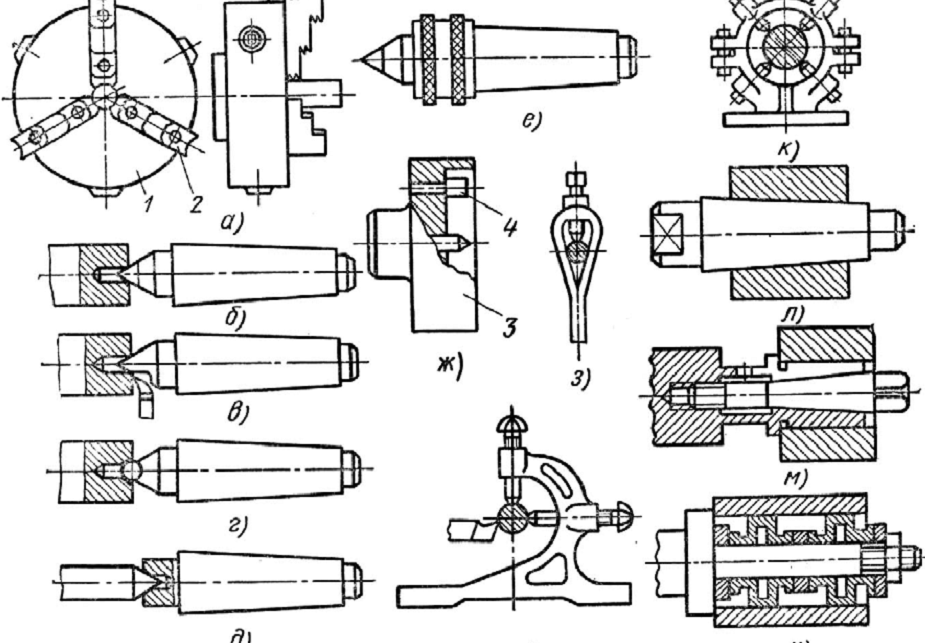
Второй способ (рис. 15, б) заключается в том, что резцовые салазки поворачивают на угол а, определяемый уравнением (15). Так как подача в этом случае осуществляется обычно вручную, данный способ используют при обработке конусов небольшой длины. Третий способ основан на применении специальных приспособлений, имеющих копировальную линейку 1, укрепленную на задней стороне станины на кронштейнах 2 (рис. 15, в). Ее можно устанавливать под требуемым углом к линии центров. По линейке скользит ползун 3, соединенный через палец 4 и кронштейн 5 с поперечной кареткой 6 суппорта. Винт поперечной подачи каретки разобщен с гайкой. При продольном перемещении всего суппорта ползун 3 будет двигаться по неподвижной линейке 1, сообщая одно-

Рис. 15. Схемы обработки конических поверхностей
временно поперечное смещение каретке 6 суппорта. В результате двух движений резец образует коническую поверхность, конусность которой будет зависеть от угла установки копировальной линейки, определяемого уравнением (15). Этот способ обеспечивает получение точных конусов любой длины.
Обработка фасонных поверхностей
Если в предыдущем копировальном устройстве вместо конусной линейки установить фасонную, то резец будет перемещаться по криволинейной траектории, обрабатывая фасонную поверхность. Для обработки фасонных и ступенчатых валов токарные станки иногда оснащают гидравлическими копировальными суппортами, которые располагают чаще всего на задней стороне суппорта станка. Нижние салазки суппорта имеют специальные направляющие, расположенные обычно под углом 45° к оси шпинделя станка, в которых и перемещается копировальный суппорт. На рис. 6, б была показана принципиальная схема, поясняющая работу гидравлического копировального суппорта. Масло от насоса 10 поступает в цилиндр, жестко связанный с продольным суппортом 5, на котором находится поперечный суппорт 2. Последний соединен со штоком цилиндра. Масло из нижней полости цилиндра через щель 7, находящуюся в поршне, поступает в верхнюю полость цилиндра, а затем в следящий золотник 9 и на слив. Следящий золотник конструктивно связан с суппортом. Щуп 4 золотника 9 прижимается к копиру 3 (на участке ab) при помощи пружины (на схеме не показана).
При этом положении щупа масло через золотник 9 поступает на слив, а поперечный суппорт 2, вследствие разности давлений в нижней и в верхней полостях, перемещается назад. В тот момент, когда щуп окажется на участке be, он под действием копира утапливается, преодолевая сопротивление пружины. При этом слив масла из золотника 9 постепенно перекрывается. Так как площадь сечения поршня в нижней полости больше, чем в верхней, давление масла заставит перемещаться суппорт 2 вниз. На практике встречаются самые различные модели токарных и токарно- винторезных станков, от настольных до тяжелых, с широким диапазоном размеров. Наибольший диаметр обработки на советских станках колеблется от 85 до 5000 мм при длине заготовки от 125 до 24 000 мм.
Елки из картона
Маленькие настольные картонные елочки – отличный новогодний декор. Чтобы упрочнить поделки, можно сделать их, склеив 2-3 слоя картона. Процесс работы – по тому же принципу, что и с елками из фанеры, только вместо электролобзика или пилы используем ножницы. Украшаем деревца миниатюрными игрушками, ленточками, бантиками, пр.
Обмотка шпагатом – простой декор. На обратную сторону поделки можно прикрепить магнитик.
Елочки из картона, оклеенные мешковиной. Украшения – бусины, кружевные ленточки, букетики искусственных цветов. Треугольник крепим к ровной ветке, которая будет имитировать ствол. Сажаем елочку в горшочек.
Можно обтянуть новогодние деревца тканью любого цвета
Важно, чтобы украшения были контрастными к фону
Вариант декора картонной елочки – ватное папье маше. Все просто: на основу-картонку слоями наклеиваем вату, используя клей ПВА.
Технология обработки
Принцип работы — постепенное снятие стружки с заготовки с помощью станка и ручных инструментов.
Станина должна располагаться параллельно телу. Не следует нагибаться над рабочим местом, отходить от него далеко. Оптимальное расстояние — длина предплечья. Высота установки — на уровне локтя.

Нужно соблюдать время работы, делать перерывы через каждые 20–30 минут.
Первичная обработка болванки производится захватом инструмента сверху, сомкнув пальцы снизу. Так надежно удерживается грубое изделие при высоких оборотах токарного станка.
Обрабатывать обточенную деталь удобнее нижним захватом. Это положение обеспечивает более точное движение инструмента при финишной корректировке.
Этап 1: делаем заготовки
Действия:
- Нужно взять брусок любой породы дерева. Его размеры должны незначительно отличаться от габаритов предполагаемого изделия.
- Топором заготовке придается форма цилиндра. Крепить к станку целиковый брусок не рекомендуется: велик риск получить травму от отлетевших крупных кусков древесины.
- Обозначается место, где будет произведено вытачивание формы (центр вращения).

Этап 2: выбор стамески
Для обработки болванки требуется 3 стамески:
- Желобчатая. Ее полукруглая форма подходит для снятия грубого верхнего слоя с заготовки.
- Желобчатая полукруглая вогнутая. Для подготовки изделия к финишной отделке.
- Косая. Помогает вытачивать конусы, подрезать торцы, производить чистовую обработку.

Резьбу по дереву начинают с заточки стамесок, других режущих инструментов.
Этап 3: фиксация заготовки
На всех станках предусмотрено место для крепления обрабатываемой детали. Зачастую крепежом выступает шестигранник с шипами. Чтобы заготовка не выпала из механизма при работе, рекомендуется с помощью стамески сделать в ее торцах углубления в местах прилегания шипов.

Опорную скобу подручника (поддержку для руки) устанавливают на расстоянии 5 мм от болванки и немного выше оси вращения. По мере стачивания объема заготовки подручник приближают к поверхности изделия, подкручивают задний шпиндель станка через каждые 5–10 минут.
Как сделать внутренний конус на токарном.
Как сделать внутренний конус на токарном. Помогите неопытному токарю! Надо сделать копию шкива, посадочное место с конусом. Оригинал лежит на столе и никак не могу понять, как сделать такой же конус. градусамеров нету, да и градус на станке наверное не точный будет. Может есть какие то приемы скопировать конус?
Как сделать внутренний конус на токарном.
я б выточил ответную часть притиркой по исходному отверстию, а потом спокойно точил новый примеркой по выточенному конусу
Как сделать внутренний конус на токарном.
Zuvs, правильно.
Как сделать внутренний конус на токарном.
Зажать образец в патрон конусом наружу. Поставить на малую продольную рычажный индикатор. Разворачивать малую продольную и гонять индикатор туда- сюда по внутренней поверхности конуса, пока не настроите движение малой продольной параллельно образующей исходного конуса. А потом точить новый конус.
Как сделать внутренний конус на токарном.
https://www.internet-law.ru/gosts/gost/17554/ это скорее всего стандартный конус с конусностью 1/10





Как сделать внутренний конус на токарном. Извините за незнание, кто нибудь может дать ссылку или фото как выглядит рычажный индикатор?Конус садится на коленвал двигателя уд-2 Как сделать внутренний конус на токарном. Как сделать внутренний конус на токарном. Вот. Как сделать внутренний конус на токарном.
Понял, надо будет обзавестись таким!
Как сделать внутренний конус на токарном.
ильфат (12 April 2012 — 21:12) писал:
Понял, надо будет обзавестись таким!
если на станке есть конусная линейка- то советую точить по ней, а не поворотом верхних салазок Как сделать внутренний конус на токарном.
Я слышал про конусную линейку, но не видел как она выглядит, если кому не трудно покажите пожалуйста фото.
Как сделать внутренний конус на токарном. Фото из интернета.
Прикрепленные изображения
Как сделать внутренний конус на токарном. спасибо!
Как сделать внутренний конус на токарном.
ильфат (12 April 2012 — 19:51) писал:
земерить длину конуса, меньший и больший диаметр. Нарисовать на бумаге, высчитать угол. Как сделать внутренний конус на токарном.
есть формула д большое минус д малое (диаметры ) делённое на 2 л тоесть длинну конуса умноженную на 2 ,получаемое значение ищем в таблице тангенсов ….. там полученный грудус настраиваешь резцедержатель …. сообразишь есть конечно ещё геометрический способ ну я думаю с этим разберёшься
Как сделать внутренний конус на токарном.
МТЗ-80, размеры конуса коленвала УД-2: D=31,8; d=28; l=32. Конусность по формуле: tg2α=(D-d)/2l=(31,8-28)/64=0,0594. Угол α=1,7о
Как сделать внутренний конус на токарном. МТЗ-80, приизготовлении детали прилегание может быть чуть плотнее по большему диаметру но никак не по меньшему —проверяется по отпечатку. Как сделать внутренний конус на токарном.
Yugra (10 December 2021 — 20:09) писал:
размеры конуса коленвала УД-2: D=31,8; d=28; l=32
А откуда сведения? Тырнет говорит что 32,5х28,5х40 Это больше на правду походит, так как гостовский 1:10 получается. Как сделать внутренний конус на токарном. МТЗ-80, ИМХО не заморачивайтесь ни линейкой, ни формулами, лучше чем по индикатору все одно не выйдет, тем более там и станок наверняка не повышенной точности. Обязательно возьмите магнитную стойку к индикатору, или сразу комплект. типа такой: Уж и не знаю как вы без нее работаете. Самая нужная вещь! Точите малой подачей, она у вас наверняка меньше изношена. Точнее будет. Измерять нужно строго на уровне резца которым будете обрабатывать. При измерении вначале убедитесь, что конус не бьет в патроне ни по заднему краю ни по переднему. Удачи.
Сообщение отредактировал Mixxp: 11 December 2021 — 05:06
Как сделать внутренний конус на токарном.
Кувалдыч, если растачиваем шкив по таким размерам — упираемся ступицей в болты крышки. В свое время приходилось частенько такой работой заниматься.
www.chipmaker.ru
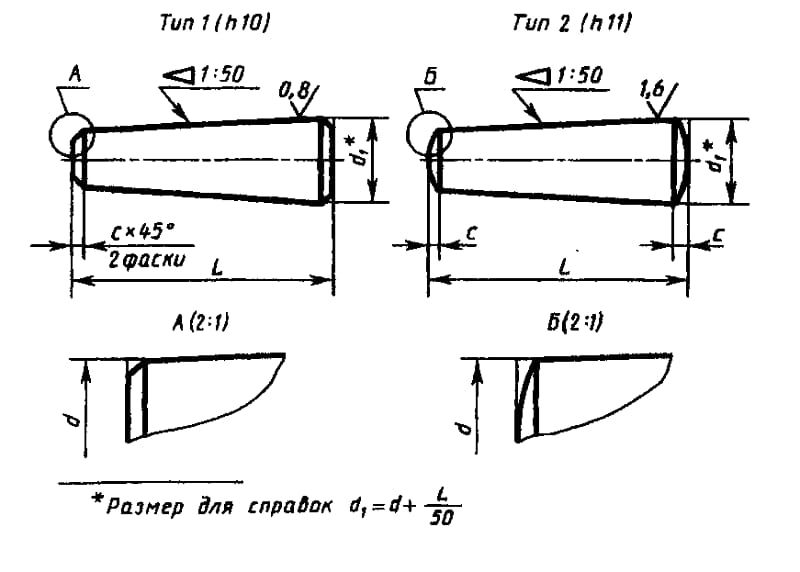
Контроль конических поверхностей
Конусность наружных поверхностей измеряют шаблоном или универсальным угломером. Для более точных измерений применяют калибры-втулки (рис. 4.38), с помощью которых проверяют не только угол конуса, но и его диаметры. На обработанную поверхность конуса карандашом наносят две-три риски, затем на измеряемый конус надевают калибр-втулку, слегка нажимая на нее и поворачивая ее вдоль оси. При правильно выполненном конусе все риски стираются, а конец конической детали находится между метками А и В.
При измерении конических отверстий применяют калибр-пробку. Правильность обработки конического отверстия определяется (как и при измерении наружных конусов) взаимным прилеганием поверхностей детали и калибра-пробки. Если тонкий слой краски, нанесенный на калибр-пробку, сотрется у малого диаметра, то угол конуса в детали велик, а если у большого диаметра — угол мал.
Елки из горшков
Простейшие новогодние поделки. Понадобятся только:
- цветочные горшочки разных размеров;
- краска;
- мелкие игрушки для декора – звездочки, цветочки, пр.
Окрашиваем горшочки – не обязательно зеленой краской, ведь елочка декоративная. Когда краска высохнет, приклеиваем декор. Чтобы повысить устойчивости елочек, можно продеть через дренажные отверстия в них какой-нибудь штырь или тонкую круглую палочку.
Если мастерить ничего не хочется (или нет на это времени), используем горшочек, как емкость, в которую сажаем еловую ветвь. Достаточно будет украсить верхушечку маленького новогоднего дерева звездочкой.