Определение и особенности
Паяльным флюсом называют сплав металлов, который имеет легкоплавкую структуру. Его используют для того, чтобы спаивать два различных вида материалов. Если вы точно знаете, каковы особенности соединения при термической обработке у двух разных материалов, то такой флюс можно сделать самостоятельно.
Соединить два разных материала с помощью флюса получится тогда, когда на уровне шва будет выдержана необходимая температура. Температура может колебаться, в зависимости от типа материалов, в пределах 50−500 градусов. Обязательно температурный режим плавки припоя должен быть намного выше температурного режима обрабатываемого материала.
Паяльный флюс подразделяется на несколько типов. Его выбирают, опираясь на такие факторы:
- Устойчивость материала к коррозии.
- Прочности материалов.
- Температура параметров поверхности работы.
- Температура флюса.
- Температура пайки.
- Вид металла.
Флюс для пайки подразделяют на две группы:
- Мягкие. Температура плавки небольшая.
- Твёрдые. Температурный порог высокий.
Припой тугоплавкий имеет температуру плавления более 500 градусов. При помощи его создаётся прочное соединение. Недостатком является тот фактор, что в некоторых случаях повышенный температурный режим может вызвать перегрев ключевого элемента конструкции и вывести её из строя.
Легкоплавкие припои имеют температуру плавки в пределах 50−400 градусов. В эти припои входят такие компоненты, как:
- Олово.
- Свинец.
- Прочие примеси.
 Подобный тип флюсов применяется для спаивания радиотехнических предметов при их установке. Имеются и припои сверхлегкоплавкие, применяемые для соединения и пайки транзисторов. Максимальная температура плавки может быть 150 градусов.
Подобный тип флюсов применяется для спаивания радиотехнических предметов при их установке. Имеются и припои сверхлегкоплавкие, применяемые для соединения и пайки транзисторов. Максимальная температура плавки может быть 150 градусов.
Для спаивания тонких поверхностей необходимо применять мягкие флюсы, а для проводов большого диаметра — твёрдые, имеющие высокий температурный порог. Флюс должен обладать следующими характерными чертами:
- Различия температуры при плавке основного материала и припоя.
- Устойчивость к коррозии.
- Способность к растяжке.
- Прочность конструкции.
- Способность нормально проводить ток и тепло.
В качестве припоя могут быть применены такие материалы:
- Трубочки с колофонием.
- Проволочные катушки.
- Ленты.
- Прутья.
- Прочие флюсы.
Самой распространённой формой является прут из олова с диаметром сечения 1−5 метров.
 Существуют и многоканальные типы флюсов, имеющие несколько источников поступления припоя для того, чтобы создать более прочное соединение. Продаваться они могут в колбах или мотках, содержаться в бобинах или иметь спиралевидную форму. Для использования одноразового рекомендовано брать небольшой кусок проволоки, размер которой не будет превышать спичку.
Существуют и многоканальные типы флюсов, имеющие несколько источников поступления припоя для того, чтобы создать более прочное соединение. Продаваться они могут в колбах или мотках, содержаться в бобинах или иметь спиралевидную форму. Для использования одноразового рекомендовано брать небольшой кусок проволоки, размер которой не будет превышать спичку.
Для того чтобы спаять электросхемы, следует применять флюсы трубочные, которые содержат колофоний. Это смола, играющая роль припоя. Этим присадочным материалом можно без проблем соединить такие металлы, как латунь, серебро и медь.
Требования к вспомогательным материалам
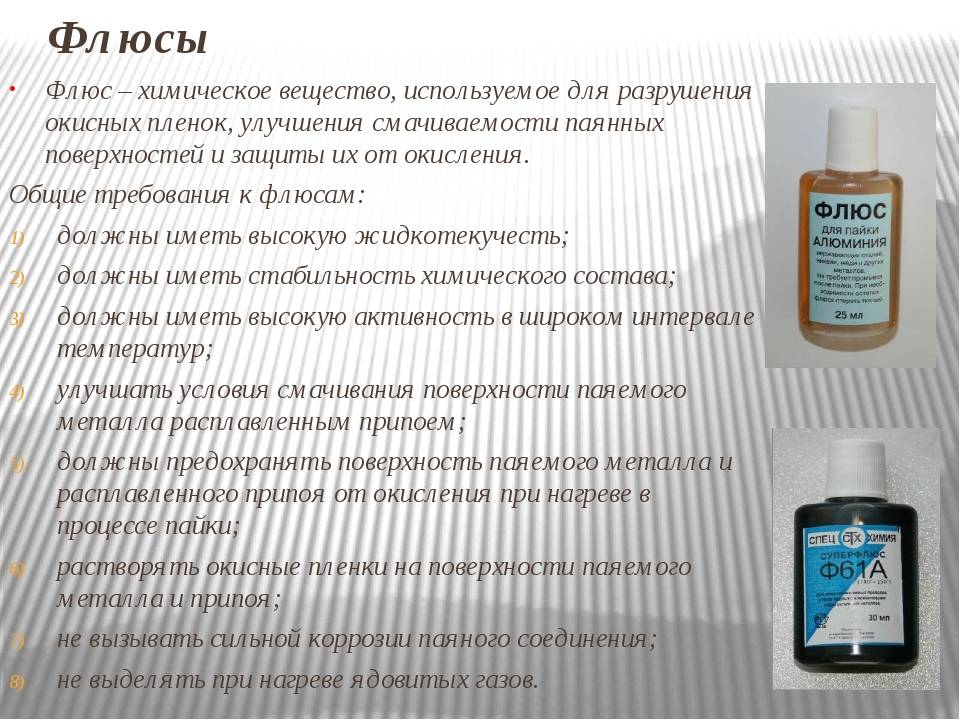
Существуют общие требования, которые относятся ко всем видам вспомогательных веществ. Какими основные свойствами они должны обладать:
- Текучесть и вязкость состава должны находиться в таком соотношении, чтобы имелась возможность смочить всю обрабатываемую поверхность без растекания за границы обработки.
- Флюсы должны реагировать только с окисленными плёнками, а не с соединяемыми деталями и припоем.
- Флюс должен обладать меньшей адгезией, чем припой.
- Вещество не должно испаряться или выгорать.
- Флюс должен легко удаляться после окончания работ.
Как паять флюсом: сначала нужно подготовить детали, потом обработать их материалом, далее разогреть детали до нужной температуры и внести припой в обрабатываемую зону.
Флюс для пайки паяльником
Флюс это вспомогательное вещество, необходимое для освобождения поверхностей спаиваемых деталей от окислов и лучшему растеканию припоя по поверхности металла при пайке. Без применения флюса выполнить паяльником качественную пайку практически не возможно.
При приготовлении наиболее популярных флюсов для пайки электрическим паяльником, применяется канифоль. Ее получают из древесины деревьев хвойных пород, в основном сосны. При температуре около 50 °С канифоль размягчается, а при 250 °С начинает кипеть.

Канифоль не устойчива к воздействию атмосферной влаги – гидролизуется. Она состоит на 85-90% из абиетиновой кислоты. Если не удалить остатки канифоли после пайки то происходит окисление места пайки. Многие этого не знают и считают, что канифоль для металла безвредна. Кроме того, впитывая воду из атмосферы, канифоль увеличивает свою проводимость и может нарушать работу электронных устройств, особенно высоковольтных их цепей.
Популярные флюсы для пайки электрическим паяльником
| Наименование флюса | Состав % от общего объема | Область применения флюса | Способ приготовления флюса | Удаление остатков флюса |
|---|---|---|---|---|
| Канифольные не активные флюсы | ||||
| Канифоль светлая | Канифоль светлая – 100 | Пайка меди и ее сплавов легкоплавкими припоями | Готов к использованию | Спиртом или ацетоном, кистью |
| Спирто-канифольный | Канифоль – 20 Спирт – 80 | Пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах | Растворить в этиловом спирте порошок канифоли | |
| Глицерино-канифольный | Канифоль – 6 Глицерин -14 Спирт – 80 | Герметичная пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах | Растворить в этиловом спирте порошок канифоли, затем добавить глицерин | |
| Канифольные активные флюсы | ||||
| Канифольный хлористо-цинковый | Канифоль – 24 Хлористый цинк – 1 Спирт – 75 | Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка | Ацетоном, кистью |
| Канифольный хлористо-цинковый (флюс паста) | Канифоль – 16 Хлористый цинк – 4 Вазелин – 80 | Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Смешать порошки канифоли и хлористого цинка с техническим вазелином | |
| Кислотные активные флюсы. | ||||
| Хлористо-цинковый | Хлористый цинк – 25 Соляная кислота – 1 Вода – 75 | Пайка деталей из чёрных и цветных металлов | Кислоту медленно вливают в посуду до ¾ ее высоты с кусочками цинка, когда перестанут выделения пузырьки водорода, флюс готов | Промывка водой или раствором питьевой соды в воде, кистью |
| Канифоль – 16 Хлористый цинк – 4 Вазелин – 80 | Флюс паста. Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Смешать порошки канифоли и хлористого цинка с техническим вазелином | ||
| Канифоль – 24 Хлористый цинк – 1 Спирт – 75 | Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка | ||
| ФИМ | Ортофосфорная кислота (плотность 1,7) – 16 Спирит этиловый – 1,6 Вода – остальное | Пайка меди, серебра, константана, платины, нержавеющей стали, черных и других металлов | Кислоту медленно вливают в посуду и затем добавляют спирт | Промывка водой, кистью |
Флюс на основе спирта и растворителей требуется хранить в герметичной таре, иначе жидкость быстро испарится. Очень удобна для этих целей бутылочка от маникюрного лака. Всегда и кисточка под рукой, которой удобно наносить флюс на место пайки. Такую бутылочку практически в любом доме можно найти. Еще ее достоинство, кисточка и закрутка не растворяются спиртом и растворителем. Перед наполнением флюсом обязательно нужно тщательно вымыть бутылочку и кисточку от лака. Если лак сильно застыл, то налить ацетона и оставить. Через время лак растворится.

В бутылочке я и приготавливаю спирто-канифольный флюс. Сначала через воронку из бумаги насыпаю порошок канифоли и затем заливаю спиртом. Легко налить спирт в узкое горлышко бутылочки, если прикоснуться горлышком бутылки со спиртом к кисточке, предварительно смоченной в спирте. Лить нужно очень медленно и ни одной капли не прольете. Со временем спирт испаряется и флюс становится густым. Тогда нужно его разбавить спиртом до требуемой консистенции.









В качестве флюса я часто использую не документированный флюс аспирин (ацетил салициловая кислота), который применяют в качестве лекарства. С помощью его, можно без предварительной подготовки, залудить медные и стальные поверхности. На основе аспирина легко готовится и жидкий флюс для пайки паяльником, достаточно таблетку растворить в небольшом количестве спирта, ацетона или воды.
Что может быть в качестве материала для пайки
Технологический процесс паяния, и для чего нужна паяльная паста, подскажет одна из самых популярных технологий, где в качестве компонента используют 10 грамм хлорида аммония и 30 грамм химического компонента цинка хлорида, которые необходимо растворить в 60 миллиграммах водного раствора.
Точно таким же образом формируется вещество паяльная кислота или паяльная жидкость, которое готовятся из заранее подготовленного консервированного вещества в виде соляной кислоты и металлического цинка.
- Заполняем фарфоровую посуду в равных долях соляной кислотой и порционными частями цинка.
- Заполняя цинком, в кислоте происходит выделение кислорода, в итоге образуется готовый препарат хлорид цинка.
- После того, как начнётся замедление выделения кислорода, стеклянную посуду помещаем в тёплый раствор воды.
- По окончании процесса должно произойти сливание жидкости, где остаётся не растворившийся цинк, к которому необходимо добавить нашатырный компонент, представленный как 2 граммы аммония, рассчитанного на 3 граммы металлического порошка цинка.
Особенности флюсовых компонентов
Не стоит обольщаться тем, что этот простейший флюсовый препарат подойдёт практически ко всем металлическим поверхностям.

Флюс для пайки алюминия
Согласно ТУ и ГОСТ существует определённый критерий препаратов, которые по степени эффективности можно разделить на 3 условные группы:
- Защитные или некоррозионные компоненты. Благодаря невысокой активности препаратов, такие вещества слабо очищают обрабатываемую поверхность. Как правило, не коррозионная группа используется для сплавов меди, а также для медных групп, которые имеют покрытия из кадмия, серебра или олова. По всем правилам данной группы, все задействованные припои должны быть легкоплавными. К данной группе относятся традиционная канифоль, вазелин простой группы, а также древесные смолы, стеарин и восковые компоненты.
- Слабая коррозионная группа. Для этой группы характерно растворение в спиртовых растворах, воде, а также в минеральных и органических веществах природного и искусственного происхождения, например стеариновая кислота, олеиновая кислота, молочный и растительный жир. Ко всем материалам добавляется канифоль, которая играет антикоррозионную роль. В процессе пайки, слабая группа эффективно разлагается, испаряется и под воздействием температуры сгорает.
- Сильная коррозионная группа. В этом классе используют фториды и хлориды металлической группы, а также сильнейшие неорганические кислоты. Этот тип флюсов способен удалять стойкие плёночные группы, которые характерны для цветных, а также для черных металлов. Все исследуемые коррозионные материалы изготавливаются как в виде жидких паст, так и в твёрдом состоянии.
Технические регламенты
Единый государственный регламент определён для флюсов, которые используются для сварочных работ, в этом случае применяют ГОСТ 9087-81. В радиоэлектронной отрасли также применяют технический стандарт, который имеет свою маркировку, это ГОСТ Р 56427-2015, который распространяется на безсвинцовую технологию. Кроме этого, данный регламент был разработан на основе ранее утверждённых и действующих регламентов, в частности:
- ГОСТ 17325—79 Пайка и лужение.
- ГОСТ Р 53429—2009 Платы печатные.
- ГОСТ 29137—91 Формовка выводов и установка изделий электронной техники на печатные платы.
- ГОСТ 23752—79 Платы печатные
Кроме этого, существует ряд подведомственных нормативных актов, которые имеют отраслевую структуру использования.
Какие виды и технологии существуют?
Опытный профессионал знает точно, какой флюс использовать для пайки микросхем, в то время как начинающий мастер должен изучить не один десяток технической литературы, чтобы правильно определить направление. Попробуем детально разобрать каждый материал твёрдого металла, где требуется правильно выбрать флюс для пайки микросхем.
Серебро. Для этого материала используют специализированный тип флюс гель для пайки, который предотвращает появление так называемой оксидной плёнки и позволяет обезжирить зону пайки. По общепринятым правилам, поверхность серебряного изделия необходимо прогреть до определённой температуры, где должна образоваться своеобразная защитная плёнка. Флюс для пайки микросхем с серебряным материалом негорючий и диапазон плавления варьируется от +520 С до +820 С.
Латунь. В этом случае используется универсальный флюс для пайки СКФ, который также используется для латуни, некоторых металлических изделий, а также меди, коррозийной стойких материалов, оцинкованного железа и т.д. По окончании рабочего процесса образуется универсальная технология обработки, которая включает в себя антикоррозийную защиту поверхности.
Нержавейка. Для группы нержавеющих металлов лучше всего использовать ортофосфорную кислоту, которая имеет классификацию средней группе неорганических компонентов. По своей сути материал образует гигроскопические миниатюрные бесцветные материалы кристаллов на своей поверхности. При достижении температуры +213 С материал флюса для пайки радиодеталей превращается в новый материал — пирофосфорную кислоту. В итоге, готовый материал имеет способность отлично растворяться в воде, поэтому в большинстве вариантов в его составе присутствует 85% раствор воды. К слову, жидкость имеет отличную способность растворяться также в растворителях, а также в этаноле. Раствор служит также веществом, который очищает поверхность обрабатываемого изделия от ржавчины и прочих коррозионных эффектов.
Алюминий. Традиционно используют флюс для пайки микросхем, в составе которого присутствуют оловянно-свинцовые компоненты припоя. Но, в последнее время разработаны иные материалы для соединения деталей из алюминия, где в качестве компонентов используют цинк, а также кадмий или улучшенный висмут. Использование данных компонентов обеспечивают высокое соединение алюминиевых деталей. Правильный выбор компонентов для соединения алюминия зависит от многих второстепенных факторов, и нередко используют «бинарный вариант флюса», где в обязательном порядке присутствует ортофосфорная или обычная фосфорная кислота. Процесс безотмывочного нанесения вещества предусматривает нанесение тонким слоем, при этом в конечном итоге появляется отбеливающий эффект на алюминиевых концах обрабатываемого изделия. По окончании работы не требуется дополнительная зачистка алюминия.
В радиоэлектронике. Для небольших и несложных работ с радиоэлектроникой используют флюс для пайки микросхем своими руками на основе канифоли, который имеет свойство растворяться в спиртовой основе. Очень часто используют традиционную спирто-бензиновую смесь. Главное требование использования данных материалов, это низкая степень утечки тока, а также максимально низкие данные коррозийности обрабатываемой поверхности.
Черные металлы. Этот тип материала имеет специальные физические и химические характеристики, поэтому для черных металлов используют припой на основе хлорида цинка, который имеет категорию либо малого (низкого), либо среднюю степень рабочей активности. Рекомендуется данный тип флюса использовать для эмалированных ванн. Активный вариант припоя позволяет перед началом рабочего процесса удалить оксидную плёнку с обрабатываемой поверхности, а также снизить возможное натяжение по поверхности материала обработки
Обратите внимание, что активный материал для припоя бывает в виде порошка, жидкой пасты, а также как в чисто жидком виде. В последнее время промышленность производит специальную флюс-пасту, которая облегчает рабочий процесс пайки поверхности изделий из чёрного металла.
Медь
Для соединения любой медной поверхности изделия применяют основу припоя, в составе которого присутствует медно-фосфорная основе, с обязательным составом компонентной составляющей 15% серебра. Главная характерность таких припоев, это отличное сцепление меди в экстремальных условиях эксплуатации, поэтому такой вариант нередко используют в холодильной промышленности. Высокая текучесть, это один из положительных моментов припоя, который растекается по всей поверхности, обеспечивает заполнение пор повреждённых участков медных труб.
Какие бывают припои
Припой необходим, чтобы заполнить границы между заготовками. Представляет собой прут с содержанием металла. При работе с ним происходит соединение с главным металлом, а в некоторых случаях он сам выступает как ключевой.
Имеет разный диаметр. Основной элемент – олово, но другие элементы также присутствуют в составе. Плюмбум и купрум, к примеру. Два основных вида – это легкоплавкий и тугоплавкий.
Легкоплавкий
Этот вид применяется в основном для работы с мелкими деталями, такими как радиоаппаратура. Если необходимо припаять радиоэлектронные частицы, легкоплавкому припою замены не найти.
В состав, помимо олова, входят такие элементы как кадмий, свинец, висмут, цинк.
Если судить по названию, то сразу приходит понимание, что этот материал лёгок в плавлении. Один паяльник небольшого размера легко может справиться.
Также есть специальные виды для металлообработки плат. Они плавятся при температуре сто градусов. Лужение с такими материалами может происходить гораздо проще и за меньшее время.
Также припои имеют свои модели, только это довольно большая тема, которая заслуживает своей статьи.
Для нынешнего оборудования подойдёт припой, который не содержит свинец, а температура плавления составляет двести градусов. Это зависит от особенностей оборудования.









Большинство техники производится опираясь на жесткие экологические нормы, которые запрещают применение свинца, из-за выделения им вредных паров.
Тугоплавкий
Тугоплавкий вид припоев – противоположность легкоплавкому. Они плавятся при нагревании в четыреста градусов и более. Этот вид используют профессионалы на производстве, где нужно взаимодействовать с более крупными деталями.
Основа – это медь, серебро, магний, никель. Эти материалы обладают прочностью и толщиной, поэтому с ними не работают в домашних условиях.
Это интересно: Алюминиевая сварочная проволока — особенности и применение
Проблемы при пайке
Температура плавления алюминия не превышает 660 градусов. Следствием этого является применение из экономических соображений сварочных аппаратов, не обладающих чересчур большой мощностью.

Однако, на поверхности алюминия имеется окисная пленка, которую необходимо убрать перед началом процесса сварки. А вот для ее расплавления требуется нагрев до температуры 2000 градусов. При достижении такого значения разрушится не только окисная пленка, но и сам металл, что приведет к ухудшению качества сварного соединения. Помимо всего окисная пленка после ее расплавления может восстановиться. Из-за устойчивости оксидной пленки, обладающей слабой адгезией к припою, обычный припой с трудом прилипает к поверхности детали.
Флюс для пайки алюминия решает эту проблему. При его нанесении на область сварки он перекроет проход воздуха в эту зону, что приведет к ослаблению негативного воздействия окисной пленки. По сравнению с другими металлами, например, железом и цинком, алюминий является более активным – зачищенная деталь может мгновенно вновь покрыться пленкой окиси. Поэтому и от флюса, предназначенного для алюминиевых деталей, также требуется быстрота воздействия.
Активный флюс для низкотемпературной пайки алюминия быстро растворит окисную пленку на поверхности изделий, мешающую нормальному растеканию припоя. Помимо этого, в припой, предназначенный для соединения алюминиевых изделий, добавляют цинк, обладающий способностью хорошо растворяться в алюминии.
Соединение на основе припоя с содержанием цинка обладает большей прочностью. Сочетая соответствующий припой и флюс универсальный для пайки алюминия можно без особых сложностей получить качественное соединение.
Вещества для изготовления
Паяльный флюс своими руками можно приготовить, используя такие вещества, как спирты, кислоты, масла различного происхождения. В них ценятся высокие антиокислительные свойства и хорошая растворяемость.
При выборе, как сделать флюс для пайки, предпочтение можно отдать самому простому веществу – ацетилсалициловой кислоте, или, как более привычно аспирину. Его без проблем можно найти в аптеке, или даже разыскать в домашней аптечке. Этот препарат имеет невысокую стоимость. Перед началом работы таблетку аспирина растворяют в небольшом количестве жидкости до исчезновения осадка.
Вместо аспирина допустимо использование гранул лимонной кислоты белого цвета. При использовании аспирина или лимонной кислоты происходит выделение значительного количества газа, поэтому помещение, где происходит пайка, должно обладать действующей вентиляцией.
Канифоль и глицерин
Жидкий флюс можно приготовить из канифоли. Прежде, как сделать флюс, необходимо с помощью деревянного молотка растолочь канифоль в мелкий порошок. От степени измельченности зависит время приготовления флюса.
Затем этот порошок, имеющий консистенцию пудры, растворить в этиловом или медицинском спирте, используя стеклянную посуду. После тщательного размешивания раствор следует оставить на некоторое время для полного растворения.
Далее для окончательного растворения канифоли в спирте следует поместить отстоявшийся раствор в горячую водяную баню, и нагревать до температуры 80 градусов. Во время нагревания раствор необходимо постоянно перемешивать, а затем дождаться охлаждения. Для пайки раствор удобно набирать шприцом.
Глицериновый флюс можно приготовить аналогическим образом, растворяя канифоль не в спирте, а в глицерине. Растолченная в порошок канифоль растворяться в глицерине будет дольше, зато сам раствор получится более густым, что сделает работу с ним более легкой. Качество состава улучшится, если сначала растворить растолченную канифоль в этиловом спирте, а смешать раствор с глицерином. Такую смесь после окончания пайки необходимо смыть.
На основе кислоты
В рекомендациях, как приготовить флюс для пайки на основе кислот, подразумевается соляная кислота, а также фосфорная. Соляную кислоту высокой концентрации необходимо развести пополам с водой. Этим раствором заливаются гранулы цинка, размещенные в стеклянной посуде.
Растворение цинка в соляной кислоте сопровождается бурной реакцией, заключающейся в значительном выделении водорода. Поэтому помещение должно быть хорошо вентилируемым. Рядом с местом работы должен отсутствовать открытый огонь.








Флюсом, полученным с применением соляной кислоты можно паять изделия из стали. При добавлении в раствор немного нашатыря появляется возможность для спаивания различных металлов и сплавов. Удачный флюс получается с применением фосфорной кислоты. Его можно применять, когда предстоит соединять изделия из нержавеющей стали.
Наносить на изделия жидкие флюсы можно тонкой кисточкой. Хранить следует в стеклянной посуде с узким горлышком, чтобы уменьшить возможность испарения.
Жировые смеси
Паяльный жир представляет интерес в основном для профессиональных сварщиков. Однако, и в этом случае возможно изготовить флюс пасту своими руками. Такое название паяльный жир получил из-за внешнего сходства с веществом животного происхождения.
Для приготовления нейтрального паяльного жира применяется смесь канифоли и стеарина. Она успешно растворяет имеющуюся оксидную пленку. Пайка с ее применением осуществляется с меньшими проблемами. У припоя увеличивается текучесть, что дает возможность его попадания в различные щели и неровности поверхностей. Благодаря хорошей растворимости такую пасту легко удалить с поверхности после окончания процесса.
Сущность нейтрального паяльного флюса заключается в том, что после того, как паяльное жало осуществляет его нагрев, он переходит в жидкую форму, и, выгорая, образует защитную пленку, функцией которой является препятствие окислению поверхности.
Другая форма пасты – активный паяльный жир. В его состав входят такие вещества, как вазелин, цинк, хлориды аммония и парафин. Такой флюс находит применение при пайке значительно окисленных поверхностей, а также металлов, которые с трудом подвергаются этому процессу.
Применение активных паяльных жиров не рекомендовано для работы с электроникой и другими деликатными видами, поскольку агрессивные вещества могут разрушить тонкие детали.