Пескоструйная обработка
 Этот метод также называется абразивной обработкой. Его суть заключается в том, что поверхность материала специально повреждается песком или каким-либо другим абразивным порошкоподобнымвеществом, который распыляется сильным потоком воздуха. В тот момент, когда песок из специализированного аппарата попадает на поверхность, образуется матировка. В зависимости от того, какой уровень давления и какова зернистость песка, можно создавать различные эффекты. Благодаря использованию различных трафаретов есть возможность нанести любой рисунок, фотографию и другие изображения на предметы.
Этот метод также называется абразивной обработкой. Его суть заключается в том, что поверхность материала специально повреждается песком или каким-либо другим абразивным порошкоподобнымвеществом, который распыляется сильным потоком воздуха. В тот момент, когда песок из специализированного аппарата попадает на поверхность, образуется матировка. В зависимости от того, какой уровень давления и какова зернистость песка, можно создавать различные эффекты. Благодаря использованию различных трафаретов есть возможность нанести любой рисунок, фотографию и другие изображения на предметы.
Метод пескоструйной обработки применяется, в первую очередь, для работы с натуральным камнем и стеклом. Полученная матировка смотрится на них превосходно. Для изготовления наград и сувенирной продукции нередко используется кирпич и гранит. Метод может также применяться для обработки дерева, керамики, металла, пластика. Работать таким способом можно со свинцовым и оптическим хрусталем.
Большой плюс пескоструйной обработки – универсальность, широта применения, высокая скорость. Края гравировки получаются гладкие.
Далее: Опасный электрический карандаш на 220 вольт
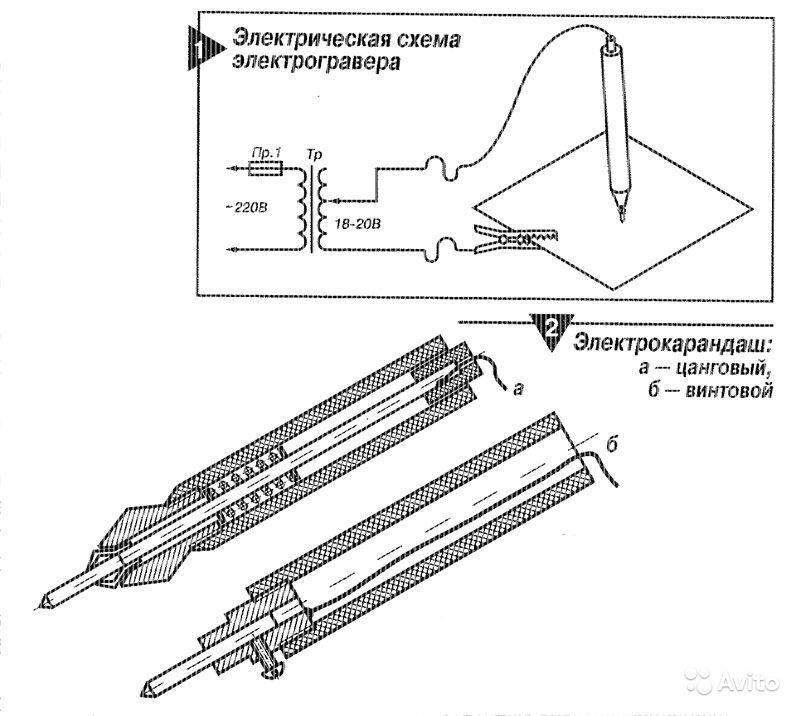
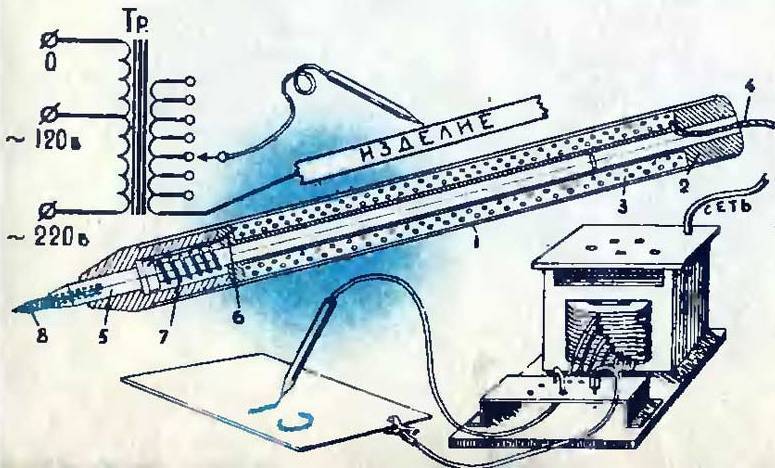
Данное устройство на 220 вольт отличается от предыдущей модификации своей опасностью. Его применение не только опасно, но и не оправдано, так как вполне эффективны электроискровые карандаши с тем же принципом действия, но с понижающим трансформатором с выходным напряжением на 12-20 вольт.
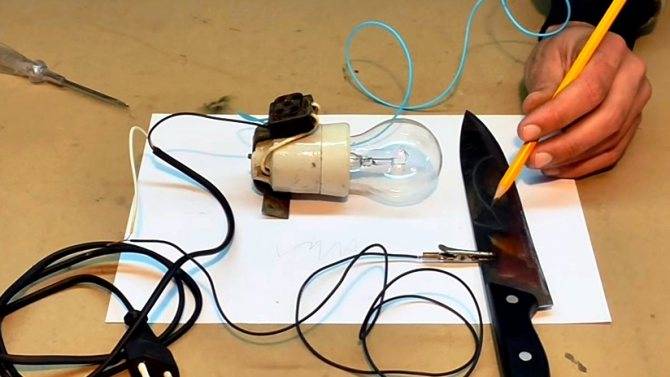
Для наглядности приведем здесь видео с данным устройством
Обратите внимание, что даже сам автор едва не касается незащищенной рукой металлических частей предмета, к которому подведен ток с опасным напряжением 220 вольт. Если делать свою конструкцию такого электроискрового карандаша, то следует обязательно включить в цепь понижающий трансформатор и довести его до напряжения 12-20 вольт
Скачайте разработку такого устройства с трансформатором из №11 журнала Радио, 1971 год
Скачайте разработку такого устройства с трансформатором из №11 журнала Радио, 1971 год.
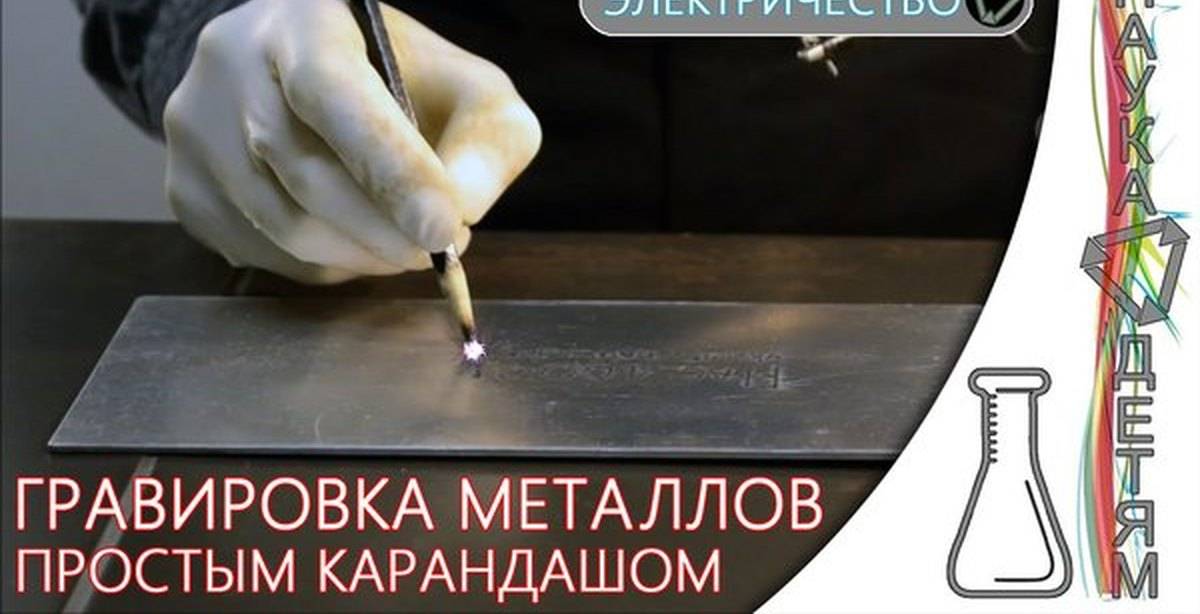
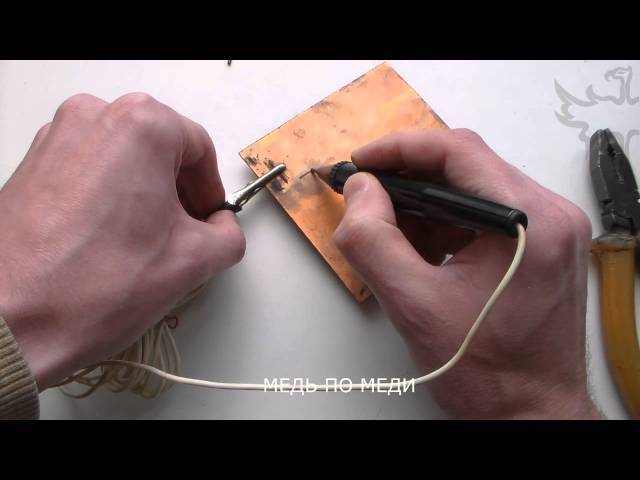
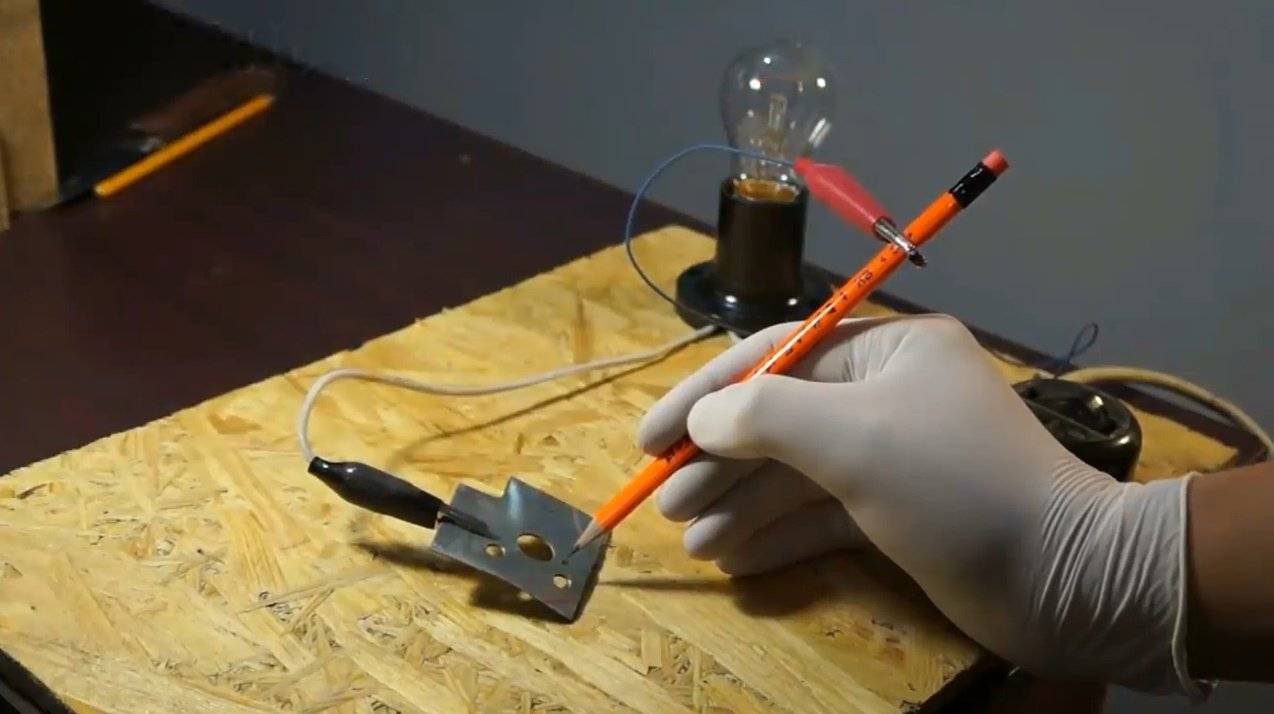
Как известно, стержень карандаша состоит из графита. Графит, пропускает ток. Это свойство можно применить для для рисования на любых токопроводящих поверхностях под электрическим током. Рисунок получается очень качественный и его невозможно удалить простыми способами.
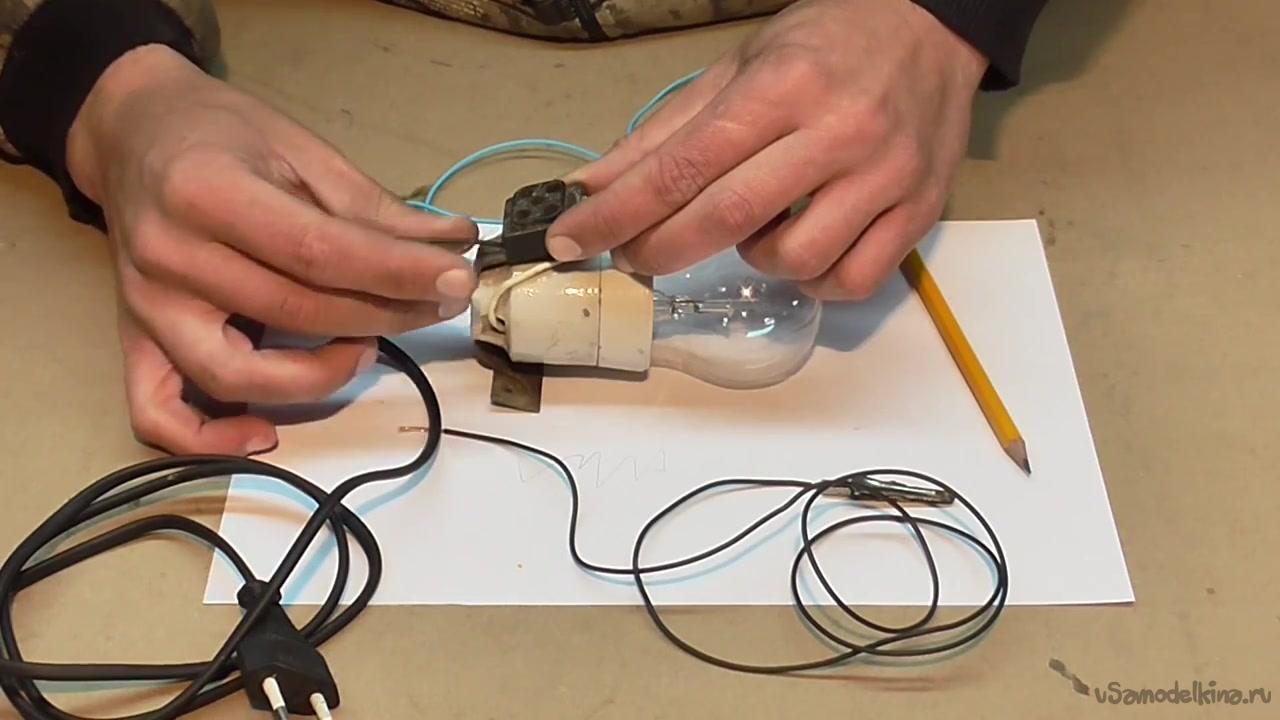
Для эксперимента потребуется простой карандаш, два кусочка провода, на конце которого находится крокодильчик, кусок провода с вилкой, простая лампочка с патроном, резиновые перчатки, любая поверхность из металла, на которую будет выполнен рисунок.
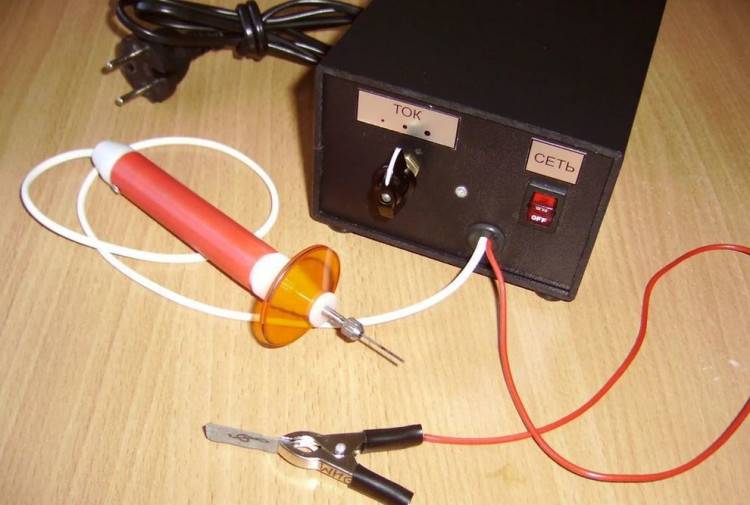
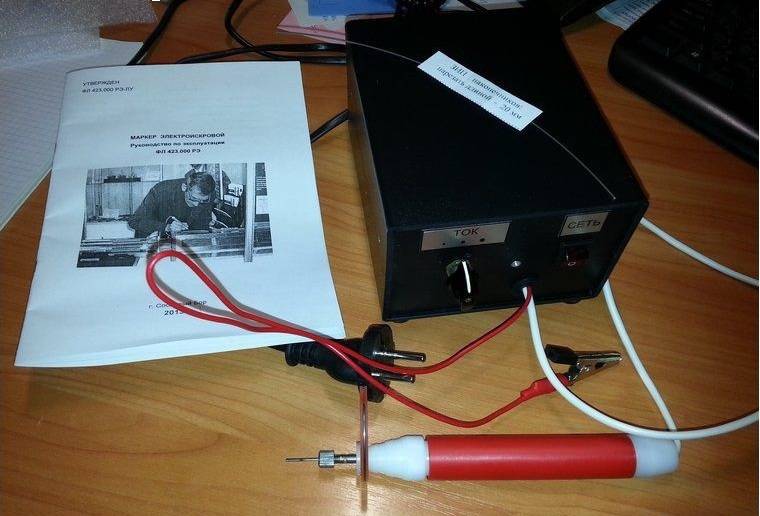
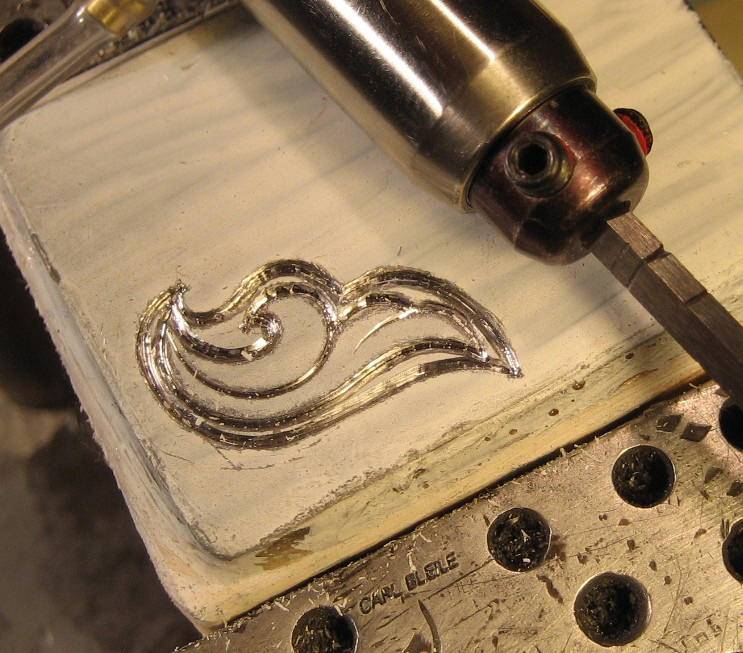
В заключение для полной картины приведем промышленный образец электроискрового инструмента для гравировки
Источник
Принцип работы
Основные этапы работы ЭМ:
Очистка обрабатываемой поверхности от грязи, жира и оксидной пленки. Это нужно сделать для увеличения проводимости металла и возможности использования сравнительно небольшого рабочего напряжения в пространстве между электродами.
Внимание! Если проводимость металла будет низка (например, из-за загрязнения его поверхности), то потребуется увеличение рабочего напряжения
А это приведет к малой скважности разряда и более грубым следам обработки на металле. Подключение обрабатываемой металлической детали к ЭМ с помощью зажима и кабеля
Подключение обрабатываемой металлической детали к ЭМ с помощью зажима и кабеля.
Внимание! Часто в комплект поставки ЭМ входит особая металлическая пластина. На ней удобно размещать деталь и подключать к ней кабель питания. Покрытие поверхности металла однородным слоем минерального масла
Масло, являясь диэлектриком, помогает сконцентрировать выделяемую тепловую энергию и ощутимо снизить прилагаемое усилие для отрыва электрода от поверхности в случае его залипания. Кроме перечисленного масло помогает избежать короткого замыкания
Покрытие поверхности металла однородным слоем минерального масла. Масло, являясь диэлектриком, помогает сконцентрировать выделяемую тепловую энергию и ощутимо снизить прилагаемое усилие для отрыва электрода от поверхности в случае его залипания. Кроме перечисленного масло помогает избежать короткого замыкания.
Внимание! Категорически не рекомендуется использовать вместо минерального масла другие жидкости, например, воду или вовсе электролиты
На приборе выставляются стартовые рабочие характеристики тока: 30 В, 40 мА.
Внимание! Большинство современных ЭМ относится ко второму классу электробезопасности
Необходимо тщательно соблюдать стандартные предосторожности при работе с электрооборудованием. Также нельзя работать в помещениях с повышенной влажностью (более 70%)
Также нельзя работать в помещениях с повышенной влажностью (более 70%)
Регулируется частота колебаний вибратора (согласно инструкциям производителя).
Производится тестовое касание детали рабочей частью ЭМ. В зависимости от необходимых параметров наносимых лунок меняются настройки прибора.
Внимание! На большинстве современных ЭМ присутствует защитный экран — он предотвращает поражение глаз ярким светом электрической искры. Но надеяться только на него не стоит, как и проявлять излишнюю беспечность. Производится собственно нанесение цифровой, буквенной или иной информации на поверхность
При этом скорость перемещения рабочей части ЭМ по обрабатываемой поверхности должна колебаться от 1.5 до 10 мм в секунду.
Производится собственно нанесение цифровой, буквенной или иной информации на поверхность. При этом скорость перемещения рабочей части ЭМ по обрабатываемой поверхности должна колебаться от 1.5 до 10 мм в секунду.
Внимание! Нормальный износ рабочего электрода не должен превышать 0.2 мм за одну обработку среднего объема. При более интенсивном износе электрода нужно изменить рабочие параметры в сторону их уменьшения
После завершения работы ЭМ обесточивают и отсоединяют от обрабатывавшейся детали. Ее поверхность очищается от масла.
Цветная гравировка
Нанесение рисунка в цветном виде происходит с использованием стеклографа, выполненного в форме карандаша или тушью. После гравировки, поверхность обрабатывается бесцветным лаком, чтобы сохранить максимально дольше результат. Четкий рисунок возможно получить с помощью красок на масляной основе, перед нанесением поверхность расцарапывается и обрабатывается краской.
Цветная гравировка
Чернение возможно получить без использования специального оборудования. Применяется смешанные вещества карбоната калия и серы, пропорции соблюдаются один к двум. Необходимо поместить смесь материалов на медленный огонь в удобной таре, процесс необходимо пристально контролировать и перемешивать состав. После почернения состава, огонь выключается, а смесь перетирается в ступе. Процесс чернения происходит несколькими шагами:
- Состав смешивается водой в соотношении один к 9.
- В специальную емкость опускается предмет, подготовленный к выполнению действий.
- Нагрев детали происходит до того момента, пока не произойдет чернение, материал должен приобрести необходимый оттенок.
Перед нанесением надписи необходимо сделать сделать фон, такие случаи не требуют обработка лаком. Гравировка по металлу может быть выполнена с разными оттенками, достаточно смешать специальные вещества. Раствор из хлористого цинка и медного купороса придаст детали темно коричневый оттенок, смешивание производится 1 к 1 водой. Сероватый оттенок возможно получить из смеси 2 гр. поташи и серы, обычной поваренной соли к литру воды. Раствор сернистого калия в соотношении грамм к 250 гр. воды, придаст изделию красный оттенок.
Чернение гравировки
После окончания деятельности удаляется используемый лак. Существует техника черни, процесс не схож с чернением при гравировке по металлу. Процесс возможно произвести только механическими способами, из подручных предметов исполнение невозможно.
Гравировка по металлу с использованием различного оборудования
Если заглянуть в историю, то можно увидеть, что ручная гравировка по металлу известна человечеству около пяти тысяч лет.
Выше были рассмотрены общая технология и методы, с помощью которых выполнить гравирование можно своими руками.
на металле отличается своей долговечностью. В этом случае используется паста, которая наносится на предмет перед обработкой. При этом паста наносится на непокрытый материал.





Технология следующая: оборудование направляет лазер на предмет, который под воздействием температуры немного переплавляется, меняется в цвете и испаряется.
С помощью лазера можно делать рисунки различной сложности и не только на металле. Цена ювелирных изделий, выгравированных лазером, высокая.
Фото:

Алмазная гравировка позволяет изделию «играть» на свету за счет образования четырехгранных ямок.
Алмазная гравировка выполняется с помощью специальной фрезы, с помощью которой удаляется верхний слой металла, образуя те самые ямки.
Алмазная гравировка считается долговечной, широко применяется в ювелирном деле и сувенирной продукции. Цена на такие изделия не фиксирована, чаще всего, о ней договариваются индивидуально.
Фото:

Нанести рисунок на металл можно, используя для этого фрезерный гравировальный станок, который можно не только купить, но и сделать самому.
Фрезерная обработка в виде такого станка необходима в случае мелкосерийного производства (свое дело). В противном случае, это будет лишними тратами. Станок позволяет сделать точный рисунок за счет жесткости всей конструкции.
Помимо металла гравировальный станок позволяет обрабатывать дерево, стекло, МДФ и пр. материалы.
Если говорить о небольшом производстве, то такой станок будет просто незаменим, он прост в применении, фрезы двигаются быстро и точно. Исключается брак человеческого фактора.
Гравирование, используя данный станок, получается аккуратным и долговечным.
Сущность электроэрозионной обработки:
Разрушение поверхностных слоев материала под влиянием внешнего воздействия электрических разрядов называется электрической эрозией. На этом явлении основан принцип электроэрозионной обработки (ЭЭО).
Электроэрозионная обработка заключается в изменении формы, размеров, шероховатости и свойств поверхности заготовки под воздействием электрических разрядов в результате электрической эрозии (ГОСТ 25331—82).
Под воздействием высоких температур в зоне разряда происходят нагрев, расплавление и частичное испарение металла. Для получения высоких температур в зоне разряда необходима большая концентрация энергии. Для достижения этой цели используется генератор импульсов (ГИ). Процесс ЭЭО происходит в рабочей жидкости (РЖ), которая заполняет пространство между электродами (МЭП); при этом один из электродов — заготовка, а другой — электрод-инструмент (ЭИ).
Лазерная сублимация
 Метод лазерной сублимации используется для того, чтобы окрашивать различные материалы с помощью изображений. Чтобы это делать, требуется цветной принтер, картриджи для сублимации, термопресс, сублимационная бумага или металл.
Метод лазерной сублимации используется для того, чтобы окрашивать различные материалы с помощью изображений. Чтобы это делать, требуется цветной принтер, картриджи для сублимации, термопресс, сублимационная бумага или металл.
Для того, чтобы получить необходимое изображение, для начала его нужно распечатать. Получится так называемый трансфер. После этого его нужно разместить поверх изделия. Благодаря воздействию высоких температур краска перейдет на изделие, оставив на нем необходимый рисунок. Чтобы сублимационная краска смогла отпечататься на поверхности, это должно быть изделие из полиэстера или хотя бы иметь специальное покрытие. Только так изображение прочно закрепится на изделии.
Лазерная сублимация позволяет наносить различные изображения на самые разные предметы: ювелирные изделия (браслеты, подвески, серьги и пр.), часы, подставки, закладки для книг, флаги, футболки и многое другое.
Как сделать цветную гравировку?
У цветной гравировки более сложный технологический процесс, и она возможна только на металлах склонных к окислению, таких как
- титан
- нержавеющая сталь
- цирконий
- алюминий
- никель
- латунь
- серебро
Цвет проявляется в результате побежалости, возникающей вследствие интерференции света в оксидной плёнке. Оттенок и насыщенность цвета зависят от нескольких факторов:
- длительности воздействия лазерного луча;
- толщины металла;
- теплофизических параметров материала;
- мощности излучения;
- толщины оксидной плёнки.
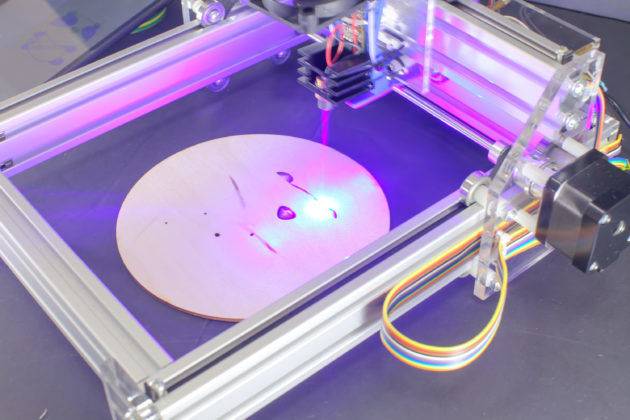
Например, на титановой пластине при длительности импульса 80 наносекунд, скорости движения луча 24 мм/с, частоте импульсов 95-100 кГЦ и мощности излучения 4,5 Вт получился гравировка фиолетового цвета.
Лучшие модели. Как выбрать
В настоящее время наиболее распространены на рынке пять моделей ЭМ. Приведем их характеристики в нижеследующей таблице.
| Название модели | Фирма-производитель, Страна | Размер наносимой лунки, мкм | Максимальный размер символа, мм | Рабочее напряжение, В | Рабочая сила тока, мА | Мощность, Вт | Средняя цена, по сост. на нач. 2021 года |
| EVZ-021 | Josef Solnar (Чехия) | 10×10 | До 50 | 220…230 | 200 | 20 | 15000 |
| Прогресс-001 | (Россия) | 10×10 | Неограничен | 220…230 | 400 | 50 | 8000 |
| EVZ-022 | Josef Solnar (Чехия) | 20×50 | Неограничен | 220…230 | 450 | 50 | 20000 |
| AG25/3 | Arglo AG (Швейцария) | 20×20 | Неограничен | 4 | 5000 | 25 | 20000 |
| AG50/6 | Arglo AG (Швейцария) | 20×50 | Неограничен | 6,5 | 6500 | 50 | 25000 |
При выборе ЭМ обычно руководствуются соотношением параметров цена — производительность — ремонтопригодность. Поэтому в нашей стране обычно выбирают устройство производства Санкт-Петербургского — электромаркер по металлу «Прогресс — 001».
ЧПУ порталы раскроя металла
G_Kar 02 Мар 2020
Получаем 793 детали в день. Это надо взвод гастарбайтеров с напильниками, чтобы такое количество мелких деталей ободрать
Gesserk 02 Мар 2020
Сегодня узнавал, машина которая потянет такую работу должна быть минимум 1кВт мощностью, в идеале 1,5.
Скорость резки при этом будет около 6м/мин.
Длина контура развертки 55. 70мм.
Получается в среднем 10 деталей в минуту.
Сообщение отредактировал Gesserk: 02 Март 2020 22:53
Gesserk 02 Мар 2020
Это надо взвод гастарбайтеров с напильниками, чтобы такое количество мелких деталей ободрать
После раскроя пред полается формовка/штамповка, потом галтовка и гальваника (оловянирование/никелерование).
Глобул 03 Мар 2020
Длина контура развертки 55. 70мм. Получается в среднем 10 деталей в минуту. Тогда вижу другую проблему — стол.
Куда эти детальки будут сыпаться? Как их оттуда доставать?
G_Kar 03 Мар 2020
Глобул, на лазере это не проблема, они есть с ящиками выдвижными, куда ссыпаются мелкие детали. В общей стоимости лазера такая опция — мелочь.
Gesserk 03 Мар 2020
Тогда вижу другую проблему — стол.
Куда эти детальки будут сыпаться? Как их оттуда доставать?
Детали по задумке должны вырезаться полосами, между ними буду оставаться технологические перемычки, которые будут обрубаться при формовке/штамповке, по этому это не проблема.
Сообщение отредактировал Gesserk: 03 Март 2020 09:02
mixasib 03 Мар 2020
Тогда вижу другую проблему — стол.
Куда эти детальки будут сыпаться? Как их оттуда доставать?
Стол можно сделать с нишей выдвижной, как Олег сказал.
Самый простой и частый способ, что видел в сети у других — сетка под опорами листа. Но она горит, увы. Мы такое производим





У нас на рабочей плазме стоит водоналивной стол. Мелочевку проблематично доставать — водные процедуры(
У некоторых такой стол, что детали просто на пол падают. Вместе со шлаком. Без какой-либо вентиляции.
Сегодня узнавал, машина которая потянет такую работу должна быть минимум 1кВт мощностью, в идеале 1,5.
Скорость резки при этом будет около 6м/мин.
Длина контура развертки 55. 70мм.
Получается в среднем 10 деталей в минуту.
2 мм же толщина? Я не профи, но думаю на скорости 6000 можно попробовать. Тестить надо.
Тот же гипер можно посмотреть. Качество соответствует цене.
Сообщение отредактировал mixasib: 03 Март 2020 15:42
Gesserk 03 Мар 2020
Тот же гипер можно посмотреть. Качество соответствует цене.
Можно по подробнее?
TIGER 19 Мар 2020
Глобул 19 Мар 2020
Можно по подробнее? Скорее всего имеется ввиду оборудование фирмы Hypertherm — мировой лидер в этой области.
welderman 19 Мар 2020
Тогда вижу другую проблему — стол. Куда эти детальки будут сыпаться? Как их оттуда доставать? А это таки есть проблема, детали сыпятся вниз,их закидывает гратом, потом возня с очисткой. или ставите программу так, чтобы вручную снимать детальки со стола, до падения, но это тоже решение так себе.
Как выжигать на металле
Итак, работа выжигателя по металлу достаточно проста и незамысловата. Перед выжиганием поверхность металла должна быть очищена от грязи и слегка смочена керосином. Если нужно, то предварительно на поверхность наносится рисунок посредством карандаша.

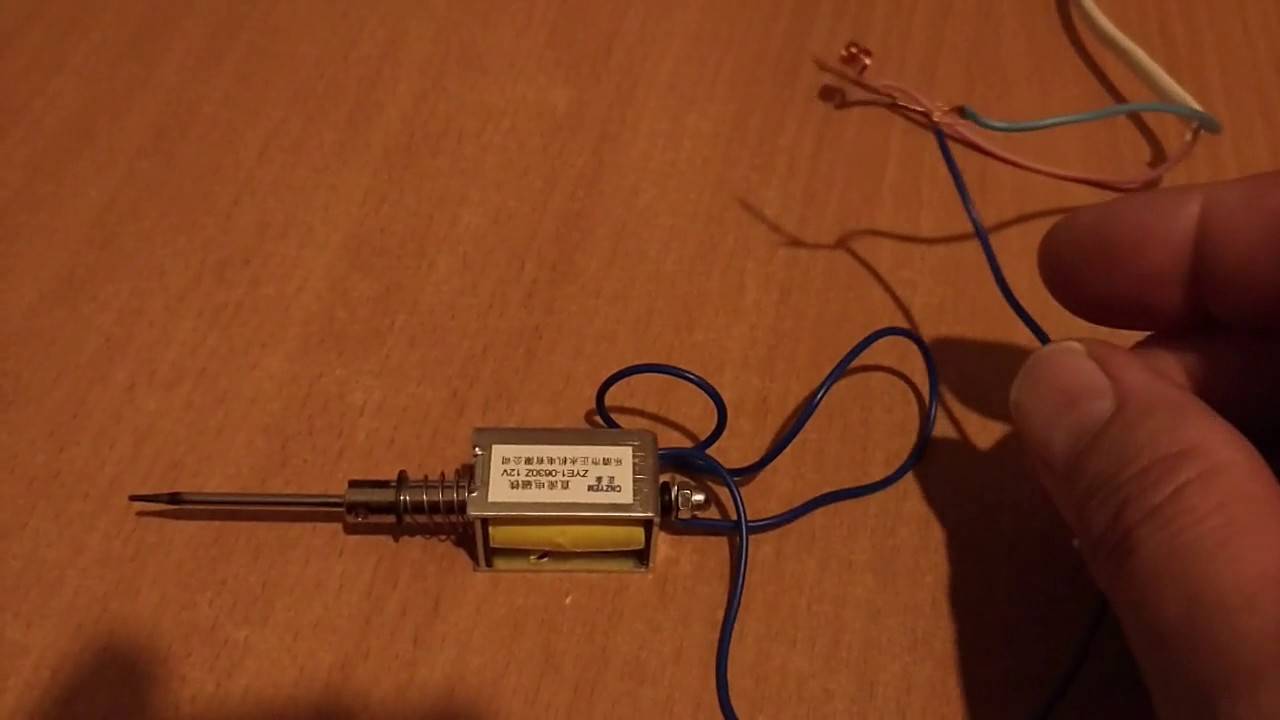
При работе металлическая заготовка соединяется с одним из выводов понижающего трансформатора. Второй вывод подсоединяется непосредственно к самодельному выжигателю.
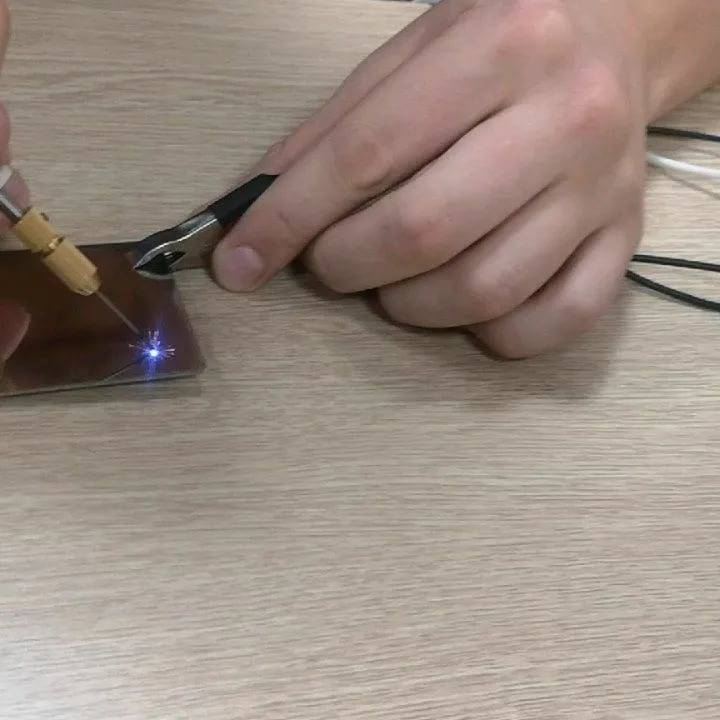
Когда электрод вдавливается в металл, пружина сжимается, образуя тем самым короткое замыкание. В результате этого между металлом и электродом появляется искра, которая и оставляет след на поверхности.

Как видно, устройство имеет простую конструкцию, но самое главное, оно абсолютно безопасно в работе. Для его работы вместо 220 В, используется всего 10-12 В, которые ни чем не угрожают здоровью.
Пятый этап (рамка)
После того как стекло отгравировано, снимаем с него размеры и начинаем делать рамку. У меня стекло 50х47 см, а рамка 51х48 см (по наружи). Для рамки можно использовать все что угодно, в первой картине я использовал плинтус деревянный и в него углублял светодиоды. Но время идет и мировоззрение меняется, я стал использовать светодиодную ленту и торцевой уголок для отделочного пластика. Склеиваю пластик супер клеем, а ленту делю на кусочки по 3 диода. Точное количество кусочков сказать не могу, для каждой работы оно своё, смотрю на глаз. В проекте «Лого 50х47» было задействовано 16 кусков синей светодиодной ленты. По 4 куска на каждую сторону.
Цветная гравировка
Для того чтобы рисунок смотрелся более четко и красиво используют карандаш-стеклограф или тушь.
Для того чтобы эффект от использования данных инструментов оставался как можно дольше, поверхность покрывают бесцветным лаком.
Сделать рисунок более четким можно с помощью иглы и масляных красок. Такой набор позволяет процарапать вспомогательные линии узора, которые впоследствии покрываются краской.
Художественная цветная гравировка позволяет сделать изделие цветным. Для этого те элементы, которые прокрашивать не нужно, покрываются прозрачным лаком.
Видео:
Как сделать чернение металлического предмета? Специальное оборудование для этого не используется, но необходимы следующие вещества: сера и поташа (карбонат калия) в пропорции 1:2.
Данный состав необходимо поставить на огонь, для этого его пересыпают в жестяную банку. Смесь необходимо постоянно мешать, а огонь не должен быть большим.
Смесь снимают с огня, когда она становится черного цвета. Перед этим ее нужно будет перетереть в ступе, после огня ее также кладут в ступу и снова перетирают (охлажденную).
Чернение происходит следующим образом:
- В полученную смесь добавляется вода (1:9);
- В раствор кладется предмет из латуни;
- Подогревается до тех пор, пока не изделие не приобретет нужный оттенок.
Сделать фон темным можно перед нанесением рисунка. Лак в таком случае не понадобится.
Коричневый цвет предмета можно сделать своими руками, выдержав его в растворе хлористого цинка и медного купороса с добавлением воды (100г, 100г, 200г соответственно).
Ручная покраска в серо-стальной цвет получается из 1 литра воды, двух грамм обычной соли и двух грамм смеси серы и поташи.
Оранжево-красный цвет получается из раствора сернистого калия: 1 грамм вещества на 250 грамм воды.
По окончании работ лак стирается.
Чернение предмета и известная нам чернь – разные вещи. Техника, которая применяется для создания черни, механическая, своими руками выполнить ее не получится.
Маркируем на любом металле с гарантией результата
Наша мастерская профессионально занимается гравировкой по металлу с 2011 года.Мы сделаем качественную гравировку и отвечаем за результат.
Преимущества лазерной гравировки металлов у нас:
- Маркируем сразу, в вашем присутствии
- Любовь металл — алюминий, сталь, золото серебро, титан и другие сплавы
- Работаем на лучшем лазерном оборудовании
- Без пасты и чернения — идеальный результат навсегда, все по-честному
- Делаем в любой мастерской, без записи — просто приходите в рабочие часы
- Сложные работы — гравируем по окружности, крупногабаритные изделия
Примеры работ — лазерная гравировка на металлах








Гравировка на металле — одна из самых частых работ, выполняемых в нашей лазерной студии. Причина популярности проста — лазерная гравировка получается на металле контрастно и прекрасно сохраняется десятилетиями.






Используя новейшее оборудование мы сделали гравировку действительно быстрой — например гравировка на металлическом жетоне делается при клиенте и занимает 5 минут.
Наша компания является экспертом лазерной гравировки металлов — мы работаем уже 5 лет и знаем о гравировке все — приходите к нам, вы точно останетесь довольны!
Сравнение лазерной гравировки с другими методами
| Лазерная гравировка в McGraver | Механическая гравировка | Ручная гравировка | |
|---|---|---|---|
| Автоматизация процесса гравировки | |||
| Компьютерный макет перед гравировкой | |||
| Контрастный черный цвет текста и логотипов | |||
| Время выполнения от 1 минуты | |||
| Огромный каталог шрифтов с online-подбором | |||
| Максимальная точность | 0.01мм | 0.5мм | 1мм |
Технология процесса
Лазерный луч, управляемый специальной компьютерной программой направляется на обрабатываемую поверхность металла, в следствии чего после гравировки на металле остаются следы. Регулируя различные параметры воздействия лазера (мощность излучения, скорость перемещения луча, частота колебаний) опытный мастер способен получить качественный результат гравировки на металле — от нержавеющий стали и алюминия до золота и платины.
Восприимчивость металлической поверхности к воздействию лазерного луча стала основой популярности самой востребованной услуги – лазерной гравировки по металлу. Фотографии, надписи, логотипы, художественные изображения – что только ни украшает изделия из металлов!

Гравировка на производстве
Процесс не отличается от работ в домашних условиях. Перед действиями полируется предмет, затем обезжиривается. Перед подготовкой к процессу изделие тонируется серным раствором, который распределяется равномерно по детали. Обведение рисунка происходит с помощью металлической иглы по приклеенной кальке. Рисунок и тени выполняются максимально реалистично, для получения качественного результата.  Далее происходит основной процесс, специальным гравером выводиться рисунок и остальные штрихи. После работ рисунок покрывается защитным слоем из бесцветного лака либо воска. Затем изделие протирается насухо, полируется для получения блеска.
Далее происходит основной процесс, специальным гравером выводиться рисунок и остальные штрихи. После работ рисунок покрывается защитным слоем из бесцветного лака либо воска. Затем изделие протирается насухо, полируется для получения блеска.
Гравировка на производстве
Процесс не отличается от работ в домашних условиях. Перед действиями полируется предмет, затем обезжиривается. Перед подготовкой к процессу изделие тонируется серным раствором, который распределяется равномерно по детали.
Обведение рисунка происходит с помощью металлической иглы по приклеенной кальке. Рисунок и тени выполняются максимально реалистично, для получения качественного результата.

Лазерная гравировка на производстве
Далее происходит основной процесс, специальным гравером выводиться рисунок и остальные штрихи.
После работ рисунок покрывается защитным слоем из бесцветного лака либо воска. Затем изделие протирается насухо, полируется для получения блеска.
Лазерный гравёр по дереву: необходимые материалы и пошаговая инструкция
Самодельный лазерный гравёр для работы по дереву изготовить довольно просто. Достаточно приложить руки и немного фантазии. Кстати, таким устройством можно будет наносить надписи не только на деревянную, но и на пластиковую или кожаную поверхность, например на ремень.
А для того чтобы было проще, питание на него будет подаваться не от аккумуляторной батареи, а от обычного компьютера через USB-шнур. Хотя если необходимо сделать устройство для гравировки по дереву своими руками портативным, можно использовать обычный Power Bank.
 ФОТО: appinformers.comPower Bank можно использовать как АКБ
ФОТО: appinformers.comPower Bank можно использовать как АКБ
Для изготовления потребуется:
- 2 стреляных гильзы калибра 8 мм и укороченная 7,62 мм (стартовый либо газовый пистолет и ТТ);
- лазерный светодиод (около 250-300 мВт), который можно демонтировать со старого DVD-привода;
- линза из того же привода;
- гнездо USB;
- латунная трубка с внутренним диаметром 10 мм;
- 3 резистора с общим сопротивлением 30 Ом;
- резистор на 50 Ом;
- тонкие провода;
- кнопка включения.
Конечно же, без паяльника, дрели, бормашинки и любимого термоклея здесь не обойтись. Когда всё необходимое готово, можно приступать к работе. А как её выполнить, будет рассказано в пошаговой инструкции с фотопримерами и детальными объяснениями.
 ФОТО: goods.ruСамый используемый инструмент «для всего»
ФОТО: goods.ruСамый используемый инструмент «для всего»
Статья по теме:
Необходимое оборудование
При соблюдении технологии можно добиться углубленного или, наоборот, выпуклого изображения – в зависимости от задумки.
 Граверы для гравировки
Граверы для гравировки
Для нанесения механической гравировки применяются специальные машинки – граверы. Они работают от электросети и помогают нанести качественное изображение на поверхность полированного металла. Работают на основе ударного способа гравирования, выполняя полировку и зачистку поверхности. Обладая удобным размером, граверы просты и легки в использовании.
Принцип работы машинки для гравировки заключается во вращении подвижного элемента, который приводится в движение электродвигателем через редуктор. Как правило, такие машинки обладают небольшой мощностью – всего до 200 Вт, но ее вполне хватает для гравировки в домашних условиях. В комплектацию некоторых машинок входит крепеж, и поэтому, закрепив гравер на столе, мастер вращает деталь обеими руками, выполняя сложный узор.
Машинки для декорирования
Все машинки для гравировки металла делятся на три группы.
Фрезерные машинки. Используются для декорирования деталей большой толщины. Предназначены для обработки металла, дерева, пластика. Такие граверы имеют большие размеры, но в работе удобны из-за отсутствия вибрации и простоты в использовании. Оборудован такой станок рабочим полем, над которым вращается фреза. Фрезы двигаются с большой скоростью и точностью, что исключает человеческий брак.

Лазерные граверы. Машинки на основе лазера используют для декорирования не только металла, но и стекла, дерева, камня, картона, пластика, кожи, и многих других материалов. Очень удобные станки, выполняют высококачественные изделия. От мощности лазера зависит толщина обрабатываемой поверхности и скорость работы станка. Технология основывается на нанесении специальной пасты на изделие, затем прибор наводит лазер на поверхность, под его действием металл плавится и испаряется.
Бормашина. Немного похожа по принципу работы на стоматологический аппарат. Работает в комплекте со специальными фрезерными насадками. Перед началом работы такой станок необходимо протестировать, чтобы получить высокий результат с первых мгновений использования.

Машинки для гравировки имеют и различную комплектацию. Съемные части позволяют выполнять не только рисунки и надписи, но и производить полировку, шлифовку или делать отверстия в металле. Надписи и рисунки создаются в результате вращения маленькой насадки в виде конуса, которая и вытачивает металл. Насадки на машинках могут быть нескольких разновидностей:
- резец;
- щетка из проволоки;
- точильный круг;
- наконечник для полировки;
- сверла;
- диски;
- буры.
 Машинки для гравировки
Машинки для гравировки